DMG Mori Finland järjesti Techday -tapahtuman Pirkkalassa lokakuun lopulla.Kolme ajankohtaista konetta oli mukana live-esittelyssä.
Techday on DMG Mori Finlandin syksyn tuttu tapahtuma, nyt kaksipäiväinen tapahtuma järjestettiin 29.-30.10.
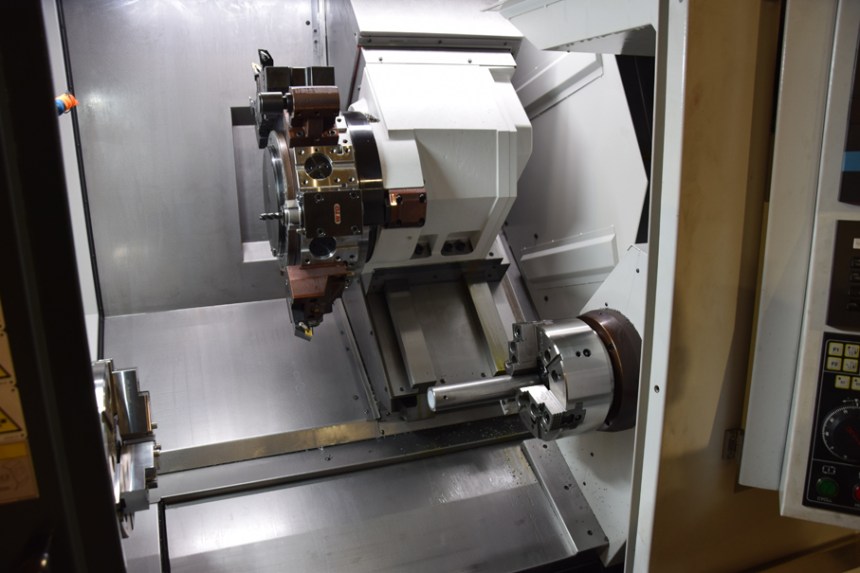
Esillä olivat aiemmin tänä vuonna Pftontenissa lanseerattu toisen generaation NLX-2500, mikä nähtiin nyt Suomen ensiesittelyssä. Annoksen lisää tarkkuutta ja suorituskykyä uuden sukupolven myötä saanut NLX-2500 -sorvauskeskus mahdollistaa työstön kuudelta sivulta max. Ø 366 x 708 mm:n kappaleille, Y-akseli ±60 mm, ja on markkinoilla DMG Morin yksi suosituimmista malleista.
Livenä nähtiin ensi kerran Suomessa uusi B-akselisorvi CLX 550.
Lisäksi Techdayssa nähtiin niin ikään ensi kerran Suomessa uusi AMB:ssä esitelty uuden sukupolven B-akselilla varustettu yleissorvi CLX 550. Lisäksi tapahtumassa oli mukana 5-akselinen koneistuskeskus DMU 40. Myös Tampereen Työkalukeskus, Iscar ja Fuchs olivat standeineen mukana tapahtumassa.
Parempaan päin
Aiemmin syksyllä DMG Mori esittäytyi vahvalla panoksella Hannoverin EMO 2025:ssa. Automaatio korostui, koneuutuuksia lanseerattiin useampia.
Hannoverissa koettiin onnistunut kokonaisuus.
”Vieraita osastolla kävi runsaasti ja vaikka Tampereen Alihankinta-messut järjestettiin samoihin aikoihin, myös suomalaisia oli paljon liikkeellä. Ja tosimielellä oltiin matkassa, kehitys- ja investointisuunnitelmia oli monilla vieraista, se oli tietysti erityisen ilahduttavaa”, kertoo DMG Mori Finlandin toimitusjohtaja Lauri Erkkola, jonka mukaan DMG Mori on mukana vahvasti EMO-tapahtumissa jatkossakin oman Pfrontenin ja paikallisten tapahtumien ohella. Seuraava EMO pidetään Milanossa, sen jälkeisten tapahtumien pitopaikka on avoin.
Lauri Erkkola ja viisiakselinen koneistuskeskus DMU 40
Konekaupassa on Suomessa oltu varsin odottavalla kannalla pitkään, mutta Hannoverissa kiinnostus uuteen teknologiaan oli vahvaa ja nyt on muutenkin merkkejä paremmasta.
”Viime kesänä meni maaliin runsaasti projekteja ja saimme hyvin uusia tilauksia. Myös sen jälkeen on ollut positiivista virettä. Näkisin, että investointien pullonkaula on lähtenyt Suomessa purkautumaan ja myönteinen hidas trendi jatkuu nyt jatkossakin. Yrityksissä nähdään, että pohjakosketus on otettu, vaikeimmasta on selvitty ja nyt suunnataan taas eteenpäin. Hyvä niin, tästä ei ole muuta suuntaa kuin ylöspäin”, Lauri Erkkola kannustaa.
Kari Harju
Ylin kuva: Techday Pirkkalassa. NLX-2500 -sorvauskeskus Gen 2.
Kaustisissa toimiva Metalli Järvelä jatkaa tuotannon kehityksen tiellä. Yritys on investoinut putkenkäsittelyn konekantaan, ja yrityksen tuoreisiin investointeihin kuuluu myös mittava panostus koneistuksen alueelle, Biglia B750YS sorvauskeskus Top X-Files tangonsyöttölaitteella varustettuna.
Metalli Järvelä, alkuaan Koneistuspalvelu Rauno Järvelä, on vuonna 1987 aloittanut yritys.
Yritys taivuttaa, leikkaa ja myös koneistaa, usein tuotteet toimitetaan asiakkaille osakokoonpanoina ja myös laajemmat kokonaisuudet kuuluvat ohjelmaan.
Biglia B750YS -sorvauskeskus siirsi sorvausosien tuotannon Metalli Järvelän oman katon alle.
Kun perheyrityksen nuorempi sukupolvi tuli kuvioihin, vaihtui nimi ja yritys lähti vahvaan kehitykseen teknologiainvestointien myötä.
Tänä päivänä toimintojen painopiste on vahvasti putkilaserleikkauksessa ja putkentaivutuksessa. Putkentaivutuksia yritys tarjoaa asiakkailleen räätälöityinä ratkaisuina niin pienempinä sarjoina kuin isompina erinä. Talon putkenkäsittelyn kalusto on viime vuosina tehostunut.
Yritys päivitti viimeksi putkilaserkalustoaan parisen vuotta sitten, samoin on hankittu kalustoa putkentaivutuksen alueelle. Levytavaraa talossa leikataan modernilla kuitulaserilla.
Lisää omavaraisuutta
Kuten yrityksen alkuperäinen nimikin kertoo, koneistuksella lähdettiin liikkeelle.
Koneistus kuuluu talon toimintoihin edelleenkin. Talossa on omaa jyrsintäkapasiteettia, samoin konekanta kattaa valikoiman sorveja. Niiden avulla voidaan vastata erilaisiin asiakastarpeisiin.
Vaativaa tuotantoa. Koneella pystytään tekemään osat, joiden tekoon tarvitaan mm. pyöriviä työkaluja ja Y-akselia. Visa Järvelä vasemmalla, koneistamassa Matias Urpilainen.
Aiemmin keskeinen osa mm. yrityksen kokoonpanoissa tarvittavista vaativammista sorvausosista ostettiin kuitenkin ulkoa. Hiljattain yritys päätti ottaa myös näiden osien teon omaan haltuun investoimalla ajanmukaiseen sorvauskalustoon.
”Olemme pitkään, näihin aikoihin saakka, ostaneet osia eräältä luotettavalta taholta alihankinnasta. Kun osien aiempi tekijä alkoi viestiä mahdollisesta eläkkeelle jäämisestä, päätimme tehdä siirron, jota olimme itse asiassa jo jonkin aikaa harkinneet, eli siirtää näiden kappaleiden tekemisen oman katon alle. Siihen tarkoitukseen vahvistimme alan kalustoamme”, kertoo toimitusjohtaja Visa Järvelä.
”Hankinta lisää omavaraisuutta tiettyjen osien tuotannossa ja tuo tekemisiimme lisävarmuutta ja joustavuutta. Muualla teettäminen on aina erillinen prosessinsa.”
B750YS on kaksikarainen, pyörivin työkaluin ja Y-akselilla varustettu sorvauskeskus. Pyörivien työkalujen revolveri on 16-paikkainen
Monimutkaisetkin kappaleet kerralla valmiiksi
Päätöksen jälkeen Järvelällä tutkittiin sorvitarjontaa ja tarjoukset kysyttiin.
Kilpailutuksen kautta yritys päätti hankkia Biglian mallistoon kuuluvan B750YS:n tangonsyöttölaitteella varustettuna. Kone on Vossin palettiin kuuluvan italialaisvalmistajan kaksikarainen, pyörivin työkaluin ja Y-akselilla varustettu sorvauskeskus.
Koneen sorvaushalkaisija koneessa on 552 mm, ja sorvauspituus 765 mm. Tankokapasiteetit pääkaralla 80 mm ja apukaralla 70 mm, joissa molemmissa ovat C-akselit. Pyörivien työkalujen revolveri on 16-paikkainen, ja mahdollistaa myös monimutkaisien kappaleiden ja haastavien materiaalien työstön. Y-akselin liike koneessa on 140 mm.
Pää- ja vastakarat sekä työkalurevolveri ovat suoravetoisia ja niissä on tarkkuutta lisäävä vesijäähdytys.
TOP X-Files-S 380 -tankomakasiini mahdollistaa autonomisen tuotannon niin lyhyillä kuin pitemmilläkin sarjoilla.
”Ratkaisu vastaa hyvin tarpeisiimme. Pystymme sillä tekemään sujuvasti osat, joiden tekoon vaaditaan pyöriviä työkaluja ja Y-akselia. Tarjoamme mielellämme laadukasta ja tehokasta sorvausta myös uusille asiakkaille”, Visa Järvelä sanoo.
Sorvi on varusteltu kolmen metrin tangonsyöttölaitteella, minkä myötä koneelle mahdollistuu pitkälle autonominen tuotanto. Tangonsyöttölaitteen kautta voidaan sorvata 20-80 mm tangot. Ohjaus koneessa on Fanuc 32i-Model B Plus +iHMI 15 tuuman kosketusnäytöllä.
Kehitys jatkuu
Sorvauskeskuksen hankinta on osa vahvasti ajanmukaiseen teknologiaan panostavan yrityksen kehitystyötä, johon kuuluvat putkentaivutuksen investoinnit.
Metalli Järvelä jatkaa tuotannon kehittämistä edelleen. Taivutus-, leikkaus- ja koneistuspalveluiden ohella yritys tekee laiteasennuksia, teräsrunkoasennuksia ja tehdashuoltoja ympäri Suomen. Tänä päivänä toiminnot keskittyvät yhteen yritykseen, myös aiemmin erillisenä toimineen Metalli Järvelä Laserin toiminnot ovat nyt osa Metalli Järvelää.
Kari Harju
Metalli Järvelä
Perustettu 1987
Toimipaikka: Kaustinen
Levytyöt, putkenkäsittely koneistus
Biglia B750YS-sorvauskeskus + TOP X-Files-S 380 -tankomakasiini
Levykoneiden ja -laitteiden, putken- ja profiilinkäsittelyn tapahtuma Blechexpo 2025 pidettiin Saksan Stuttgartiin lokakuun lopulla. Samaan aikaan järjestettiin tutusti myös hitsauksen alueelle keskittyvä Schweisstec.
Stuttgartin Blechexpo on tätä nykyä keskeinen levytapahtuma Euroopassa, ja se järjestetään vuorovuosittain Hannoverin EuroBlechin kanssa.
Nyt oli alkuun Südblech-nimellä tunnetun ja vuonna 1994 Blechexpoksi nimeltään vaihtuneen tapahtuman 17. kerta. Blechexpon tuttu kumppani Schweisstec toteutettiin nyt kymmenennen kerran.
Automaation monet muodot
Blechexpon perinteet ovat pitkät ja tapahtuma keräsi jälleen runsaasti näytteilleasettajia, lähes 1200. Useat keskeiset alan globaalitoimijat olivat paikalla, toki poisjääneitäkin oli.
Kuten monessa yhteydessä on todettu, ajat ovat haastavat, ja se kaikki näkyy myös useissa messutapahtumissa. Messuvieraita tapahtuma keräsi noin 40 000, ensimmäinen messupäivä oli hiljainen.
Tapahtuman sisältöä leimasi odotetusti automaatio monissa muodoissaan, koneet ja laitteet esiteltiin usein tapahtumassa livenä ja osana automaatiojärjestelmiä. Viime vuosina laserleikkausteknologia ja -tehot ovat kehittyneet vauhdilla, ja tämän alueen koneen ja järjestelmät olivat messuilla runsaslukuista näkymää. Myös mm. viimeistelyn ja jälkikäsittelyn ajankohtaistarjonta kiinnostaa tänä päivänä monia messuvieraita.
Koneiden, laitteiden ja järjestelmien lisäksi alan laajan tapahtuman tarjontaa olivat työkalut, ohjelmistot ja materiaalit, tietoisku- ja seminaarit. BestAwards-palkinnot jaettiin useassa kategoriassa.
Mainio messuympäristö
Blechexpo/Schweisstec pidettiin Stuttgartissa tutusti nelipäiväisenä tapahtumana, ja kuten Stuttgartin kävijät tietävät, valtti Stuttgartin tapahtumille on messualue ja sen sijainti. Paikalle on mukava saapua ja siellä liikkua.
Blechexpo-tapahtuman järjestäjä on P. E. Schall GmbH & Co. KG, ja messut pidetään yhteistyössä mm. Saksan konevalmistajien yhteenliittymän VDW kanssa. Blechexpo/Schweisstec -kokonaisuus järjestetään Stuttgartissa jälleen kahden vuoden kuluttua, 26-29.10. 2027.
Kari Harju
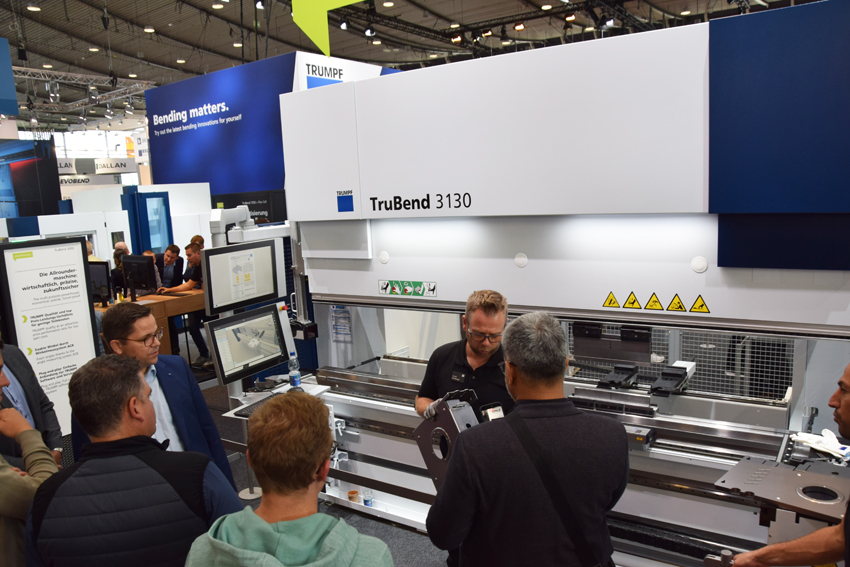
Trumpf lanseerasi messuilla useampia uutuuksia. Kuvassa esittelyssä yksi niistä, taivutuskoneiden TruBend 3000-sarja on hiljattain uudistunut. Koneissa ovat mukana useat TruBend 5000-malleista tutut ominaisuudet, läpimenoajat ovat lyhentyneet ja käyttöturvallisuus parantunut. Mukana on myös automaattinen kulmamittausjärjestelmä.
Salvagninin osastolla oli mukana järjestelmä, missä taivutusautomaattiin oli yhdistetty P-robotti kolmiulotteisella RVS-skannauksella. Robotin 3D-skanneri tunnistaa kappaleen, lataa taivutusohjelman ja tekee laaduntarkkailun ennen vientiä taivutusautomaatille. Vastaava järjestelmä asennetaan keväällä suomalaiskonepajaan ensimmäisenä asiakastoimituksena maailmassa.
Safan-Darleyn osaston kiintopisteisiin messuilla kuului esimerkiksi kompakti taivutussolu Multi-Cell, mikä mahdollistaa automatisoidut taivutustyöt pienessä tilassa. Varustus asiakkaan tarpeiden mukaan sähköservo- tai hydraulisin puristusvoimiltaan 40-125 tonnin särmäyspuristimin, messuilla solussa mukana särmäyspuristinmalli H-iBrake 125 T.
Vaski Groupin osastolla esittäytyivät talon brandit Vaski, Pivatic ja Ursviken ja koneista olivat mukana kuvan täyssähköinen lattatankokone VASKI Punch Legacy sekä keskikokoluokan Ursviken OptiFlex -särmäyspuristin. Myös yhteistyökumppani rullamuovauskoneita ja -linjoja valmistava suomalainen Samesor esittäytyi samalla osastolla.
Bystronicin osasto Blechexpossa painottui automaatiomahdollisuuksiin, ratkaisuja esiteltiin niin särmäyksen ja laserleikkauksenkin alueelle. Kuvassa esittelyssä ollut ByCut 3015+ByTrans Extended -kokonaisuus laserleikkauksen automatisointiin. Myös uusi kätevä taivutussolu esiteltiin, putkientyöstöön esillä oli ByTube Star.
Jani Sillanpäällä on pitkä kokemus erityisesti särmäyskoneiden parissa niiden valmistukseen huoltaan ja myyntiin asti. Vossilla Jani Sillanpään tehtävien keskiössä ovat talon levyteknologioiden myyntityöt kokonaisvaltaisesti. Esimerkiksi italialaiset Faccin levynpyöristyskoneet ja taivutuskoneet ovat paletissa mukana.
Prima Power esitteli messuilla mm. uuden taivutusrobottisolun, jolla voidaan automatisoida notkeasti koko tuotantosykli vaikkapa teollisuuden kaappi- ja koteloratkaisujen osien valmistuksessa. Messuilla tehtiin vahvasti ajankohtaiselta alueelta, linjalla tehtiin osat mm. kuvassa näkyviin kytkinkaappeihin. Yksityiskohtia esitteli Prima Powerin Marko Piirto.
RASin messutarjontaa oli uusi sukupolvi kahteen suuntaan taivuttavasta XLTbendistä. XTLbend 2:n vahvuuksiin kuuluu mm. kehittynyt automaatiointegraatiomahdollisuus, kone esiteltiin kuvan solussa, mikä mahdollistaa kappaleiden täysautomaattisen lastauksen ja purkamisen. Myös uusi pienten kappaleiden MiniBendCenter 2 oli messuilla esillä.
Julkaisemme katsauksen kaksi osaa myöhemmin. Pääjuttu ja kaikki kuvat marraskuun Konekuriirissa.
Oy Hiltop Ab vahvistaa kapasiteettiaan vahvojen levymateriaalien leikkauksessa. Suomen ja samalla myös Euroopan ensimmäinen 60 kW:n Bodor P6-tasolaser aloitti tuotantonsa Kokkolassa kesällä.
Hyvin korkein tehoin varustettuja laserleikkauskoneita on viime vuosina nähty usein eurooppalaisissa messutapahtumissa. Myös Euroopan teollisuuteen ne tulevat vähitellen.
Kokkolalainen Hiltop toimii nyt yhtenä uranuurtajana asiassa, Suomen ja Euroopan ensimmäinen 60 kW:n Bodor P6-tasolaser on tehnyt töitä Hiltopilla viime kesästä lähtien. Yrityksen mukaan investoinnin edut ovat selkeät.
”Tehot lisäävät leikkausnopeutta ja mahdollistavat myös hyvin vahvojen levymateriaalien leikkaamisen laserilla. Olemme leikanneet koneella 90 mm:n vahvuuksia, ja itse asiassa sitäkin vahvempiin materiaaleihin päästään. Parhaimmillaan kone on 10-60 mm:n materiaaleilla”, kertoo tehdaspäällikkö Joni Hietala Hiltopilta.
Euroopan ensimmäinen 60 kW:n Bodor P6 on tehnyt Hiltopilla töitä kesästä lähtien. Koneen ohjauksella Jere Ojatalo.
Vahvemmatkin laserille
Euroopan mitassa ainutlaatuisen investoinnin tehnyt Hiltop on levy- sekä putkipuolen alihankintayritys.Yritys aloitti turkistarhauksen laitetoimittajana 1976, vuonna 2003 taloon tuli ensimmäinen tasolaseri, ja sen jälkeen yritys on keskittynyt kokonaisvaltaisesti alihankintatöihin.
Yritys palvelee mm. leikkaamalla, särmäämällä ja hitsaamalla monenlaisissa ja myös monen kokoluokan toimeksiannoissa, mutta muutaman viime vuoden aikana toiminnan kärkeä on hiottu varsinkin raskaaseen levynkäsittelyyn niin levykokoluokiltaan kuin -vahvuuksiltaankin.
Kookkaita levyjä talossa on leikattu jo pitkään isopöytäisillä lasereilla, vahvempien levyjen leikkaamiseen on käytössä ollut CNC- plasma, se korvasi nelisen vuotta sitten yrityksen tarkoitukseen aiemmin käyttämän vesileikkauskoneen.Viime vuonna yritys päätti kuitenkin laittaa vielä varsin tuoreen plasman kiertoon, kone myytiin Norjaan, ja keskittää leikkaustyöt kokonaan laserleikkaustekniikan ympärille.
”Laserleikkausteknologia on kehittynyt melkoisin harppauksin muutamassa vuodessa ja plasman käyttö jäi meillä vähemmälle. Siksi katsoimme, että tehokas ja laadukasta jälkeä tekevä nykylaser on meille jatkossa sen tilalle sopiva valinta”, hankintapäällikkö Henrik Neunstedt kertoo.
Kone vahvistaa Hiltopin kapasiteettia vahvojen levymateriaalien leikkauksessa. Koneen edessä Joni Hietala (keskellä) ja Henrik Neunstedt Hiltopilta, vasemmalla FMS Servicen Vesa Kivekäs.
Luotettavat huoltopalvelut
Kun uutta laserhankintaa lähdettiin Hiltopilla selvittämään, tarkasteltiin alkuun 30 kW:n teholuokkaa. Kuten todettua, teknologia on kehittynyt ja samalla laserleikkauskoneiden tehot ovat kasvaneet nopeasti ja niinpä myös korkeampia leikkaustehoja tarjoavia valmistajia löytyy markkinoilta. Aika usein ne tulevat Kiinasta.
Bodorilta tulikin HIltopille kiintoisa hyvin kannustava mahdollisuus korkeampien tehojen hankkimiseen, ja asiat lähtivät etenemään siihen suuntaan. Valmistajalla oli intressi saada 60 kW:n kone teollisuuskäyttöön Euroopassa, Hiltopia kiinnostivat puolestaan tehojen mahdollisuudet nimenomaan vahvojen materiaalien käsittelyssä.
”Iso kannustin oli myös Bodorin Suomen edustajan FMS-Servicen huolto-osaaminen”, Joni Hietala kertoo.
FMS-Service paitsi edustaa Bodorin koneita, huolehtii asennuksista, varaosapalvelusta ja koneiden huolloista. Kaikkiaan Bodorin koneita on asennettu Suomeen toista sataa.
Pöytäkoko uudessa koneessa on 6500 X 2500 mm. Suuret teho vaativat jämerät pöydät.
”Suomalainen huolto oli meille aivan keskeinen tekijä investoinnin taustalla. Tuki läheltä on tärkeä turva töiden sujumiseen myös jatkossa”, sanoo Hietala.
Vahvistus asiakaspalveluun
Euroopan ensimmäinen 60 kW:n Bodor asennettiin viime keväällä. Järeän koneen käyttö alkoi kesän mittaan. Hiltopille 60 kW:n Bodor P6 tarjoaa kapasiteettia niin tehoiltaan kuin työalueeltaankin monenlaisiin leikkaustöihin.
”Työalue koneessa on 6500×2500 mm, teholähteeksi koneeseen valittiin 60 kW:n Max Photonics sekä saksalainen Precitec Pro Cutter 85 kW -polttopää”, FMS-Servicen toimitusjohtaja Vesa Kivekäs kertoo.
Leikkuupäässä automatiikka tehostaa töitä, mm. fokuksen säätö on automaattinen toiminto, samoin suuttimen vaihto. Konetta ohjataan PC-pohjaisella CNC-ohjauksella, mukana ovat suora DXF-kuvien tuki ja nestaustoiminnot. Kone soveltuu laajasti eri vahvuuksille ja myös materiaaleille. Täysiä tehoja ei kaikkiin töihin tietenkään tarvita, vaan koneen tehot tulee säätää tarkoin kuhunkin tehtävään sopiviksi. Tämä tekee samalla koneen käytöstä turvallista.
Uusi kone on leikkaa vahvoja materiaaleja, mutta soveltuu tilanteen mukaan hyvin myös ohuempien materiaalien käsittelyyn.
”Pöytien rakenteelta käytettävissä olevat tehot edellyttävät tietenkin tukevuutta ja myös erityissuojausta. Lamellivahvuus on peräti 8 mm”, Kivekäs kertoo.
Asiakkaiden suunnalla Hiltopin uusi kone on Joni Hietalan mukaan ehtinyt herättämään positiivista huomiota.
”Teholuokka kiinnostaa asiakkaita ja sen mahdollistama palvelu. Pystymme vastaamaan asiakkaidemme tarpeisiin nyt muutaman piirun aiempaa tehokkaammin.”
”Yksi asiakkaita kiinnostava piirre uuden koneen yhteydessä on varmasti myös kustannustehokkuus. Tämän uuden koneen myötä voimme jatkossa ajaa kappaleita paineilmalla”, Joni Hietala sanoo.
Vaihtamalla paranee, myös koneasioissa. Tyypiltään ja kokoluokaltaan hieman harvinaisempi vaihtoprojekti tehtiin KONE:ella, missä kaksi automaattista ohutlevytuotantolinjaa vaihdettiin keskenään Suomen ja Italian yksiköiden välillä.
KONE Oyj tunnetaan hisseistään ja liukuportaistaan. Globaalisti toimivalla yhtiöllä toimii Hyvinkäällä mm. koritehdas, missä tuotetaan hissien paneeleita leikkauksen/lävistyksen/ taivutuksen automaattilinjoilla. Ne hoitavat tuotteiden valmistuksen materiaalista pitkälle valmiiksi komponenteiksi saakka.
Tarkoitusta varten Hyvinkäällä on toiminut kaksi valmistuslinjaa. Ensimmäinen Salvagninin toimittama linja on vuodelta 2006, toinen Prima Powerin valmistama linja on vuodelta 2009 ja sitä on laajennuttu 2015.
Salvagninin linjaan liittyen käynnistyi Hyvinkäällä viime syksynä modernisaatio-operaatio, jonka parissa töitä on tehty näihin päivään saakka Italiassa.
Hyvin suojattu kokonaisuus. Näkymää loppupään taivutusautomaatille.
Vaihto ja modernisaatiot
Kun tuotantojärjestelmät ikääntyvät, edessä on uuden hankinta tai modernisointi. Näin olivat asiat myös Hyvinkään koritehtaalla.
Uuden hankinta vanhan tilalle oli harkittu vaihtoehto. Sitä ei tässä tapauksessa kuitenkaan valittu, vaan päädyttiin modernisointeihin ja sen yhteydessä mielenkiintoiseen vaihtojärjestelyyn.
KONE:ella toimii tuotantolaitoksia eri puolilla maailmaa, yksi niistä Italian Perossa, missä oli käytössä yksi Prima Powerin PSBB-linja. Kun tällä Milanon lähellä toimivalla komponenttitehtaalla oli samanaikaisesti kuin Hyvinkäällä tarvetta ja myös mielenkiintoa järjestellä tuotantokalustoa uudelleen, päädyttiin Italian ehdottamana operaatioon, missä linjat vaihdettiin yksiköiden välisellä kaupalla keskenään.
Saman projektin osana suoritettiin tarpeelliset huolto- ja modernisaatio-operaatiot liittyen mm. iskusylintereihin ja lävistysyksiköihin.
”Kaupan ajatuksena oli yhtäältä mahdollistaa kustannussäästöt, ja toisaalta vaihtoon kannustivat teknologian yhtenäistämisajatukset yksiköiden konekantojen välillä”, taustoittaa projektia toteuttamassa Hyvinkään päässä ollut Aki Sysimetsä, Senior Industrial Engineer KONE:elta.
Hyvinkäällä toimii ennestään Prima Powerin PSBB-linja (Punching/Shearing/Buffering/Bending), Perossa taas käytössä on puolestaan runsaasti Salvagnini-teknologiaa. Vaihto-operaatiolla saatiin myös harmonisoitua yksiköiden konekantaa ja notkistettua samalla huollon ja kunnossapidon operaatioita molempien linjojen osalta.
Aki Sysimetsä oli mukana toteuttamassa operaatiota KONE Industrial Oy Hyvinkäällä.
Haasteita isossa operaatiossa
Kun isot järjestelmät muuttavat, operaatiotkin ovat kookkaita. Prosessi käynnistyi suunnittelulla viime vuoden alussa, käytännön toteutus vuoden lopulla tuotantoyksikköjen purkamisella kummassakin päässä, pian sen jälkeen aloitettiin ympäristöjen valmistelut.
Sitten päästiin varsinaiseen siirtoihin liittyviin operaatioihin.
Linjojen koneet ja laitteet sekä mm. turvakabinetit asennettiin tarkistus, puhdistus- ja modernisaatiotoimien jälkeen paikoilleen yksiköissä kevään mittaan, minkä jälkeen seurasivat sähköjärjestelmätyöt ja ohjelmistoliitännät.
Hyvinkäällä Prima Powerin aiemman PSBB-linjan rinnalle sijoitettu linja liitettiin koritehtaan Night Train-varastojärjestelmään sekä integrointiin osaksi paneelien liimauslinjaa. Sitten edettiin linjan starttiin, testeihin ja lopuksi koulutusasioihin.
Samantyyppiset operaatiot tehtiin Hyvinkäältä Peroon siirretylle. Haasteita matkassa oli monentyyppisiä, kuten järjestelmien purkamisen, siirron ja uuden käyttöönoton yhteyteen kuvitella saattaa.
”Esimerkiksi puhdistustyöt veivät aikaa. Koska asennuksien alkaminen siirron jälkeen vei tovin, kokonaisuuden osia jouduttiin varastoimaan jonkin aikaa ennen asennuksien alkamista, mikä aiheutti osaltaan lisätöitä. Onneksi välipurkamisilta kuitenkin samalla vältyttiin”, kertoo Sysimetsä.
Oikeiden menetelmien löytyminen kuitenkin auttoi.
”Hyväksi keinoksi yllätyksellisiin puhdistamistöihin osoittautuivat hiilidioksidijääpuhallukset. Se osoittautui pintojen käsittelyssä tehokkaaksi menetelmäksi”, kertoo Sysimetsä.
Modernisoinnin laajuus kokonaisuutena oli yllättävä, esimerkiksi työkalupesiä ja muuta mekaniikkaa uusittiin laajasti.
Prima Powerin toimittama PSPB-linja on toiminut Hyvinkäällä vuodesta 2009, laajennus on vuodelta 2015.
Lisäaikaa jopa kymmenen vuotta
Mittavat projekti ottavat aikansa, niin tässäkin tapauksessa. Aikataulu muuttui matkan varrella, mutta asennustyöt saatiin sujumaan suhteellisen notkeasti. Tiettyjä järjestelmän osia muokattiin osana linjan siirtoa.
Ohjelmistopuolen asiat Hyvinkään uudessa järjestelmässä keskittyvät Tulus Officen ympärille. Esimerkiksi suoraan ERP/CAD liitettyä automaattiohjelmointia kehitetään eteenpäin.
”Onhan tämä ollut mittava kokonaisuus, mikään yksinkertainen operaatio ei ole kyseessä. Kuitenkin maali häämöttää. Lisäaikaodottama linjojen toiminnalle tämän operaation myötä on ainakin kymmenen vuotta ennen uusien järjestelmien hankintaa, lopulta niiden hankita toki on edessä. Ja kustannuksien osalta päästiin tällä kerralla kolmanneksella uuden hankintaan verraten. Siinä mielessä tietenkin mielekäs operaatio on ollut kyseessä”, Aki Sysimetsä kertoo.
Raahessa toimiva Miilux vahvistaa levykäsittelyn mahdollisuuksiaan investoimalla uuteen Zinserin 3D-viisteplasmaleikkausteknologiaan. Zinser on saksalainen levykonevalmistaja, 5-akselisen viisteplamaleikkauksen edelläkävijä ja Suomessa Vossi Groupin edustus.
Uusi Zinser 2425-I 3D plasmaleikkauskone korvaa Vossin pitkäaikaisella kumppaniasiakkaalla aiempaa levynkäsittelyteknologiaa ja mahdollista mm. sisänurkkien viisteplasmaleikkauksen. Kone on varustettu uudella vahvoille materiaaleilla soveltuvalla Hypertherm XPR460 -virtalähteellä.
Lisää LVD-teknologiaa Laser-Aitalle
Turkulainen Laser-Aitta jatkaa investointejaan tuotannon kehittämiseen automaation avulla.
Yritys otti hiljattain tuotantokäyttöön belgialaisen ohutlevykonevalmistajan LVD:n DynaCell-tuotantosolun, ja nyt uusin hankinta pikaisella aikataululla on LVD:n ToolCell 220/40.
Kone on automaattisella työkalunvaihdolla varustettu särmäyskone, minkä etuihin kuuluu mm. mm. nopea offline-ohjelmointi. Kone on varustettu LVD:n patentoimalla kulmamittalaitteella, mikä mahdollistaa tarkan kappaleen kertapainalluksella. Samalla Laser-Aitta investoi myös Timesavers 32WRB levytuotteiden viimeistelykoneeseen.
Laser-Aitta on perustettu vuonna 2020 kasvuyritys. Yritys on investoinut hiljattain Vossin kautta myös sahausteknologiaan.
Marko Vossi ja Perttu Lankinen kilistelivät konekauppoja messuilla Miiluxin Olli Mattila (ylempi kuva) sekä Laser-Aitan Jani Tammisen ja Juha Säterin kanssa
TunturiTec Paraisilla vahvistaa mahdollisuuksiaan monipuolisena palveluntarjoajana. Koneistuksen kalusto on vahvistunut hiljattain, tuorein lisäys konekantaan on Bystronicin mallistoa edustava laserleikkauskone.
Tunturitec jatkaa kokonaisvaltaisella linjalla. Vuoteen 1984 perinteensä ulottava yritys käynnistyi tehdaspalvelun ja konesuunnittelun toiminnoin, mutta tänä päivänä ydin on pitkälti alihankinnassa. Sitä yritys tekee nykyisin laajalla paletilla: koneistusta, levytöitä, hitsaustakin.
Asiakkaita on laajalla kirjolla metallista elintarviketeollisuuteen ja muovialan toimijoihin saakka.
Tehonlähde, jäähdytin ja savuimuri on sijoitettu toiseen kerrokseen koneen yläpuolelle yrityksen toteuttaman rakenteen päälle. Leikkaustoimintoja TunturiTecillä voidaan seurata kätevästi screenilta.
Vahvistusta konekantaan
Alihankinta on ollut TunturiTecin leipälaji pitkään, mutta viime vuosina yritys on hakenut uusia avauksia ydintekemisensä ohessa myös tuotepalettinsa laajennuksesta. Muutama vuosi sitten vedenpuhdistuksen alueen laitetoimittajan Waterixin liiketoiminta siirtyi kokonaisuudessaan Tunturitecille.
Niin Waterix-tuotannolle kuin yrityksen muillekin toiminnoille keskeinen vahvistus oli tilalaajennus muutama vuosi sitten.
Sen myötä yrityksen käytössä ovat yhteensä 4000 neliömetrin tilat, jotka toimivat tilaa valmistukseen ja ovat sallineet osaltaan konekannan laajentamisen.
Konekantaansa yritys onkin vahvistanut askel kerrallaan, koneistuksen puolella viimeisin esimerkki siitä on panostus uuteen kookkaaseen Correan jyrsinkoneeseen. Se saapui yrityksen käyttöön keväällä. Lisäksi on hankittu laitteistoa mm. laserhitsaukseen.
Leikkausvahvuudet 40 mm:iin
Ohutlevynleikkausta TunturiTec on tehnyt laserilla jo pitkään. Ensimmäinen teholtaan 6 kW:n laserleikkauskone saapui yrityksen käyttöön vuonna 2018. Tuolloin alettiin tekemään tarvittavat leikkaustyöt pitkälle itse, sitä aiemmin yritys hankki laserleikkeet verkostostaan.
Myönteisissä merkeissä eteenpäin. Uusi kone tuo uusia mahdollisuuksia, toteaa Matias Eriksson.
Laserleikkaus omissa tiloissa lisäsi nopeutta ja toi samalla varmuutta tuotantoketjuun.
Nyt tänä vuonna yritys on päivittänyt laserleikkauksen kalustoaan eteenpäin, yritys investoi Bystronicin ByCut-mallisarjan laserleikkauskoneeseen 3×1,5 metrin pöytäkoolla ja 15 kW:n resonaattoritehoin.
”Ideana oli päivittää kalustoa nykytehoihin ja sitä myöten mahdollisuuksiin. Uuden koneen 15 kW:n resonaattoritehoin päästään levyvahvuuksissa nyt 30 mm:n saakka, ja jopa 40 mm:iin tarvittaessa, joten käsittelymahdollisuutemme kasvavat merkittävästi”, sanoo tuotantopäällikkö Matias Eriksson.
Kustannustehokas GasMix
Koneen hankinta tapahtui kilpailutuksen kautta.
”Kilpailukykyiset kustannukset ja koneeseen keskeisiksi katsomamme ominaisuudet ratkaisivat. Leikkaustehon lisääminen oli keskeistä, samoin teknologian nopeus. Tätä mallia on saatavilla 30 kW:iin saakka, mutta katsoimme 15 kW:n meille sopivimmaksi”, sanoo Eriksson.
Laadukasta leikkauspintaa. Levyvahvuuksissa koneella päästään jopa 40 mm:iin.
”Yksi asia oli valitun ratkaisun pöytien tukevuus ja ennen kaikkea molempien pöytien tasavahva kapasiteetti. Koneen pöytien kantavuus on tässä todella iso.”
Lisätehoja käyttöön tuovat mukaan valitut lisäominaisuudet.
”Yksi mielenkiintoinen seikka tässä koneessa meille on myös nyt GasMix-leikkaus, kustannusmielessä tervetullut mahdollisuus”, Eriksson sanoo.
Laserleikkauskoneen ja -prosessien ohjaaminen koneella tapahtuu BySoft Cell Control Cut Software -ohjelmistolla 21,5-tuumaiselta kosketusnäytöltä.
TunturiTec jatkaa eteenpäin vakaassa vauhdissa. Liikevaihto on kasvanut viime vuosina, vuonna 2024 yrityksen liikevaihto ylitti 6,7 miljoonaa euroa, yritys työllistää nyt noin 40 henkilöä. Näkymät ovat pysyneet myönteisinä, Matias Eriksson toteaa.
Alihankinta 2025 -messutapahtuma käynnistyi eilen tiistaina Tampereella. Messujen avajaisissa Suomen Osto- ja Logistiikkayhdistys LOGY ry myönsi palkinnot vuoden 2025 Päähankkijalle ja Alihankkijalle.
Vuoden 2025 Päähankkija on ympäristöteknologiayritys Tana Oy, joka on erikoistunut kiinteän jätteen käsittelyyn tarkoitettujen älykkäiden koneiden suunnitteluun ja alihankintaan.
Valinnassa palkintovaliokunta painotti mm. yrityksen pitkäjänteista strategista alihankintaan perustuvaa liiketoimintamallin rakentamista, selkeää kasvusuunnitelmaa, operatiivista perustaa ja vastuullista toimintatapaa perustana edellytyksinä kansainväliseen menestykseen.
Vuoden 2025 Alihankkijaksi on valittu kauhavalainen muoviosien valmistaja MSK Plast Oy, joka on monialaisen perhekonserni MSK Groupin tytäryhtiö.
Palkintovaliokunta korosti valinnassaan MSK Plast Oy:n vahvaa asiakaslähtöisyyttä, hallittua kasvua, kansainvälistymistä sekä innovatiivista tuotekehitystä. Yritys yhdistää perheyhtiön arvot ja modernin johtamisen, hyödyntää digitalisaatiota tehokkaasti ja toimii vastuullisesti tavoitellen hiilineutraaliutta. Panostaminen energiatehokkuuteen ja hiilijalanjäljen pienentämiseen on johtanut sekä ympäristön että talouden kannalta myönteisiin tuloksiin.
Pohjoismaiden suurin teollisuustapahtuma järjestetään jo 37. kertaa. Messut jatkuvat Tampereen Messu- ja Urheilukeskuksessa keskiviikon ja torstain. Tämän vuoden teemana on Kilpailukykyä kestävästi. Messujen pääkumppani on Sandvik.
Palkitut. Vuoden 2025 Päähankkija on Tana Oy, Vuoden Alihankkija MSK Plast Oy. Kuva palkintojenjakotilaisuudesta.
Vaikka maailmankaupan tilanne on välillä haastava ja vaikeasti ennustettava, suomalaiset teollisuusyritykset investoivat tuotantolaitteisiinsa. Laserleikkauskoneiden määrä on kasvanut meillä Suomessakin viime vuosina. Senfeng on keskisuuri alan laitevalmistaja, joka vahvistaa parhaillaan markkinoitaan Pohjoismaissa Suomi mukaan lukien.
Laserilla on esimerkiksi leikattu jo pitkään ja nyt vanhemmasta tekniikasta siirrytään kuitulasereihin enenevässä määrin. Laserleikkauksessa Suomessa on siihen erikostuneista tahoja, mutta moni haluaa olla omavarainen leikkaamisen suhteen, koska sillä voidaan saada nopeuden ja joustavuuden avulla lisää tuottavuutta ja asiakastyytyväisyyttä.
Uusia mahdollisuuksia ja uusia asiakkaita
Oma laserleikkauslaitteisto tuo uusia mahdollisuuksia ja uusia asiakkaita. Koneiden hinnat ovat laskeneet, joten investointi omaan laitteeseen on voi olla järkevääkin. Kuitulaser tuo nopeutta ja tarkkuutta tuotantoon ja asiakkaita voidaan palvella entistäkin paremmin. Teknologia mahdollistaa laajan materiaalikirjon käytön ja tarjonnan laajuus kasvaa.
Konepalvelu Osa Oy on turkulainen työkalu- ja hitsausalan erikoisliike.
Kuitulaserleikkauskoneet varustellaan tyypillisesti savunpoistojärjestelmällä ja paineilmakompressorilla. Myös typpigeneraattorit yleistyvät, koska kaasuomavaraisuus voi olla järkevä liike. Resonaattorin tehot ovat välillä 3kW – 60kW ja leikkauskaasuna käytetään happea, typpeä ja paineilmaa. Moni yritys käyttää ruuvikompressorilla itse tuottamaansa paineilmaa leikkauskaasuna ja se on todettu hyväksi vaihtoehdoksi korkean leikkauslaadun ja kustannustehokkuuden vuoksi. Tähän kun lisätään jatkossa typpiomavaraisuus typpigeneraattorin avulla, alkaa kustannustehokkuus olla mallillaan.
Keskisuuri laitevalmistaja Senfeng
Senfengon keskisuuri laitevalmistaja, jolla on yli 20 vuoden kokemus lasertyöstökoneiden valmistamisesta ja omat maaorganisaatiot useilla eri mantereilla. Laitteistot kootaan tehtailla Kiinassa, käyttäen kokemuksella hyväksi havaittuja komponentteja, esimerkiksi Schneiderin sähkökomponentteja ja japanilaisia servomoottoreita.
Valmistajalta löytyy laiteratkaisuja mm. levyn ja putken laserleikkaukseen, laserhitsaukseen, laserpuhdistukseen, laserpinnoitukseen ja myös esimerkiksi särmäyspuristimia. Laitteiden maahantuoja Suomessa on JRS Greentech Oy.
“Senfeng vahvistaa markkinoitaan Pohjoismaissa. Esimerkiksi Tanskassa on myyty yli 60 Senfeng -laserleikkauskonetta. Myös Suomessa valmistajan laitteilla on jo useita tyytyväisiä asiakkaita ja laitteisiin on mahdollista tutustua useissa eri referenssikohteissa ympäri Suomen”, kertoo myyntijohtaja Jussi Koskelo.
Maahantuojalla on showroom Keski-Suomessa Karstulassa ja heillä on ollut jo pidempään Senfeng -lasertyöstökoneita omassa tuotantokäytössä.
”Tutustuminen maahantuojan tai referenssiasiakkaan laitteistoon ja koekäyttö lisäävät luottamusta hankintapäätöksen tekemiseen”, Koskelo sanoo.
Raisiolainen Ilmastointi & Ohutlevy Oy investoi Senfeng-laserleikkauslinjaan viime talvena.
Yli puolen vuoden kokemuksella olemme erittäin tyytyväisiä hankintaan, toteaa toimitusjohtaja Rikard Raita (kuvassa keskellä). Vasemmalla Konepalvelu Osalta Jari Osa, oikealla Ilmastointi & Ohutlevyn Marcus Ekman.
Turkulainenhitsausalan erikoisliikeKonepalvelu Osa Oy on jälleenmyynyt Senfeng -laserleikkauskoneita muutaman vuoden ajan. Esimerkiksi laserleikkauslinjasto ja käsikäyttöisiä laserhitsauskoneita on toimitettu asiakkaille Lounais-Suomeen.
“Tarjoamme tukea alueellisesti ja lähellä asiakasta, mikä lisää asiakastyytyväisyyttä”, kertoo Konepalvelu Osa Oy:n toimitusjohtaja Jari Osa.
”Yhteistyö Konepalvelu Osa Oy:n kanssa tuo asiakkaalle varmuutta investointeihin ja esimerkiksi kulutusosat kuitulaseriin saadaan suoraan jälleenmyyjän hyllystä”, toteaa Jussi Koskelo.
Myös Senfeng -käsilaserlaitteisiin voi tutustua jälleenmyyjien demopisteissä, esimerkiksi Turussa Konepalvelu Osa Oy:n tiloissa. “Demopisteessämme asiakas pääsee helposti tutustumaan laitteisiin ja tuomaan mukanaan omiakin kappaleita koehitsattavaksi”, Jari Osa toteaa. www.osa.fihttp://www.kuitulaser.com
Reino Lönnroth aloitti kesäkuussa Eskomaticin toimitusjohtajana, Pauli Eskola jatkaa nyt yrityksen hallituksen puheenjohtajana. Kasvun ja kehityksen linjoilla mennään jatkossakin, kertoo uusi toimitusjohtaja.
Eskomatic on turkulainen alihankintakoneistamo ja sopimusvalmistaja. Vaativiin koneistuksiin keskittyvän yrityksen palvelutarjontaa ovat mm. monitoimisorvaus, pitkäsorvaus, koneistus työstökeskuksilla sekä kokoonpanotoiminta.
Yrityksen juuret ulottuvat 1970-luvulle, ja kehitys on ollut vankkaa, perheyritykseen jo 1990-luvulle töihin tullut ja toimitusjohtajana vuodesta 2000 yritystä luotsannut Pauli Eskola kertoo.
Eskomatic tunnetaan tuotannon kehittäjänä ja investoijana. Laatu, toimitusvarmuus ja kumppanuus ovat toiminnan kantavia termejä, työstökoneita on käytössä pitkälti yli 40, monet uusinta teknologiaa.
Kasvuyritys. Toimitusjohtaja vaihtuu, työ jatkuu, toteavat Pauli Eskola ja Reino Lönnroth.
Omasta yrityksestä
Kesällä Eskomaticilla toteutettiin organisaatiomuutos, kun yritystä yli kaksi vuosikymmentä toimitusjohtajana luotsannut yrittäjä Pauli Eskola siirtyi syrjään toimitusjohtajan tehtävistä.Uusi toimitusjohtaja on talon väkeä, aiempi tehtaanjohtaja Reino Lönnroth, joka on nyt myös Eskomaticin osakas.
Pauli Eskola jatkaa talossa muissa tehtävissä.
”Keskityn jatkossa hallitustyöskentelyyn, strategiaan, tuotannon teknologian kehitystyöhön ja investointeihin. Olen miettinyt tätä siirtoa jo jonkin aikaa ja nyt oli siihen sopiva hetki”, sanoo Pauli Eskola.
Lönnroth on aloittanut Eskomaticin palveluksessa vuonna 2011 ja koulutukseltaan hän on konetekniikan insinööri. Eskomaticissa hänellä on takanaan eri tehtäviä mm. tuotantoinsinöörinä, tuotantopäällikkönä, ja tehtaanjohtajana.
”Reino on osoittanut eri tehtävissään johtajuutta ja kovaa sitoutumista. Olemme erittäin tyytyväisiä, että tämä järjestely toteutui”, sanoo Pauli Eskola.
Viime aikoina Eskomatic on panostanut asiakaskysynnän mukaan kokoonpanon toimintoihinsa. Kokoonpanoihin keskittyvä tila toimii tehtaan välittömässä läheisyydessä.
”Olen itsekin tietenkin otettu tästä kunniasta ja hyvillä fiiliksillä mennään. Yrityksen perusta on vahva, tästä on hyvä jatkaa”, kertoo Reino Lönnroth
Panostusta kokoonpanoihin
Viime vuosina Eskomatic on kehittynyt vahvasti, mutta vuonna 2023 keväällä alkaneet rakennusalan vaikeudet ja teollisuuden toimijoiden haasteet ovat näkyneet raskaasti myös Eskomaticin toiminnassa. Uusia mahdollisuuksia on kuitenkin löytynyt teollisuuden uusilta sektoreilta.
Liikevaihtoa Eskomatic teki viime tilikaudellaan 11,7 miljoonaa euroa, nyt mennään jälleen reipasta kasvuvauhtia, jopa 15 miljoonan taso on mahdollinen tälle kaudelle.
Vaikka välillä oli haasteellisempaa, investoinnit ovat jatkuneet, vuoden aikana Eskomatic on toteuttanut viisi koneinvestointia eri alueille. Yritys on panostanut koneistuskalustoon ja automaation lisääminen on ollut yksi keskeinen teema mm. cobotti-investointien myötä.
Toimitusjohtaja vaihtui, kasvu ja kehitys kuuluvat pirtaan jatkossakin.
”Innokkaasti haluamme edelleen jalostaa toimintaamme eteenpäin. Prosessien automatisoiminen pysyy jatkossakin koneinvestointien keskeisenä teemana”, sanoo Reino Lönnroth.
Eskomatic on ahkera investoija. Viime kuukausina yritys on toteuttaneet viisi koneinvestointia eri alueille. Niistä viimeisin, uusi viisiakselinen Mazak-keskus saapui asennukseen elokuun lopulla.
”Resurssien kohdentuminen kehitystyöhön paranee jatkossa edelleen myös tämän organisaatiomuutoksen myötä”, sanoo Pauli Eskola.
Uusia kuvioita hiotaan myös muuten. Viime aikoina Eskomatic on panostanut asiakaskysynnän mukaan kokoonpanon toimintoihinsa. Kokoonpanoihin kksittyvä lähes 400 neliömetrin erillinen tila toimii tehtaan läheisyydessä.
”Toteutamme tänä vuonna myös tässä tehtaalla laajennuksen, mikä tuo uutta tilaa työstökoneille. Lisää tilaa tarvitaan”, sanoo Lönnroth.
Suora linja oppilaitoksiin
Eskomatic työllistää nyt 77 henkilöä. Kasvun myötä henkilöstön määrä on tänä vuonna lisääntynyt. Jos viime vuodet on alalla yleisesti koettu melkoisestikin haasteita henkilöstön riittävyyden suhteen, Eskomaticilla on pärjätty hyvin.
Yritys panostaa aktiivisesti henkilöstörekrytointeihin ja näkyy aktiivisesti mm. alan oppilaitoksissa. Yritys tekee yhteistyötä paikallisten oppilaitosten kanssa ja opiskelijoiden kuin työantajankin kannalta kätevän suora linja toimii oppilaitoksista Eskomaticin tuotantoon.
”Jatkamme vahvan kehityksen tiellä ja sen eteen teemme töitä joka päivä. Sellaiseen kymmenen prosentin vuosittaiseen kasvuun pyrimme jatkossakin”, sanoo Reino Lönnroth.