
Kaksi akselillista lisätehoa tuotantoon

Kun tuotanto kaipaa lisätehoja, kolmiakselisten koneistuskeskusten varustaminen viisiakseliseksi on yksi taloudellinen ja usein myös nopea tapa tuotannon kehittämiseen. Viisiakselisuus tuo joustavuutta, kertoo seuraava esimerkki Sveitsistä.
Samuel Werder AG on sopimusvalmistaja tarkkuusmekaniikan alueella. Tarkkuus, joustavuus ja luotettavuus ovat ominaisuuksia, joihin sveitsiläinen Werder Feinwerktechnik ilmoittaa nojanneensa yli kuuden vuosikymmenen mitalta.

Töistä yrityksessä vastaa ammattitaitoinen valmistustiimi ja moderni CNC-konekanta.
Yritys palvelee asiakkaitaan yksittäisistä osista sarjavalmistukseen, tuotannossa on 100 000 erilaista kappaletta alumiinista, teräksestä, titaanista, hopeasta, messingistä, pronssista, uushopeasta, magnesiumista ja muoveista.
”Vaativat tuotanto, monimutkaiset ja tarkat kappaleet ovat toimintamme ydintä. Yksinkertaisten osien kohdalla emme pysty kilpailemaan hinnasta”, sanoo toimitusjohtaja André Stäger.
3+2-akseliperiaate ratkaisuna
Yrityksellä on käytössään 33 CNC-sorvia, max. sorvaushalkaisijat niissä ovat 250 mm ja -pituus jopa 650 mm, CNC-koneistuskeskuksia on 38 CNC-ohjattua työstökeskusta, useat viisiakselisia, osittain robottien ja käsittelyjärjestelmien avulla automatisoituna. Lisäksi CNC-mittauskoneita on useita.
”Kappaleet monimutkaistuvat jatkuvasti ja niiden pitää täyttää erittäin korkeat tarkkuusvaatimukset. Kappalekoot ovat 1 x 1 x 1 mm – 600 x 600 x 1500 mm. Pitkiä kappaleita pystymme koneoistamaan aina 3000 mm pituuteen asti”, kertoo Stäger

Tänä päivänä yhä tärkeämpää on työstää vaativia työkappaleita mahdollisimman pitkälle yhdellä kiinnityksellä. ”Viisiakselisuus on avain, jonka avulla pystymme valmistamaan pieniäkin eriä taloudellisesti”, painottaa Stäger.
Pienempien, kooltaan alle 500 x 250 mm osien koneistukseen käytössä ovat Brotherin poraus- ja jyrsinyksiköt. Moni yrityksen kahdestakymmenestä Brotherista on varustettu kaksiakselisilla kääntöpöydillä, jotka mahdollistavat koneiden toiminnan viisiakselisten koneiden tapaan.
””Tämä 3+2-periaate on optimaalinen kaltaisillemme sopimusvalmistajille varsinkin, kun neljättä tai viidettä akselia käytetään ensisijaisesti asemointiin eikä simultaanijyrsintään. Tällainen viisiakselinen kone mahdollistaa korkean joustavuuden, on tavallisesti nopeampi hankkia ja huomattavasti edullisempi kuin viisiakselinen kone. Lisäksi konepöydälle jää näin lisämahdollisuus kolmeakseliseen takasivun työstöön.””Tämä 3+2-periaate on optimaalinen kaltaisillemme sopimusvalmistajille varsinkin, kun neljättä tai viidettä akselia käytetään ensisijaisesti asemointiin eikä simultaanijyrsintään. Tällainen viisiakselinen kone mahdollistaa korkean joustavuuden, on tavallisesti nopeampi hankkia ja huomattavasti edullisempi kuin viisiakselinen kone. Lisäksi konepöydälle jää näin lisämahdollisuus kolmeakseliseen takasivun työstöön.
CNC-kääntöpöytien toimittaja on pL Lehmann.
”Laatu, luotettavuus, ja laaja tuotevalikoimaovat tärkeitä. Lisäetuna on mahdollisuus hyvin monenlaisiin akseliyhdistelmiin.”
Joustavuus ratkaisevaa
Hiljattain Werder uudisti tuotantolaitteitaan ja hankki kahden vanhan Brother BAZ -koneen tilalle kaksi Brother Speedio R650-mallia kääntöpöydällä.
”Koneet ovat hieman kalliimpia kuin tähänastiset Brother jyrsin-/porakoneet, ja ne tarvitsevat myös enemmän asennustilaa, mutta ne myös ominaisuuksia on enemmän. Meille olivat tärkeitä esimerkiksi 435 mm:n Z-liikerata ja 40-paikkainen työkalunvaihtaja.
Nopea työkaluvaihtaja ja kääntöpöytä lisäävät tuottavuutta, palettien kääntö on muutaman sekunnin operaatio. Koneenkäyttäjä voi valmistella pöydän toisella puolella osia seuraavaa toimenpidettä varten, sillä aikaa kun kone työstää toisella puolella osia.

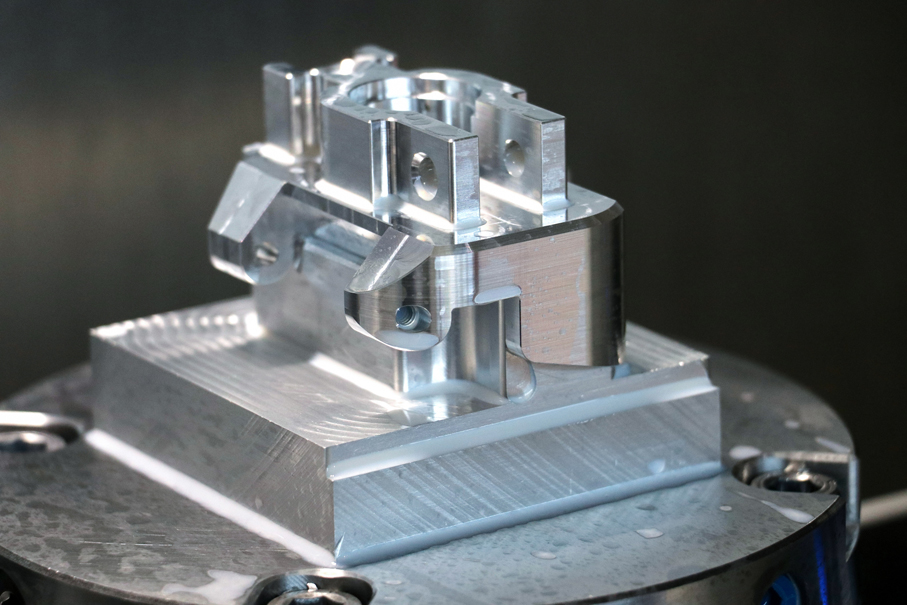
varioX-Y1, valmistaja pL Lehmann, komponentin Brother BAZ TC-22B-0 päällä sopii optimaalisesti monimutkaisten osien kuten esim. sulkusylinterien työstöön. Werder on automatisoinut työstön robotin avulla.
Samuel Werder AG:lla on käytössään yli 20 pL Lehmannin valmistamaa CNC-kääntöpöytää. Werder ei tilannut vain uusia Brother-koneita lisäakseleilla, vaan hän jälkivarustelee aina käyttötarkoituksen mukaan myös vanhoja koneita.
”Lehmannin Combiflex-järjestelmän ansiosta yksittäisten akselimoduulien vaihto tapahtuu nopeasti ja yksinkertaisesti. Meillä on tällä hetkellä varamoduulejakin. Jos törmäys syntyisi, voimme vaihtaa akselin ongelmitta, ei tarvitse purkaa ja korjata vaurioitunutta tai odottaa korjausta. Näin vältymme tuotannon seisokkiajoilta.”
pL-kääntöpöydät muissa koneissa
Werder käyttää kääntöpöytiä myös muissa jyrsinkoneissaan, kuten kahdessa pystykaraisessa Mori Seiki NVX5100:ssä ja vaakakaraisessa Kitamura HX400:ssa. ”Jotta 4-akselisella koneella voitiin työskennellä viidellä akselilla, asensimme Kitamuraan kaksi lisäakselia ja näin kaksi kiinnityspaikkaa. Näin onnistumme työstämään alumiinisia elektroniikkakoteloita viideltä sivulta. Koska koneessa on vaihtopöytä, pystyimme toteuttamaan robottien avulla lastauksen ja purun automaattisesti.”
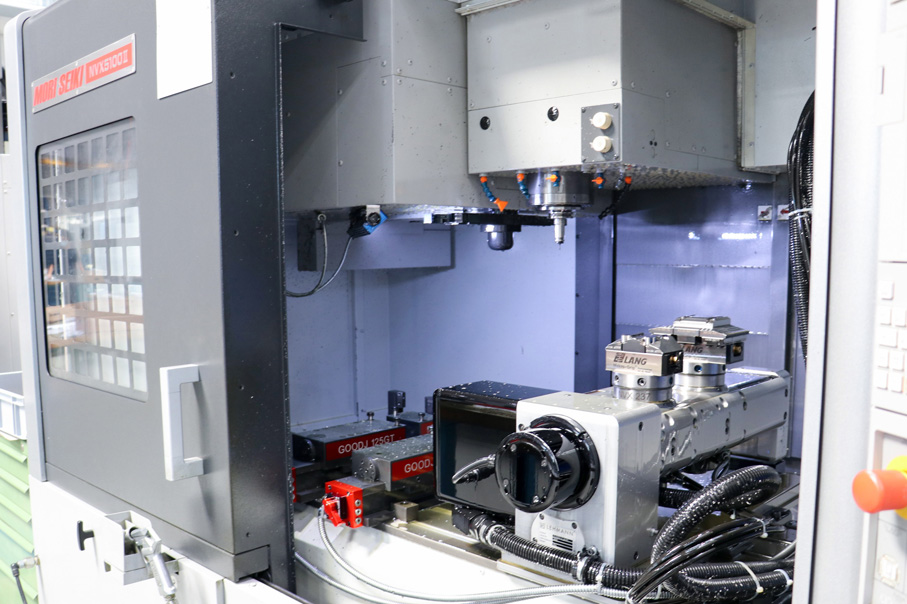
Myöhemmin toimeksianto muuttui, nyt Werder työstää Kitamuralla 12 kg alumiiniaihioista 900 g painavia komponentteja hengityslaitteisiin. Uudelleenvarustelussa toinen kääntöpöydistä kahdella kiinnityspaikalla muunnettiin kaksiakseliseksi kääntöpöydäksi ja sitä käytetään edelleen toisessa Mori Seiki NVX5100-työstöyksikössä. Combiflex-järjestelmän avulla koneita voidaan sovittaa erilaisten toimeksiantojen mukaan ilman suuria investointeja.
Kitamura Hx400:n koneen omaan kääntöpöytään voidaan liittää tähänastisen tornin sijasta pL Lehmannin jakolaite EA-520.L-MI1, joka mahdollistaa korkean pitomomentin ansiosta myös rouhintalastuamiset.
”Lisäakseli mahdollistaa näin joustavan 5-akselisen valmistuksen 24/7”, sanoo André Stäger.
Samuel Werder AG
Perustettu 1957
Hienomekaniikka
Toimipaikka Veltheim, Sveitsi.
Asiakassektorit mm. koneenrakennus, autoteollisuus
pL Lehmann
Perustettu 1960
Sveitsiläinen CNC-kääntöpöytien valmistaja
Toimipaikka Bärau
Suomen edustaja: Nurminen Tools Oy
(Kuvat: pL Lehmann)
