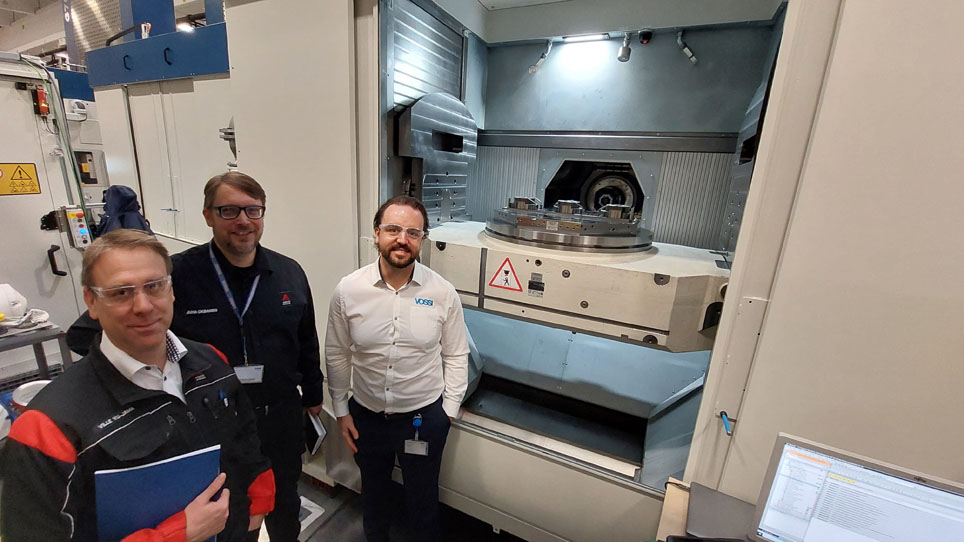
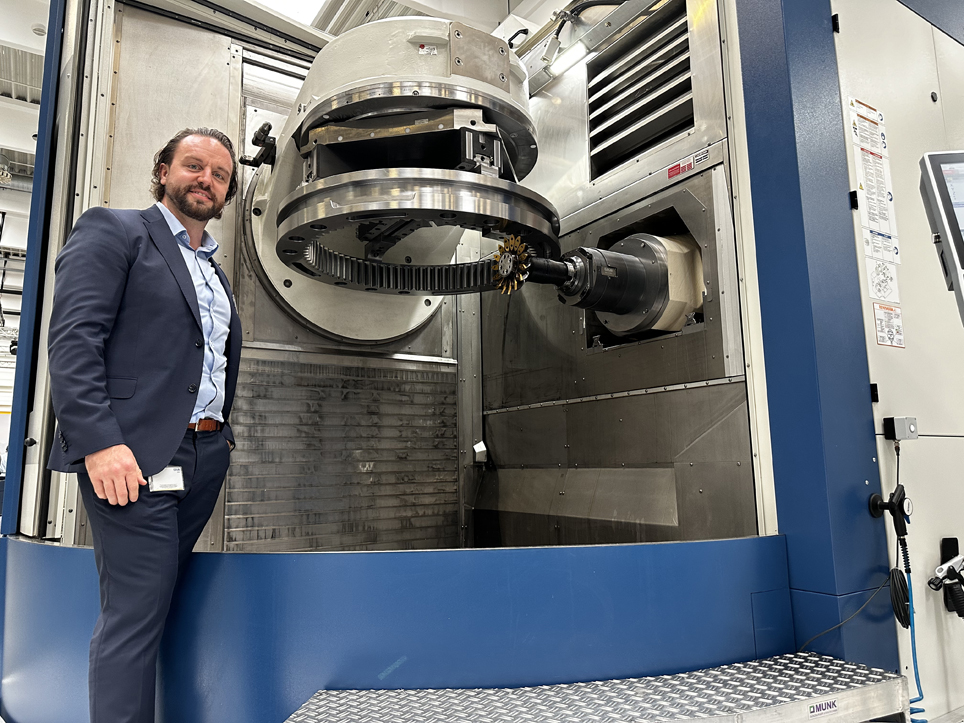
Nokian Linnavuoressa sijaitseva moottorivalmistaja AGCO Power Oy teki alkuvuonna mittavan investoinnin saksalaisen GROBin sylinterikansilinjaan. Marraskuun lopussa suoritettiin tuotantolinjan välikatselmus GROBin Saksan Mindelheimin tehtaalla.
GROB sylinterikansilinjassa on myös kaksi 2-karaista konetta mahdollistamaan huippunopean tahtiajan.
Uusi korkean automaatioasteen koneistuslinja tulee AGCO Powerin uuden CORE-moottoriperheen sylinterinkansien valmistukseen ja on osa valmistajan 70 M€ kokonaisinvestointia.
GROBin kokonaisteknologiatoimitus sisältää mm. 5- ja 4-akselisia koneistuskeskuksia yhdellä ja kahdella karalla, erikoiskoneen sekä täydellisen automaation sisältäen mm. gantry- ja robottiautomaatiota.
Vossi Service toimii ratkaisun elinkaarikumppanina ja heidän CNC-huoltoteknikoita on ollut tehtaalla lisäkoulutuksessa jo useita viikkoja.
Kuvassa (vas.) AGCO Power Oy:n Ville Yli-Jama ja Juha Oksanen sekä Vossi Group Oy:n Marko Vossi.
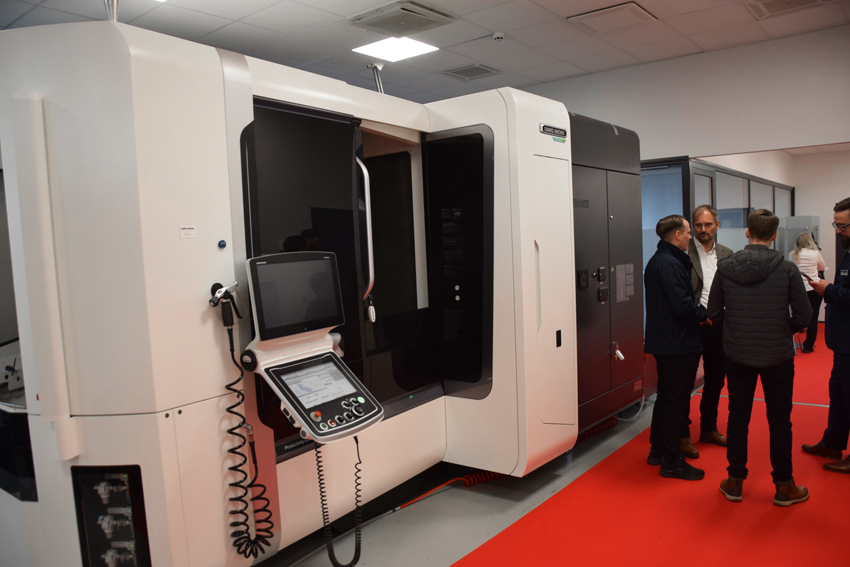
DMG Mori Finland järjesti Tech Days -tapahtuman Pirkkalassa marraskuulla. Samalla juhlistettiin yrityksen kymmenen vuoden mittaan ehtinyttä taivalta. DMG Morin pohjoismaisten myynti- ja huoltoyritysten yhteistyö tiivistyy jatkossa edelleen.
Niin se on, että vuosikymmen kuluu nopeaa vauhtia. DMG Mori Finland Oy on kymmenvuotias, yritys aloitti toimintansa Suomessa tehtaan suorana edustajana helmikuussa 2015.
”Aika on todellakin kulunut nopeasti, ja nämä ovat olleet kehityksen vuosia. Maailma oli kymmenen vuotta sitten erilainen kuin nyt, mutta perustehtävämme ei ole vuosien mittaan muuttunut. Palvelemme asiakkaitamme ja autamme heitä löytämään ratkaisuja, joilla he voivat tehostaa omaa tuotantoaan. Vuodet kuluvat, työ jatkuu”, tiivistää toimitusjohtaja Lauri Erkkola.
DMG Mori Finland järjesti perinteisen TechDaysin marraskuulla ja samalla juhlistettiin yrityksen 10 vuoden merkkipaalua. Lauri Erkkola oikealla, vasemmalla Tuomas Kalanen Ket-Met Oy:stä.
Tech Days Pirkkalassa
DMG Mori Finland järjestää Tech Days -tapahtumia koneiden live-esittelyiden merkeissä.
Tech Days järjestettiin nyt jälleen marraskuussa, ja kymmenvuotisteema toi lisäsävyjä kaksipäiväiseen kokonaisuuteen. Pääosassa paikan päällä oli kuitenkin uusin teknologia mahdollisuuksineen, niistä DMG Morin osalta tapahtumassa esitteli esimerkinomaisesti kolmen uutuuskoneen paketti eri ohjausmahdollisuuksilla varustettuna.
Vaakakarainen NHX 5000 esittelyssä.
Livetoiminnassa nähtiin viime EMO:ssa lanseerattu 5-akselinen ja uudella Siemens-ohjauksella varustettu monitoimisorviuutuus CTX Beta 450 TC. Kone esiteltiin ajossa Iscar-työkaluratkaisun kanssa. Lisäksi esillä oli vaakakaraisista koneistuskeskuksista malli NHX 5000 Fanuc-pohjaisella MAPPS-ohjauksella.
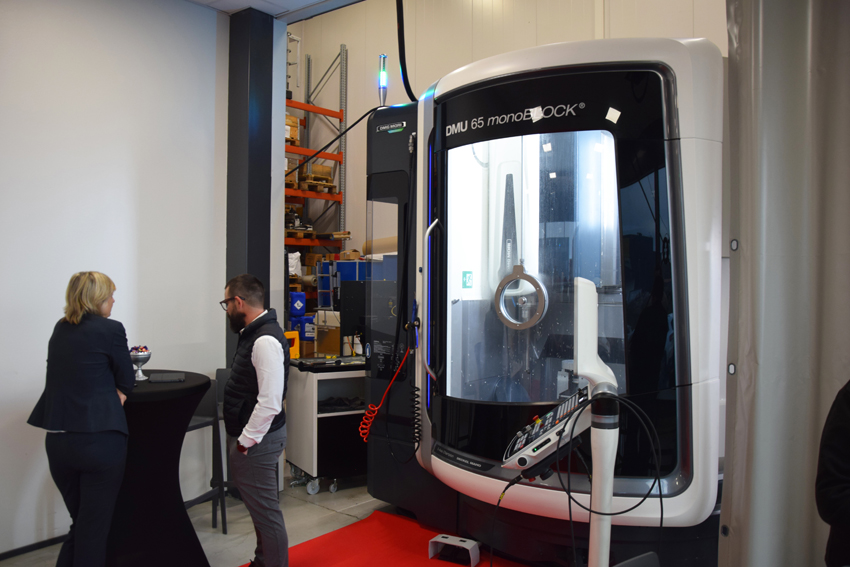
Kolmantena mukana oli vielä Heidenhain-ohjauksella esitelty 5-akselinen koneistuskeskus DMU 65 monoBLOCK. Tuttuun tapaan tapahtumassa oli tarjolla tietoa muista ajankohtaisista konemalleista, palveluista ja rahoitusratkaisuista.
Pohjoismaista yhteistyötä
DMG Mori Finland on DMG Mori Europen omistama yritys ja se toimii yhteistyössä Euroopan keskuksen ja DMG Morin Pohjoismaisen organisaation kanssa.
Tuoreita uutisia on, että parhaillaan yhteistyö tiivistyy nyt edelleen, varsinkin Suomen, Tanskan ja Norjan myynti- ja huoltoyritysten kesken. Samalla Lauri Erkkola toimii lokakuun alusta lähtien paitsi Suomen, Tanskan ja Norjan DMG Mori -yhtiöiden toimitusjohtajana.
Kolmantena konemallina mukana TechDaysissa oli DMU 65 monoBLOCK.
”Ajat ovat haastavat, mutta näkymät ovat Pohjoismaiden markkinoilla jatkossakin hyvät. Jatkamme eteenpäin ja tällä tiivistyvällä yhteistyöllä pyrimme nyt tehostamaan edelleen toimintaamme ja hyödyntämään yhteisiä resurssejamme aiempaa paremmin.”
”Markkinat eri maissa ovat erilaiset ja sen myötä niissä ovat omat erikoisosaamisalueensa. Tiiviimmällä yhteistyöllä pyrimme tuomaan näitä etuja notkeasti yhteisesti hyödynnettäviksi”, Erkkola sanoo.
”Yksiköt toimivat jatkossakin itsenäisesti, eikä Suomessa asiakkaiden suuntaan järjestely juuri näy, aiempaa enemmän tosin voi tiivistyvän yhteistyön myötä muista Pohjoismaista käydä asentajia Suomenkin asiakaskohteissa. Itse jaan jatkossa työaikaani jonkin verran nyt myös Tanskan ja Norjan suunnalla”, Lauri Erkkola sanoo.
Kari Harju
Kuva ylhäällä: CTX Beta 450 TC on DMG Morin viisiakselinen koneistuskeskusuutuus.
Kaarlo Finnilä Oy Lappajärvellä vahvistaa tuotantomahdollisuuksiinsa tuoreen koneistuskeskusinvestoinnin myötä. Voimansiirron komponenttien erikoistalon hankinta on Akira Seikin pystykarainen neliakselinen V5.5XP.
Kaarlo Finnilä Oy on Lappajärven Savonkylässä toimiva pitkän linjan konepaja. Yrityksen erityisalaa on hammaspyörien ja muiden voimansiirron komponenttien valmistaminen, niiden tuotannossa yrityksellä on taustaa jo vuodesta 1976 saakka.
”Isäni aloitti yrityksen tuolloin ja tie on kantanut, toki muutosta ja kehitystä matkan varrelle mahtuu monenmoista. Palvelemme pitkäaikaisia asiakkaita mm. teknologia- ja koneenrakennusteollisuudessa”, kertoo Aaron Finnilä, perheyrityksen nuoremman sukupolven edustaja ja nykyinen toimitusjohtaja.
Työalue on kokoluokkaan nähden kookas. Oikealla 4. akselin roller cam -yksikkö.
Koko paketti
Asiakkailleen yritys tarjoaa sektorin koko palvelupaketin. Yksi keskeinen voimavara on oma suunnittelu.
”Suunnittelemme ja valmistamme kaikki voimansiirtoon liittyvät tuotteet, joko asiakkaiden piirustusten mukaisesti tai alusta asti. Asiakas voi toimittaa meille valmiit piirustukset, josta teemme tarjouksen. Mikäli kyseessä on prototyyppi tai alustava suunnitelma, teemme hammastuksen mitoitukset, lujuuslaskelmat sekä tarvittaessa 3D-mallit lopputuotteesta”, toteaa Aaron Finnilä.
Nopeita lähtöjä erikoistöihin Finnilällä palvelevat osaltaan monipuolinen materiaalivarasto ja vuosien mittaan laajaksi jalostunut tuotantoteknologia. Vierintäjyrsinkoneet ovat keskeisiä hammaspyörien ja hammasakseleiden valmistamisessa, niitä on käytössä parikymmentä eri tarpeisiin.
Kaarlo Finnilä Oy investoi uuteen Akira Seikin teknologiaan. Tarkkuustyöt, tarkat koneet, tiivistävät Aaron Finnilä ja Jarno Vauhkonen Vossilta.
”Kaikkia tarvitaan, ei jatkuvasti, mutta säännöllisesti. Nykyisellä konekannallamme pystymme koneistamaan hammaspyörät 1600mm halkaisijaan asti”, kertoo Aaron Finnilä.
Muu sorvaus- ja muu jyrsintäkapasiteetti täydentää tuotantokapasiteettia ja palvelee myös alihankinnan toimintoja päätoimialueen lisäksi.
Finnilän useat investoinnit konekantaan ovat nyt viime vuosina osuneet sorvauksen ja yleisjyrsinnän alueelle. Muutaman vuoden takainen kookas investointi tehtiin monitoimisorvaukseen, nyt tämän vuoden loppuun puolestaan hankittiin laajennusta koneistuskeskuspalettiin. Yrityksen käyttöön asennettiin japanilaista Akira Seikin teknologiaa, V5.5XP.
Kokoa ja tarkkuutta
Kaarlo Finnilä Oy:lle kyseessä on muiden kone- ja laiteinvestointien tapaan sekä konekantaa uudistava investointi sekä kapasiteetin laajennus.
Koneessa on Fanuc-ohjaus, kuten monessa muussakin talon koneessa. Operaattorina Antto Vanhala.
”Uusi teknologia tuo toimintaan tehoa ja tarkkuutta. Tämän koneen hankintaa meillä edistivät paitsi sen kilpailukykykyinen hinta, hyvät ominaisuudet. Niistä tarkkuus on erityisen tärkeä piirre.” Akira Seikiin tarkkuutta tuovat mm. raskaan koneistuksen tarpeita palvelevat THK NR -lineaarijohteet X- ja Y-akseleilla ja Renishawn mittasauvat.
”Tämä on meillä samalla nyt ensimmäinen roller cam -kone, se lisää koneistuksen tehokkuutta ja tarkkuutta edelleen”, Finnilä sanoo. Vossi Groupin toimittamassa koneessa käsittelyyn käyvät kokoluokkaan nähden mittavat kappaleet, X-liike on 1350, Y luokassaan laaja 640 mm ja Z 660 mm. Pöydän koko on 1500×600 mm.
Varustukseen kuuluvat BT40-kara 12 000 1/min kierroksin sekä mm. 28-paikkainen työkalumakasiini. Akira Seikin koneet toimitetaan vakiona Heidenhain-ohjauksin, ja myös muut ohjaukset ovat mahdollisia. ”Meillä päästiin heti töihin kiinni, koska valitsimme ohjaukseksi Fanucin, mikä meillä on useissa muissakin koneissa. Se teki aloituksesta sujuvaa”, Aaron Finnilä sanoo.
Kaarlo Finnilä Oy on hammaspyörien ja muiden voimansiirron komponenttien erikoistalo. Niitä yritys on toimittanut asiakkailleen vuodesta 1976 lähtien.
Koneistustyöt ja kehitys Savonkylällä jatkuvat. Tuotannonohjausjärjestelmän käyttöönotto kuuluu nyt talon seuraaviin siirtoihin. Vakaata tuotantoa viime vuodet tehnyt yritys työllistää 6 henkilöä, muutama uusi ammattilainen mahtuisi porukkaan.
AMB-messut järjestettiin syyskuussa Saksan Stuttgartissa. DMG Mori esitteli tapahtumassa useita uutuuslanseerauksia jyrsintään, yleis- ja tuotantosorvaukseen, 3- ja 5-akseliseen jyrsintään ja tuotannon automatisointiin. CELOS X Siemens/MAPPS -pohjalla ovat nyt saatavana useisiin uusiin konesarjoihin.
CTX 350 4A -sorvimalli esiteltiin messuilla
Yleissorvauksen CTX 350 4A
CTX-sarjan kuudes sukupolvi esiteltiin messuilla ja lisätehoja, tarkkuutta, joustavuutta ja tehokkuutta on tarjolla. Uusimman sukupolven CTX-sorvauskeskusten rakenne on kompakti, mutta työalue aiempaa suurempi. Uusi CTX 350 4A mahtuu lattialla 7 m²:n tilaan. Koneessa on kaksi VDI30-revolveria ja yhteensä 28 työkalupaikkaa. Työkalut saavuttavat 12 000 rpm:n nopeuden ja 14 Nm:n vääntömomentin.
DMG Morin mukaan kone tarjoaa 6-puolisen työstön Ø 200 x 100 mm asti ja +/- 50 mm Y-akselilla 8,1 m². Karat 6 000 rpm tai 171 Nm asti, tankotyöstö Ø 65 mm asti, ylä- ja alarevolveri 12 000 rpm tai 17 Nm // 12 työkaluasemaa // VDI 30. Ylärevolverissa 16 työkaluasemaa VDI30. CNC CELOS X SINUMERIK ONE tai alkuperäinen Fanuc 0i TFPlus
NLX 2500|700 on edennyt toiseen sukupolveen.
NLX 2500|700:n toinen sukupolvi
DMG MORI esitteli messuilla niin ikään NLX 2500|700-sorvauskeskuksen uuden sukupolven, Kyseessä on markkinoilla suositun keskuksen uusi seuraajamallin optimoinnein, jotka liittyvät koneen rakenteeseen, ohjaukseen ja toimintoihin valmistajan Machining Transformation (MX) -konseptin mukaisesti. Prosessi-integraatio, automaatio, digitaalinen muunnos (DX) ja vihreä muunnos (GX) ovat konseptin avainpilarit.
Työkappaleet koneelle ø 366 × 705 mm asti ja 120 mm, Y-akseli vakiona, 6-puolinen täydellinen koneistus vasemmalla ja oikealla karalla (valinnainen) max. 7 000 rpm tai 1 273 Nm. Mukana BMT-torni a 12 000 rpm tai 100 Nm ja 20 työkaluasemaa (VDI = 12 asemaa). 400 V:n kone vähentää samalla energiankulutusta. CELOS X SINUMERIK ONE/ MAPPS.
Uusi ratkaisu pystyjyrsintään
Uudessa DMV-sarjassa DMG MORI ilmoittaa yhdistävänsä aikaisempien 3-akselisten työstökeskusten vahvuudet innovaatioihin, jotka täyttävät tuotannon kasvavia vaatimuksia. DMV 110:n kehitys on linjassa koneistusmuunnoksen (MX) kanssa.
Uusi viisiakselinen DMU 85 monoBLOCK.
Kolmeakselisina koneina DMV-mallit sopivat monille teollisuuden aloille rakennuspalikaksi kilpailukykyiseen tuotantoympäristöön, mukaan lukien muotti- ja muottiteollisuus, yleinen suunnittelu, autoteollisuus ja ilmailuala. Työkappaleet enimmillään 1 100 × 600 × 500 mm ja 1 700 kg, optimoitu monoliittinen konealusta ja kiinteät valuosat. MASTER-karat 20 000 rpm tai 200 Nm asti, rivikara 15 000 rpm ja 121 Nm vakiona, pienempi energiankulutus. CELOS X/SIEMENS tai HEIDENHAIN.
Uudistunut viisiakselinen
Uutuuslanseeraus messuilla oli myös uuden sukupolven DMU 85 monoBLOCK, mikä yhdistelee edellisen sarjan konekonseptia operaattorien käyttökokemuksiin pohjaaviin optimointeihin.
Kone mahdollistaa 5-akselisen samanaikaisen työstön ø1 040 x 590 mm ja 1 500 kg asti 12,3 m², ja tarkkuutta on lisätty edelleen, sitä tuovat 5 μm:n paikannustarkkuus ja 30 % suurempi tilavuustarkkuus VCS Completen myötä.
Kone mahdollistaa prosessi-integraation jyrsintään, sorvaukseen, hiontaan, hammaspyörän valmistukseen. Prosessinaikainen mittaus ja ultraääni, karoja tarjolla enimmillään 30 000 rpm tai 430 Nm vääntömomentilla. CELOS X SINUMERIK ONE/CELOS X TNC 7.
PH-AMR 750 on uutuus automatisoituun palettien käsittelyyn.
Uusi PH-MR-malli
PH-AMR-mallit ovat DMG Morin MX-konseptin komponentti automatisoituun palettien käsittelyyn. Autonomiset mobiilirobotit liikkuvat itsenäisesti lattialla ja koneet lastataan ja puretaan itsenäisesti. PH-AMR 5000:n menestyksen jälkeen DMG MORI laajentaa valikoimaansa alueella uudella PH-AMR 750:llä. Uutuus kuljettaa paletit kooltaan 500 × 500 – ø 800 × 630 mm ja siirtopainoltaan 750 kg asti.
Uutuuslanseerausten lisäksi messuilla oli mukana laaja kooste valmistajan muusta tarjonnasta. AMB-messut järjestettiin Stuttgartissa 10.-14.9.
Metso Lappeenrannan suodatinteknologiakeskus on ottanut käyttöönsä uuden automatisoidun koneistusyksikön. Uusi yksikkö mahdollistaa kaivosalalla sekä muilla teollisuuden aloilla käytettävien painesuodattimien suodatinlevypakkojen tiivistekehien nopean ja joustavan valmistuksen.
Ibarmian automatisoitu koneistuskokonaisuus suunniteltiin yhteistyössä niin asiakkaan kuin konevalmistajan kanssa. Kokonaisratkaisussa on saatu tehokkaasti hyödynnettyä koneen koko kapasiteetti. Erityisesti koneen kiinnittimiin tehdyt asiakaskohtaiset ratkaisut tuovat joustavuutta tuotantoon.
Järjestelmä koostuu Ibarmia ZVH 55 / L6000 koneistuskeskuksesta sekä Fanuc-robottiautomaatiosta.
Räätälöity kappalekiinnitys ja robottiautomaatio
Järjestelmä koostuu Ibarmia ZVH 55 / L6000 koneistuskeskuksesta sekä Fanuc-robottiautomaatiosta. Lähes 12 m pitkä työstökoneen 6 m X-akseliliike mahdollistaa isojen kappaleiden valmistuksen. Lisäksi järjestelmän osana on Ibarmian Haidenhain-ohjaukseen liitetty työkalujen esiasetuslaite.
Koneistuskeskuksen kiinnitinjärjestelmä on suunniteltu suurelle määrälle eri tuotteita, joka mahdollistaa joustavuuden tuotannossa sekä maksimoi koneen tuomat hyödyt. Neljä metriä pitkässä kiinnittimessä on neljä sivua, joista kolmessa on erikseen ohjattavat hydraulipuristimet, jotka mahdollistavat lähes 30 eri tuotteen valmistuksen. Kiinnittimen neljäs sivu on T-uritettu kiinnitin valmiudella, joka mahdollistaa täysin räätälöityjen kappaleiden koneistamisen.
Robottiautomaatio on suunniteltu käsittelemään laajaa tuotemäärää. Pelkästään robotin 400 kg käsittelykyky ja tarttujanvaihtojärjestelmä mahdollistavat useiden erilaisten kappaleiden käsittelyn. Konenäköä ja anturointia hyödyntäen robotti paikoittaa, oikaisee, kääntää ja siirtää koneistettavat kappaleet isolla toimintasäteellä.
Käyttäjäergonomiaa ja turvallisuutta
Koko järjestelmä on PLC-ohjattu ja yksikön hallinta tapahtuu HMI-käyttöliittymästä, missä tehdään tuotteiden tuote- ja lavauksenhallinta. Erilaisista valmistettavista kappaleista tehdään työjono ja tuotannon edistymistä sekä järjestelmän tilaa voidaan seurata reaaliaikaisesti.
Järjestelmä on PLC-ohjattu ja yksikön hallinta tapahtuu HMI-käyttöliittymästä, missä tehdään tuotteiden tuote- ja lavauksenhallinta.
Ratkaisussa on edellä mainittujen lisäksi kiinnitetty erityistä huomiota myös käyttäjäergonomiaan sekä turvallisuuteen. Koneistuskeskus on asennuttu 300 mm syvennykseen, joka mahdollistaa suuren koneen manuaalikäytön. Järjestelmän käyttöpaneelien sijainnit on suunniteltu käyttötilanteiden mukaan ja kaikkien laitteiden turvapiirit on integroitu yhdeksi kokonaisuudeksi.
”Projektin tavoitteena oli löytää kokonaisratkaisu, joka lisää tuottavuuttamme sekä työturvallisuuttamme. Yhteistyöllä niin kokonaisratkaisun toimittajan MTC Flextekin kuin myös koneistuskeskuksen valmistaja Ibarmian kanssa saimme haluamamme ratkaisun. Projektin aikainen yhteistyö oli sujuvaa ja aikataulussa sekä budjetissa pysyttiin. Kokonaisuus on niin hyvin toteutettu, että pääsimme heti hyväksyntätestin jälkeen ajamaan tuotantoa”, kertoo Metson suodatinvalmistuksen kehityspäällikkö Antti Ylä-Outinen.
Onnistuminen yhteistyöllä
Heinäkuussa 2024 käyttöönotetun järjestelmän toteutusvaihe alkoi keväällä 2023. Kattavan konseptisuunnittelun pohjalta suunnittelutiimit viimeistelivät yhteistyössä tehdaslayout-, mekaniikka-, sähkö-, ja ohjelmistosuunnitelmat.
Koneistuskeskuksen FAT-koneistustesti suoritettiin Espanjassa Ibarmian tehtaalla maaliskuussa, ja koneasennus valmistui toukokuussa, jonka jälkeen automaatiojärjestelmä integroitiin osaksi työstökonetta.
Projektin koulutustapahtumat oli jaettu osiin. Kaksi päiväinen robotiikan peruskurssi järjestettiin MTC Flextekin Nurmijärven koulutusympäristössä ja koko järjestelmän käyttökoulutus käyttöönoton yhteydessä asiakkaan tiloissa. Kaikkien toimijoiden tiivis yhteistyö mahdollisti projektin onnistumisen ja järjestelmä saatiin suunnitelman mukaan tuotantokäyttöön
Järjestelmän tekniset tiedot
Ibarmia ZVH 55 / L6000 – koneistuskeskus • X-akseli, pituusliike: 6000 mm • Y-akseli, poikkiliike: 820 mm • Z-akseli, pystyliike: 1100 mm • Kääntyvä jyrsinpää: +/-105º • Suurin karateho: 84kW • Työkalumakasiini: 80 paikkaa, #50-työkalukartio
Automaatiojärjestelmä
• Fanuc M-900iB/ 400 L – teollisuusrobotti • HMI – käyttöliittymä järjestelmän ohjaukseen • MTC Flextek SMART connect-etäyhteys
Mectalent vahvistaa koneistuksen kapasiteettiaan. Uuden sukupolven Fanuc Robodrill mahdollistaa aiempaa suurempien kappaleiden Robodrill-käsittelyn sekä tuo uutta toiminnallisuutta ja nopeutta yrityksen vaihtuviin töihin.
Oulun seudulla konepajateollisuus on vahvaa ja Mectalent Oy on yksi pohjoisen osaamisen pitkän linjan edustajia. Yritys on erikoistunut vaativaan laitevalmistukseen varsinkin terveys- ja turvallisuusteknologian sektoreilla.
Yrityksen suora edeltäjä Oulun Hienomekaniikka Oy aloitti toimintansa vuonna 1982. Kun se ja vuonna 1996 aloittanut Coronaria Instruments Oy yhdistyivät vuonna 2008, syntyi Mectalent Oy.
Koneet rivissä. Mectalentin on käytössään viisi Robodrillia. Kokemusta koneista on parinkymmenen vuoden mitalta.
Omaa osaamista
Mectalentin vuodet ovat kuluneet kasvun merkeissä. Yritys on kehittänyt toimintaansa perusalihankinnasta vähitellen yhä vaativampaan tuotantoon. Yritys panostaa omaan suunnitteluun, vahvistanut valmistuksen toimintojaan ja kehittänyt tilojaan. Nykyisiin tiloihinsa Oulussa yritys muutti vuonna 2010 ja tiloja on myöhemmin laajennettu mm. koneistuksen lisätilaa rakentamalla. Myös uusi hitsaamo rakennettiin.
Vuonna 2018 Mectalent osti suunnitteluaan edelleen vahvistamaan suunnittelutoimisto Conceptasin. Se fuusioitiin Mectalentiin nyt viime vuonna.
”Yhdistyminen selkiyttää toimintojamme. Työmme jatkuu entistä yhtenäisemmin, uutta kehittäen”, toteaa toimitusjohtaja Tapio Harila.
Liikevaihtoa Mectalent tekee 18 miljoonaa euroa. Yrityksellä on Oulun lisäksi toimintaa Helsingissä ja Tampereella.
Päivitys rivistöön
Mectalentin palveluvalikoima Oulussa kattaa koneistukset, TIG-, MIG-, orbitaali-, laser- ja ultraäänihitsaukset, samoin lankakipinätyöstön ja uppokipinätyöstön kokoonpanoihin, mittauksiin ja testauksiin saakka. Töiden sarjakoot vaihtelevat, pitempien sarjojen lisäksi lyhyempiä sarjoja sekä prototyyppejä tehdään.
Käytössä on konekantaa eri kokoluokkiin, koneistuksen osalta siihen kuuluu mm. kookasta 5-akselista jyrsinkapasiteettia. Pienempien ja keskikokoisten tarkkuuskappaleiden koneistukseen yrityksellä on käytössä mm. viisi kappaletta Fanucin Robodrillejä.
Mectalentin tilat Oulussa ovat noin 6000 neliömetrin suuruiset. Toimenkuvaan kuuluvat mm. koneistukset, erilaiset hitsaukset, lankakipinä- ja uppokipinätyöstö, mittaukset ja testaukset ja kokoonpanot.
”Ne ovat luotettavia, erilaisin töihin ja vaihtuviin sarjakokoihin nopeasti mukautuvia koneita. Robodrilleja meillä ollut käytössä ainakin pari vuosikymmentä”, Harila kertoo.
Mectalentin Robodrill-konekanta päivittyi Oulussa hiljattain jälleen yhdellä yksiköllä, kun neliakselinen uusimman Robodrill-sukupolven D21LiB5ADV Plus liittyi rivistöön.
”Kone korvaa jälleen yrityksen tuotannossa yhden pitkän päivätyön tehneen kolmiakselisen Fanucin ja päivittää samalla osaltaan valmiuksiamme tähän päivään”, kertoo työnjohtaja Lari Liikamaa.
ADVanced-edut
Mectalentille uusi Robodrill tuo ensinnäkin yhden lisäakselinsa verran toiminnallisuutta ja tehokkuutta. Kone on samalla Robodrill-malliston isoin eli L-malli ja siitä ADV- eli Advanced-versio.
Näin se mahdollistaa yritykselle aiempaa suurempien kappaleiden Robodrill-käsittelyn.
ADV on työalueeltaan perusversiota suurempi, Z-liike koneessa on 400 mm (vakioversiossa 330 mm). Y- ja Z- suunnissa liikealuetta kone tarjoaa ovat 700 ja 400 mm. Lisäksi valittu ADV-versio tuo mukanaan nipun muita etuja toki jo standardinakin nopean ja helposti tarvittaessa myös automatisoitavan koneen toimintaan.
Yksi keskeinen piirre ovat standardista edelleen lyhentyneet sykliajat.
”Koneen työkalumakasiinin kääntö on uudessa ADV-versiossa toteutettu servotekniikalla ja työkalun vaihto on synkronoitu akseliliikkeiden kanssa, mikä lisää edelleen työkalunvaihtojen nopeutta. ADV-version myötä on tehostettu uusien ratkaisujen myötä myös esimerkiksi lastunpoistoa”, kertoo myyntipäällikkö Pasi Karvonen koneen toimittaneelta MTC Flextekiltä.
Koneinvestoinnit ovat yksi keskeinen tekijä kilpailukyvyn varmistamiseen. Uusi teknologia, uuden mahdollisuudet, toteavat Tapio Harila ja Lari Liikamaa.
Nykyteknologian tapaan koneessa on kiinnitetty runsaasti huomiota myös mm. energiatehokkuuteen ja taloudellisuuteen. Ohjaus on Fanucin uusimman sukupolven 31I B5 Plus.
Tehokkuutta ja kilpailukykyä
Mectalentin käyttöön uusi räätälöity konepaketti asennettiin alkuvuodesta. Koska Robodrill-kokemus Mectalentilla on pitkä, uusimman koneen käyttöönotto kävi helposti ja se saatiin jälleen vauhdikkaasti tuotantoon. Mectalentille talon tuore Fanuc-kapasiteetin täydennys on vahvistus jatkon toiminnoille ja kasvulle.
”Ajanmukaiset koneet ja koneinvestoinnit niihin ovat yksi keskeinen tekijä yrityksen ja kilpailukyvyn varmistamiseen. Toiminnallisuudet kehittyvät, tehokkuus kasvaa ja käytettävyys paranee aina uuden teknologian myötä”, Harila summaa.
Kone on Harilan mukaan yksi osa ketjussa, mikä varmistaa osaltaan Mectalentin kehitystä eteenpäin.
”Kasvua haemme jatkossakin. Yksi vahvasti kehittyvä alue näinä aikoina on turvallisuussektori.”
Tuotannon kehitys jatkuu ja samalla Oulussa satsataan jälleen työympäristöönkin liittyviin asioihin. Uusi Absolent puhdistaa ilmaa koneistuksen työtiloissa.
Kari Harju
Mectalent Oy
Tarkkuusmekaniikka, laitevalmistus
Perustettu 1982 (Oulun Hienomekaniikka Oy)
Työtekijöitä noin 120
Liikevaihto noin 18 miljoonaa
Uusi koneistuskeskus Fanuc Robodrill D21LiB5ADV Plus.
Tuusulassa toimiva alihankintapalveluihin erikoistunut haponkestävien putkenosien ja alihankintaosien valmistaja SH-Teksor vahvistaa toimintojaan ja panostaa tuotannon automatisointiin. Alihankinta-messuilla yritys juhlistaa 40-vuotista taivaltaan.
SH-Teksor on haponkestäviä kierreosia valmistava ja myyvä suomalainen yritys.
Yritys tekee myös haponkestävän teräksen ja muiden vaativien materiaalien työstöä ja sorvausta alihankintana.
Vuonna 1984 perustettu yritys valmistaa standardi- ja alihankintatuotteita muun muassa kemian-, elintarvike-, lääke-, paperi- ja metalliteollisuudelle.
”Tuotanto-ohjelmamme käsittää standardikierreosia sekä alihankintaosia ja erikoiskierreosia. Toimitamme myös kauluksia”, kertoo yrityksen toimitusjohtaja Tero Pajunen.
Vuonna 1984 perustettu yritys valmistaa standardi- ja alihankintatuotteita muun muassa kemian-, elintarvike-, lääke-, paperi- ja metalliteollisuudelle.
5-akselisorvi robottisyötöllä
SH-Teksorin toiminnassa alihankinta ja yksilöllinen valmistus painottuvat.
”Kasvava osa tuotannostamme on alihankintatuotteita. Työstämme haponkestävää ja ruostumatonta terästä, sekä muita vaativia materiaaleja, joista valmistamme osia asiakkaan piirustusten mukaan. Tuotteitamme toimitamme Suomen lisäksi myös Pohjoismaihin ja laajemmin Eurooppaan”, Tero Pajunen sanoo.
Osaaminen, korkea laatu ja joustava toimituskyky ovat toiminnalle keskeisiä, ja kaikkia näitä teemoja palvelevat myös yrityksen uudet panostukset tuotantoon.
Parhaillaan SH-Teksor vahvistaa toimintojaan vaativassa alihankintakoneistuksessa ja erikoisosien valmistuksessa lisäämällä tuotannon automaatiota.
Yritys on juuri ottamassa käyttöön viisiakselisen sorvin robottisyötöllä, joka mahdollistaa monipuolisemman ja nopeamman asiakkaiden palvelimisen.
Toimitusjohtaja Tero Pajusen mukaan tuore investointi on osa yrityksen kasvustrategiaa, jonka painopisteenä ovat erityisesti alihankinta-asiakkaat.
Automaatioinvestointi on osa SH-Teksorin kasvustrategiaa, jonka painopisteessä ovat erityisesti alihankinta-asiakkaat. Kuvassa vasemmalta Patrick Sederholm, Tero Pajunen ja Janne Väkiparta.
”Pystymme nyt valmistamaan entistä vaativampia osia lyhyemmillä toimitusajoilla. Tavoitteenamme on lisätä automatisaation ja tekoälyn hyödyntämistä tuotannossamme jatkossa”, Pajunen sanoo.
Vahvistusta myynnin toimintoihin
Tuotantoon panostamisen lisäksi SH-Teksor on vahvistanut myös myyntitiimiään alkusyksystä.
Janne Väkiparta aloitti yrityksen myyntijohtajana vastaten alihankintapalveluista.
Patrick Sederholm siirtyi avainasiakaspäälliköksi ja keskittyy jatkossa standardituotteisiin ja jälleenmyyjiin.
Miehet ovat kokeneita myynnin ammattilaisia, jotka tuntevat alihankinta-alan hyvin.
”Haluamme olla asiakkaillemme luotettava ja joustava kumppani, joka pystyy toimittamaan laadukkaita osia ja kokoonpanoja aikataulussa ja kilpailukykyiseen hintaan.
”Odotamme innolla tapaamista nykyisten ja uusien asiakkaiden kanssa ja kuulemista heidän haasteistaan ja tavoitteistaan”, Janne Väkiparta kertoo.
Tuotantotilat sijaitsevat Tuusulan Teollisuustiellä. Yritys työllistää 30 henkilöä.
40-vuotisjuhlavuosi esillä Alihankinnassa
SH-Teksorin perinteet ovat pitkät ja tänä vuonna vietetään yrityksen toiminnan 40-vuotisjuhlavuotta. Perinteet juontavat vuoteen 1984 ja nykymuotoinen SH-Teksor syntyi vuonna 2018 kun SH-Trade Oy ja Teksor Oy yhdistyivät.
Yritys työllistää nyt 30 henkilöä, vuosittainen liikevaihto on noin seitsemän miljoonaa euroa.
Lokakuun alun Alihankinta-messuilla Tampereella SH-Teksor esittelee uusia mahdollisuuksiaan ja juhlistaa 40-vuotista toimintaansa.
Juhlavuoden kunniaksi kakkua ja kahvia on tarjolla osaston vierailijoille.
”Messut on SH-Teksorille tärkeä vuosittainen tapahtuma. Olemme iloisia voidessamme tavata asiakkaitamme ja kumppaneitamme kasvokkain. Messuilla haluamme näyttää, miten olemme kehittäneet palveluitamme ja tuotantoamme vastaamaan heidän tarpeitaan entistä paremmin.”
”Samalla olemme myös todella ylpeitä siitä, että olemme olleet alalla jo neljä vuosikymmentä ja haluamme jakaa tämän merkkipaalun asiakkaidemme kanssa”, toimitusjohtaja Tero Pajunen sanoo.
Alihankintakonepaja Kangasalan Kopal jatkaa kehityksen tiellä. Yrityksen tuotanto laajeni alkuvuonna jälleen yhdellä uudella koneyksiköllä, kun japanilaisen Nidec OKK:n viisiakselinen VB-X650-koneistuskeskus asennettiin pajalla keväällä töihin.
Kangasalan Kopal on pirteä alihankintayritys, joka on kehittänyt viime vuosina tuotantomahdollisuuksiaan määrätietoisin ottein ja askel askeleeta.
Yrityksen toiminnan käynnisti 2002 pitkän kokemuksen projektitöistä ja työkalunvalmistuksesta omaava Timo Korhonen. Työkalusuunnittelua ja projektitöitä tehtiin alkuun, mutta pian yritys suuntasi toimintaansa koneistukseen seuraavan sukupolven eli Niko Korhosen tultua töihin.
Uuden mallin valmistaja toi markkinoille viime vuonna.
”Niko meillä aloitti koneistushommat ja ensimmäinen tuotantokone oli Akira-Seikin SV 1350 -koneistuskeskus. Töiden nopeasti lisääntyessä ostettiin pian toinen Akira-Seiki, ja myöhemmin kolmaskin työtaakkaa jakamaan. Nyt lastuavia työstökoneita on täällä jo kaikkiaan kuusi, niistä kaksi viisiakselisia koneistuskeskuksia. Lisäksi tuotantoa tukee lankakipinäkone. Ja yhdestäkään tänne hankkimastamme koneesta emme ole tähän mennessä luopuneet. Kaikki ovat käytössä”, Timo Korhonen sanoo.
Luottoteknologiaa tarkkuustöihin
Kangasalan Kopal panostaa perinteisesti vaativiin 3D-muotoihin ja tarkkuustöihin. Yritys suunnittelee ja valmistaa mm. työvälineitä, muotteja ja kiinnittimiä.
Asiakkaat ovat teollisuuden monilla sektoreilla, mikä on yksi yrityksen vahvuus.
Töiden koot vaihtelevat hyvin pienistä erittäin herkän optiikan kappaleista useita satoja kiloja painaviin koneen osiin. Sarjat ovat usein pieniä.
”Olemme vähitellen pyrkineet kasvattamaan sarjakokojamme, ja siihen olemme lisänneet kapasiteettia ja konekantaamme. Työt käyvät pieninä ja isompinakin sarjoina”, Niko Korhonen sanoo.
Nidec OKK VB-X650 on uusi tehokas paketti Kangasalan Kopalin viisiakselisiin töihin. Niko Korhonen asettui kuvaan koneen viereen.
Tänä päivänä Kopalin konekanta on moninainen ja moniin töihin sopiva.
Kanta on nyt tänä vuonna laajentunut, kun yritys hankki Mäkirinteentielle japanilaisen Nidec OKK:n koneistuskeskuksen uusinta tarjontaa edustavan viisiakselisen OKK VB-X650-mallin, jonka valmistaja toi tarjontansa laajennuksena markkinoille viime vuonna.
Kone lisää Kangasalan Kopalin kapasiteettia viisiakselisessa koneistuksessa, joka talossa alkoi vuonna 2019.
”Monia töitä kolmiakselisesti voi toki tehdä, mutta vähemmät kädenjäljet ja siten tarkkuus ovat viisiakselisen teknologian etu. Vahvistamme mahdollisuuksiamme.”
Kookas työalue ja koneen ominaisuudet mahdollistavat sujuvasti vaativan viisiakselisen tuotannon
Uusi viisiakselinen edustaa teknologiaa luotettavalta valmistajalta, neliakselinen pystykarainen koneistuskeskus OKKVB-53 onkuulunut yrityksne konakantaan pitkään.
”VB-53 on palvellut meitä hyvin. Tarvitsimme koneen, ja kun sopiva kokonaispaketti saatiin hiottua, asia oli selvä”, kertoo Timo Korhonen.
”Viisiakselisesti tehtyjen kappaleiden ja komponenttien kysyntä on viime vuodet ollut varsin vahvaa. Uusi kone lisää tämän alueen kapasiteettiamme aiemman kovasti työllistetyn koneen rinnalla”, Niko Korhonen sanoo.
Tehokkaat koneet, hyvät työkalut
Vossin toimittama OKK VB-X650 on tehokas paketti viisiakselisiin töihin.
Koneita useisiin kokoluokkiin tarjoavan valmistajan VB-X -sarjan koneessa X/Y/Z-akseliliikkeet koneessa ovat 850/650/510 mm, A:n liikealue on -110 – 110 astetta, C:n 360 astetta.
Halkaisijaltaan 650 mm:n pöytä kantaa maksimissaan 350 kg:n kappaleen.
Karanopeus BT-40 -kartioisessa koneessa on 15 000 1/min, ohjaus on i Fanuc 31i-B5Plus.
”OKK tekee rakenteeltaan vankkoja ja toimintavarmoja koneita, ja se seikka oli vahva tekijä puntarissa tälläkin kertaa. Lisäksi koneen kokoluokka oli meille sopiva. Ohjelmoinnit teemme uudellekin koneelle tutusti Mastercamilla”, Timo Korhonen sanoo.
Timo Korhonen ja Niko Korhonen ovat Kangasalan Kopalin tuttu voimakaksikko. Nikon konepajakoira Rene eli Reiska on usein pajalla touhuissa mukana.
Kangasalan Kopal jatkaa tiiviisti valitsemallaan tiellä.
Vaativa tuotanto pysyy töiden ytimessä, kun suuremmat sarjat ovat tähtäimessä, siihenkin uusi tekniikka tuo osaltaan mahdollisuuksia.
”Tehokkaat koneet ja hyvät työkalut ovat perustekijät, joista kilpailukykyä haemme jatkossakin.”
Kangasalan Kopal työllistää toiminnoissaan nyt seitsemän henkilöä. Kangasalan Kopal toimii tiloissa, jotka ovat vuosien mittaan kätevästi mukautuneet toimintojen laajennuksiin. Ne mahdollistavat jatkonkin investoinnit. Niiden yhtenä teemana lienevät Timo Korhosen mukaan ainakin mittausteknologiaan liittyvät asiat.
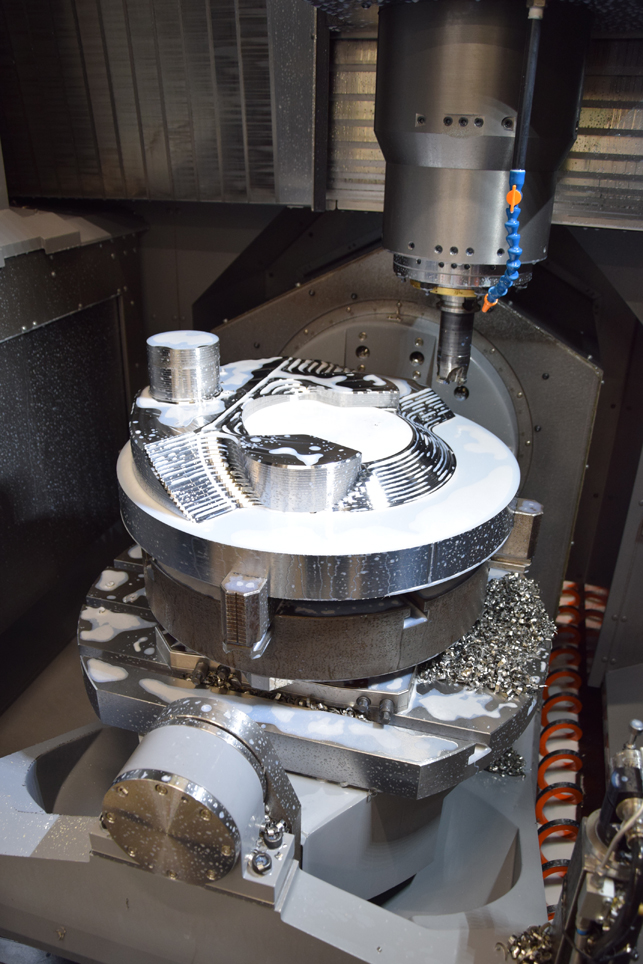
Viime aikoina myös Suomessa yhä vahvempaa jalansijaa ottanut GROB järjesti vuosittaisen Open House -tapahtumansa 16.-19.4.2024 Euroopan suurimmassa työstökonetehtaassa Mindelheimissa.
Järeämpää (moduuli 12) power skiving -hammastusta GROB G750T vaakakaraisella 5-akselikoneella, jolla onnistuu myös vapaasorvaus missä tahansa pöydän astekulmassa. Koneen liikkeet X/Y/Z=1000/1100/1175 mm ja maksimikappakoko ø 1280 mm ja korkeus 725/910 mm.
GROB on vuonna 1926 perustettu saksalainen työstökonejätti, minkä
yli 5600 henkilöä työllistävä ja 199 000 m² tuotantoneliötä sisältävä laitos on yksi GROBin kuudesta tehtaasta. Globaalisti perheyritys työllistää yli 8800 hlöä ja 2023-2024 liikevaihto oli 1,8 miljardia euroa.
GROBin autonominen mobiilirobottijärjestelmä mahdollistaa keskitetyn koneistussolujen palvelun ja huollon. Paletit ja työkappaleet sekä huolletut työkalut pystytään viemään latausasemilta koneistussoluille ja taas valmiita kappaleet sekä huoltoa vaativat työkalut takaisin. Miehittämätön tuotanto tehostuu entisestään ja tarjoaa samalla entistä parempaa joustavuutta.
Kolmas GROB Salon Metalelektrolle
Open Housessa oli esillä oli peräti 46 konetta yli 7000 m²:n teknologianäyttelyalueella. 5- ja 4-akselisia vaakatyöstökeskuksia sekä monipuolisia robotti- ja palettiautomaatioratkaisuja. Mukana oli myös yli 60 kumppaniyritystä esittelemässä mm. työkalu-, kiinnitin,- ja ohjelmistotuotteitaan koneistamoille.
”GROBin ehdoton vahvuus on huippusuorituskykyisten koneiden lisäksi tarjottavat automaatio- ja menetelmäratkaisut sekä vakuuttavat elinkaaripalvelut. Kannattaa ollakin yhteydessä, niin voidaan rakentaa teillekin kilpailuetu”, Marko Vossi kertoo.
Suomessa julkistettiin viime viikkoina kaksi merkittävää GROB investointia, kun AGCO Power investoi uuteen GROB sylinterikansilinjaan ja Salon Metalelektro kolmanteen GROB 5-akselikeskukseen.
GROBin open house tapahtumassa mobiilirobotit kuljettivat paletteja, työkappaleita ja työkaluja työstösolujen latausasemien välillä.
5-akselikoneistuksesta rakennettiin kilpailuetua
Vossi Group Oy järjesti workshop-iltapäivän 5-akselikoneistuksesta, jossa oli esittelyssä huippudynaaminen ja -tarkka GROB G150 vaakakarainen 5-akselinen työstökeskus, jolla tehtiin koneistusdemoa. Lisäksi oli monipuolisia esityksiä sekä mahdollisuus tutustua esillä oleviin teknologioihin.
Tilaisuuden yhteistyökumppaneina olivat saksalaisen työstökonejätti GROBin lisäksi hyperMILL CAM-ohjelmistoa edustava RS Technologies, työkaluvalmistaja EMUGE-FRANKEN, Lang kiinnitysratkaisuja edustava Nurminen Tools sekä ohjausvalmistaja Siemens. www.vossi.fi/grob
Vossi järjesti workshop-iltapäivän 5-akselikoneistuksesta, jossa oli esittelyssä huippudynaaminen ja -tarkka GROB G150 vaakakarainen 5-akselinen työstökeskus, jolla tehtiin koneistusdemoa.
Trimillin edustus Suomessa on siirtynyt Makrumille. Tšekkitehdas valmistaa pysty- ja vaakakaraisia koneistuskeskuksia.
Trimill on Tšekin Zlinissa vuonna 2000 perustettu konevalmistaja, joka on viime vuosina nopeasti saanut jalansijaa niin Euroopan markkinoilla kuin mm. Pohjois-Amerikassa.
Koneita tuotantolinjalla.
Noin 500 valmistajan konetta on asennettu yhteensä 30 maahan.
Tehdas valmistaa pysty- ja vaakakaraisia koneistuskeskuksia eri kokoluokkiin. Koneiden liikkeet ovat (X/Y/Z) 1,100/1,000/700 mm:stä aina 13,500/4,500/1,800 mm:iin saakka.
Yritys tekee pystykaraisia koneita myös 5-akselisina pyörö- tai kiinteäpöytäisinä sovelluksina, vaakakaraisissa sovellukset 7-akselisiin kokoonpanoihin saakka.
Tehdas työllistää toiminnoissaan noin 130 henkilöä.
Trimill on nykyisin osa YCM-konsernia. Suomessa YCM on ollut jo pidempään Makrumin edustuksessa ja YCM:n ostettua Trimillin oli luontevaa, että senkin edustus siirtyi Makrumille. Konepaja-messujen aikaan konevalmistaja saikin osakseen huomiota, kun sitä ensi kerran esiteltiin suomalaisille asiakkaille.
Maaliskuussa Makrumin väki vieraili tehtaalla Tšekissä Zlinin kaupungissa vanhalla tehtaalla pääkonttorilla. Varsinainen tuotanto sijaitsee kuitenkin uudemmalla tehtaalla Vsetin kaupungissa.
Vierailu tehtaalle maaliskuussa. Kuvassa oikealta Radim Julina, Milan Julina, Joosia Miettinen sekä Jiří Mahdalíček, vasemmalta Hannu Pajula, Ismo Hyttinen ja Marno Miettinen.