MEET, LEARN, NETWORK oli teemana TORNOKSEN myynnin tekniikka ja myyntikoulutuksessa Sveitsin Moutierissä.
Yhteisten luentojen lisäksi koulutus tapahtui rastikoulutuksina
Paikalla 27-28.8.2024 järjestetyssä koulutuksessaolivat Tornoksen eri maiden maahantuojat ja agentit uusien tuotteiden ja ohjelmistojen koulutuksessa ja yhteisessä markkinatilannekatsauksessa. Suomesta paikalla olivat Ismo Hyttinen ja Makrumin uusi myyntimies Tuomo Iivonen.
Yhteisten luentojen lisäksi koulutus tapahtui rastikoulutuksina, jolloin pienryhmissä kierretiin ohjelman mukaisesti tehdasta ympäri.
Monikarakoulutuksessa keskityttiin ergonomiaan ja käytön helppouteen. Käyttäjien kokemukset ja hyvä palaute koneista oli keskustelussa varsin vahvasti esillä.
Uusi DT26HP tutustumisen kohteena. Oikealla kuvassa Makrumin uusi myyntimies Tuomo Iivonen.
Rastimuotoinen koulutus oli kahden päivän mittainen ja sen lisäksi muutama uusi myynnin henkilö jäi vielä päiväksi lisäkoulutukseen, jossa heille annettiin syvempää tietoa ja käytiin läpi talon toimintatapoja.
SAS16 plus on täysin uudelleen rakennettu ja ohjauksella vahvistettu monikarainen, joita käyräohjattuina löytyy Suomestakin. DECO10 on täysin uudenveroiseksi rakennettu kone, jossa vanhaa runkoa on hyödynnetty pohjana. Tällainen ECO teko on täydellisesti tähän aikaan sopiva vihreän linjan tuotannon malliesimerkki.
AMB messuilla Tornos oli vahvasti esillä ja paikalla on myös Suomen maahantuojan eli Makrumin väkeä esittelemässä koneita. teksti: Ismo Hyttinen
Painosorvaaminen on perinteistä metallinkäsittelyn ammattityötä, joka vaatii tekijältään kokemusta ja tuntumaa. Manuaalihommia alan työt teollisuudessa kuitenkaan pääosin enää ole, tänä päivänä tehdään tehokkain CNC-konein. Painosorvaamo Painopojat hankki keväällä käyttöönsä uutta alan teknologiaa.
Perusmääritelmän mukaan painosorvaaminen on menetelmä, missä pyörivän muotin päälle painetaan pyöreä levyaihio pyörivän työkalun avulla.
Tehokkain ominaisuuksin varustettu Nova Sideran Hercules 800 on uusi hankinta Painopoikien CNC-konekalustoon.
Näin levystä syntyy muotoiltuja, onttoja kappaleita monenlaiseen käyttöön teollisuudessa esimerkiksi ilmanvaihdon sovellutuksista vaikkapa huonekaluteosuuden tarpeisiin.
Perinteinen painosorvaaminen on käden työtä, mikä vaatii korkeaa ammattitaitoa.
”Painosorvaajaksi kehittyminen vaatii jopa kymmenienkin vuosien kokemuksen alalta. Tietenkin sopivat edellytykset hommaan olla pohjalla, kaikista ei tietenkään painosorvaajiksi ole”, kertoo Tapio HynninenPainosorvaamo Painopojilta.
Perinteisesti ja CNC-konein
Urjalalainen Painopojat on alan yritys, joka on taittanut taivalta 1980-luvulta lähtien.
”Ensi vuonna tulee täyteen 40 vuotta yritystoimintaa. Parkerilla olin aiemmin suodatinvalmistuksessa työnjohtajana, ja erään heille alihankkijana tärkeän helsinkiläisen painosorvaamon lopettaessa toimintansa he ostivat kyseisen yrityksen, ja kysyivät, kiinnosti minua lähteä vetämään painosorvaustoimintaa. Kiinnostihan se, vaikka aluksi aikaa menikin uusien asioiden opetteluun. Siitäpä se lähti, asiakkaita löytyi pian myös Parkerin oheen”, kertoo Hynninen.
Näitä syntyy notkeasti painosorvaamalla. Hermanni Hynninen tarkastelee paperiteollisuuteen suuntaavaa kappaletta.
Vuosien mittaan Painopojat on elänyt läpi moninaiset vaiheet myös teknologiamielessä. Käsipainokonein aloiteltiin, mutta pitkään työt on tehty pääosin CNC-konein.
Silti manuaalikoneillakin on roolinsa.
”Käsipainokoneita meillä on edelleenkin käytössä. Erikoistöissä niitä tarvitaan ja myös asiat tuntevia osaajia niitä käyttämään. Uudet CNC-koneet vaativat tietysti toisenlaistakin osaamista, mutta perustuntuma menetelmään ja materiaaleihin pitää olla kohdillaan”, kertoo Hermanni Hynninen, toisen sukupolven edustaja perheyrityksen peräsimessä, toimitusjohtaja vuodesta 2010.
Kilpailukykyinen menetelmä
Urjalan lisäksi nykyisin myös Akaassa toimiva, pari vuotta sitten seudun yrittäjäpalkinnon saanut Painosorvaamo Painopojat on pääasiassa raskaamman teollisuuden palvelija ja monenlaisia kappaleita tehdään konekannalla, mikä kattaa painosorvien ohella mm. prässejä, aihioiden teossa palvelevat levytyökeskuksen ja laserleikkauskoneen, joka palvelee myös jonkin verran tehtävässä ulkoisena alihankintana tehtävässä leikkeiden valmistuksessa. Yritys tekee monenlaisia painosorvattuja kappaleita eri teollisuuden sektoreille, teollisen ilmanvaihdon on niistä vain yksi esimerkki.
Perinteistä valmistusta. Erikoistöihin käytössä on yhä useita manuaalitoimisia painosorveja.
Tuotteet tehdään kotimaahan tai usein päätyvät asiakkaiden kautta vientiin. Sarjakoot ovat moninaisia, isoista hyvinkin pieniin. Aktiivisia asiakkaita listoilla on satoja, tuotteita tuhansia.
’”Painosorvaus on sopiva menetelmä moniin kohteisiin. Menetelmä on tehokas ja mm. työkalujen valmistus painosorvaukseen varsinkin pienillä sarjoilla on kuitenkin suhteellisen edullista. Lisäksi muodot ratkaiset, tietyt muodot on helpoin tehdä painosorvaamalla.”
Painosorvauksen ohella Painosorvaamo Painopojat tekevät onttoja kappaleita myös syvävetämällä. Painopiste on silti tiiviisti painosorvaamisessa.
”Yhteistyötä teemme tietysti tuotekehityksessä asiakkaiden kanssa. Pyrimme auttamaan menetelmävalinnoissa”, Hermanni Hynninen sanoo.
Uutta CNC-painosorvausteknologiaa
Kuten kaikkeen valmistukseen, ajanmukaista teknologiaa töihin vaaditaan.
Uudessa koneessa on Siemens- ohjaus ja 6-paikkainen työkalurevolveri sekä numeraalisesti ohjatut lisätyöyksiköt. Ohjauksella Samuli Paavilainen.
Painosorvaamo Painopojat teki tänä vuonna kookkaan investoinnin uusimpaan alan CNC-teknologiaan.
Kyseessä on Nova Sideran, Hercules 800- CNC-painosorvi, mikä edelleen kehittää eteenpäin yrityksen mahdollisuuksia tehokkaaseen asiakaspalveluun.
Painopiste investoinnissa on paitsi tietenkin alan uusimman teknologian käyttöönotossa ja aiemman teknologian päivityksessä.
”Uudella koneella kasvatamme CNC-painosorvaus kapasiteettiamme max. ø1640mm pyörintähalkaisijaan, mikä soveltuu muuhunkin tuotantoketjuumme, mm. laserleikkauskone on pöydältään 1500×3000 mm, eli uusi kone soveltuu kokonaisuuteen hyvin.
Maksimi ainevahvuudessa alumiinille on 8 mm, teräkselle 5 mm ja ruostumattomalle teräkselle 4 mm. Kappaleen muoto tietysti vaikuttaa myös maksimivahvuuksiin.
Koneessa on revolveri sekä myös täysin numeraalisesti ohjattu aputyöyksikkö, eli käytännössä käytössä on yksi ylimääräinen akseli. Näin aiempaa useammat toiminnot voidaan tehdä samassa koneessa.
Urjalan lisäksi Painosorvaamo Painopojilla on nykyisin valmistusta myös Akaassa. Siellä muokataan teollisuuteen kookkaitakin kappaleita.
Nova Sideran on italialainen perinteinen painosorvitehdas ja valmistajan teknologiaa Painopojilla on ennestäänkin käytössä. Investoinnin Urjalan toimipisteeseen mahdollisti osaltaan EU-hankintatuki.
Painosorvaamo Painopojat työllistää Urjalassa ja Akaassa yhteensä nyt 15 henkilöä, liikevaihtoa syntyi vuonna 2023 2,3) miljoonaa euroa.
”Liikevaihto vaihtelee joskus voimakkaastikin vuosittain projektien kokojen mukaan, mutta siihen olemme vuosien mittaan tottuneet. Myönteisesti jatkoon katselemme, perinteitä vaalien uuteen tekniikkaan panostaen”, Hermanni Hynninen sanoo.
Kari Harju
Painosorvaamo Painopojat Oy
Painosorvaus, syvävetotyöt, leiketyöt
Perustettu 1985
Toimipaikat Urjala ja Akaa
Uusi CNC-painosorvi Nova Sideran Hercules 800- CNC
Tshekkiläisen karusellisorvivalmistajan TOSHULINin yksinmyyntiedustus on siirtynyt älykkääseen konepajateknologiaan ja elinkaaripalveluihin erikoistuneelle Vossi Groupille. Valmistajan karusellisorveja on käytössä runsaasti suomalaisasiakkailla vaativissa koneistustöissä.
Räätälöityjä pitkänelinkaaren ratkaisuja
Vuonna 1949 perustettu TOSHULIN a.s. valmistaa erittäin tukevia, tarkkoja ja monipuolisia karusellisorveja räätälöityinä pitkäelinkaaren ratkaisuina. Historiansa aikana yritys on toimittanut yli 13 600 karusellisorvia yli 70 maahan sekä se työllistää n. 735 henkeä. Pöytien kokoluokat ovat ø 800-4000 mm ja sisaryrityksen kautta saatavissa aina ø 16 m asti. Puolestaan työstettävien kappaleiden maksimi halkaisijat 5 m, korkeudet 5 m ja painot 60 tonniin asti.
Monipuolisilla koneilla onnistuu niin sorvaus, jyrsintä, hionta kuin porauskin sekä niihin on saatavissa myös Y-akseli. Jyrsinpäitä on tarjolla useita eri versioita mm. B-, C- ja Y-päät.
Kappaleet kerralla valmiiksi
TOSHULIN valmistaa karusellisorveja neljää eri mallisarjaa: POWERTURN, BASICTURN, FORCETURN ja EXPERTURN. Monipuolisilla koneilla onnistuu niin sorvaus, jyrsintä, hionta kuin porauskin. Jyrsinpäitä on tarjolla useita eri versioita mm. B-, C- ja Y-päät sekä automaattiset työkalujen ja adapterien vaihdot. Tarjolla on monipuolisia palettiautomaatioratkaisuvaihtoehtoja sekä myös Y-akseli. Koneet on saatavissa Siemens ONE tai Fanuc -ohjauksilla.
Elinkaaripalvelut tukena
”TOSHULINinin edustaja on paikalla Konepaja-messuosastollamme E201 ja kannattaakin tulla keskustelemaan, jotta voimme rakentaa myös teille kilpailuedun. Tarjoamme kattavat elinkaaripalvelut näiden huippukoneiden rinnalle”, toimitusjohtaja Marko Vossi kutsuu. www.vossi.fi/toshulin
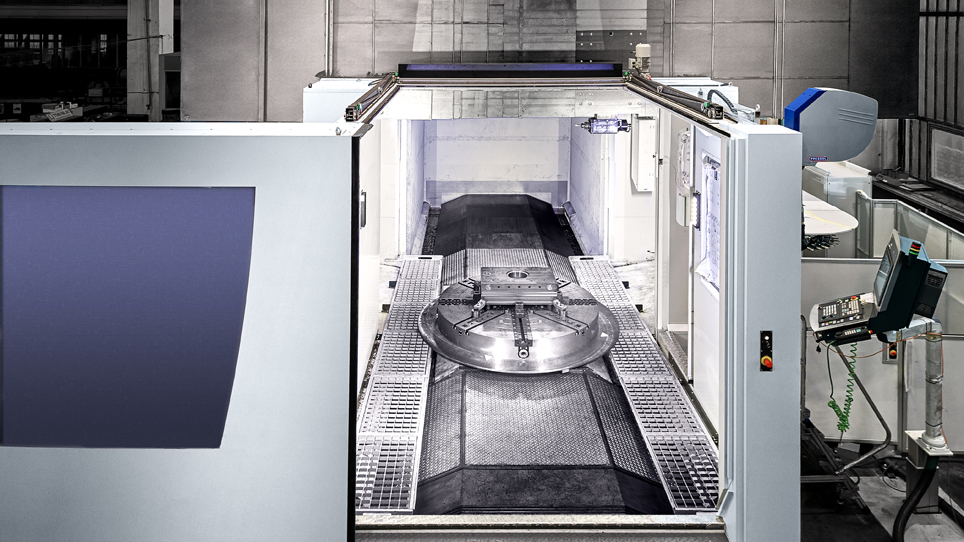
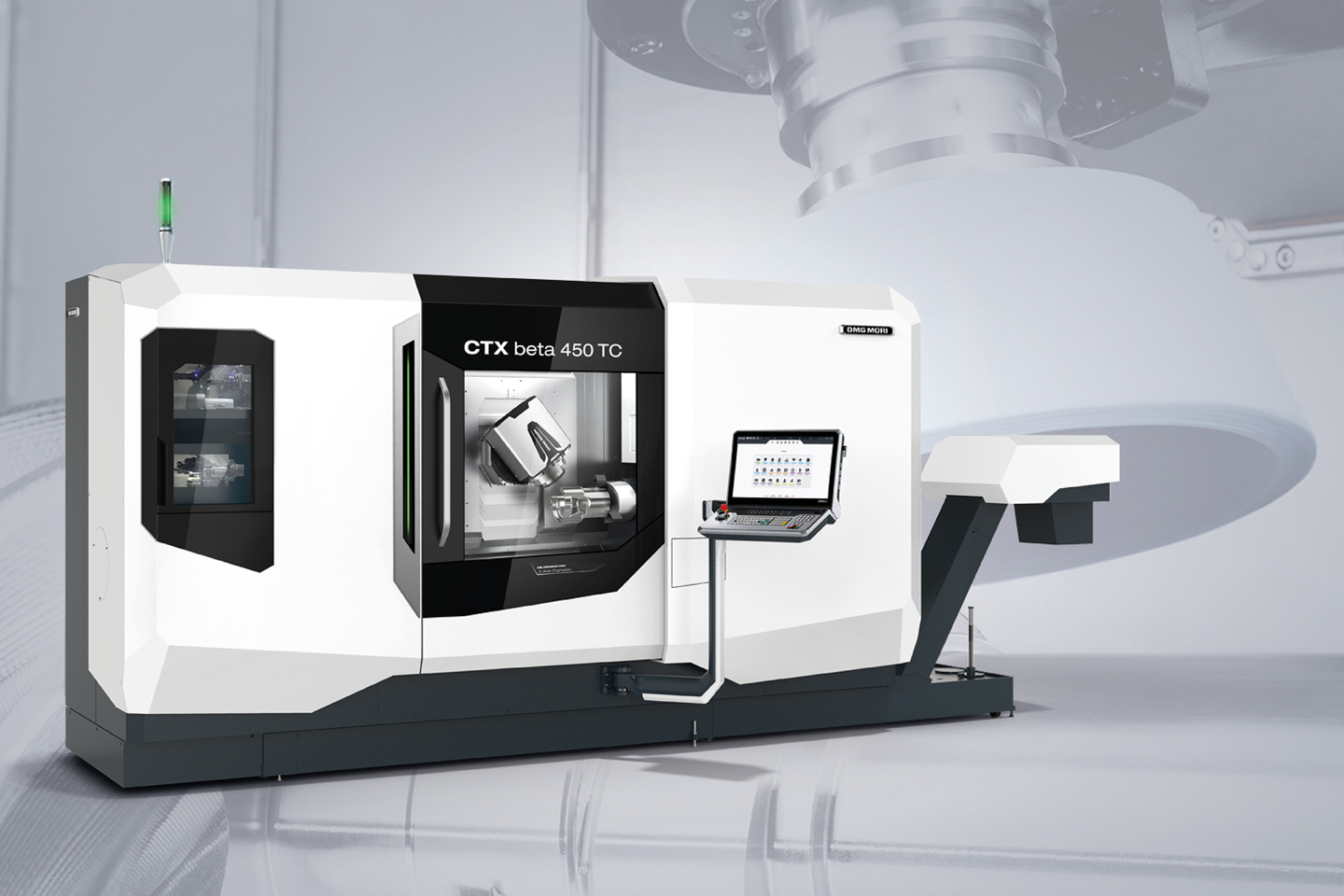
DMG Mori on esitellyt uuden CTX beta 450 TC-sorvaus-jyrsintäkeskuksen. Kooltaan kompakti, monipuoliset koneistusoperaatiot mahdollistava uutuustäydentää markkinoilla menestynyttä CTX beta TC -sarjaa.
CTX beta TC -sarjan sorvaus- ja jyrsintäkeskukset ovat olleet DMG Morin mallistossa vuosia. Syksyllä lanseerattu uusi kooltaan kompakti CTX beta 450 TC täydentää nyt markkinoilla hyvin menestynyttä sarjaa pienemmässä kokoluokassa.
Helppokäyttöisyys sekä tehokkuus, teknologioiden ja prosessien integrointi sekä monipuoliset automaatiovaihtoehdot olivat uutuuden kehittämisen painopisteessä, joten malli edustaa hyvin näin myös DMG Morin tulevaisuuden linjauksia kuvaavan koneistussiirtymän (MX) puitteita ja sen neljää pilaria, jotka ovat prosessi-integraatio, automaatio, digitaalinen siirtymä (DX) ja vihreä siirtymä (GX).
CTX beta 450 TC on uusi laajennus DMG Morin CTX beta TC -sarjaan.
Monipuolinen paketti
DMG Morin uutuus on 5-akseliseen jyrsintään ja kuudelta sivulta tapahtuvaan koneistukseen varusteltava sorvaus-jyrsintäkeskus, mikä integroi samaan pakettiin myös hionnan, hammaspyörän leikkauksen ja mittauksen toiminnot.
Yksi etu on myös se, että kone sopii huomattavan pieneen tilaan. Tilaa pajan lattialta se ottaa vain 10 m².
Vaikka kone on ulkoisesti kompakti, työalue mahdollistaa halkaisijaltaan ø 500 mm ja enintään 1 100 mm pitkien työkappaleiden käsittelyn. Tankokapasiteetti koneessa on ø 76 mm tai valinnaisesti ø 102 mm.
Koneen ydin on compactMASTER sorvaus- ja jyrsintäkara, minkä kierrosnopeus on vakiona 15 000 rpm ja optiona 20 000 rpm. Pää- ja vastakaran nopeus on enintään 5000 rpm tai vääntömomentti jopa 720 Nm.
Tarkkuutta prosessi-integraatiolla
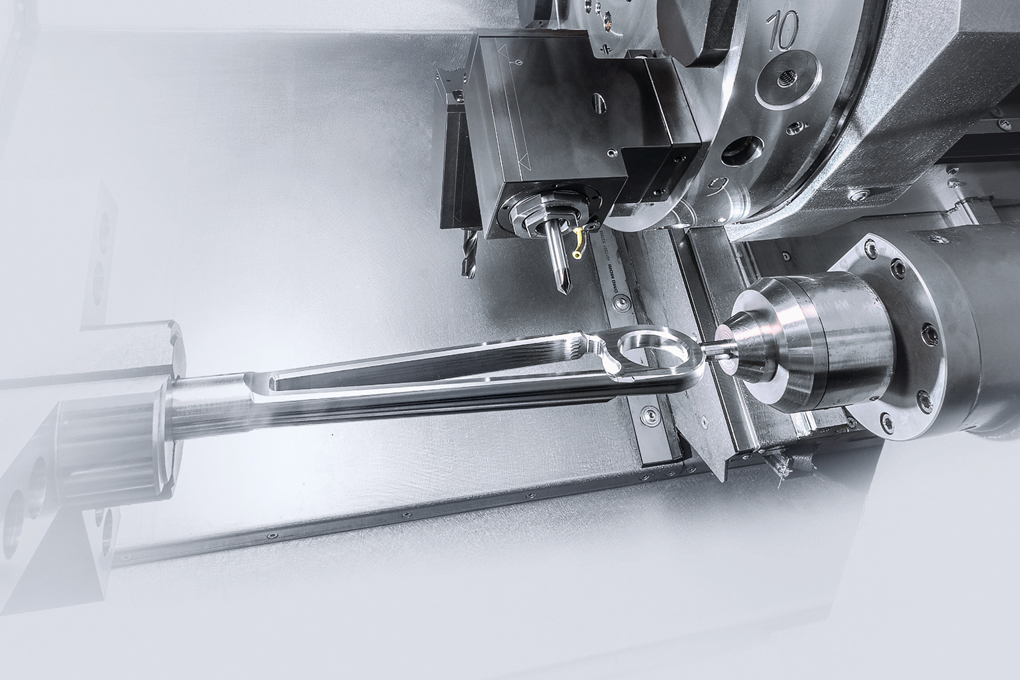
CTX beta 450 TC:n varustelu on suunniteltu mahdollistamaan joustavan ja tuottavan monimutkaisten työkappaleiden koneistuksen. Tämä johtuu sorvauksen ja jyrsinnän yhdistelmästä, toisaalta uusien teknologioiden ja prosessien integroinnista, mihin aiemmin vaadittiin erikoiskoneita.
Esimerkiksi käyttötekniikan kehittyneitä komponentteja voidaan myös hioa tai urittaa yhdessä ja samassa kokoonpanossa ilman manuaalisia uudelleenkiinnityksiä ja luotettavalla prosessin sisäisellä mittauksella. Se mahdollistaa lyhyemmät läpimenoajat ja korkeamman komponenttien laadun.
Automaatiota tuotantoon
Tuotannossa automaatio on kätevä keino prosessien optimointiin. CTX beta 450 TC voidaan varustaa integroidulla portaalilataajalla, mikä pystyy käsittelemään kätevästi kahta 15 kg painavaa komponenttia samanaikaisesti. Työkalumakasiini voidaan ladata koneistettaessa, työkaluja voidaan lisätä milloin tahansa prosessiturvallisesti integroidun työkaluntunnistusjärjestelmän ansiosta. Makasiiniin mahtuu enimmillään 200 työkalua, vakiona 60 työkalua. Lisäksi CTX beta 450 TC:hen on saatavilla myös joustavia automaatioratkaisuja, kuten Robo2Go Turning -robottiautomaatiojärjestelmä.
Helppokäyttöisyys sekä tehokkuus, teknologioiden ja prosessien integrointi sekä automaatiovaihtoehdot olivat kehittämisen painopisteessä.
3D Shopfloor Programming
Fiksut ominaisuudet ja integroidut prosessit lisäävät järjestelmän tehokkuutta, samoin ohjelmistoratkaisut. SINUMERIK ONE -ohjaus, sovelluspohjaiset työnkulut OP Workbenchillä ja 3D Shopfloor Programming ovat helpottamassa työn valmistelua ja työpajalähtöistä ohjelmointia.
3D Shopfloor Programming on DMG Morin ja Siemensin yhteistyönä suunnittelema ja toteuttama järjestelmä, mikä käyttää suunnitteluosastolla valmistettavan komponentin 3D-malleja ja luo NC-ohjelman pitkälti automaattisesti taustatietojen perusteella. Automaattinen ominaisuuksien tunnistus nopeuttaa ohjelmointia ja vapauttaa aikaa muihin valmistukseen liittyviin toimintoihin.
Nykyisin koneiden valmistajat kiinnittävät runsaasti huomiota myös energiankulutukseen, sitä
edistävät mm. koneessa hyödynnetty, osan jarrutusenergiasta palauttava hyötyjarrutus, LED-valaistus, taajuusohjatut jäähdytysneste- ja hydraulipumput sekä paineilmatarpeen minimointi. Myös älykäs ohjaus, tehokas energianhallinta ja Advanced Auto Shutdown lisäävät energiatehokkuutta. fi.dmgmori.com
Yläkuva: Portaalikuormaaja pystyy käsittelemään kahta max. 15 kg:n työkappaletta samaan aikaan.
Jokke-Koneistus Oy jatkaa vahvassa vedossa ja investoi uuteen teknologiaan. Vahvasti työllistetty yritys hankki hiljattain lisätehoa ja kapasiteettia toimintoihinsa uuden monitoimisorvauskeskuksen myötä. Kone on samalla Suomen ensimmäinen uudella designilla ja ohjauksella varustettu Okuma Multus U4000.
Jokke-Koneistus on Ähtärissä toimiva konepaja. Yritys tekee alihankintatöitä ja asiakkaita on moneen lähtöön useilla teollisuuden alueilla.
Isoja asiakkaita on muutama ja sitten laaja joukko pienempiä.
Yrityksen perusti ammattikoulun opettajana toiminut Jouko Paloneva vuonna 1989 ja opettajan sivutöinä aloiteltiin. Kun työt lisääntyivät, sivutöistä tuli päätoimi.
Uusi Multus on ulkoisesti kompakti paketti. Työkalumakasiini on koneen vasemmalla sivustalla.
Nyt mennään perheyrityksen toisessa polvessa ja aikanaan yhden CNC-sorvin paja on laajan konekannan omaava metallin alihankintayritys. Notkea ja kokonaisvaltainen asiakaspalvelu on toiminnan ytimessä.
”Avarrukset, jyrsinnät, sorvaukset ja suurnopeuskoneistukset teemme itse, muissa alan toiminnoissa palvelee verkostomme. Sitä kautta onnistuvat esimerkiksi levytyöt, pinnoitukset ja karkaisut”, toimitusjohtaja Kalle Paloneva sanoo.
Kookas varasto edistää osaltaan toimituksia ja on tuonut puskuria materiaalien hinnanvaihteluihin.
Vaiheita pois
Nyt 12 henkilöä Ähtärin keskustan kupeessa työllistävä Jokke-Koneistus tekee monentyyppisiä töitä, akselityyppinen tuotanto kuitenkin korostuu toiminnoissa. Sorvausta tehdään monessa kokoluokassa, kappalepituuksissa päästään viiden metrin kokoluokkaan saakka. Sorvaustöiden lisäksi tekemistä on riittänyt jyrsinnänkin puolella, ja kasvaneen kysynnän myötä taloon on hankittu myös tämän sektorin konekantaa.
Viime vuonna Jokke-Koneistus toteutti jälleen viime vuonna uuden laajennuksen tuotantomahdollisuuksiinsa hankkimalla Okuma Multus U4000 -monitoimisorvin.
Iso työalue, asiallinen varustus. Uusi kone tuo kapasiteettia ja monipuolistaa palettia, kertoo Kalle Paloneva.
”Asiakkaamme ovat lisänneet tilauksiaan ja töitä on näinä kriisiaikoina palannut ulkomailta Suomessa tehtäväksi. Se on tuonut tarpeita konekannan laajennukseen. Monitoimisorvi lisää kapasiteettia, tehostaa ja monipuolistaa toimintojamme. Saamme vaiheita pois”, sanoo Paloneva.
Koneen valintaan Jokke-Koneistuksella vaikutti isosti ainakin kokoluokka ja kokoonpano.
”Halusimme koneeseen sekä alarevolverin että kärkipylkän, ja se on markkinoilla harvinaisempi kokoonpano. Yleensä alarevolverilla varustetuissa koneissa on vastakara. Multus-koneet ovat saatavilla paitsi vastakarallisina versioina, myös alarevolveri-kärkipylkkä-kokoonpanolla, ja se oli meille yksi ratkaiseva tekijä.
Monitoimisorvi mahdollistaa monet operaatiot kappaletta välillä irrottamatta. Koneistajana Arttu Syvänperä.
Suomen ensimmäinen
Jokke-Koneistus tilasi uuden monitoimisorvin viime vuoden keväällä ja kävi niin, että vuodenvaihteessa tilaajalle saapunut kone on samalla sarjan Suomen ensimmäinen uudella ohjauksella varustettu kone.
Multus-malleihin uusi sukupolvi on muuttanut muotoilua ja tuonut uusia piirteitä.
Y-akselin suunnassa liikeradat ovat nyt aiempaa pitemmät ja käyttökapasiteettia pyöriville työkaluille on aiempaa enemmän.
Muutoin Multus U4000-mallissa sorvauspituudet ovat 1500 tai 2000 mm ja -halkaisija max. 650 mm. Tuttuun tapaan kone on varustettu vakiona 40-paikkaisella automaattisella työkalunvaihtajalla.
Uuden OSP-P500-ohjauksen Okuma esitteli EMO:ssa viime syksynä ja tiivistää sen piirteitä esimerkiksi lisääntyneeseen nopeuteen, tuottavuuteen ja energiaystävällisyyteen liittyvillä seikoilla. OSP-P500-ohjaus varustetaan Digital Twin -toiminnolla, joka on suunniteltu nopeuttamaan tuotantoprosesseja ja vähentämään valmisteluaikoja.
Koneessa on OSP-P500-ohjaus, minkä Okuma esitteli ensi kerran Hannoverin EMO:ssa viime syksynä.
Se mahdollistaa myös koneistusprosessien tarkat simulaatiot.
Virrankulutusta koneen käytössä vähentää Eco Suite Plus -toiminto. Älykkäät ominaisuudet tallentavat ja analysoivat eri käyttötilat ja päästöt, vaihtavat energiansäästötilaan sekä säätävät automaattisesti lisälaitteita, kuten lastunpoistoa tai imua.
Myös ajassa korostuvaan turvallisuuspuoleen on kiinnitetty isosti huomiota. Koneen turvajärjestelmä suojaa koneprosesseja ja ohjelmia kyberhyökkäyksiltä.
Toki esimerkiksi Okuman tutut ja hyödylliset törmäykseneston ominaisuudet ovat myös mukana.
Töiden merkeissä
Jokke-Koneistuksella vuoden lopulla asennetun ja Euroopankin mitassa vielä ainutlaatuisen pioneerikoneen käyttöönotto on edennyt vauhdikkaasti.
Okuma on konevalmistajana talossa tuore tuttavuus, mutta Okuman Suomen edustajan MTC Flextekin kokonaispalveluista on kovasti aiempaa kokemusta.
Työt täydessä käynnissä. Koneen ohjauksen tiimoilta ovat suorat näkymät työalueelle.
Saman edustajan toimittama Hartfordin viisimetrinen portaali koneistuskeskus on kuulunut talon konekannan ytimeen useiden vuosien ajan.
”Tietty tutustumisvaihe meille uuden ohjauksen osalta on yhä menossa, mutta töitä tässä vauhdilla tehdään. MTC Flextekin koulutus on auttaneet hyvin alkuun. Mahdollisissa ongelmatilanteissa auttaa myös suora yhteys tehtaalle”, Paloneva sanoo.
”Ihan vakiotöihin kone sijoittuu, valmistamme sorvauskappaleita, joihin tehdään myös jyrsintöjä ja porauksia. Kun kysynnän osalta on tässä yleisessä taloustilanteesta ollut hetken hiljaisempaa, on senkin myötä ollut hieman paremmin aikaa koneen kanssa alkuun pääsemiseen. Nyt kyllä vähitellen taas vilkastuu”, sanoo Kalle Paloneva.
DMG Mori aloittaa vuoden perinteiseen tapaan Open House -tapahtumallaan Saksan Pfrontenissa tammi-helmikuun vaihteessa. Prosessi-integraatio, automaatio, digitaalinen ja vihreä siirtymä teemoittavat tämän vuoden tapahtumaa.
Pfrontenin Open House järjestetään nyt 29. kertaa. Tuttuun tapaan DMG Mori muuttaa Pfrontenissa sijaitsevan Euroopan suurimman tuotantolaitoksensa jälleen tapahtuman myötä näyttelytilaksi, käytössä on nyt 4 200 neliömetriä, 250 m² enemmän kuin viime vuonna.
Esillä Pfrontenissa on lähes 50 konetta ja yli 15 automaatioratkaisua.
Tapahtumassa lanseerataan uusi DMF 400|11 esimerkkinä DMG Morin kokonaisvaltaisesta prosessien integroinnista ja PH Cell 500 uutena modulaarisen palettien käsittelyn innovaationa. Yksi kiintopiste on uusi CELOS X.
DMF 400|11:ssa X/Y/Z-akseliliikkeet ovat 4 000 x 1 100 x 1 050 mm.
Digitaalinen ja tietopohjainen ekosysteemi luo lisäpotentiaalia valmistusprosessien optimointiin, Lasertec Showroom täydentää teknologista palveluvalikoimaa ainetta lisäävän valmistuksen tuotteilla, ja Akatemia-alue esittelee DMG Morin alan perus- ja jatkokoulutusohjelmaa.
Teemoiltaan Pfrontenin tapahtuma rakentuu tulevaisuuden teknologioita luotaavaan Machining Transformation (MX)-käsitteeseen ja sen neljään pilariin, jotka ovat prosessi-integraatio, automaatio, digitaalinen muunnos (DX) ja vihreä muutos (GX).
Laajennus DMF-sarjaan
Pfrontenissa DMG Mori lanseeraa uudistuneen liikkuvapylväisen DMF-koneistuskeskussarjan tuoreen laajennuksen DMF 400|11, miköä saa laon sarjan suurin malli. Sarjaan kuuluvat aiemmasta DMF 200|8, DMF 300|8 ja DMF 300|11.
Verrattuna edeltäjämalliin DMF 360|11 koneen työalue on aiempaa suurempi, X-akseli on kasvanut 400 mm aiemmasta, Z-akseli puolestaan 150 mm.
Tarkkaa koneistusta koneessa edistävät mm. valurautainen perusta, kolme X-akselin lineaarijohdetta sekä hiotut ja jäähdytetyt kuularuuvit, mitkä tekevät koneesta tehokkaan juhdan vaativien suurten komponenttien työstämiseen mm. rakenneosien, työkalujen ja muottien valmistuksessa.
DMF 400|11:ssa X/Y/Z-akseliliikkeet ovat 4 000 x 1 100 x 1 050 mm ja modulaarista järjestelmää haluttaessa täydentää pyörivällä pöydällä vaativiin jyrsintä- ja sorvaustoimintoihin.
Valinnaisen optiona toimittavana väliseinän avulla työstöalue voidaan jakaa kahteen erilliseen osaan, mikä mahdollistaa komponenttien asetustyöt koneistuksen aikana.
Modulaarisessa PH Cell 500:ssa on tilaa 32 paletille, joista kukin on kooltaan 400 x 400 mm.
Uutta tuotantoautomaatiota
Myös uusia tuotantoautomaation sovellutuksia on Pfrontenin kävijöille tarjolla.
Uusi PH Cell 500 laajentaa DMG Morin modulaaristen palettijärjestelmien sarjaa kompaktilla mallilla 500 kg:n siirtopainoluokassa.
Uutuus on yhteensopiva DMU 65:n, DMU 75 monoBLOCK 2nd Generation ja DMU 65 H monoBLOCKin kanssa, riippuen kokoonpanosta PH Cell 500:ssa on tilaa enimmillään 32 paletille. Työkappaleen enimmäismitat järjestelmään ovat 500 x 500 x 750 mm.
Kuten muutkin sarjan mallit, PH Cell 500 on ergonominen ja myös helppokäyttöinen Pallet Master -ohjelmiston ansiosta. Palettijärjestelmiensä jatkokehityksellä DMG Mori ilmoittaa korostavansa automaation tärkeyttä koneistussiirtymän eli MX:n yhtenä keskeisenä pilarina.
Uusi palettiautomaatio on valmistajan mukaan joustava ratkaisu pienten eräkokojen ja yksittäisten osien tuotantoon. Järjestelmän modulaarisuus mahdollistaa räätälöidyn konfiguroinnin.
CELOS X -ekosysteemi tarjoaa DMG Morin mukaan kokonaisvaltaisen ratkaisun digitaaliselle muunnokselle (DX) osana Machining Transformation (MX) -prosessia.
CELOS X-ekosysteemi esittelyssä
Noin kymmenen vuotta sen jälkeen, kun DMG Mori esitteli ensimmäisen sovelluspohjaisen ohjauksensa, esitellään nyt uusi CELOS X.
Tavoitteena on valmistajan mukaan helpottaa Machining Transformation (MX) -siirtymää ja tasoittaa siten puolestaan tietä digitaaliselle muunnokselle (DX).
CELOS X on DX-teknologia, minkä avulla käyttäjät voivat muokata omaa tuotantoaan omista lähtökohdistaan itsenäisesti ja turvallisella tavalla. CELOS X -ekosysteemi tarjoaa kokonaisvaltaisen ratkaisun tuotannon digitaaliseen muuttamiseen ja niiden vertikaaliseen integrointiin.
Uutuus sisältää sekä CELOS Xperience- että CELOS Xchange -alustan, ja näiden kahden elementin vuorovaikutus mahdollistaa DMG Morin mukaan kattavan ja saumattoman digitaalisen kokemuksen käyttäjille kaikissa DMG MORI -ohjausversioissa. Riippumatta työstökoneen alkuperäisestä NC-ohjauksesta CELOS X:n sisältö on saatavilla kaikissa alustoissa lähes samassa määrin.
CELOS Xchange toimii CELOS Xperiencen sovellusten ja tiedonhallinnan monitoimikeskuksena CELOS X -ekosysteemissä. Pilvipohjainen CELOS Xchange mahdollistaa myös tuotannon kaksisuuntaisen integroinnin yrityksen IT:hen ja jatkossa avoimen ja turvallisen tiedonvaihdon yhteistyökumppaneiden kanssa toimitusketjuissa ja verkostoissa. CELOS Xperience on puolestaan digitaalinen työkalupakki kaikille CELOS X -ekosysteemin CELOS-sovelluksille ja ohjelmistojärjestelmille mikä avaa monia mahdollisuuksia, sillä kaikilla sovelluksilla ja työnkuluilla pyritään yksinkertaistamaan koneen käyttöä, lisäämään karatuntien määrää ja optimoimaan energiatehokkuutta samanaikaisesti. DMG Mori Open House 2024 Pfrontenissa järjestetään 22.1.-2.2.
DMG Mori laajentaa CTX-yleissorvimallistoaan. Uudet täydennykset sarjaan ovat mallit CTX 450 ja CTX 550.
DMG Mori esitteli Open House Pfronten 2023 -tapahtumassa CTX 350:n, nyt EMO-tapahtumassa esiteltiin sille kaksi kookkaampaa sisarmallia, CTX 450 ja CTX 550.
CTX-kuuluu monipuolisesti varustettuja yleissorveja taloudelliseen hintasegmenttiin. Esimerkiksi uudet CTX 450 ja CTX 550-mallit on varustettu pää- ja vastakaralla sekä 130 mm:n Y-akselilla, mikä mahdollistaa monimutkaisten työkappaleiden täydellisen 6-puolisen koneistuksen. Sorvaushalkaisija on ø 480 mm ja -pituus 800 mm tai 1 225 mm.
CTX 450:ssä ja CTX 550:ssä on pää- ja vastakara sekä Y-akseli
130 mm:n liikkein. Tämä mahdollistaa monimutkaisten työkappaleiden koneistuksen kuudelta sivulta.
Machining Transformation
EMO-messuilla DMG Morin yhteisteemana oli Machining Transformation, mikä edelleen jakautui neljään MX-pilariin eli prosessi-integraatio, automaatio, digitaalinen muutos ja Green Transformation.
Valmistajan mukaan uudet CTX-mallit ovat osa kokonaisuutta, sorvit voidaan automatisoida useillakin eri tavoilla, ratkaisuja siihen ovat esimerkiksi esimerkiksi Robo2Go- tai MATRIS.
Uudet yleissorvit voidaan helposti myös integroida yritysverkkoihin. Sovelluspohjainen ohjaus 24″ kosketusnäytöllä yksinkertaistaa digitointia, nykyaikaiset käytöt, kuten synkroniset karamoottorit edistävät energiatehokasta toimintaa.
Korkeat standardit suorituskyvylle
CTX 450:ssä on 4000 1/min/360 Nm:n pääkara, suuremman mallissa vastaavasti 32501/min/770 Nm. Vastakara kiertää 5 500 1/min ja vääntömomentti 192 Nm (CTX 550: 4 000 1/min ja 360 Nm).
TurnMASTER-karakonsepti kolmella (ISM80) tai neljällä laakerilla (ISM102) on mahdollistamassa tarkkuutta ja suurta tankokapasiteettia (80 mm tai 102 mm). Paikannustarkkuus C-akselilla on 0,001°.
Sorvien X- ja Y-akselit on varustettu vakiona Magnescalen suoramittausjärjestelmällä, revolverien ilma/öljyjäähdytys on mukana minimoimassa lämpötilapoikkeamia.
Suorituskyvyn yläpäähän on tarjolla vaihtoehtona suoravetorevolveri, jonka nopeus on jopa 10 000 rpm ja vääntömomentti 42 Nm, mikä mahdollistaa vaativat lastuamistoiminnot ja nopeat jyrsinnät.
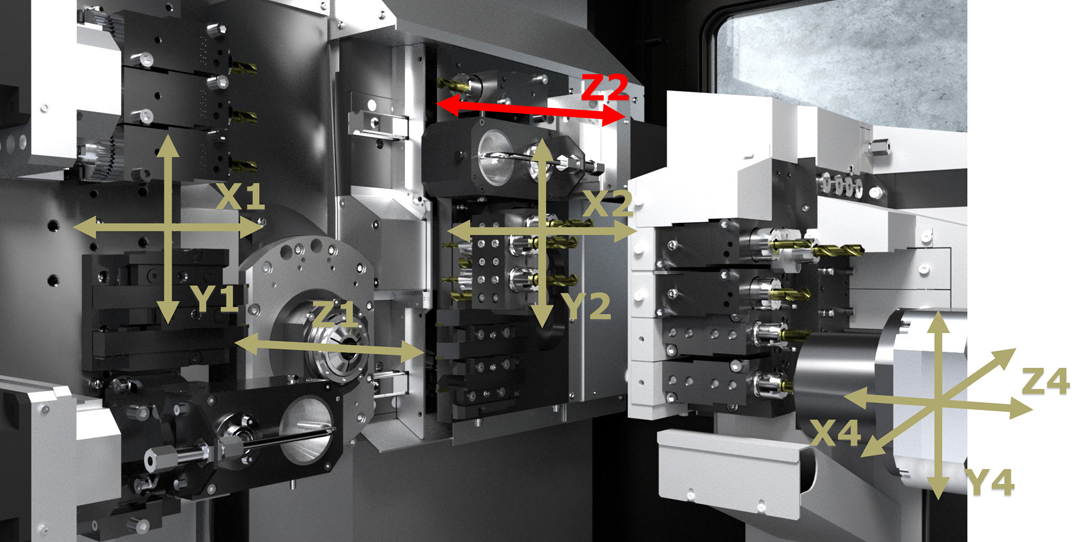
Sveitsiläinen konevalmistaja Tornos on esitellyt uuden Swiss type-sorvisarjan. Uusi XT-sarja oli ensiesittelyssä EMO Hannover 2023 -messuilla syyskuussa.
SWISS XT16 / 32 -sorvit ovat uusi laajennus Tornoksen sorvitarjontaan. XT-sarjan koneet ovat 8- tai 9-akselisia monipuolisia Swiss Type sorveja. Uutuussarja sijoittuu vanhan tutun EVO Deco sarjan ja 5-6 akselisten DT ja GT sarjan väliin.
Kinematiikka. XT 8-akselinen ja punaisella Z2-akseli, jolloin 9-akselinen.
Monipuolinen ja ergonominen
Tornosin mukaan sarjan koneet on suunniteltu kompakteiksi ratkaisuiksi monipuoliseen, tehokkaaseen ja ergonomiseen koneistukseen.
Koneiden ulkoiset mitata ovat ainoastaan 3056x1440x2242 mm, itsenäisiä työkalujärjestelmiä on kolme ja mukautettavat akselivaihtoehdot soveltuvat laajasti eri koneistustarpeisiin. Esteetön koneistusalue mahdollistaa sujuvat asetustoimet.
Koneissa on asynkroninen karamoottori, minkä nimellisteho on 8,2kW (10,7hv) ja maksimiteho 10,5kW (13,4 hv). Keraamiset rullalaakerit parantavat lämmönkestävyyttä, öljyjäähdytys on suljettukiertoinen.
Swiss XT16- mallin perusversiossa ilman Guide Bushia kierrokset ovat 16mm 12 000 k/min asti ja 25,4mm 10 000 k/min asti, vastakara Ø16mm asti 12 000 k/min. Optiona on tarjolla Ø 25,4 mm vetohihnalla Guide Bush 10 000 k/min ja vastakara Ø 25,4 mm asti 10 000 k/min.
Koneissa on asynkroninen karamoottori, minkä nimellisteho on 8,2kW (10,7hv) ja maksimiteho 10,5kW (13,4 hv).
Vastaavasti Swiss XT32-mallissa peruskone ilman Guide Bushia Ø38mm asti 8 000 k/min, vastakara Ø32mm asti 8 000 k/min ja optiona Ø32mm vetohihnalla Guide Bush 8 000 k/min.
Enimmillään 42 työkalupaikkaa
Koneen saa valittua Z-liikkeeltään 250mm- tai 330mm pituisena. Työkalupaikkoja on käytössä enimmillään 42, niistä pyöriviä 18 paikkaa. Mukana on ACB+ -lastunkatkaisujärjestelmä, Guide Bushin poisto/käyttöönotto ovat helppokäyttöisiä toimintoja. Plug and play B-akseli ja Multi-Tool mahdollistavat tuottavuuden maksimoinnin.
Sveitsiläisen pitkäsorvausautomaattien valmistajan Tornosin valikoimaan kuuluvat CNC-ohjauksella varustetut pitkäsorvausautomaatit, monikara-automaattisorvit sekä monimutkaisten ja tarkkojen osien valmistamiseen tarkoitetut työstökeskukset. Tornoksen koneita käytetään tyypillisesti mm. auto-, elektroniikka- ja lääketeollisuuden sekä mikromekaniikan aloilla. Suomen maahantuoja on Makrum Oy.
Japanilainen sorvauskeskuksista tunnettu työstökonevalmistaja Nakamura-Tome julkaisi vastikään järjestetyillä EMO Hannover -messuilla uuden V-sarjan ensimmäisen konemallin, WY-100V:n. Lisäkirjain V mallinimessä viittaa koneen nopeuteen (velocity = nopeus, vauhti). Kuten lisänimestä on pääteltävissä, V-sarjan konemallit ovat Nakamuran vastaus markkinoiden kysyntään ennen kaikkea tuotantonopeudesta.
Nyt esitelty WY-100V on peruskokoonpanoltaan tuttu WY-100, eli kahdella karalla ja kahdella työkalurevolverilla varustettu sorvauskeskus, jossa molemmilla revolvereilla on pyörivät työkalut ja Y-akselit. Konemallia on saatavilla tankokapasiteetilla 42-65mm, koneistuskapasiteetin ollessa Ø200x588mm.
Pelkkä nimi ei vielä itsessään tee koneesta nopeampaa, joten messuilla WY-100V:llä koneistettiin hydrauliventtiilin osaa. Kyseisellä koekappaleella saavutettiin noin 30% nopeampi koneistusaika, kuin edeltävällä WY-100II -konemallilla (8min 24s vs. 5min 58s).
Nakamura on lanseerannut termin ”ChronoCut” kuvaamaan sarjaa ominaisuuksia, joiden ansiosta kone on aiempaa nopeampi ja tehokkaampi.
Muutamia olennaisimpia näistä ovat mm. C-akselin paikoitusnopeuden ja jarrun reaktioajan parantaminen (56% nopeampi), nopeampi työkierto kiinteälle kierteitykselle (80% nopeampi), nopeampi revolverin indeksointi ja lukitus (0,6s nopeampi) ja käsivarsityyppisen kappaleenpoimijan akseleiden yhtäaikainen liike (37% nopeampi).
Akseleiden pikaliikenopeudet ovat samat kuin aikaisemmin (Z:40 ja X:20m/min), mutta niiden kiihtyvyyksiä on parannettu merkittävästi. Karanopeutta on kasvatettu niin karoilla (Ø51mm: 6000k/min) kuin pyörivillä työkaluilla (maks. 10.000k/min) ja lisäksi pyörivien työkalujen maksimi vääntömomenttia on kasvatettu 50% (16 à 24Nm @ 10.000k/min). Hyvänä esimerkkinä uudistuneista ominaisuuksista toimi messukappaleen otsapintaan koneistetut M3xP0,5 kierteet, jotka ajettiin kiinteällä tapilla sisään pyörivien työkalujen karanopeudella 4000k/min ja ulos 8000k/min.
Rakenne ratkaisee
Työstökoneen kasvava nopeus ja teho aiheuttavat ymmärrettävästi myös rasitteita koneen rakenteille, niin mekaanisesti kuin lämmön merkeissä. Näitä seikkoja ei ole jätetty Nakamuralla huomioimatta, vaan kriittiset valukomponentit, kuten karapylkät ja revolverien kelkat on päivitetty tavanomaisesta valuraudasta pallografiittivaluun, sen paremman kestävyyden ja sitkeyden vuoksi. Lisäksi karapylkän ja koneen rungon rakenteita on päivitetty paremmin vastaamaan niihin kohdistuvia voimia.
Rakenteelliset muutokset ovat mahdollistaneet myös Y-akseleiden kovien liukujohteiden korvaamisen uusilla 6-kanavaisilla lineaarijohteilla. Koneen lämpöhallintaa on myös parannettu, sekä rakenteellisesti, että lisäämällä jäähdytysyksikkö hydrauliöljylle. Uuden optimointijärjestelmän ansiosta lämpölaajenemisen hallintaa on saatu parannettua n. 20% aikaisempaan verrattuna. Nakamuran Thermo Navigator -toiminnon avulla koneen lämpökompensointi voidaan helposti optimoida kulloinkin vallitseviin olosuhteisiin.
”Faster than the fastest”, uusi sorvauskeskus WY-100V.
Enemmän aikaa koneistukselle
Kappaleeseen käytetty koneistusaika ei kuitenkaan ole kaikki kaikessa, sillä nopeinkaan kone ei ole kustannustehokas, kun lastu ei lennä. Nakamura on kehitystyössä huomioinut myös koneen asetuksiin ja ylläpitotoimiin käytetyn ajan ja pyrkinyt osaltaan minimoimaan sitä.
Lukuisien käyttäjää avustavien toimintojen lisäksi koneeseen on nyt saatavilla automaattinen työkalujen mitta-anturi ja sille käyttöä helpottava ja nopeuttava apuohjelma ”Geometry Navigator”. Johteiden öljyvoitelusta on siirrytty kokonaan rasvavoiteluun, jolloin laskennallinen johdevoiteluaineen huoltoväli on n. 40 työpäivää, laskettuna 12h per päivä tuotannolla.
Rasvavoitelu on paitsi kustannustehokkaampi, myös ympäristöystävällisempi vaihtoehto öljyvoiteluun nähden. Ratkaisu ei ole aikaisemmassa konemallissa ollut mahdollinen johtuen Y-akseleiden johderakenteesta.
Lisäksi työkalurevolverille on saatavilla uudentyyppinen kappaleenpoimija, joka purkaa pääkaralta omaan erilliseen säiliöön esim. tankojen jäännöspalat. Uusi tarttuja vie ainoastaan yhden työkalupaikan, kun edellinen revolveriin asennettava malli valtasi myös rinnakkaiset paikat. Koneiden seisonta-ajat eivät valitettavasti ole aina pelkästään asetusten tekoa ja määräaikaishuoltoja.
Nakamuran kattavista kolariturvallisuustoiminnoista (Airbag, NT Collision Guard) huolimatta vahinkoja pääsee silloin tällöin sattumaan ja paikalle joudutaan kutsumaan valmistajan kouluttama asentaja tarkastamaan vahinkojen laajuus. Näitä korjaustoimia jouduttamaan on uuden konemallin rakenteisiin suunniteltu erinäisiä huoltoluukkuja, jotka vähentävät mm. suojapeltien purkutarvetta.
Ekologisuus on myös käyttökustannusten optimointia
Kuten ajan henkeen kuuluu, on Nakamuralla vahva panostus ympäristöystävällisyyteen, niin oman tuotantotoiminnan kuin myös heidän tuotteidensa elinkaaren osalta. Jo aikaisemmin mainittu johteiden rasvavoitelu kuluttaa tehdasasetuksilla noin 1,2 kuutiosenttiä voitelurasvaa tunnissa, eli säästö aikaisempaan öljyvoitelujärjestelmään on merkittävä.
Lisäksi uudessa konemallissa on invertterikäyttöinen hydrauliikan korkeapainepumppu, joka on paitsi ekologisempi, myös noin 21% hiljaisempi kuin aikaisempi versio. Paineilmankulutuksen hävikkiä on saatu laskettua ja ilmankulutusta pienennettyä jopa 62% käyttämällä tarkkuuskomponentteja mm. suuttimien osalta.
Modernit servomoottorit ja käytöt puolestaan mahdollistavat hidastusvoiman talteenoton tuottamalla sähköä takaisin järjestelmän käyttöön. Laskennallinen tuotanto 5min kappaleajalla 2 vuorotyössä ottaa talteen n. 2,8% käytetystä sähköenergiasta. www.il-machinery.com
Tänä syksynä toimitettiin Stera Technologies Oy:lle tuhannes Suomeen myyty uusi lastuava Yamazaki Mazakin valmistama CNC-työstökone. Mazakin Suomen edustajalla Wihuri Oy Teknisellä Kaupalla iloittiin saavutetusta merkkipaalusta ja täydellisestä asiakastarpeeseen vastaamisesta.
Mazakin työstökoneet ovat palvelleet yrityksiä eri puolilla Suomea jo yli 50 vuotta. Nyt toimitettu VCN-700 on tuhannes suomalaiselle asiakkaalle toimitettu Mazak-työstökone, kun mukaan ei lasketa käytettyinä ulkomailta tulleita eikä manuaali- tai laserleikkauskoneita. Wihuri Oy Tekninen Kauppa on toiminut Mazakin maahantuojana Suomessa vuodesta 1994 lähtien, jolloin se osti liiketoiminnan Aspolta.
Tuhannennen Mazakin vastaanottajalle Stera Technologies Oy:lle uusi työstökone merkitsee ennen kaikkea parempaa palvelukykyä asiakkaille.
Stera Technologies Oy:lle toimitettu kone oli tuhannes Suomeen myyty uusi lastuava Mazak CNC-työstökone.
”Stera Technologies on sopimusvalmistaja ja suoritamme monia työvaiheita, kuten leikkausta, särmäystä, hitsausta, koneistusta, kokoonpanoa ja maalausta. Koneistus on lisääntynyt meillä koko ajan ja yhä enemmän valmistamme tuotteita, joissa on enemmän jalostusarvoa. Uusi Mazak onnistuu vastaamaan täydellisesti tähän tarpeeseen”, kertoo Stera Technologies Oy:n Tammelan yksikönpäällikkö Tommi Mero.
Uunituoreen koneen myyjä, Mazakin tuotepäällikkö Matti Ranta Tekniseltä Kaupalta on iloinen, että vahva brändi kiinnostaa isojakin yrityksiä, kuten Stera Technologies.
”Mazak tunnetaan japanilaisena yrityksenä ja laatukoneiden valmistajana, johon voi luottaa. Nyt myyty tuhannes Mazak oli näyttelykoneemme, pystykarainen koneistuskeskus VCN-700. Se on uusi malli ja sarjansa isoin kone, joka kuuluu pystykaraisten koneistuskeskusten korkean suorituskyvyn mallistoon. Tässä kaikki meni hyvin, kun asiakas tarvitsi isoliikkeisen ja tuottavan koneen, jollaisen pystyimme toimittamaan heille nopeasti.”
Investoinnilla enemmän jalostusarvoa
Stera Technologies toimii Suomessa ja Virossa seitsemällä eri toimipisteellä. Tuotteisiin ja palveluihin kuuluvat sopimusvalmistus, Stera-laite- ja -jakokaappituotteet, SteraLux LED -valaisinjärjestelmät sekä SteraSmart-tuotantoautomaatioratkaisut ja langattomat tuotantoympäristön seurantajärjestelmät. Uuden työstökoneen investoinnin tullessa ajankohtaiseksi, Mazak nousi esiin parhaalla hinta-laatusuhteella.
Juhlakoneen luovutuksessa vasemmalta: Matti Ranta (Tekninen Kauppa), Marko Hintsanen (Stera), Topias Kujala (Stera), Tommi Mero (Stera), Jani Pulkkinen (Tekninen Kauppa) ja Teuvo Kauppinen (Tekninen Kauppa).
”Mazak on kustannustehokkain vaihtoehto, mutta tärkein syy investoida uuteen koneeseen on kilpailukykymme kasvattaminen. Nyt saamme otettua koneistuksen entistä vahvemmin mukaan valmistusprosesseihin ja lisättyä jalostusarvoa niin, että varmistamme paremman palvelukyvyn asiakkaillemme”, Mero kertoo.
”Tuottavuus paranee roimasti ja voidaankin puhua tuottavuusloikasta, kun verrataan vanhoihin koneisiin”, Stera Technologies Oy:n valmistuspäällikkö Marko Hintsanen lisää.
VCN-700 työstökoneessa on lisätty ominaisuuksia ja tehoa edellisiin malleihin verrattuna, ja modernissa kosketusnäyttöohjauksessa voidaan hyödyntää 3D-mallia ohjelmoinnissa.
”Me Steralla haluamme olla pitkäaikainen ja lähellä oleva kumppani asiakkaillemme tuotekehittelystä lähtien. Uusi Mazak tukee suunnitteluyhteistyön syventämistä asiakkaiden kanssa”, Mero sanoo.
Mazak varmuustekijä tuotannossa
Hintsanen kiittelee, että Teknisen Kaupan palvelu on erottautunut edukseen. Hän odottaa, että alkuperäisvaraosien hyvä saatavuus ja Mazakin omat huoltomiehet pitävät myös jälkimarkkinoinnin tason korkealla.
”Uskon, että omat huoltomiehet ovat hyvän laadun tae ja näin ollen Mazak varmuustekijä tuotannossamme.”
Tekninen Kauppa on keskittynyt työstökoneissa vain yhteen merkkiin.
”Se on ollut kannattava ratkaisu, josta saamme asiakkailta hyvää palautetta. Kun emme rönsyile, hallitsemme yhden merkin perusteellisesti. Tekemällä tiivistä yhteistyötä Mazakin kanssa olemme varmistaneet syvällisen osaamisen ja laadukkaat palvelut. Niiden ansiosta Mazak on saanut hyvän jalansijan Suomessa”, kertoo Teknisen Kaupan Mazakin myyntijohtaja Jani Pulkkinen.
Mazak VCN-700 on uuden sukupolven pystykarainen koneistuskeskus.
Korkean suorituskyvyn koneessa on entistä laajemmat liikealueet.
Ekologinen ja ergonominen harppaus
Stera Technologies panostaa vastuullisuuteen ja työhön jalkautetaan tasaisesti uusia ympäristöystävällisiä toimintatapoja. Mazakin työstökone on yksi askel ympäristövaikutusten vähentämisessä.
”Uusi kone on paljon ekologisempi kuin edellinen. Vastuullisuus on tärkeää isoille asiakkaillemme, joten siihen satsaamalla vastaamme palvelukykyvaateisiin ja takaamme oman liiketoiminnan kehittymisen”, Mero kertoo.
Mazak pitää öljynkulutuksen kurissa rasvavoitelujärjestelmällään eli jatkuvaa öljyvoitelua ei tarvitse tehdä. Energiaa säästäviin ominaisuuksiin kuuluu esimerkiksi led-valaistus. Uusi kone säästää luonnon lisäksi käyttäjää. Ergonomia on hyvä, kun näyttöpaneelia voi säätää ja kurkottelematta pääsee lähelle koneen pöytää.
”Edellisessä koneessamme oli porrasaskelma, mikä oli selvä työturvallisuusriski aina painavampia osia käsitellessä. Nyt on turvallisempaa työskennellä, kun pääsee operoimaan lattiatasolla”, Hintsanen toteaa.
”Moni asia on paremmin kuin entisessä koneessa. Automaatiolla on korvattu työläitä työvaiheita, kuten työkalujen ja työkappaleiden mittausta ”, kertoo koneistaja Topias Kujala, joka on perehtynyt uuteen koneeseen nyt muutaman viikon ajan.
”Uudessa ohjausjärjestelmässä on tietenkin opeteltavaa, mutta kahden päivän käyttökoulutuksella ja puhelimitse saadulla avulla on pärjätty hyvin”, Hintsanen sanoo.
Uusi Mazak nostaa Stera Technologies Oy:n jalostusarvoa Tammelan tehtaalla Forssan seudulla
Uusi ja vanha asiakas
Tuhannes Mazak pääsi yrityksen isoimmalle Tammelan toimipisteelle, jota on laajennettu useampaan kertaan. Stera Technologies on Tekniselle Kaupalle kiinnostava uusi asiakas.
”Stera on mielenkiintoinen asiakas koon, toimipisteiden ja kasvun puolesta. Tekninen Kauppa toimii ympäri Suomea vahvalla palveluverkostolla, joten pystymme palvelemaan tulevaisuudessa myös muita kuin Tammelan toimipistettä”, sanoo Mazakin myyntipäällikkö Teuvo Kauppinen.
Stera Technologies on uusi asiakas Mazakin työstökoneissa, mutta yhteistyö Teknisen Kaupan kanssa on kestänyt jo yli 30 vuotta. Yrityksellä oli hyvällä menestyksellä käytössään Mazak-laserleikkauskone useita vuosikymmeniä ennen koneen siirtoa ulkomaille.
”Olemme ostaneet Tekniseltä Kaupalta myös Finnkliman suodattimia ja nyt vuoden päivät saman merkin ilmastointilaitteita työkoneiden ohjaamoihin, joita valmistamme. Yhteistyö on ollut hyvää tähän asti, ja Mazak-investointi on hienosti vahvistanut sitä”, Mero summaa.