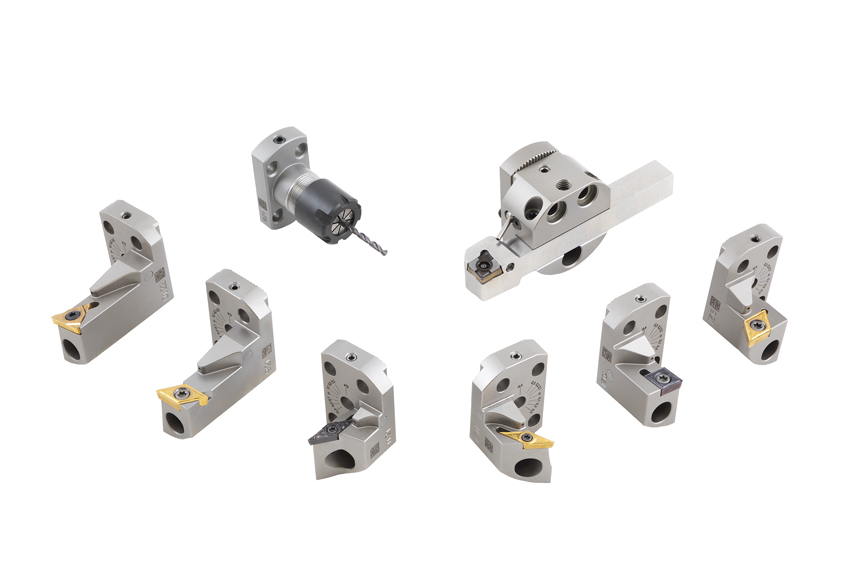
ISCAR on suunnitellut uuden modulaarisen takatyöstöaseman järjestelmän monipuoliseen koneistukseen sveitsiläistyyppisillä koneilla. Järjestelmä se soveltuu niin sorvauksen, kierteytyksen kuin porauksenkin sovelluksiin.
Modulaarisesta järjestelmästä löytyy erilaisia pohjalevyjä eri varren halkaisijoilla, mikä tekee niistä sopivia erilaisiin sveitsiläistyyppisiin koneisiin. Nämä luovat hyvän pohjan monipuoliselle järjestelmälle, jolla onnistuu vakaa koneistus pitkilläkin vapaapituuksilla ja erilaisilla jäähdytysvaihtoehdoilla. Järjestelmästä löytyvien välikappaleiden paksuus vaihtelee 10 ja 30 mm välillä.
Järjestelmän erillisten vaihdettavien teränpitimien lisäksi siihen löytyvät pitimet myös 10 ja 12 mm kokoisille neliövarsille. Lisäksi saatavilla ovat myös holkki-istukat ER11- ja ER16-holkeilla. Järjestelmä on yhteensopiva ISO-standardin mukaisten kääntöterien sekä ISCARin omien ainutlaatuisten geometrioiden kanssa. Tämä mahdollistaa laajan valikoiman teriä, mikä puolestaan lisää työkalun valinnan joustavuutta.
Laaja pidinvalikoima kiinnittyy tiukasti hammastetun kiinnityksen avulla.
Yksi järjestelmän merkittävimmistä ominaisuuksista on sen korkeuden säätö. Korkeutta voidaan säätää ±0,4 mm, mikä takaa hyvän koneistustarkkuuden. Järjestelmän työkalut ovat erittäin vakaita ja luotettavia eri osien hammastetun muotoilun ansiosta. Muotoilu parantaa myös työkalujen tukevuutta ja vähentää koneistuksen aikana esiintyvää värinää. Kaikki järjestelmän työkalut on suunniteltu läpijäähdytyksellä, joka on suunnattu suoraan leikkuusärmälle. Tämä pidentää työkalun kestoikää parantamalla voitelua ja lastunpoistoa sekä takaa tehokkaan ja luotettavan koneistuksen.
Tämä modulaarinen järjestelmä laajentaa ISCARin hyvää sveitsiläistyyppisille koneille ja pienten työkappaleiden koneistukseen soveltuvien työkalujen valikoimaa. Järjestelmän monipuolisuus, vakaus ja säädettävyys tekevät siitä erinomaisen ratkaisun monenlaisiin sovelluksiin.
Sandvik Coromant on laajentanut täyskovametallisten CoroMill Plura-varsijyrsinten tuoteperhettään uudella CoroMill Plura ‑sädevarsijyrsimellä, joka on optimoitu väliviimeistely- ja viimeistelyvaiheisiin ISO S ‑materiaalien muotojyrsinnässä.
”ISO S ‑materiaaleille tarkoitettu CoroMill Plura ‑sädevarsijyrsin on optimoidun valikoimamme uusin tulokas”, kertoo Sandvik Coromantin täyskovametallisten siilijyrsintätyökalujen tuotepäällikkö Liam Haglington. ”Julkaisemme kaksi uutta tuotegeometriaa, joista toinen on optimoitu titaanisille ja toinen HRSA-materiaaleista valmistetuille työkappaleille. Tuotteet on kehitetty muotojyrsintään esimerkiksi blisk-roottorien ja siipien koneistuksessa – ja etenkin väliviimeistely- ja viimeistelyvaiheisiin.”
CoroMill Plura ‑sädevarsigeometriat on kehitetty erityisesti tuottavuuden, työkalujen pitkän kestoiän ja prosessien vakauden varmistamiseen, koska ne ovat kriittisen tärkeitä tekijöitä markkinoiden tarpeisiin vastaamiseksi ISO S ‑materiaalien käsittelyssä.
”Työkalujen suunnitteluun on kiinnitetty erityistä huomiota”, Haglington jatkaa. ”Työkaluissa on äskettäin kehitetty uusi otsapinnan geometria, joka auttaa välttämään epäsuotuisat lastuamisolosuhteet keskellä. Epätasaisella teräjaolla saavutetaan paras dynaaminen vakaus ilman värinää, ja uudet, erityisesti näille työkappaleiden käyttökohdealueille kehitetyt Zertivo 2.0 ‑laadut parantavat kulumiskestävyyttä ja pidentävät työkalujen kestoikää.
Monipuolisuutta monilla eri käyttöalueilla CoroMill Plura ‑sädevarsijyrsimessä on jopa kuusi lastu-uraa. Sen ansiosta koneistuksessa voidaan käyttää suurempia syöttönopeuksia pintalaadusta tinkimättä, mikä nopeuttaa koneistusta ja pienentää osakohtaisia kustannuksia. Työkalut on suunniteltu pääasiassa ilmailuteollisuuden blisk-roottorien koneistukseen, mutta ne sopivat monipuolisuutensa ansiosta loistavasti myös muille käyttöalueille.
”Nämä työkalut on optimoitu HRSA- ja titaaniseosten muotojyrsintään, ja niiden suorituskyky on parhaimmillaan siipien ja taottujen rakenneosien koneistuksessa”, kertoo tri Markus Groppe, joka on Sandvik Coromantin täyskovametallisten siilijyrsintätyökalujen globaali tuotepäällikkö ja digitaalisista sovelluksista vastaava päällikkö. ”Ne ovat myös valinta ilmailuteollisuuden lisäksi muidenkin alojen käyttöalueille, kuten lääke- ja autoteollisuuteen. Muun muassa tekonivelten ja turboahtimien koneistus ovat hyviä esimerkkejä CoroMill Plura ‑sädevarsijyrsimen monipuolisuudesta. Lisäksi kuudella lastu-uralla varustetut työkalut varmistavat parhaan mahdollisen tuottavuuden ja mahdollisimman pitkän työkalujen kestoiän kaikissa muotinvalmistuskohteissa toissijaisilla käyttöalueilla eli HRSA-valikoiman tapauksessa karkaistun teräksen käsittelyssä ja titaanivalikoiman tapauksessa ruostumattoman teräksen käsittelyssä.”
Laaja työkaluvalikoima
Vakiovalikoima kattaa erityisiä titaani- ja HRSA-laatuja, halkaisijoita 3–20 millimetrin ja 0,125–0,750 tuuman välillä, neljästä kuuteen lastu-uraa, 1,5×D:n lastuamissyvyyden sekä 3×D:n ja 5×D:n käyttöpituudet.
Secon uutta tarjontaa ovat Axiabore- ja Axiabore Plus -avarruspäät, joilla voidaan eliminoida koneistajan tekemiä virheellisiä halkaisija-asetuksia, jotka johtavat helposti hävikkiin. Avarruspään laaja digitaalinen näyttö nopeuttaa ja tehostaa säätöä ja asetusten tekemistä.
”Avarruspäät vaativat yleensä ammattitaitoisen käyttäjän tekemän tarkan säädön”, sanoo Secon tuotepäällikkö Kavita Dandge.
”Digitaaliset avarruspäät sopivat konepajoille, joilla on pulaa osaavasta työvoimasta, sillä niissä on käännettävä digitaalinen näyttö, jonka avulla kaikentasoiset koneistajat voivat tehdä asetukset ilman virheitä.”
Nopea ja helppo halkaisijan asetus
Halkaisijamitan siirtymä on olennainen tekijä avarrustarkkuuden kannalta. Secon digitaaliset ja aksiaaliset Axiabore- ja Axiabore Plus -avarruspäät näyttävät tarkat siirtymäarvot digitaalisella näytöllä asetuksen aikana.
Laaja näyttö toimii kaikkien Secon digitaalisten avarruspäiden kanssa ja sen kääntöominaisuus takaa hyvän luettavuuden jopa työstökoneen sisällä. Ilman digitaalista näyttöä avarruspään halkaisijamitan asetus vie huomattavasti aikaa, koska mittatieto luetaan pieneltä vaikeasti luettavalta asteikoita.
Secon mukaan digitaalisilla Axiabore- ja Axiabore Plus -avarruspäillä säädöt saadaan tehtyä tarkasti ja inhimilliset virheet vähenevät lähes olemattomiin. Secon digitaalinen avarruspää, sen leveä ja helppolukuinen näyttö sekä kätevät painikeohjaimet lyhentävät asetusaikaa ja parantavat siten tehokkuutta ja tuottavuutta.
Helposti ladattava näyttö ilman epäpuhtauksia
Secon digitaalinen säätölaite on monipuolinen. Siinä ei ole paristoja vaan se ladataan USB:n kautta ja se kiinnittyy avarruspäähän tiiviisti magneeteilla. Koska paristoja ei tarvitse vaihtaa, työkaluun ei pääse paristojen vaihdoista aiheutuvia epäpuhtauksia.
Axiabore- ja Axiabore Plus –avarruspäissä on paristovapaa tiivis rakenne, mikä pitää pölyn ja jäähdytysnesteen pois työkalusta. Digitaalisen näytön yksi latauskerta kestää 200 mittauksen ajan.
Monipuoliset työkalukoot ja liitännät
Secon valikoimassa on viisi eri kokoista digitaalista ja aksiaalista Axiabore- ja Axiabore Plus -avarruspäätä. Ne sopivat Secon analogisiin aksiaalisiin työkaluihin minimihalkaisijan ollessa 2 mm. Avarruspäät sopivat ulkohalkaisijaltaan 2–57 mm:n sorvaushalkaisijoihin (0,078–2,24″) ja uritushalkaisijoihin 19–96 mm (0,75–3,78″).
Avarruspäissä on Graflex-, Seco-Capto- ja HSK-A63-liitännät, joten niillä saadaan aikaan reikiä, joiden halkaisijat ovat tarkkuudeltaan IT5 -tasoa ja pinnanlaatu Ra 0.6 -tasoa. Axiabore-avarruspäät sopivat ½ hienoavarruksen halkaisijoihin 2–20 mm (0,078–0,78″). Jos käyttö edellyttää halkaisijaa 6–108 mm (0,236-4,25″), valitse monipuoliset Axiabore Plus -avarruspäät. secotools.com.
Metalliteollisuuden ammattimessut Konepaja, hitsausalan Nordic Welding Expo sekä 3D-tulostamisen ja uusien materiaalien 3D & New Materials -messut järjestetään jälleen 19. – 21.3.2024 Tampereen Messu- ja Urheilukeskuksessa. Maanterä rakentaa osastonsa tapahtumaan vastuullisen tuotannon ja työympäristön teemoin.
Maanterä kuuluu Indutrade-konserniin ja vastuullisuus ja kestävä kehitys ovat yksi konsernin strategisista kulmakivistä. Toimitusjohtaja Ilkka Erikssonin mukaan Maanterä edistää vastuullisuutta sekä omalla toiminnallaan että yhdessä asiakkaiden ja toimittajiensa kanssa.
”Vastuullisuus tarkoittaa niin hyvää ja turvallista työympäristöä, asiakkaiden kanssa kehitettävää kestävää tuotantoa kuin ympäristötekojakin. Meillä on ulkoisen konserniraportoinnin lisäksi myös valitut omat sisäiset tavoitteet ja mittarit vastuullisuudelle”, sanoo Eriksson.
Esimerkkejä vastuullisesta tuotannosta
Esimerkkeinä vastuullisesta tuotannosta ovat Maanterän osastolla esillä mm. Dormatecin ratkaisut työympäristön puhtauteen ja energiatehokkuuteen, Suhner-laiteratkaisut hiontaan, Mapalin E-mobility sähköisten ajoneuvojan komponenttien koneistukseen sekä optimoidut tarkkuusratkaisut, Allied Machine Engineeringin teknologiat kustannusten reikää kohden optimointiin, Wohlhaupter 3Etech, Ingersollin jyrsinratkaisut, VSM:n ratkaisut hiontaan, Paul Hornin katkaisun erikoisratkaisut sekä Hainbuchin kappaleenkiinnityksen pikavaihtojärjestelmä.
Vastuullisuus huomioidaan myös osaston rakenteissa.
”Seinät, tasot, tarrat, tulostusvärit ja matto ovat 100% kierrätettäviä ja värit myös myrkyttömiä. Sama teema on tuotu myös yhteystietokortteihin, joiden paperi on PEFC-hyväksyttyä ja kierrätettävää”, Ilkka Eriksson toteaa.
Asiantuntijapuheenvuoro Dormatecilta
Myös huippuasiantuntijapuheenvuoro kuullaan, Dormatec Environment Systemin Manuel Schippers kertoo torstaina Maanterän osastolla, miten parantaa työturvallisuutta, energiataloudellisuutta sekä työhyvinvointia ja sitä kautta työnantajamielikuvaa. Dormatec Environment on hollantilainen valmistaja, jonka laitteilla mahdollistetaan öljysumusta suodatetun ja lämmitetyn ilman palauttaminen työtilaan ilman energiahukkaa. Laitteilla voidaan puhdistaa myös leikkuunesteitä niiden uudelleenkierrätyksen mahdollistamiseksi. (Konepaja, osasto E80)
Sandvik Coromant on julkaissut yhdessä laajemman Sandvik-konsernin kanssa päivitetyn työkalujen kierrätysohjelman. Aiempaan takaisinosto-ohjelmaan perustuva uusi kierrätysohjelma helpottaa kuluneiden kovametallisten työstökoneiden kierrätystä ja tukee materiaalien kierrättämistä koko toimitusketjussa.
Sandvik Coromant on tukenut sementoitujen kovametallien kierrätystä jo vuosikymmenten ajan. Vuonna 1997 Sandvik hankki Wolfram Bergbau und Hütten ‑yrityksen, joka on maailman johtava volframijauheen ja -karbidin tuottaja. Samalla otettiin käyttöön takaisinosto-ohjelma, jossa kovametallimateriaaleja kierrätettiin divisioonan kautta.
Ohjelma on Sandvik Coromantilla käytössä tänäkin päivänä ja sitä on sittemmin tullut osa Sandvik Coromantin tuotantokiertoa. Ohjelmassa asiakkaat voivat myydä kuluneet työkalunsa Sandvik Coromantille. Tarvittavat materiaalit voidaan erottaa toisistaan ja käyttää uudelleen uusien lastuamistyökalujen tuotannossa. Näin ohjelma luo valmistuksen suljetun kierron.
Virtaviivainen prosessi
Työkaluista saatu jauhe puhdistetaan kemiallisesti, jotta talteen otettavilla materiaaleilla on samat ominaisuudet kuin kaivoksessa alun perin louhitulla volframilla. Myös muita sementoidun kovametallin sisältämiä alkuaineita hallinnoidaan vastuullisesti.
Esimerkiksi käytetyistä työkaluista saatava koboltti lähetetään kolmannelle osapuolelle kierrätettäväksi. Sandvik Coromantin kierrätysohjelmaan voidaan vastaanottaa kaikkien valmistajien kovametallityökaluja.
Päivitetyn ohjelman ansiosta Sandvik Coromantin asiakkaat saavat entistäkin virtaviivaisemman ja datapohjaisemman kierrätysprosessin. Kun asiakkaat haluavat myydä kierrätettäviä työkalujaan Sandvik Coromantille, he voivat kirjautua verkkoportaaliin ja saada kierrätettävän määrän perusteella hetkessä hintatarjouksen. Lisäksi he voivat varata tilauksen noutoajan ja pyytää kierrätyslaatikoita etukäteen. Portaalissa näytetään myös tietoja siitä, kuinka paljon asiakkaan kierrättämä metalli auttaa vähentämään hiilidioksidipäästöjä.
Sandvik Coromant on ryhtynyt kullakin markkina-alueella yhteistyöhön paikallisten, työkalujen kuljetuksesta vastaavien kuljetusyritysten kanssa, mikä yksinkertaistaa logistiikkaa kierrätettävien työkalujen lähettämisessä. Palvelun käyttäjät voivat tilata säiliöitä, saada automaattisen hintatarjouksen ja varata kuljetuksen valtuutetulta kuljetusyritykseltä automaattisesti. Tavoitteena on tehdä kierrättämisestä mahdollisimman helppoa.
Tapa varmistaa saatavuutta
Käytetystä kovametalliterästä 95 prosenttia on kierrätettävissä.
”Kovametallista noin 75 prosenttia on volframia”, kertoo Sandvik Coromantin EPMO-projektipäällikkö Antonia Dåderman.
”Tarjoamme asiakkaille mahdollisuuden edistää vastuullisuustavoitteitaan ja myydä käytetyt kovametallityökalunsa sujuvasti takaisin. Kannamme yhdessä asiakkaidemme ja kumppaniemme kanssa vastuumme ympäristöstä.”
”Tiedämme, että esimerkiksi volframivarantojen kooksi arvioidaan noin seitsemän miljoonaa tonnia, eli ne riittävät sadaksi vuodeksi. Siksi meidän on etsittävä uusia tapoja varmistaa tämän tärkeän sementoiduissa kovametalleissa käytettävän raaka-aineen saatavuus ja pitää sen ympäristövaikutukset mahdollisimman pieninä.
Päivittämällä kierrätysohjelmaamme pyrimme lisäämään tietoisuutta kierrätyksen hyödyistä asiakkaidemme keskuudessa. He voivat katsoa, kuinka paljon he voivat tienata kierrättämällä työkaluja ja minkä verran he auttavat samalla vähentämään hiilidioksidipäästöjä. Haluamme ennen kaikkea tuoda esille mahdollisimman tehokkaasti, kuinka paljon kierrätyksestä on hyötyä sekä liiketoiminnalle että koko maapallolle.”
Päivitetystä kierrätysohjelmasta on parhaillaan käynnissä globaaleja pilottihankkeita, ja ohjelma on tarkoitus tuoda kaikkien asiakkaiden saataville vuonna 2025.
Työkalusektorilla toimijoilta edellytetään monia asioita. Osuva tarjonta on yksi niistä, mutta vähintään yhtä keskeistä on asiantuntemus. Iscar Finlandille tiedolla johtaminen on tapa toimia, sanoo toimitusjohtaja Simo Luotonen.
Tehokkuus, tuottavuus ja toimivuus ovat kaikkia kiinnostavia tavoitteita. Keskeistä aina on, miten niihin päästään.
Metallin toimijoille optimit työkalut ovat keskeinen osa kokonaisuutta. Se vaatii omat erikoisosaajansa.
Yksi niitä on Iscar, globaali toimija, joka on ollut kuvioissa mukana vuosikymmeniä.
Iscarin perustivat Stef Wertheimer ja hänen vaimonsa Miriam piharakennukseensa Israelin Nahariyassa vuonna 1952, tuona suomalaisten hyvin tuntemana Helsingin olympiavuonna. Seitsemänkymppiset olivat näin sopivasti pari vuotta sitten, mutta ikä ei ole ainakaan hidastanut menoa.
Tänä päivänä Iscar on itse alan iso ja globaali toimija, mutta samalla se kuuluu vielä laajempaan alan yrityskokonaisuuteen. IMC Groupiin (International Metalworking Companies). Siihen kuuluu 130 tytäryritystä ja toimintaa yli 60 maassa.
Iscarin päämaja sijaitsee Israelin Tefenissä.
Aktiivisuutta kentällä
Suomen markkinoilla Iscar on toiminut 1980-luvun alkupuolelta lähtien. Ensin Iscarin tuotteiden maahantuoja oli Luotosten perheyritys Pertik Oy.
Omistusjärjestelyjen myötä vuonna 2007 osa toiminnasta myytiin Iscarille ja sen jälkeen Iscar Finland on toiminut täällä Suomessa omana yhtiönään.
”Keskeinen tekijä tuossa järjestelyssä olivat isompien puitteiden edut. Sisällä paikallisorganisaatiossa resurssit ja tuki ovat tietenkin täysimittaisesti käytössä, ja samalla on mahdollisuus ammentaa eri tehtaidemme osaamisesta ja tuotekehityksestä eri tavoin”, Luotonen sanoo.
Iscar Finlandin päätoimipiste sijaitsee Espoon Tapiolassa ja alueorganisaatio toimii Suomen eri puolilla. Töissä on 17 henkilöä, siten henkilömäärältään Suomen organisaatio on luultavasti alan suurin.
”Nykyisistä viestintämahdollisuuksista ja laitteista huolimatta alalla toimiminen on isosti edelleenkin liikkuvaa työtä. Ihmisten kohtaaminen kasvoista kasvoihin sekä tuotannon olosuhteisiin tutustuminen paikan päällä on keskeisen tärkeää hyvän lopputuloksen varmistamiseksi. Toki nykyiset yhteydenpitovälineet Teamseineen kaikkineen ovat kokonaisuudessa hyvänä apuna”, Luotonen sanoo.
Tuotetarjonta ja asiakaspalvelu ratkaiset. Iscar johtaa tiedolla, kertoo Iscar Finlandin toimitusjohtaja Simo Luotonen.
”Viime vuodet ovat sujuneet ns. työn merkeissä ja vauhti on ollut keskimäärin hyvää. Investoimme ihmisiin ja sitä kautta osaamiseen, siitä yksi osoitus on, että mm. menetelmäsuunnittelijoita meillä toimii talossa useampia.”
Tapiolan toimipisteessä Iscar Finlandilla on myös sopiva asiakasvarasto. Pääasiallisesti suomalaisasiakkaita palvelee Euroopan keskusvarasto Brysselissä. Sieltä tulee 95% tuotteista.
Innovatiivisuus ja tuotekehitys
Simo Luotosen mukaan työkalumaailmassa toimiminen on olennaisiin asioihin keskittymistä ja tehokas palvelukokonaisuus syntyy muutamien keskeisen tekijöiden yhteispelinä.
”Iscarin ja IMC-konsernin vahvuus on ilman muuta laaja tuotepaletti. Se kattaa käytännössä oikeastaan kaiken vaihtopalalla ja -kärjillä tapahtuvan lastuavan työstön, on sitten kysymys katkaisusta, jyrsinnästä, sorvauksesta tai reikien koneistuksesta.”
Lisäksi Iscar valmistaa kovametallityökaluja ja pitimiä sekä varastoautomaatiojärjestelmiä. Valikoima laajenee jatkuvasti tuotekehityksen myötä.
”Innovatiivisuus ja siihen kannustaminen on ollut toiminnassamme keskeistä. Tutkimus ja tuotekehitys on vahvaa, siihen Iscar ohjaa jatkuvasti noin 6 % koko yrityksen resursseista”, sanoo Luotonen.
Ja etujahan kehityksestä tietenkin on. Uudet laadut ja pinnoitteet mahdollistavat entistä suuremmat leikkuuarvot, paremman lämmönsiirtokyvyn, estävät irtosärmän muodostusta ja lisäävät työkalun kestoikää. Uudet leikkuugeometriat puolestaan pienentävät leikkuuvoimia ja tehontarvetta, parantavat lastunhallintaa sekä mahdollistavat useamman leikkuusärmän per vaihtoterä, jolloin särmäkustannus pienenee. Entistä monipuolisemmat työkalut useisiin eri operaatioihin tukevat yhden kiinnityksen suuntausta monitoimisorveissa.
”Erittäin tärkeä asia on aina myös käytettävyyden kehittäminen, tuotteiden täytyy olla riittävän helppokäyttöisiä. Iscarin filosofiaan kuuluu myös mallintamisen, tiedonsiirron, laaduntarkkailun ja työntekijöiden turvallisuuden jatkuva kehittäminen”, sanoo Luotonen.
Iscar on mukana alan messuilla säännöllisesti. Kuva Konepaja 2022-tapahtumasta Tampereelta
Osaaminen on palvelun ydin
Työkaluasioissa hyvä ratkaisuvalikoima ja tehokas organisaatio ovat olennaisia asioita, mutta asiakaspalvelussa on silti usein koko homman lopullinen juju.
Konepajoissa ammattilaiset osaavat oman työnsä, mutta työkalupuoli on oma erikoisalueensa. Siinä työkalutoimittajien tehtävä on tukea asiakkaita löytämään ja valitsemaan heille tuotteet, jotka aidosti kehittävät heidän tuottavuttaan.
”Osaava asiakaspalvelu, syvällinen kiinnostus tuotannonkehittämiseen ja asiakaskohtainen tuotannon ja kustannusten ymmärrys ovat Iscarille keskeisiä asioita. Sillä haluamme erottautua. Ja kun voimme perustella oman ratkaisumme minuutteina ja euroina, kutsumme sitä tiedolla johtamiseksi. Asiakkaan investointia tukevat ja alustavat tuotannon aika- ja kustannuslaskelmat ovat osa tätä kokonaisuutta”, sanoo Luotonen.
”Tieto ratkaisee ja sen myötä löytyvät ratkaisut eri tilanteisiin joko vakiotuotevalikoimasta tai erikoisratkaisuina. Iscar Finland suunnittelee myös kappalekohtaisia erikoistyökaluja asiakkaidensa tarpeisiin sekä avustaa asiakkaita menetelmäsuunnittelussa ja ns. avaimet käteen -investoinneissa. Ratkaisuihin annamme asiakkaille varmuutta lisäävän toimintatakuun, se koskee sekä vakio- että erikoistyökaluja. Luotamme osaamisemme.”
”Asialliset työkalut sekä vahva ja paikallinen osaaminen antavat asiakkaille lähtökohdat oman tuotantonsa tuottavuuden ja kannattavuuden edistämiseen. Se on tietenkin tämän työn keskeinen tarkoitus”, Simo Luotonen sanoo.
Sandvik Coromant on julkaissut uuden jyrsintäratkaisun, mikä on suunniteltu pääasiassa haastavaan rouhintaan monissa erilaisissa teräksen ja ruostumattoman teräksen taso- ja muotojyrsintäkohteissa.
CoroMill MR80 on kaksipuolista pyöreää terää käyttävä ratkaisu, jossa on enemmän teriä kuin tavallisissa pyöreäteräisissä jyrsimissä. Se soveltuu erityisesti matalaa, enintään 3 mm:n lastuamissyvyyttä käyttävään taso- ja muotojyrsintään sekä teräksen että ruostumattoman teräksen käsittelyssä.
Tuote kehitettiin alun perin autoteollisuuden valettujen ruostumattomien komponenttien, etenkin turboahtimien ja pakosarjojen, koneistukseen. Nyt se on kehitetty myös teräksen jyrsintään soveltuvaksi, mikä edellyttää pyöreän teräsärmän vakautta, esimerkiksi muotinvalmistuksessa. Näin CoroMill MR80:stä on kehitetty jyrsintäratkaisu, joka auttaa sekä parantamaan tuottavuutta että tekemään koneistuksesta taloudellisempaa monenlaisessa käsittelyssä vakaudesta tinkimättä”, kertoo Sandvik Coromantin tuoteasiantuntija Sangram Dash.
”Pyöreän teräsärmän katsotaan olevan kaikista vakain särmämalli haastavien materiaalien käsittelyssä ja vaikeissa jyrsintäolosuhteissa. Lisäksi aluspala parantaa jyrsinrungon vakautta ja suojaa sitä lyöntivääntymiseltä ja koneistusvahingoilta. Se auttaa myös pitämään terän paikoillaan teräsijassa rajoittamalla mikroliikkeitä lastuamisen aikana.”
CoroMill MR80 on taloudellinen ratkaisu, jossa on kaksipuoliset terät ja 12 indeksointimahdollisuutta käytettäessä 3 mm:n lastuamissyvyyttä. ”Tämän ansiosta kutakin teräsarjaa kohden voidaan koneistaa enemmän osia”, Dash toteaa. ”Lisäksi jyrsinrungon suurempi terämäärä auttaa lisäämään pöytäsyöttöä ja parantamaan tuottavuutta. Yleinen vakaus ja luotettavuus puolestaan vähentää jyrsinrungon ja terien vaurioita, mikä auttaa viime kädessä pienentämään kustannuksia.”
Kevyen lastuavan geometriansa ansiosta CoroMill MR80:n avulla voidaan myös ratkaista ongelmia hankalissa koneistustilanteissa – myös pitkiä vapaapituuksia käytettäessä.
”Autoteollisuuden valettujen ruostumattomien komponenttien kanssa käytetään niiden monimutkaisten muotojen takia usein kiinnikkeitä, jotka eivät välttämättä sovellu suuremmille lastuamiskuormituksille”, Dash kertoo. ”Muotinvalmistuksessa jyrsimen on usein mentävä syvälle muottisyvennykseen pitkään liitäntäkappaleeseen kiinnitettynä. Molemmissa tapauksissa lastuamisvoimia on rajoitettava värinän välttämiseksi. Vaikka CoroMill MR80 on kaksipuolinen negatiivinen ratkaisu, sitä voidaan käyttää varsin pienillä lastuamisvoimilla ja se soveltuu tällaisiin käyttökohteisiin.”
CoroMill MR80 ‑valikoima sisältää lieriö- ja tuurnamallisia jyrsinrunkoja 32–100 mm:n halkaisijoilla, 3–12 leikkuuhampaalla, tasaisella teräjaolla ja aluspalasuojauksella. Kaikissa jyrsinrungoissa on sisäpuolinen lastuamisnestekanava. Kaksipuoliset E-L50-terät mahdollistavat tarkan indeksoinnin (6 + 6) 3 mm:n suositellulla lastuamissyvyydellä. www.sandvik.coromant.com
Sandvik Coromant on esitellyt uuden nikkelipohjaisten HRSA-materiaalien poraamiseen optimoidun täyskovametalliporan, jonka vakioporaussyvyys on jopa 8×D.
CoroDrill 860 -SD-geometrialla tarjoaa yrityksen mukaan johdonmukaisen ja ennustettavan työkalun käyttöiän sekä korkean reiän eheyden, mikä on tärkeää teollisuudenaloilla, joilla on korkeat vaatimukset ja laadunvarmistusprosessit, kuten ilmailu- ja avaruusteollisuudessa.
Uusi CoroDrill 860 -SD-geometrialla, joka on suunniteltu erityisesti nikkeliseosten työstöön. ”CoroDrill 860 -SD-geometrialla on luotettava pora, joka takaa suorituskyvyn ja prosessivarmuuden kuumuutta kestävissä superseoksissa”, kertoo Robert Smith, Sandvik Coromantin reikien ja komposiittien tarjouspäällikkö.
Smithin mukaan useat ominaisuudet yhdessä vaikuttavat suorituskykyyn HRSA-materiaaleissa. S2BM-laadussa yhdistyvät hienorakeinen sementoitu kovametallialusta, monikerroksinen PVD-pinnoite ja jälkikäsittely, joka takaa maksimaalisen työkalun käyttöiän. ”Kun tähän lisätään geometria, jossa on optimoidut välyskulmat, erittäin hallittu reunanvalmistus, uran muoto, kulmaviiste ja kaksinkertainen marginaali, tuloksena on pora, joka takaa korkean suorituskyvyn ja prosessiturvallisuuden.” ”Laaja suunnittelun kehittäminen ja kattavat tuotetestit useilla HRSA-materiaaleilla ovat osoittaneet, että -SD-geometrialla varustettu CoroDrill 860 on suorituskyvyltään johdonmukainen 3, 5 ja 8 × D -sovelluksissa ja tarjoaa työstövakautta ja prosessin turvallisuutta. Tämä tekee prosessisuunnittelusta ja kustannuslaskelmista luotettavampia, kun ennustetaan työkalun käyttöikää ja tehdään kustannus/kappale-analyysejä”, sanoo Smith. www.sandvik.coromant.com
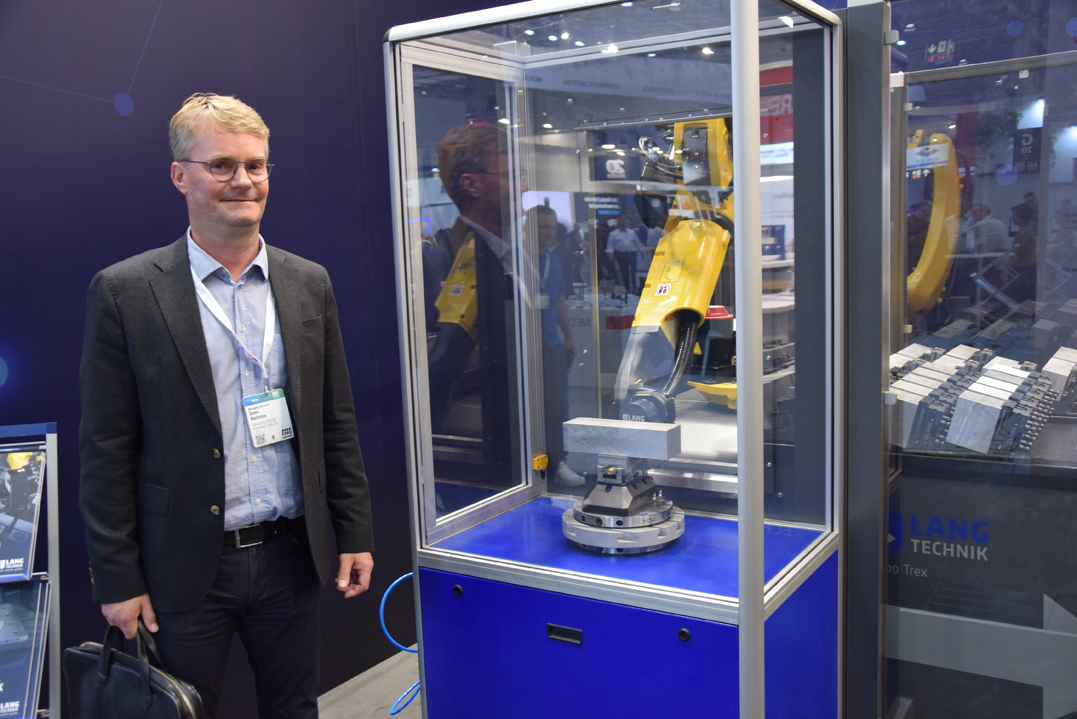
Kiinnitinlaite- ja automaatiovalmistaja Lang Technik esitteli laajasti ajankohtaista tuotetarjontaansa Hannoverissa.
Langin osastolla oli esillä mm. RoboTrex-automaatiota tarkkaan 0-pistekiinnitykseen.
RoboTrex-vakiomallit ovat RoboTrex 52 ja 96. Mallissa 52 on 77 mm leveä puristin ja paikkoja 60 kpl solua kohti, 96:ssa 125 mm leveä ja 30 paikkaa. Robotit 20 kg ja 50 kg kapasiteetilla.
RoboTrex mahdollistaa tehokkaan automaattikiinnityksen, kertoo Sami Hellsten.
RoboTrex-laitteet voidaan liittää sekä uuteen että käytettyyn työstökoneeseen.
Lang toimittaa koneeseen pneumaattisen nosto-oven ja erilaisia lisävarusteita tarpeen mukaan. Lay-out suunnitellaan koneen mukaisesti ja suunnitellaan mm. tarvittavat väliseinät kokonaisuuteen. C-merkintä toteutuu toimituksessa.
”Jos kyseessä 5-akselinen työstökone, kappaleesta voidaan ajaa viisi sivua yhdessä vaiheessa ja sitten kuudes sivu toisessa vaiheessa. Pienin RoboTrex 52-vaihtoehto on yksi kärryinen solu 30 puristimella, suurin on neljällä kärryllä varustettu, joissa yhteensä on 120 puristinta”, kertoo Sami HellstenNurminen Toolsilta.
Uutuuskiinnitin pyöreille kappaleille
Lang-uutuus Hannoverissa oli myös ns. Makro Grip-kiinnitintuote pyöreän kappaleen kiinnittämiseen (kuva ylhäällä). Kun aiemmin pyöreä kappale on normaaliprosessiaan pitänyt laittaa normaalileukaan ja jyrsiä sitten aihiokappaleeseen erikseen suora osuus, on Lang kehittänyt pyöreän kappaleen kiinnittämiseen oman tuotteen.
”Makro Grip -uutuuden myötä pyöreä aihio saadaan tehokkaasti viideltä sivulta kiinni ja näin aihionkäsittelystä voidaan karsia yksi aikaa vievä työvaihe pois. Runkokokoja on saatavilla kaksi, pienempi ja suurempi eli uutuudella pystytään käsittelemään varsin laajaa halkaisijaskaalaa.”
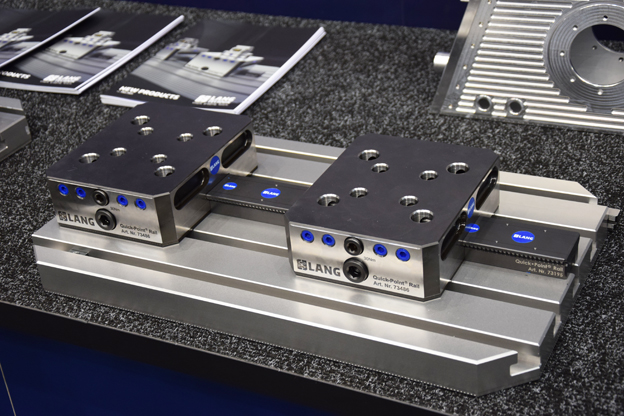
Uudessa kiskojärjestelmässä kisko voidaan kiinnittää suoraan asiakkaan palettiin.
Kiskojärjestelmä palettikiinnitykseen
Yksi esimerkki Langin uudesta tuotekehityksestä EMO:ssa oli myös Quick-point rail.
Kun aikaisemmin Lang- ratkaisu työstökonepalettiin tapahtuvaan kiinnitykseen on ollut nollapistelevy, mikä on täyttänyt paletin koko 324 mmx384 mm pinnan ja siinä on ollut neljälle puristimelle kiinnityspaikka, tarjolla on nyt uusi kiskojärjestelmä, missä kisko tai kiskot voidaan kiinnittää suoraan asiakkaan palettiin.
”Korokeraisereita on tarjolla 60 mm tai 100 mm korkeita, tai sitten kohotus on suoraan puristinrungossa. Jousikuulalla varustettuja kohottimia pystytään siirtämään ja kiinnittämään uudelleen, ja kokonaisuudella saadaan ajettua myös isolla vaakakaraisella 5-akselikoneella kappaleita viideltä sivulta. Vaihtoehto on varsin kätevä silloin, kun muille puristimille ei ole tarvetta”, Sami Hellsten kertoo.
Lang Technik on vuonna 1982 perustettu saksalainen kiinnitin- ja automaatiovalmistaja, jonka tuotteita ovat mm. Grip-Fix, Makro-Grip, Quick-Point -järjestelmät. Langin tuotteita Suomessa edustava Nurminen Tools on vuonna 1994 perustettu tekninen tukkukauppa. Naantalista toimivan yrityksen toiminta keskittyy työkappaleen ja terän kiinnitykseen lastuavissa metallityöstökoneissa.
Hainbuch-uutuuksiin kuuluu CentroteX-järjestelmä nostinlaittein varustettuna.
CentroteX-paketti Hainbuchilta
Hainbuchin tuotteita on pikavaihtojärjestelmä CentroteX, jota löytyy ns. S-kokona pienille eli A6-karapäille ja M-kokona eli A8 ja A11-kokoluokkiin.
Järjestelmän ytimeen kuuluu painekiinnitteinen karapää, mihin vetoputki ja koneen karapää yhdistetään. Holkki-istukka, kolmileuka tai nelileukaistukka sekä paisuva tuurna ovat mahdollisia kiinnitykseen, kaikki ovat pikavaihdettavia.
Hainbuch on nyt rakentanut uutuutena CentroteXin ympärille myös nostolaitteet ja telineet. Pakettiratkaisu oli esittelyssä EMO:ssa.
Kansainvälinen EMO-tapahtuma järjestettiin Saksan Hannoverissa syyskuun lopulla. Kone- ja laitevalmistajien lisäksi mukana oli runsaasti uutta työkalutarjontaa. Useat Maanterän päämiehet esittelivät uutta tuotekehitystään.
Maanterän päämiehistä Mapal oli mukana 480 neliömetrin osastolla. Esillä oli kattaus tuote- ja palveluportfoliota panostusalueina mm. E-mobility, Fluid-teknologia sekä muotinvalmistustyökaluratkaisut. Uusina tuotteina esiteltiin mm. kovametalliaporia innovatiivisilla pinnoitteilla erityisesti teräksen ja valuraudan syvien reikien (15xD…40xD) poraukseen.
Esillä olivat myös patentoidulla geometrialla valmistetut kalvaimet, jotka auttavat parantamaan kestävyyttä ja kustannustehokkuutta.
Tarkkuutta ja toistettavuutta
Hainbuch esitteli messuilla mm. mielenkiintoista robotiikkaa. Yhteistyössä Vischer & Bolli Automationin kanssa Hainbuch voi tarjota asiakkailleen kokonaisen automaatiosolun työkappaleen ja kiinnittimen vaihtoon. Vischer & Bolli Automation tarjoaa myös nollapistekiinnittimiä.
PaulHorn GmbH:lla EMO:ssa olivat tärkeässä roolissa ratkaisut uranpistoon ja katkaisuun. Valmistaja tekee asiakasräätälöityjä työkaluratkaisuja ja yhteistyötä konetoimittajien kanssa, mikä näkyi myös EMO:ssa.
Alliedin tuotemerkki Wohlhaupter esitteli messuilla uuden kehitysversion digitaalisesta näyttömoduulistaan sekä siihen sopivan säätökasetin. Esillä oli myös mm. Amecin APX vaihtokärkipora isojen reikien poraukseen (33mm-150mm) myös haastaville nikkeli-, koboltti- ja duplex-seosmateriaaleille.
Allied Machine & Engineering on yhdysvaltalainen reiän valmistamiseen erikoistunut työkaluvalmistaja ja ohjelmaan kuuluvat ratkaisut poraukseen, kalvamiseen, kierteen valmistukseen ja avartamiseen. Alliedin tuotemerkki Wohlhaupter esitteli messuilla uuden 3Etech+ -kehitysversion digitaalisesta näyttömoduulistaan sekä siihen sopivan ES-bore -säätökasetin. Esillä oli kaiken muun ohella myös Amecin APX vaihtokärkipora isojen reikien poraukseen (33mm-150mm) myös esimerkiksi haastaville nikkeli, koboltti ja duplex -seosmateriaaleille.
Wikuksenosastolla olivat esillä terävalinnan työkalut sekä automaattinen terien varastointijärjestelmä (WiStockIT), johon on tarjolla nyt myös mobiiliapplikaatio sekä asiantuntevaa apua toiminnan tuottavuuden sekä yhteistyön kehittämiseksi. Maanterä on hiljattain aloittanut yhteystyön Wikus Nordicin kanssa, mikä yrityksen mukaan lujittaa pitkää kumppanuutta edelleen ja nopeuttaa sekä parantaa tuotteiden saatavuutta.
Tuottavaa valmistusta
Maanterän päämiehistä Dormatecin tuotevalikoimaan kuuluvat korkeapaineyksiköt työstökoneisiin, ilmanpuhdistusjärjestelmät, öljynerottelijat, erilaiset suodatinjärjestelmät ja imupöydät, niitä esiteltiin messuilla laajasti. Imupöydistä löytyy moduuleina myös seinämalleja haitallisten savujen ja pölyjen poistamiseksi työpisteestä.
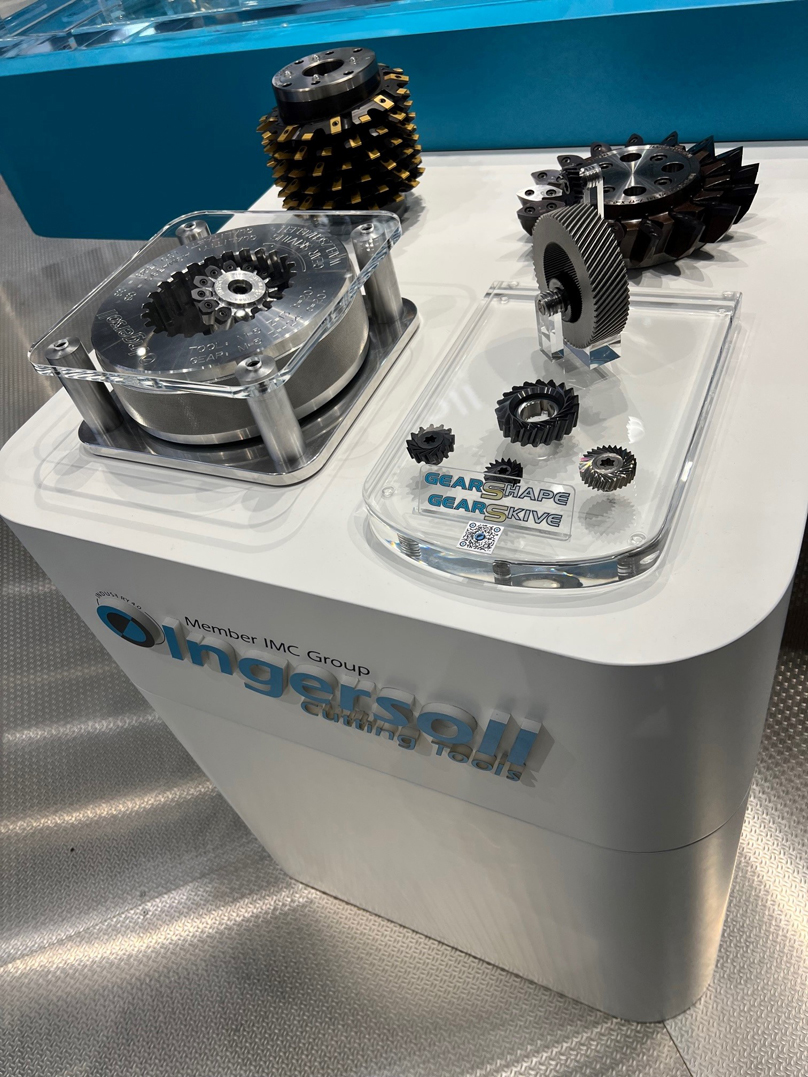
Vaihtopalajyrsintyökaluvalmistaja Ingersollin ohjelma kattaa työkalut kaikenlaisiin jyrsinkohteisiin. Ingersollin osastolla EMO:ssa olivat mukana esimerkiksi tasojyrsinnän vakio- ja hammastuksen erikoistyökalut vaihtopaloilla myös erittäin vaativiin kohteisiin.
Ingersoll valmistaa vaihtopalajyrsintyökaluja, mutta ohjelma kattaa työkalut kaikenlaisiin jyrsinkohteisiin. Osastolla EMO:ssa olivat mukana mm. tasojyrsinnän vakio- ja hammastuksen erikoistyökalut vaihtopaloilla myös erittäin vaativiin kohteisiin.
Kierretappivalmistaja Reime Noris on erikoistunut ongelmanratkaisuun haastavissa tilanteissa, kuten esimerkiksi abrasiivisten materiaalien työstössä. EMO:ssa oli esillä muun muassa DRILLEX UNI -sarjan porat kierretappireikiin, joilla pinnanlaatu pysyy lämpötilan hallinnan seurauksena korkealaatuisena ja pidentää samalla kierretapin käyttöikää.
Gesacin tuotteita Maanterä on edustanut noin kuuden vuoden ajan. Samaan konserniin kuuluvalla ruotsalaisella sisaryrityksellä on valmistajan kanssa vielä pidempi historia ja hyviä kokemuksia ruotsalaisessa metalliteollisuudessa. EMO:ssa Gesacilla oli esillä laaja tarjonta lastuavien työkalujen valikoimaa.
Jo ennen EMO-tapahtumaa Maanterän väkeä vieraili tutustumassa VSM:n tuotantoon. VSM:n tuotantoa ovat hiomatarvikkeet, yritys valmistaa metalliteollisuudessa käytettäviä hiomakankaita sekä näiden jatkojalosteita, kuten hiomanauhoja, fiiberikiekkoja ja -arkkeja. Tuotteidensa hiomajyvät yritys valmistaa itse.
Oy Maanterä Ab:n valikoimiin kuuluvat lastuavat työkalut, hiontatuotteet kuin tuotannon oheislaitteet. Yritys on perustettu vuonna 1941 ja se kuuluu ruotsalaiseen Indutrade-konserniin.