Alkuvuodesta 2025 MTC Flextek Oy Ab ja Nurminen Tools Oy ovat sopineet uudesta yhteistyöstä Fanuc Robodrill -myynnin osalta. Suomen Robodrill-myyntiä hoitaa jatkossa MTC Flextekin lisäksi myös Nurminen Tools.
Yhteistyön tavoitteena on kasvattaa Robodrill-myyntiä ja tarjota asiakkaille entistä kattavampia ratkaisuja. Yrisyetn mukaan yhteistyön ansiosta asiakkaille voidaan tarjota laajempia Fanuc Robodrill -pohjaisia kokonaisuuksia. Lisäksi Nurminen Tools Oy:n edustamat Lehman 5-axis -pöydät ja Lang-kiinnittimet tulevat osaksi MTC Flextekin Robodrill-tarjontaa, mikä mahdollistaa entistä monipuolisemmat ja joustavammat ratkaisut tuotantoon.
MTC Flextek vastaa jatkossakin Robodrill -koneiden asennuksista, koulutuksista ja huoltosopimuksista. Ammattitaitoinen huoltotiimimme suorittaa huollot valmistajan ohjeiden mukaisesti, käyttäen vain alkuperäisiä varaosia, jotta koneet toimivat turvallisesti ja luotettavasti.
”Yhteistyö avaa uusia mahdollisuuksia asiakkaillemme, sillä pystymme tarjoamaan entistä monipuolisempia ja räätälöityjä Robodrill-ratkaisuja. Yhdistämällä osaamisemme ja resurssimme voimme palvella asiakkaitamme tehokkaammin ja tukea heidän tuotantonsa kehitystä kokonaisvaltaisemmin”, toteaa MTC Flextekin toimitusjohtaja Tomi Tiitola.
”Yhteistyöllä pystymme yhdessä tarjoamaan asiakkaille vielä kattavammin palveluita, tuote sekä toimittaja vaihtoehtoja. Pystymme löytämään uusia innovaatioita asiakkaan toiminnan ja kilpailukyvyn kehittämiseen kiristyvässä kilpailussa tuotannon valmistuksessa”, kertoo Nurminen Toolsin toimitusjohtaja Sami Hellsten.
Yhteistyön myötä MTC Flextek sekä Nurminen Tools voivat palvella asiakkaita entistä kattavammin ja tarjota ratkaisuja, jotka tukevat heidän liiketoimintansa kasvua ja tehokkuutta. Molemmat osapuolet uskovat, että tämä kumppanuus vahvistaa Robodrill-tuotteiden asemaa markkinoilla ja luo uusia mahdollisuuksia asiakkaille eri teollisuudenaloilla.
”Toivotamme Nurminen Toolsin tervetulleeksi vahvaksi ja arvostetuksi Robodrill -jälleenmyyjäksi, joka yhdessä pitkäaikaisen ja menestyksekkään yhteistyökumppanimme MTC Flextekin kanssa tuottaa huippuosaamista ja innovaatioita suomalaiselle työstökoneteollisuudelle”, sanoo Bob Struijk, Fanuc Nordicin toimitusjohtaja.
Peltitarvike Oy:n toiminta laajentuu, kun Keravan Teräsmiehet Oy liittyy yrityskaupan myötä osaksi perheyritystä Peltitarvikkeen sisaryhtiönä.
Keravan Teräsmiehet Oy on erikoistunut ohutlevyosien ja kokonaisuuksien valmistukseen alihankintana kone- ja laitevalmistajien tarpeisiin. Vuonna 1965 perustettu Peltitarvike Oy kotimaisten kattokaivojen, linjakuivatuskourujen sekä kattoturvatuotteiden valmistaja.
Yritysten mukaan kaupan myötä molemmat yhtiöt pystyvät tarjoamaan asiakkailleen entistä monipuolisempia palveluita sekä vahvistamaan ohutlevytuotteiden valmistuksen osaamistaan.
Pitkällä kokemuksella
Keravan Teräsmiehillä on yli 30 vuoden kokemus sekä omien ohutlevytuotteiden, kuten jakokeskusten runko-osien ja koteloiden, valmistuksesta että alihankintapalveluiden tuottamisesta.
Tällä hetkellä noin 70 % Keravan Teräsmiesten tuotannosta on suoraa alihankintaa. Yritys on tehnyt merkittäviä investointeja noin 5300 m2 tuotantotiloihinsa ja tällä hetkellä tuotannon konekantaan kuuluvat muun muassa levytyökeskukset, laserleikkurit ja särmäysrobotti, mahdollistaen tehokkaan ja laadukkaan tuotannon.
Peltitarvike Oy:nn toimitusjohtajan Kristian Bärlundin mukaan yrityskauppa yhdistää kaksi vahvaa metalliteollisuuden toimijaa, joilla on yhteensä lähes vuosisadan kokemus ohutlevytuotteiden valmistuksesta. Samalla se vahvistaa molempien yhtiöiden asemaa luotettavana, kotimaisena metalliteollisuuden kumppanina.
”Peltitarvikkeella ja Keravan Teräsmiehillä on vahva perheyrityskulttuuri, samanlainen arvomaailma ja pitkät perinteet metalliteollisuudessa,” toteaa Bärlund, Peltitarvike Oy:n toimitusjohtaja ja yksi kolmesta omistajaveljeksestä.
Toiminnot jatkuvat kuten aiemminkin
Yrityskaupassa Keravan Teräsmiesten omistaja vaihtuu, mutta Sami Tamm jatkaa yrityksen toimitusjohtajana kuten aiemminkin. Yrityksen toimintaan ja henkilöstön asemaan omistajanmuutoksella ei ole vaikutusta.
”Teräsmiesten ja Peltitarvikkeen omistajien välinen samanhenkisyys ja yhtenevä arvomaailma luovat pohjan erinomaiselle tulevaisuudelle. Tämä painoi vaakakupissa lopullisessa päätöksenteossa, kun valitsimme uutta omistajaa,” kertoo Sami Tamm.
Rakenteensa avulla VSM Xelerion mahdollistaa virheettömän ja tasalaatuisen pinnanlaadun, varmistaen kuitenkin samalla korkean aineenpoiston. Tällä tavoin voidaan myös vähentää hiontaprosessin vaiheita ja nostaa tehokkuutta. VSM Xelerion on suunniteltu erityisesti ruostumattomille teräksille ja ei-rautametalleille, mutta se soveltuu myös muille materiaaleille.
VSM Xelerionin hyötyjä ovat korkea ja tasainen laatu peilipintaan asti, aggressiivinen ja jatkuva aineenpoisto. Joustava taustamateriaali parantaa käytettävyyttä ja optimaalinen voiman ja lämmön tasapaino vähentävät hiottavan kappaleen väri- ja muotomuutoksia.
Uutuus on myös käyttäjäystävällinen, haju-, ääni- ja pölyhaittoja aiheutuu perinetsisä ratkaisuja vähemmän, ja se soveltuu hyvin vähäisen pintapaineen kohteisiin. Tuotetta voidaan käyttää myös käsikoneilla tapahtuvaan hiontaan. Saksalainen VSM Abrasivesin historia ulottuu vuoteen 1864. Yritys on yksi maailman johtavia hiomatarviketuottajia ja valmistaa metalliteollisuudessa käytettäviä hiomakankaita sekä näiden jatkojalosteita, kuten hiomanauhoja, fiiberikiekkoja ja -arkkeja. VSM on erityisesti tunnettu asiakkaiden prosesseihin liittyvästä asiantuntemuksestaan, yrityksen oma VSM Technical Center sijaistee Saksassa.
VSM valmistaa itse tuotteiden hiomajyvät, joka takaa tuotteiden toimintavarmuuden ja valmistajan itsensä edellyttämän tasaisen korkean laadun sekä edelleen asiakkaalle kustannustehokkaan aineenpoiston. www.maantera.fi
Linna Trade Oy täyttää tänä vuonna 30 vuotta. Vuodet vierivät, mutta ydinajatus pysyy: siihen kuuluvat asialliset tuotteet, kokonaispalvelu ja sitä kautta tyytyväinen asiakas, sanoo toimitusjohtaja Jari Linna.
Linna Trade on Tampereelta toimiva myyntiyritys, jonka tarina alkoi vuonna 1995. Tampellalla konepajainsinöörinä ja konepajan johtotehtävissä pitkään töitä tehnyt Mauri Linna perusti kokemuksensa pohjalta tuolloin oman yrityksen.
Syntyi Linna Trade Oy, joka alkoi tarjota ammattikäyttöön soveltuvia, tuottavia ja hinnaltaan järkeviä kierteityskoneita, tangonvetolaitteita, esiasetuslaitteita ja digitaalisia näyttölaitteita suoratoimituksina valmistajilta asiakkaille. Vuonna 2003 Maurin poika Jari Linna otti ohjakset haltuunsa ja yritys siirtyi seuraavalle sukupolvelle. ”Isä teki aikanaan valtavan jalkatyön vieraillen Suomen konepajoissa, loi tukevan perustan nykyiselle toiminnalle, jota on ollut tässä mielenkiintoista jatkaa ja kehittää omin maustein. Markkinoiden toimintatavat ovat muuttuneet ajan myötä. Jalkatöitä on nyt vähemmän, netissä tapahtuu. Digitalisaation mahdollisuuksiin olemme satsanneet kovasti” Jari Linna sanoo.
Tarjonta ja kokonaispalvelu
Kautta vuosien Linna Trade toiminnassa juuri kierteityskoneet, tangonvetolaitteet, esiasetuslaitteet ja digitaaliset näyttölaitteet ovat aina olleet keskeinen ydin.
Päämiehet ja tuotevalikoima ovat vaihdelleet kysynnän ja kokemusten myötä. Tänä päivänä perinteisen tarjonnan lisäksi palettiin kuuluu myös metallin työstökoneita. Kotimaan pajojen lisäksi myös vientiä yrityksellä on jonkin verran, laitteita toimitetaan Viroon, Ruotsiin ja Norjaan.
Jari Linnan mukaan vuodet kuluvat, mutta ajatus on ja pysyy. Siinä sopiva tarjonta ja kokonaispalvelu korostuvat.
”Meille toiminnan dynamo ja päämäärä on aina tyytyväinen asiakas. Asiakkaat etsivät meiltä ratkaisuja tuotannon kehitystarpeisiinsa ja siinä asiantuntemuksemme auttaa. Pitkässä kaaressa asiakastyytyväisyyteen saavuttamiseen kuuluu vastuu tuotteista koko niiden elinkaaren ajan. Pyrimme varmistamaan, että asiakas ei osta kertakäyttötavaraa, vaan tarjoamme edustamillemme tuotteille kattavat elinkaaripalvelut, kuten varaosatoimitukset, takuukorjaukset, huollot, korjaukset, asennukset, käyttöönotot ja koulutukset. Näissä asioissa kumppaneinamme ovat tehtaat ja kotimaiset yhteistyökumppanit. Ja pienkoneille meillä on lisäksi oma huolto”, Jari Linna kertoo.
Linna Trade jatkaa eteenpäin luottavaisin mielin, sanoo Linna Traden toimitusjohtaja Jari Linna. Hän on luotsannut tänä vuonna kolmenkymmenen vuoden ikään ehtivää perheyritystä yli 20 vuotta.
Vakaalla pohjalla
Jari Linnan mukaan Linna Trade on saanut kehittää toimintaansa keskimäärin suotuisissa merkeissä. ”Mitään isompia haasteita ei ole ollut, vuoden 2008 lama ja korona-aika koittelivat jonkin verran niin meitä kuin muitakin. Vakiasiakkaidemme ansiosta perustamme on kuitenkin vakaa ja tuotteemme usein sellaisia, joilla hiljaisina niin kutsutusti teroitellaan veitsiä. Sen myötä kauppa käy haastavimpanikin aikoina.”
”Toimittamaamme kalustoa on niin paljon myös maailmalla, että varaosamyyntikin on mittavaa. Tuotepaletin osalta on vaihtelua, mutta tyytyväinen saa olla, että hiipuneiden tuotteiden tilalle on aina tähän mennessä löytynyt aina uusia vaihtoehtoja”, Jari Linna toteaa.
Vakautta on tuonut toki sekin, että yritys on pitänyt tarjontansa kärjen terävänä.
”Meillä on konekaupan kentällä oma tonttimme, mikä toimii ja mitä olemme kehittäneet eteenpäin. Olemme halunneet pitää yrityksen kompaktina ja hyvin hallittavana.
”Keskeistä meille on, että toimittamamme tuotteet ovat innovatiivisia, ergonomisia, ne on tarkoitettu ammattikäyttöön ja myös niiden hinta/laatu on järkevä. Uudet tuotteet tutkimme huolella, jotta ne täyttävät vaatimuksemme. Oma suora maahantuonti pitää tuotteiden hinnan osaltaan kilpailukykyisellä tasolla”, Linna sanoo.
Avoimin mielin eteenpäin
Jatkoon tasavuosiaan vietävä yritys suuntaa luottavaisin mielin.
”Jatkamme hyväksi todetulla toimintatavalla avoimin mielin kaikelle uudelle. Pyrimme seuraamaan markkinoita koko ajan, jotta voimme tarjota asiakkaillemme uusia innovaatioita. Juuri nyt parhaillaan odottelemme erään päämiehemme täysin automatisoidun porakierteityskoneen valmistumista. Laajemmin ottaen työstökonemyynti on tuonut viime aikoina toimintaamme jälleen annoksen uutta ilmettä”, kertoo Jari Linna.
Tekupit Oy järjesti Open Housen tiloissaan Pirkkalassa marraskuulla. Tilaisuuteen toi juhlavaa tuntua se, että tänä vuonna Tekupit täyttää 20 vuotta.
Työstökoneiden varaosiin ja varusteisiin keskittyvän Tekupitin tuotteita ovat nauha-, levy- ja putkiskimmerit ja muljupumput. Lisäksi Tekupit myy mm. lastunkuljettimia sekä laitteita öljysumun poistoon sekä lastuamisnesteen suodatukseen. Tuotevalikoimassa ovat mm. monenlaiset öljysumuimurit sekä erilaiset suodatuslaitteet.
Automaatiosuunnitteluun mahdollistaa tuotekokonaisuuksien räätälöinnin asiakkaan tarpeiden mukaan. Yksi uutuus paletissa on automaattinen lastuamisnesteen sekoitus- ja jakelujärjestelmä. Kaikista näistä tuotteista ja teemoista oli tietoa ja esimerkkejä Open Housessa tarjolla. Maistuva ruokatarjoilu siivitti Pirkkalan tapahtumaa.
Kuva ylhäällä: Työstökoneiden varaosia ja varusteita 20 vuotta: juhlavuoden tunnelmat siivittivät Tekupitin Open Housea marraskuussa. Jari Vainio (etualalla) ja Jouni Pääskynen isännöivät tapahtumaa.
Motorsport Valley Englannissa on monille moottoriurheilua tunteville tuttu paikka. Yksi siellä toimiva yritys on vaativaan komponenttituotantoon erikoistunut CNC Techniques.
Formula 1 on maailmanlaajuinen ilmiö, ja seitsemän kilpailevaa tiimiä kymmenestä sijaitsee Yhdistyneessä Kuningaskunnassa. Suuri osa F1:een liittyvistä töistä suoritetaan paikassa, joka on tullut tunnetuksi nimellä Motorsport Valley Oxfordshiren ja Midlandsin alueella. Täällä suuri ryhmä yrityksiä tuottaa huipputason teknologiaa niin F1:lle kuin myös Formula Electric -sarjaan, F2:een, F3:een ja GT3:een. Motorsport Valleyssä toimii arviolta 4300 yritystä, jotka työllistävät noin 41 000 henkilöä. Yksi tällainen yritys on Oxfordshiressä sijaitseva työstökoneiden erikoisalihankkija CNC Techniques Ltd.
Pöydän avulla mahdollistuu viisipuolinen työstö yhdessä kokoonpanossa.
Vaativia materiaaleja
Paul Eden perusti CNC Techniquesin vuonna 2014 tehtyään aiemmin tarkkuustyöstön alihankintatöitä McLaren- ja Williams FI-tiimeille. CNC Techniques on erikoistunut koviin materiaaleihin, kuten titaanin sekä Waspaloy-, Inconel-, Hastelloy-, Kovar-, Invar- ja Rene 41 -seosten työstöön. Paul Eden näki aikanaan tämän F1:n alihankintatyöstön haastavan puolen tilaisuutena, jota kaikki alihankkijat eivät mielellään tee, palkkasi kokemuksensa pohjalta ammattitaitoisen henkilökunnan ja sekä asiaankuuluvat työstökoneet, niihin liittyvät varusteet ja alkoi töihin. F1-yhteisössä tieto CNC Techniquesin kapasiteettien kirjosta kulki eteenpäin, ja nuori yritys vakiinnutti uskollisen asiakaskunnan. Tällä tiellä kehittyvällä sektorilla mennään edelleen. ”Vuonna 2019 moottoriurheilun liikevaihto oli UK:ssa yhdeksän miljardia puntaa, yli kaksi kertaa enemmän kuin kaksikymmentä vuotta aikaisemmin. Britanniassa valmistetaan enemmän F1-autoja kuin missään muussa maassa, ja Britannian tiimit ovat menestyneet erittäin hyvin. Intohimoisena moottoriurheilufanina toimin ylpeästi tällä menestyksekkäällä sektorilla”, sanoo Eden.
Joustavuutta pyöröpöydällä
CNC Techniques työstökapasiteettien tukipilareihin kuuluvat 5-akseliset ja 3-akseliset työstökoneet. CNC Techniques sijoitti hiljattain pyöröpöytään kahden lisäakselin hankkimiseksi yrityksen kolmiakseliseen koneeseen sekä työstön joustavuuden lisäämiseksi. Edenin mukaan CNCV Techniques on kiireinen koko vuoden, mutta töiden määrä yli kaksinkertaistuu perinteisinä kiireisinä F1-kuukausina joulukuusta helmikuuhun. ”Tästä syystä meidän on tehtävä töitä paitsi kellon ympäri, työskenneltävä älykkäämmin ja käytettävä suurempaa joustavuutta tarjoavia laitteita.” Ratkaisuksi valikoitui kolmiakselisen koneen varustaminen pyöröpöydällä ja siten kallistuvalla A-akselilla ja/tai pyörivällä C-akselilla.
CNC Techniques on erikoistunut koviin materiaaleihin, kuten titaanin sekä Waspaloy-, Inconel-, Hastelloy-, Kovar-, Invar- ja Rene 41 -seosten työstöön.
”Lisäjoustavuus oli suurin syy kahden lisäakselin asentamiseen kolmiakseliseen työstökeskukseemme ja pyöröpöydän hankintaan”, Eden sanoo. Prosessissa pöytä valittiin vertailun jälkeen pT Lehmannin mallistosta. ”Palvelu toimi, kysymyksiini vastattiin nopeasti, ja Lehmannin tekninen henkilökunta teki rakentavia ehdotuksia. Sen lisäksi, että pöydän avulla mahdollistuu viisipuolinen työstö yhdessä kokoonpanossa, minulle vakuutettiin, että CNC-pyöröpöytä kestää haastavien materiaalien työstön yhteydessä käytettäviä voimia ja tarjoaisi lisäksi välttämättömän korkean vaatimustason tarkkuuden.” Pyöröpöydän asensivat CNC Techniquesilla kaksi teknikkoa, jotka tekivät kaikki liitännät kolmiakselisen Hurco VMX 30 -työstökoneen ohjausjärjestelmään. ”Tajusin pyöröpöydän koekäyttöä tarkkaillessani, kuinka helppokäyttöinen se on. Käytämme nyt pyöröpöytää LANG Technikin työkappaleen pitimen rinnalla. Työpöytä kestää hyvin haastavien materiaalin yhteydessä käytettävät työstövoimat, on helppo- ja nopeakäyttöinen, ja se myötävaikuttaa merkittävästi 3+2-akseliseen työstökapasiteettiimme”, Paul Eden toteaa.
CNC Techniques Ltd Alihankintatyöt, komponentit Perustettu 2014 Toimipaikka Oxfordshire
Peter Lehmann AG
Sveitsiläinen CNC-kääntöpöytien ja muiden metallintyöstöön liittyvien komponenttien valmistaja. Suomen edustaja: Nurminen Tools Oy
Tekupit jatkaa palettinsa terävöimistä. Tuotekirjo vahvistuu, asiakaspalvelu on saanut lisävoimia. Tämän hetken uutta tuotetarjontaa edustaa mm. järjestelmä, mikä automatisoi lastuamisnesteen sekoituksen- ja jakelun.
Tekupit toimii Pirkkalassa ja tuotteita ovat työstökoneiden varaosat ja varusteet. Niiden parissa yritys on toiminut nyt 20 vuotta. Niihin vuosiin mahtuu monipuolista kehitystä.
”Mielenkiintoisia vuosiahan ne ovat olleet. Tuotekirjo on vuosien varrella laajentunut asiakaskysynnän mukaan. Suunta jatkuu”, sanoo yrityksen perustaja ja toimitusjohtaja Jari Vainio.
Skimmereistä pumppuihin ja suodatinlaitteisiin
Tekupitin paletissa ensimmäiset tuotteet olivat skimmerit. Nauha-, levy- ja putkiskimmerien lisäksi yritys toimittaa lastuamisnesteiden kunnossapidon alueelle myös muljun sekoittimia ja refraktometrejä.
Niin ikään muljupumput eri paine- ja tuottoalueille ovat kuuluneet valikoimiin pitkään.
Skimmerien ja muljupumppujen lisäksi tuotevalikoima on laajentunut muille tuotealueille. Jo muutaman vuoden ajan Tekupit on myynyt mm. lastunkuljettimia, viime vuosien täydennyksiä Tekupitin palettiin ovat mm. laitteet öljysumun poistoon sekä lastuamisnesteen suodatukseen. Tuotevalikoimassa ovat mm. monenlaiset öljysumuimurit sekä erilaiset suodatuslaitteet.
Tuoreita lisäyksiä tarjontaan
Jari Vainion mukaan uutta tarjontaa Tekupitin mallistoon tulee säännöllisesti.
Mm. nyt 40 ja 70 barin korkeapainepumput yhdessä Micronfilter-kangassuodatuslaitteiden kanssa ovat saatavana myös 400 litran säiliöllä valmiina kokonaisuutena.
”Työstökoneiden säiliöt ovat usein suhteellisen pienet eli on tarvetta isommille. Tässä on ratkaisu sellaisiin tarpeisiin. Iso nestetilavuus auttaa pitämään nesteen lämpötilan vakaana”.
Yksi uutuus paletissa on automaattinen lastuamisnesteen sekoitus- ja jakelujärjestelmä.
”Tämän Dazzle-järjestelmän myötä ei tarvita manuaalista lastuamisnesteen tason tarkkailua. Järjestelmä automatisoi emulsion sekoituksen ja työstökoneiden nestesäiliöiden täytön ja skaalautuu sujuvasti moniin erilaisiin tarpeisiin yksittäiskoneista suuriin linjakokonaisuuksiin saakka.”
Kehittyvää asiakaspalvelua
Työstökoneiden varaosat ja varusteita yritys toimittaa asiakaskunnalleen Suomeen ja yhä enemmän myös vientiin. Itse asiassa suurimmat yksittäiset asiakkaat ovat Suomen ulkopuolella.
”Esimerkiksi muljupumppuja viedään Eurooppaan jälleenmyyjien kautta”, sanoo Jari Vainio.
Laajentuva toiminta vaatii henkilöresursseja ja sitä seikkaa edesauttaa nyt osaltaan tuore vahvistus henkilökunnassa, Jouni Pääskynen.
”Saamme jaettua kiirettä ja Jouni tuo muutenkin uusia mahdollisuuksia mukaan mm. automaatiosuunnitteluun mahdollistaen tuotekokonaisuuksien räätälöinnin asiakkaan tarpeiden mukaan. Tässä työssä nopeus ja tehokkuus ovat valttia, ja asiakaspalvelussa yksi henkilö lisää tietysti edistää asioita isosti”, Jari Vainio sanoo.
Tekupit Oy käynnistyi 20 vuotta sitten Pirkkalassa ja samassa pitäjässä se toimii edelleenkin. Varastoaan yritys piti pitkään Tampereen Ruskossa, mutta useita vuosia varasto on toiminut Pirkkalassa. Käytössä Pirkkalan lentokentälle vievän tien läheisyydessä ovat 140 neliömetrin tilat.
Kari Harju
Kuva ylhäällä: Tekupitin tuotekirjo laajenee ja väki vahvistuu, kertoo Jari Vainio (oikealla). Jouni Pääskynen (vasemmalla) jakaa kiirettä ja tuo uusia mahdollisuuksia myös automaatiosuunnitteluun ja siten tuoteräätälöintiin.
Tuotantokoneiden modernisointi on kätevä tapa tehostaa valmistusta myös rajoitetuissa olosuhteissa. Esimerkki Saksasta, kolmen henkilön tiimillä pienissä tiloissa toimiva CNC Griesshaber on viime vuosina kasvanut vahvasti tuotantokalustoaan modernisoimalla ja automatisoimalla ilman että henkilömäärää olisi tarvinnut laajentaa tai muuttaa suurempiin tiloihin.
CNC Griesshaber tarjoaa tuotantopalveluja autoteollisuuden, koneenrakennuksen ja lääkinnällisen laitteiden tekniikan alalla.
Yli 30 vuotta alalla toimineen yrityksen töissä painopisteessä on hiekasta ja alumiinivalusta valmistettujen rakenneosien tarkkuustuotanto.
WH 3:n makasiini DMP 70 tarjoaa tilaa 600 työkappaleelle ja mahdollistaa miehittämättömän valmistuksen jopa 15 tunnin ajan.
Kolmen hengen tiimillä töitä tekevä yritys toimii rajoitetuissa tiloissa, joka aiemmin on ollut autohalli. Jotta pienestä tuotantopinta-alasta huolimatta kilpailukyky saadaan säilymään, CNC Griesshaber on investoinut viime vuodet säännöllisesti konekannan uudistamiseen.
Kompaktia automaatiota
CNC Griesshaberin päivittäiset haasteet koostuvat vaativaa valmistusta edellyttävien toimeksiantojen vastaanottamisesta.
”Olemme erikoistuneet hiekka- ja alumiinipainevaluun. Alumiinivalusta valmistetut työkappaleet ovat usein haastavia ja vaikeita käsitellä”, kertoo Florian Griesshaber, perheyrityksen kolmannen polven edustaja ja yrityksen toimitusjohtaja vuodesta 2014 lähtien.
Alan osaamisen lisäksi CNC Griesshaberin vahvuus on eräkokojen kirjo.
”Katamme kaiken alkaen pienistä 50 kappaleen koostuvista sarjoista aina 250 000 kappaleen suuriin sarjoihin asti.”
Griesshaberilla ratkaisu pienen yrityksen menestymiseen kilpailussa on ollut tuotannon modernisointi ja automaation lisääminen.
Siirtyminen automatisoituun valmistukseen tapahtui, kun vuonna 2018 yrityksen DMG Mori CMX 70 U -koneistuskeskus uudistettiin 5-akseliseksi kääntöpöytäratkaisun avulla.
CNC Griesshaber on erikoistunut hiekasta ja alumii¬nivalusta valmistettujen rakenneosien tarkkuustuotantoon. (Kuvat pl Lehmann (kuva 2), Griesshaber/DMG Mori)
Kääntöpöytien valmistajan pL Lehmannin toimittama ratkaisu mahdollisti valmistuksen pitkälle 24/7 -periaattein.
Seuraava askel yrityksessä oli investointi 4-akseliseen DMP 70-koneistuskeskukseen. Sen yhteyteen hankittiin WH 3 Cell- automaatio.
Taustalla oli yksi viimeaikojen suuri toimeksianto, mikä käsitti valonheitinkomponenttien valmistuksen alumiinipainevalusta. Kyseessä oli Euroopan laajuinen kilpailu, jonka CNC Griesshaber voitti.
”Jotta jatkossa oli mahdollista toimittaa taloudellisesti 4000 komponenttia viikossa, tarvitsimme tehokkaan automaatioratkaisun. Koska tuotantopinta-alaa ei voitu laajentaa, täytyi automaatioratkaisun olla mahdollisimman kompakti. Näin ratkaisuksi tuli DMP 70 WH 3Cell -robotin kanssa, Kokonaisuus vei lattialta vain 8,8 m2 tilan, ja se oli meille mainio ratkaisu”, Griesshaber sanoo.
Turnkey-ratkaisu kolmivuorotyöhön
Valmistusratkaisun suunnittelun yhteydessä huomioitiin CNC Griesshaberin erikoistarpeet.
Griesshaber valmistaa alle 9 m2 pinta-alalla yli 4000 valonheitinkomponent¬tia viikossa kolmessa vuorossa.
”Robotissa on tarttuja, mihin voidaan kiinnittää neljä kappaletta samanaikaisesti. Kappaleet sijoitetaan kohdistusasemalla paikalleen ja työstöä varten on asennettuna erityinen kiinnityslaite.”
WH 3 Cell -koneen kapasiteetti on täysin käytössä.
”Kone toimii jopa 15 tuntia yksikseen. Kolmivuorotyö on siis käytännössä mahdollista näin ilman lisähenkilökuntaa”, kertoo Griesshaber.
DMP 70:ssa inline-karan kierrosluku on 10.000 min−1 ja vääntömomentti 78 Nm, valinnaisesti käytettävissä myös 24.000 min−1 ja 52 Nm. Suurilla sarjoilla, joita CNC Griesshaber koneella valmistaa, 1,5 sekunnin lastu/lastu-ajat merkitsevät tuottavuuden kannalta paljon. Kiihtyvyys on 2 g, pikaliikkeet 60 m/min/ X, Y ja Z.
”Tulevaisuus on automatisoidussa valmistuksessa”
CNC Griesshaber hankki automatisoidun DMP 70:n, kun 5-akseliseksi muokatusta CMX 70 U:sta saatiin hyviä kokemuksia. Koneet toimivat yrityksen mukaan luotettavasti, pikaiseen huoltoapuun tarvittaessa yritys käyttää asiakasportaalia, häiriöt ilmoitetaan verkon kautta suoraan eteenpäin huollon asiantuntijalle.
Florian Griesshaberin mukaan yrityksen tulevaisuus on ilman muuta automatisoidussa valmistuksessa.
”Modernisointi ja automaatiopanostukset osoittivat, että voimme olla kilpailukykyisiä myös tulevaisuudessa nykyistä konekantaamme uudistamalla. Jatkossa automatisoimme 5-akselisen työstön”, sanoo Griesshaber.
CNC Griesshaber
Hiekka- ja alumiinipainevalusta valmistettujen osien tarkkuuskäsittely
Perustettu 1993
Toimipaikka Königsfeld, Saksa
pL LEHMANN
Sveitsiläinen CNC-kääntöpöytien
ja muiden metallintyöstöön liittyvien komponenttien valmistaja.
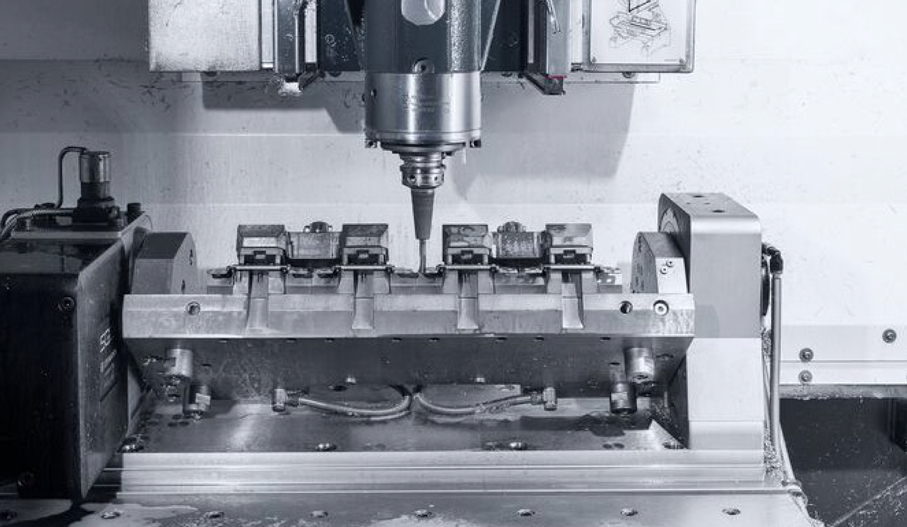
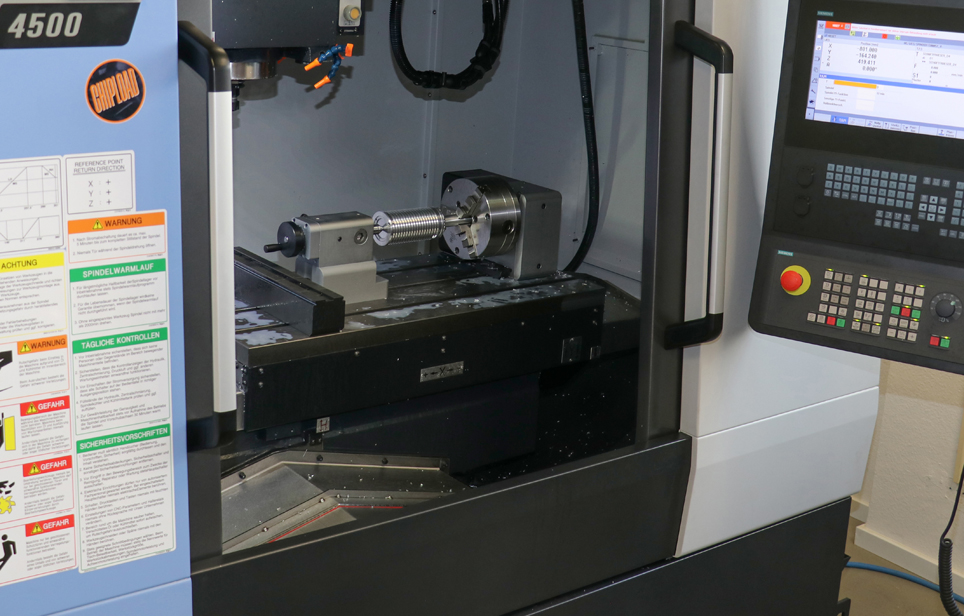
Tämän päivän valmistus edellyttää tehokkaita ja joustavia tuotantoratkaisuja. Saksassa Weiterstadtin kaupungissa toimiva uusi korkeataajuusmoottorikarojen valmistaja Spinology GmbH investoi konekantaansa 3-akselisen koneistuskeskuksen, mikä muokattiin 4-akseliseksi kääntöpöydän avulla.
Vuonna 2020 perustettu Spinology on yksi Saksan nuorimpia moottorikarojen valmistajia. Yritystä pyrittävät neljä nuorta koneinsinööriä Andreas Schleifer, Marc Schmidt-Winterstein, Dominik Eschenbach ja Marcel Linke. Jo opiskeluaikoina he joutuivat tekemisiin moottorikarojen kanssa, huomasivat innostuneensa ja keräsivät opiskelun jälkeen kokemusta alalta, kunnes päättivät yhdessä toteuttaa karaideansa ja perustaa yrityksen.
Yritys käynnistyi sopivien tilojen etsimisen ohella ensimmäisen tuotteen, korkeataajuisen moottorikaran, kehittely.
”Haluamme tuoda markkinoille kompakti ja suorituskykyisen moottorikaran, joka voidaan konfiguroida asiakkaan toiveiden mukaisesti, joka on 100 % Made-in-Germany. Tätä varten tutkimme karan koko rakenteen, asetimme jopa hyväksi todetut tekijät kyseenalaisiksi ja etsimme uusia ratkaisuja”, kertoo toimitusjohtaja Andreas Schleifer, joka vastaa yhdessä Marc Schmidt-Wintersteinin kanssa kehitystyöstä ja suunnittelusta.
Tästä syntyi Spinology X22. Vuonna 2021 lanseerattu moottorikara on rakenteeltaan modulaarinen. Karoja löytyy sekä ilma- että nestejäähdytyksellä, huipputeholla, maks. 7,5 kW, sekä kierrosluvulla maks. 50 000 min-1. Rakenne mahdollistaa monenlaisia versioita ja asiakaspiiri on laaja teollisuuden työkalukoneiden ja laitteistojen valmistajista yksityisiin alan harrastajiin.
Päämääränä korkea oman valmistuksen osuus
Kaikki moottorikaran pääkomponentit, kuten kotelo ja jäähdytyslevyt sekä akselit, laakeri-istukat syntyvät omassa tuotantohallissa, ja tulevaisuudessa on tarkoitus laajentaa oman valmistuksen osuutta edelleen esimerkiksi käyttämällä itsekehitettyjä moottorielementtejä. ”Teemme korkean teknologian valmistusta ja sen vuoksi on tärkeää, että lastuavat työkalukoneemme sopivat vaatimuksiimme mm. tarkkuuden, joustavuuden ja suorituskyvyn osalta” painottaa Marc Schmidt-Winterstein.
Moottorikaran jäähdytyslevy voidaan työstää neljällä akselilla interpoloivasti.
Konehankinnan yhteydessä yritys harkitsi aluksi 5-akselisen monitoimisorvin harkintaa, mutta päätyi joustavuus- ja kustannussyistä kolmiakseliseen koneistuskeskukseen.
”Kehitämme monta erilaista prototyyppiä ja piensarjaa samaan aikaan, joten koneet pitää varustella usein uudelleen. Siihen kaksi konetta, sorvi- ja jyrsinkone, sopivat mielestämme parhaiten. Yritys hankki Y-akselilla, vastakaralla ja pyörivillä työkaluilla varustetun sorvin ja kolmiakselisen jyrsinkoneiseen, joka on varustettu ylimääräisellä, työpöydälle asetettavalla neljännellä akselilla. Mm. koteloiden ja jäähdytyslevyjen käsittelyyn CNC-kääntöpöytä sopi hyvin.
Valituksi tuli pystykarainen Doosan DNM 4500, kone jäykällä rakenteella ja sitä myötä tarkkuudella, mikä myös kokonsa puolesta Spinology-tuotteisiin.
Työpöydän mitat ovat 1000 x 450 mm, joten siinä on tarpeeksi tilaa ylimääräiselle CNC-akselille. Kääntöpöydäksi valittiin pL Lehmann malli EA-510 useammankin suosituksen perusteella
”Aluksi ajattelimme, että ratkaisu ylittää budjettimme, mutta koska laatu on korkea, ratkaisu on pitkällä aikavälillä taloudellinen”, kertoo Marc Schmidt-Winterstein.
Paineenalennin ja ilmaöljysumutin on sijoitettu koneen taakse.
CNC-kääntöpöytä interpoloivana akselina
EA-510-mallin CNC-kääntöpöytä sopi parhaiten kokonsa, tehoparametriensä kuten nopeuden, kiinnitysvoiman ja työkappalekuormien puolesta yrityksen kokoonpanoihin.
Asennus oli vielä tietynlainen haaste, koska Spinology-insinöörit huolehtivat siitä itse ja halusivat tutustua tekniikkaan itse. Valmistajan tuella kääntöpöytä oli asennettu kuitenkin nopeasti ja sitä ohjataan CNC:n koneen kautta. Ohjelmointi tapahtuu CAM-ohjelmiston ja kääntöpöytää varten laaditun postprosessorin avulla.
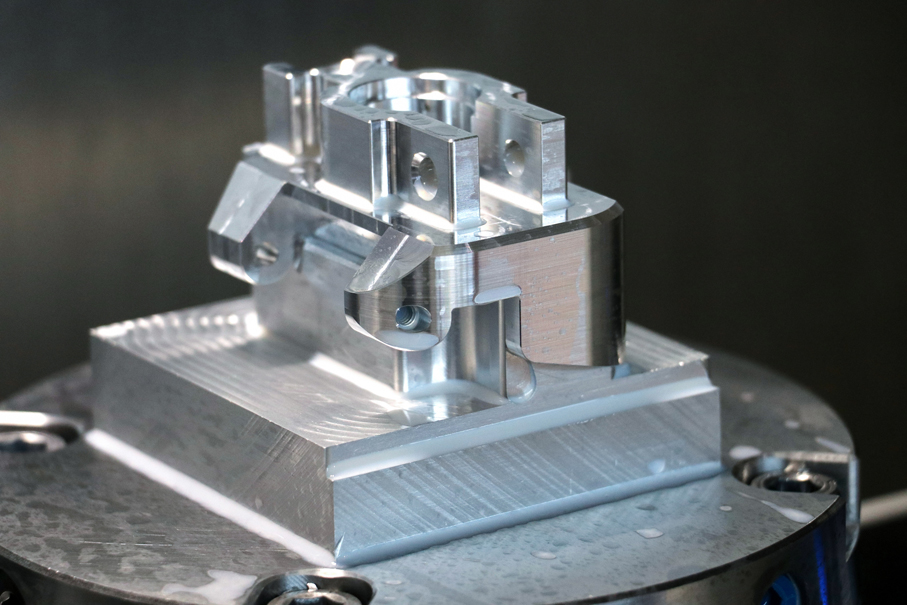
Spinology työstää pL-kääntöpöydällä varustetussa työstöyksikössä muun muassa suorakulmaisia kotelon osia tyypillisesti viistotuilla reunoilla.
Myös erikoismuotoiltuja alumiinisia jäähdytyslevyjä työstetään työstöyksikön avulla. Erityisen mielenkiintoinen on nestejäähdytin, joka vaatii neljän akselin interpoloivia liikkeitä. ”Tässä neljäs akseli on ratkaiseva etu. PGD-vaihteiston avulla myös tehokas simultaanikäsittely on mahdollista”, sanoo Andreas Schleifer. ”
Prototyyppivaiheen jälkeen Spinology käynnisti piensarjavalmistuksen.
”Ratkaisu sopii täydellisesti tarkkaan ja laadultaan optimaaliseen tuotantoon. Seuraavana on vuorossa koneiden automatisointi, ja kun seuraavan koon karat on kehitetty, mahdollisesti toinen samantapainen kone-kääntöpöytä-yhdistelmä”, Schleifer kertoo.
Kun tuotanto kaipaa lisätehoja, kolmiakselisten koneistuskeskusten varustaminen viisiakseliseksi on yksi taloudellinen ja usein myös nopea tapa tuotannon kehittämiseen. Viisiakselisuus tuo joustavuutta, kertoo seuraava esimerkki Sveitsistä.
Samuel Werder AG on sopimusvalmistaja tarkkuusmekaniikan alueella. Tarkkuus, joustavuus ja luotettavuus ovat ominaisuuksia, joihin sveitsiläinen Werder Feinwerktechnik ilmoittaa nojanneensa yli kuuden vuosikymmenen mitalta.
Toinen uusista Brother-jyrsin-/porausyksiköistä on Speedio R650X2. Tällä hetkellä molemmat pöydänpuolikkaat on varustettu kaksiakselisella pL Lehmann CNC-kääntöpöydällä.
Töistä yrityksessä vastaa ammattitaitoinen valmistustiimi ja moderni CNC-konekanta.
Yritys palvelee asiakkaitaan yksittäisistä osista sarjavalmistukseen, tuotannossa on 100 000 erilaista kappaletta alumiinista, teräksestä, titaanista, hopeasta, messingistä, pronssista, uushopeasta, magnesiumista ja muoveista.
”Vaativat tuotanto, monimutkaiset ja tarkat kappaleet ovat toimintamme ydintä. Yksinkertaisten osien kohdalla emme pysty kilpailemaan hinnasta”, sanoo toimitusjohtaja André Stäger.
3+2-akseliperiaate ratkaisuna
Yrityksellä on käytössään 33 CNC-sorvia, max. sorvaushalkaisijat niissä ovat 250 mm ja -pituus jopa 650 mm, CNC-koneistuskeskuksia on 38 CNC-ohjattua työstökeskusta, useat viisiakselisia, osittain robottien ja käsittelyjärjestelmien avulla automatisoituna. Lisäksi CNC-mittauskoneita on useita.
”Kappaleet monimutkaistuvat jatkuvasti ja niiden pitää täyttää erittäin korkeat tarkkuusvaatimukset. Kappalekoot ovat 1 x 1 x 1 mm – 600 x 600 x 1500 mm. Pitkiä kappaleita pystymme koneoistamaan aina 3000 mm pituuteen asti”, kertoo Stäger
Vaihtopöydän ja automaattisen robottijärjestelmän ansiosta Kitamura/pL Lehmann-järjestelmä sopii taloudelliseen 24/7-käyttöön.
Tänä päivänä yhä tärkeämpää on työstää vaativia työkappaleita mahdollisimman pitkälle yhdellä kiinnityksellä. ”Viisiakselisuus on avain, jonka avulla pystymme valmistamaan pieniäkin eriä taloudellisesti”, painottaa Stäger.
Pienempien, kooltaan alle 500 x 250 mm osien koneistukseen käytössä ovat Brotherin poraus- ja jyrsinyksiköt. Moni yrityksen kahdestakymmenestä Brotherista on varustettu kaksiakselisilla kääntöpöydillä, jotka mahdollistavat koneiden toiminnan viisiakselisten koneiden tapaan.
””Tämä 3+2-periaate on optimaalinen kaltaisillemme sopimusvalmistajille varsinkin, kun neljättä tai viidettä akselia käytetään ensisijaisesti asemointiin eikä simultaanijyrsintään. Tällainen viisiakselinen kone mahdollistaa korkean joustavuuden, on tavallisesti nopeampi hankkia ja huomattavasti edullisempi kuin viisiakselinen kone. Lisäksi konepöydälle jää näin lisämahdollisuus kolmeakseliseen takasivun työstöön.””Tämä 3+2-periaate on optimaalinen kaltaisillemme sopimusvalmistajille varsinkin, kun neljättä tai viidettä akselia käytetään ensisijaisesti asemointiin eikä simultaanijyrsintään. Tällainen viisiakselinen kone mahdollistaa korkean joustavuuden, on tavallisesti nopeampi hankkia ja huomattavasti edullisempi kuin viisiakselinen kone. Lisäksi konepöydälle jää näin lisämahdollisuus kolmeakseliseen takasivun työstöön.
CNC-kääntöpöytien toimittaja on pL Lehmann.
”Laatu, luotettavuus, ja laaja tuotevalikoimaovat tärkeitä. Lisäetuna on mahdollisuus hyvin monenlaisiin akseliyhdistelmiin.”
Koko rakenneosa työstetään valmiiksi Brother Speedio R650X2 -työstöyksikössä (jossa vaihtopöytä ja sen päällä pL CNC-kääntöpöydät) kahdella kiinnityksellä kulloinkin viidellä akselilla.
Joustavuus ratkaisevaa
Hiljattain Werder uudisti tuotantolaitteitaan ja hankki kahden vanhan Brother BAZ -koneen tilalle kaksi Brother Speedio R650-mallia kääntöpöydällä.
”Koneet ovat hieman kalliimpia kuin tähänastiset Brother jyrsin-/porakoneet, ja ne tarvitsevat myös enemmän asennustilaa, mutta ne myös ominaisuuksia on enemmän. Meille olivat tärkeitä esimerkiksi 435 mm:n Z-liikerata ja 40-paikkainen työkalunvaihtaja.
Nopea työkaluvaihtaja ja kääntöpöytä lisäävät tuottavuutta, palettien kääntö on muutaman sekunnin operaatio. Koneenkäyttäjä voi valmistella pöydän toisella puolella osia seuraavaa toimenpidettä varten, sillä aikaa kun kone työstää toisella puolella osia.
Nopea ja asemointitarkka: Kaksiakselinen kääntöpöytä TF-510510.LL varioX-Y1, valmistaja pL Lehmann, komponentin Brother BAZ TC-22B-0 päällä sopii optimaalisesti monimutkaisten osien kuten esim. sulkusylinterien työstöön. Werder on automatisoinut työstön robotin avulla.
Samuel Werder AG:lla on käytössään yli 20 pL Lehmannin valmistamaa CNC-kääntöpöytää. Werder ei tilannut vain uusia Brother-koneita lisäakseleilla, vaan hän jälkivarustelee aina käyttötarkoituksen mukaan myös vanhoja koneita.
”Lehmannin Combiflex-järjestelmän ansiosta yksittäisten akselimoduulien vaihto tapahtuu nopeasti ja yksinkertaisesti. Meillä on tällä hetkellä varamoduulejakin. Jos törmäys syntyisi, voimme vaihtaa akselin ongelmitta, ei tarvitse purkaa ja korjata vaurioitunutta tai odottaa korjausta. Näin vältymme tuotannon seisokkiajoilta.”
pL-kääntöpöydät muissa koneissa
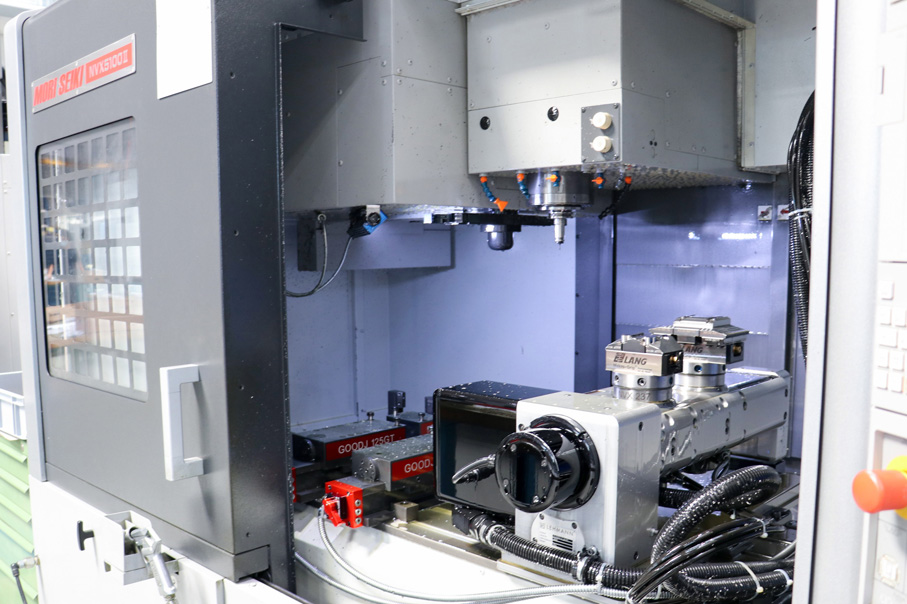
Werder käyttää kääntöpöytiä myös muissa jyrsinkoneissaan, kuten kahdessa pystykaraisessa Mori Seiki NVX5100:ssä ja vaakakaraisessa Kitamura HX400:ssa. ”Jotta 4-akselisella koneella voitiin työskennellä viidellä akselilla, asensimme Kitamuraan kaksi lisäakselia ja näin kaksi kiinnityspaikkaa. Näin onnistumme työstämään alumiinisia elektroniikkakoteloita viideltä sivulta. Koska koneessa on vaihtopöytä, pystyimme toteuttamaan robottien avulla lastauksen ja purun automaattisesti.”
Werder varusteli tämän työstöyksikön Mori Seiki NVX5100 jälkikäteen uudella, kaksikaraisella CNC-kääntöpöydällä T2-510520.
Myöhemmin toimeksianto muuttui, nyt Werder työstää Kitamuralla 12 kg alumiiniaihioista 900 g painavia komponentteja hengityslaitteisiin. Uudelleenvarustelussa toinen kääntöpöydistä kahdella kiinnityspaikalla muunnettiin kaksiakseliseksi kääntöpöydäksi ja sitä käytetään edelleen toisessa Mori Seiki NVX5100-työstöyksikössä. Combiflex-järjestelmän avulla koneita voidaan sovittaa erilaisten toimeksiantojen mukaan ilman suuria investointeja.
Kitamura Hx400:n koneen omaan kääntöpöytään voidaan liittää tähänastisen tornin sijasta pL Lehmannin jakolaite EA-520.L-MI1, joka mahdollistaa korkean pitomomentin ansiosta myös rouhintalastuamiset.
”Lisäakseli mahdollistaa näin joustavan 5-akselisen valmistuksen 24/7”, sanoo André Stäger.
Samuel Werder AG
Perustettu 1957
Hienomekaniikka
Toimipaikka Veltheim, Sveitsi.
Asiakassektorit mm. koneenrakennus, autoteollisuus