Tuomainen vahvistaa hiomakapasiteettiaan – Nykyteknologiaa pitkien kappaleiden pyöröhiontaan

Juha Tuomainen Oy vahvistaa mahdollisuuksiaan pitkien kappaleiden pyöröhionnassa. Nykyteknologia lisää kapasiteettia ja tuo samalla nostetta uusien alan osaajien koulutukseen, kertoo toimitusjohtaja Aarne Tuomainen.
Juha Tuomainen Oy on pyöröhiontaan, reikähiontaan ja tasohiontaan erikoistunut konepaja. Vuonna 1989 perustettu ja nyt toisessa sukupolvessa toimiva 16 hengen konepaja palvelee Tampereen Leinolassa.
Asiakaskunta koostuu suurista globaalisti vaikuttavista teknologiateollisuuden yrityksistä pieniin konepajoihin ympäri Suomea.
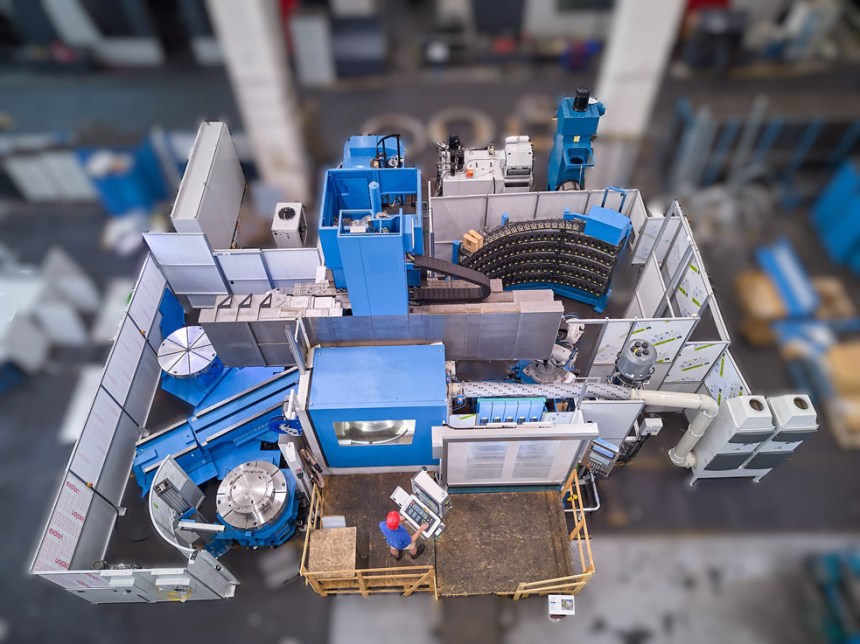
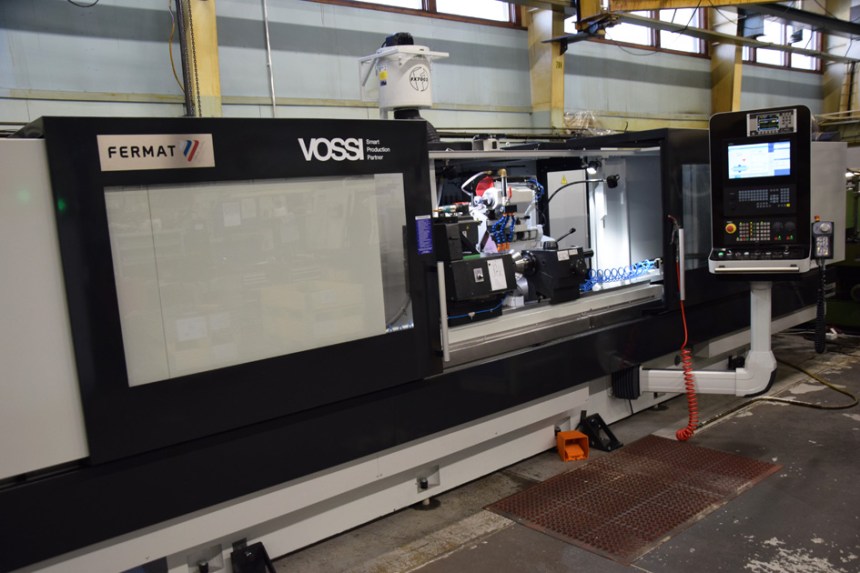
Alalla keskeistä on erikoisosaaminen ja sen palveluksessa tietenkin tehokas hiomakonekalusto, joka hiljattain päivittyi jälleen yhdellä uudella investoinnilla. Alkuvuonna yrityksen käyttöön asennettiin tshekkiläinen Fermat BUB E 50/2000 CNC-pyöröhiomakone Vossi Groupin toimittamana.
Kasvanutta kysyntää
Uusi Fermatin CNC-pyöröhiomakone vahvistaa Tuomaisen paletissa erityisesti 1–2 metrin kappaleiden hiontaa ja korvaa tämän alueen vanhempaa ja jo luotettavuudeltaan osin epävarmaksi ajan myötä käynyttä kapasiteettia.
Samalla se vastaa uuden teknologiansa myötä aiempaa tehokkaammin pidempien kappaleiden pyöröhionnan kasvaneeseen kysyntään Tuomaisella.
”Ammattitaitoisia hiojia eläköityy yrityksissä ja sen myötä töiden kysyntä kasvaa alan erikoisyrityksissä”, Tuomainen arvioi.
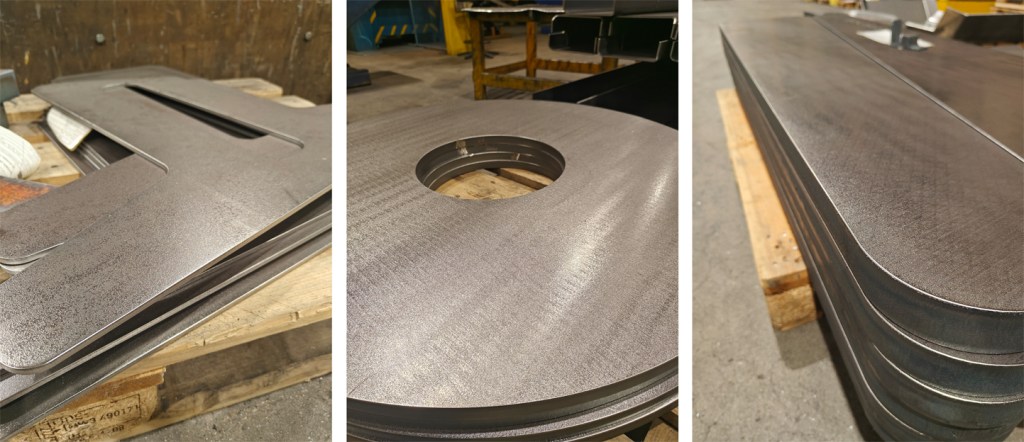
”Olemme viime vuodet keskittyneet erityisesti reikähiottaviin kappaleisiin, joissa yhdistyvät tarkat sisähalkaisijat, ulkohalkaisijat, tasot sekä vaativat geometriset toleranssit. Nyt vahvistamme kapasiteettia nimenomaan ulkohalkaisijoiden pyöröhionnassa”, kertoo Aarne Tuomainen.

Avuksi vetovoimaan
Nykykehitykseen liittyen uudella teknologialla on Tuomaisen mukaan tekemistä alan kiinnostavuuden kanssa.
Se vastaa tarpeeseen kouluttaa uusia osaajia alalle jatkossa.
”Uusien tekijöiden löytäminen ei ole helppoa millekään koneelle, mutta moderneille CNC-hiomakoneille on ollut helpompi saada kiinnostuneita työntekijöitä”, sanoo Tuomainen.
Alalla on töitä ja uusia tekijöitä kaivataan kovasti. Valmiita osaajia ei käytännössä ole saatavilla, joten uusia pitää kouluttaa.
”Tässä uusi teknologia on avuksi, ja samalla se turvaa pidempien kappaleiden hiontakapasiteettia tulevaisuudessa”, toimitusjohtaja Aarne Tuomainen taustoittaa.
Sujuva ratkaisu
Juha Tuomainen Oy:n kone on toinen investointi Vossilta pienen ajan sisällä.
Vuosi sitten Vossi toimitti Tuomaisen tuotantoon Griman monitoimireikä- ja pyöröhiomakoneen, ja nyt Fermat tarjoaa sujuvan ratkaisun pitkien kappaleiden pyöröhiontaan.
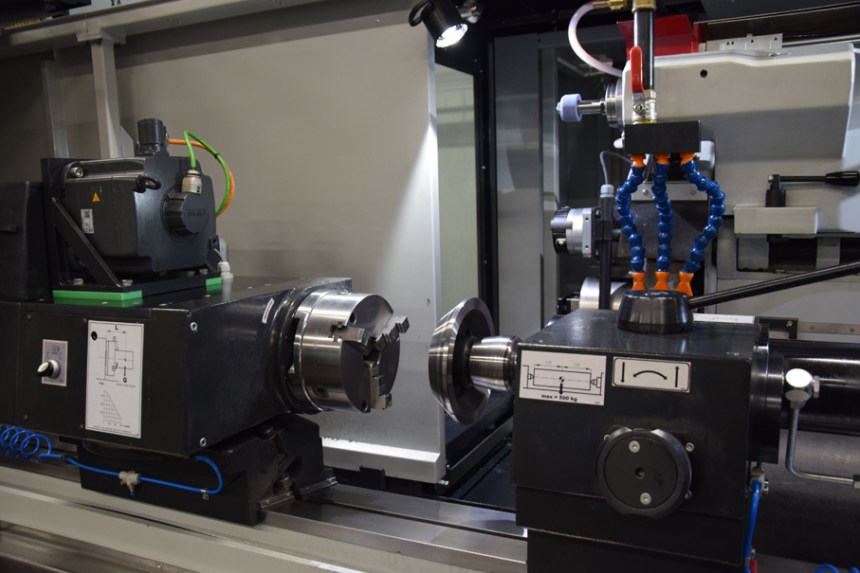
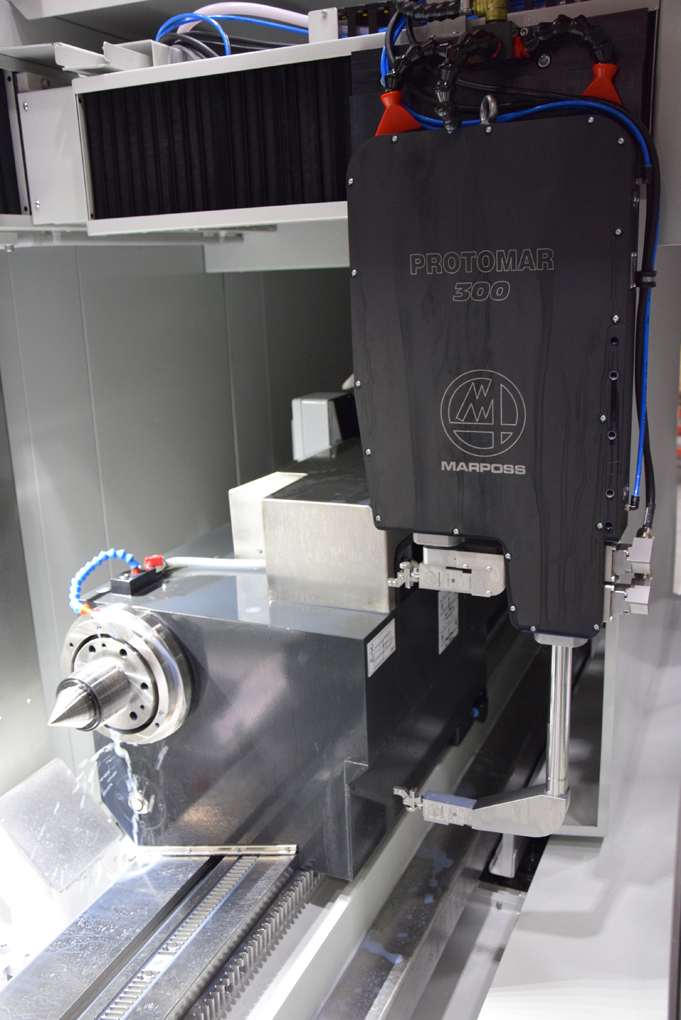
Koneessa hiottavien kappaleiden maksimihalkaisija on 500 mm ja maksimipituus 2000 mm sekä siinä on myös reikähiomayksikkö esimerkiksi pitkien kappaleiden sisähalkaisijoiden tarkkuushiontaan, kun tavoitteena on täyttää tiukat geometriset toleranssit. Koneen varusteisiin kuuluu myös mm. automaattinen hiomakiven balansointi GAP control -järjestelmällä sekä Heidenhain kosketusmitta-anturi.
Ohjaus on Siemens.
”Fermatin helppokäyttöinen Siemens-pohjainen ohjaus oli meille yksi keskeinen tekijä koneen valinnassa. Kyseessä on selkeä ja ymmärrettävä Fermatin kehittämä käyttöliittymä sekä paljon aliohjelmia eri tarkoituksiin. Esimerkiksi telojen bombeeraukseen on tarjolla hyvät valmiit työkierrot.”
Koneen valintaa edistivät Tuomaisen mukaan hyvä referenssikohde lähellä Tampereella, aiemmalla vierailulla saadut hyvät vaikutelmat valmistajan tuotannosta tehtaalta Tsekistä sekä Suomen edustajan toimiviksi todetut huolto- ja tukipalvelut.
”Lisäksi koneen napakka peruskonfigurointi ilman turhia lisäosia miellytti kovasti.”
”Tietenkin kone tuo nykyteknologian edut sen myötä ja työergonomia paranee sekä umpinaisen rakenteen ja mukana tulleen öljysumusuodatuslaitteiston avulla pidetään myös ilmanlaatu koneella työskenneltäessä kunnossa.”

Konetta pitkäksi aikaa
Uusi kone on Tuomaiselle ratkaisu alan töihin pitkäksi aikaa, hiomatekniikan konekannan elinkaaret ovat usein pitkät.
”Aiempi tämän alueen kone on palvellut meitä vuosikymmeniä. Sanoisin, että uusi Fermat mahdollistaa luotettavat prosessit pitkien kappaleiden pyöröhiontaan 20 vuodeksikin eteenpäin”, Aarne Tuomainen ennakoi.
Tällekin koneelle otettiin Vossi Servicen tarjoama palvelusopimus säännöllisten ennakoivien huoltojen, tarkastuksien sekä mittauksien tekemiseksi, joilla varmistetaan koneen huipputarkkuus ja luotettavuus koko sen pitkän elinkaaren aikana.
Kari Harju
Juha Tuomainen Oy
pyöröhiontaan, reikähiontaan ja tasohiontaan
Perustettu 1989
Toimipaikka Tampere
Fermat BUB E 50/2000 CNC-pyöröhiomakone