Jokke-Koneistus panostaa laadunvalvontaan

Jokke-Koneistus Oy on Ähtärissä toimiva vuonna 1989 perustettu alihankintakoneistukseen erikoistunut konepaja. Jokke-Koneistus Oy tuottaa monipuolista CNC-koneistusta siihen liittyvineen jälkitöineen. Käytössä on moderni konekanta sisältäen nyt myös tuoreen investoinnin, mittatarkan Kreon Onyx -nivelvarsimittakoneen.
Jokke-Koneistus Oy on perinteisesti erikoistunut akselityyppiseen tuotantoon, mutta sorvaustöiden lisäksi yritys on panostanut voimakkaasti myös jyrsintään. Kasvaneen kysynnän myötä konekantaa on laajennettu. Yritys kykenee valmistamaan monen kokoisia kappaleita, joiden koneistus onnistuu monelta suunnalta aina viiteen metriin saakka.
Monipuolinen valmius erilaisten osien tuotantoon on saavutettu pitkän kokemuksen, tehokkaan työvaihesuunnittelun ja jatkuvan kehityksen avulla. Moderni konekanta kattaa kaiken tarvittavan: avarruskoneet, jyrsimet, sorvit, koneistuskeskukset sekä laadunvalvontalaitteet. Konepajan tuore investointi ja uusin helmi on Kreon Onyx -nivelvarsimittakone.

Tarkkuutta ja joustavuutta mittauksiin
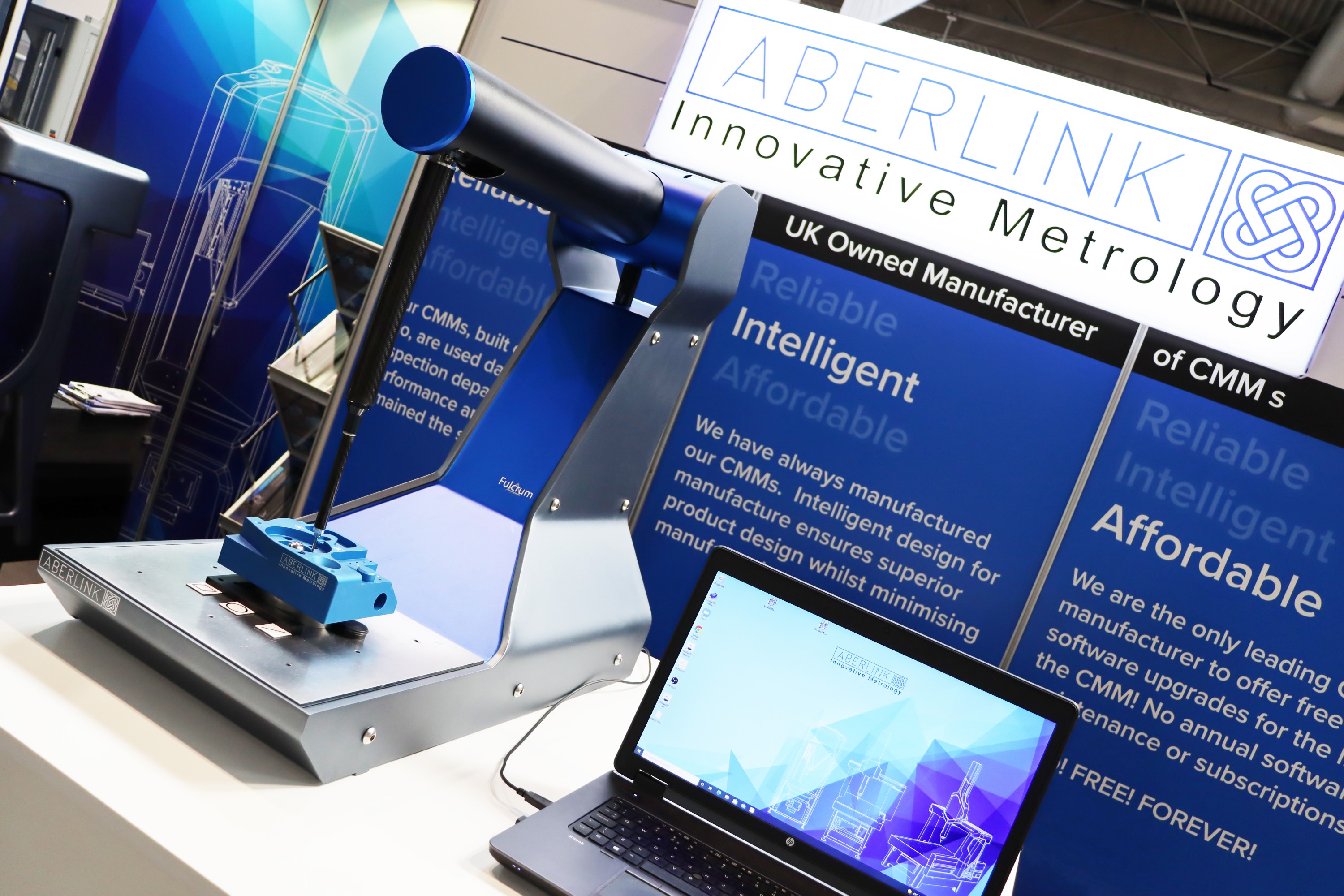
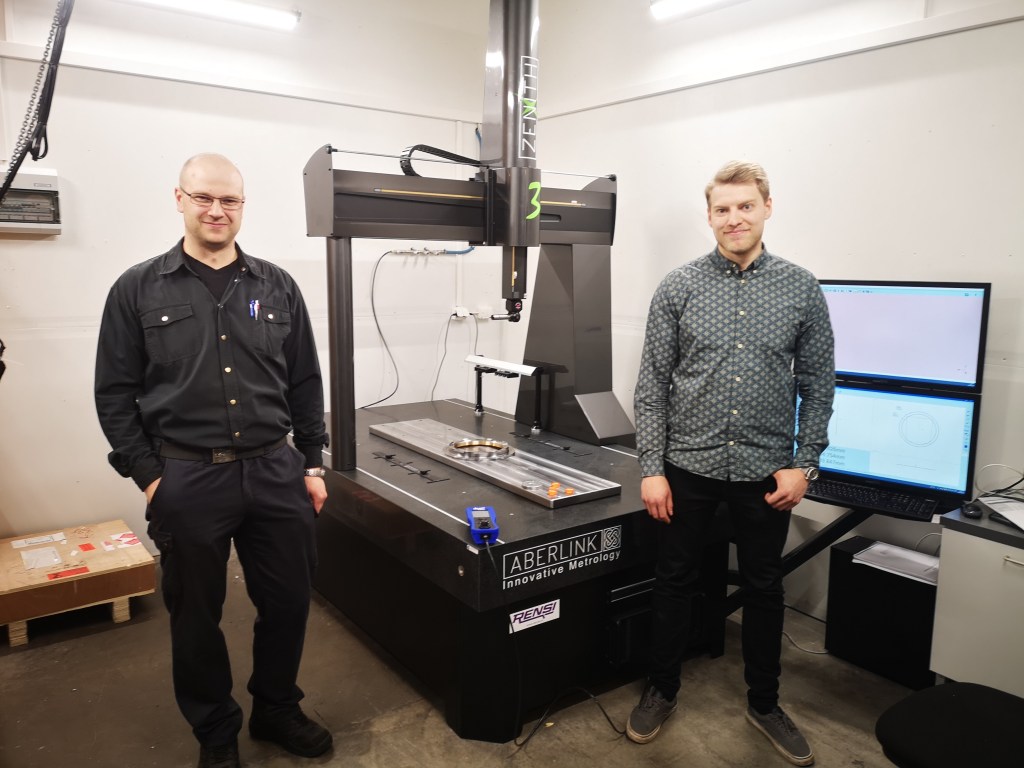
Jokke-koneistus Oy on ottanut merkittävän askeleen laadunvarmistuksen kehittämisessä investoimalla Kreon Onyx -nivelvarsimittakoneeseen. Uusi mittalaite tuo yritykselle huomattavaa tarkkuutta ja tehokkuutta, vahvistaen sen asemaa korkean laadun tarjoajana metalliteollisuuden alalla.
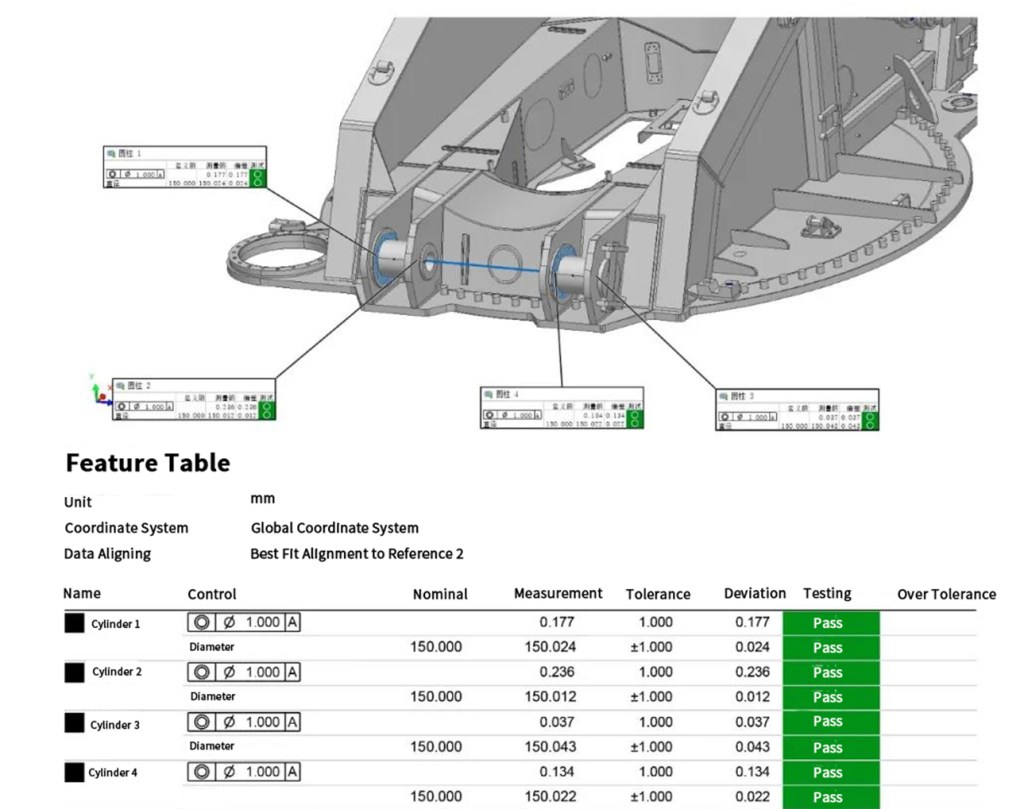
Jokke-Koneistus Oy:n Kreon valinnassa avainasemassa oli mittalaitteen tarkkuus ja ulottuvuus sekä ohjelmiston käyttökelpoisuus. Lisäksi toimittajan Rensi Finland Oy:n ja laitevalmistajan pitkä kokemus mittaamisen alalla vaikutti asiaan. Vaatimuksena oli paitsi mitata sarjatuotannon ensimmäiset kappaleet, myös tehdä tuotantomittausta ja kerätä tietoa eri toimintatapojen vaikutuksista tuotteiden tarkkuuteen ja valmistusaikaan ja siten tuottavuuteen.

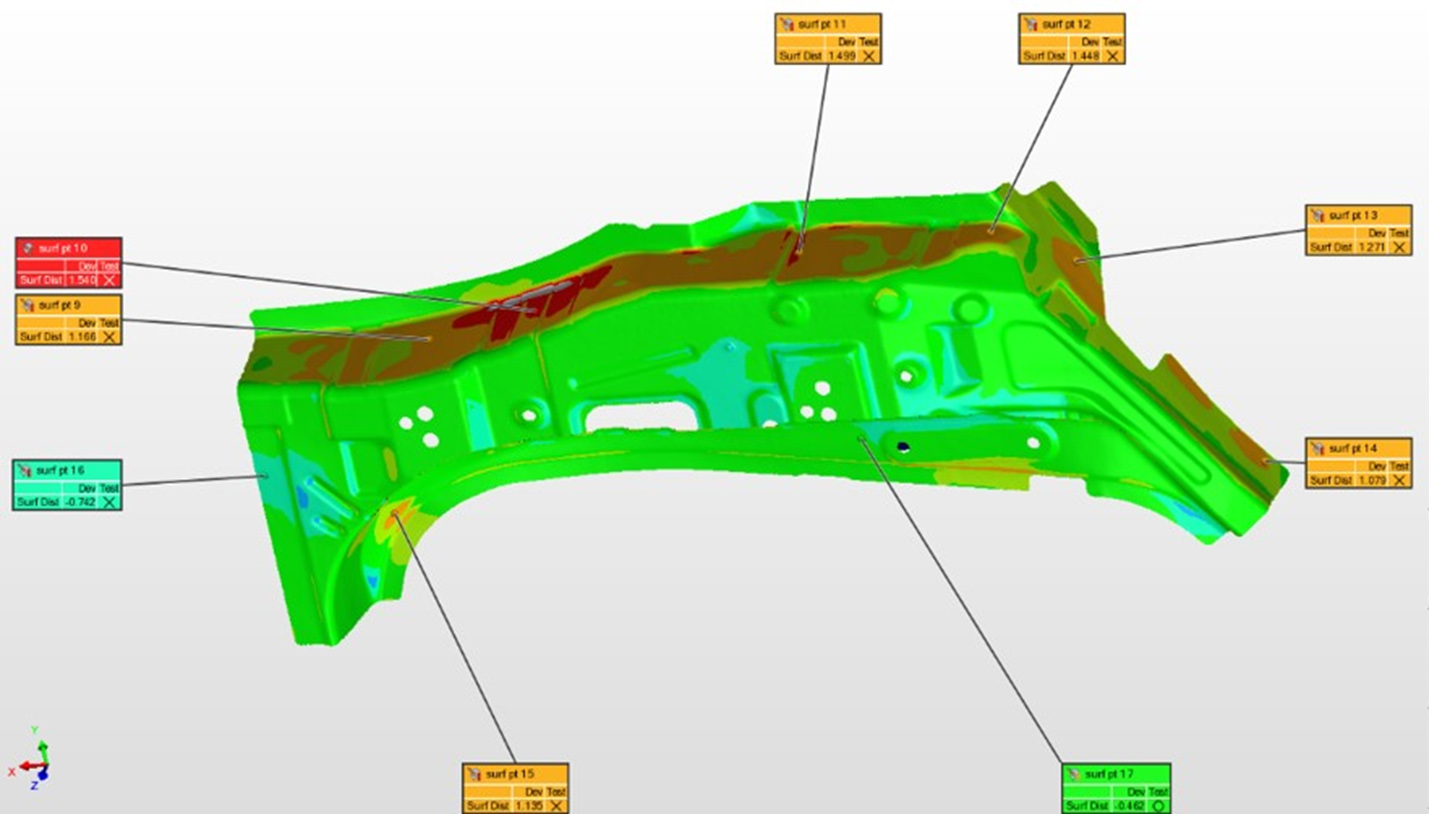
Kreon Onyx -nivelvarsimittakoneen vahvuuksia ovat mittaustarkkuus, toistettavuus sekä joustavuus erilaisissa konepajaympäristöissä. Tämä mahdollistaa yrityksen mukaan monimutkaisten ja suurten kappaleiden tarkan mittaamisen, mikä on erityisen tärkeää Jokke-koneistus Oy:lle.
Yrityksen toimitusjohtaja Kalle Paloneva kertoo, että uusi mittauskone on merkittävä investointi, joka parantaa tuotantoprosessien luotettavuutta ja vähentää virheiden määrää.
”Olemme erittäin tyytyväisiä Kreon Onyx -nivelvarsimittakoneeseen. Sen avulla voimme varmistaa, että tuotteemme täyttävät tiukatkin laatuvaatimukset,” Paloneva sanoo.
”Tämä investointi ei ainoastaan paranna tuotantomme tarkkuutta, vaan myös kasvattaa asiakkaidemme luottamusta meihin luotettavampana yhteistyökumppanina. Uusi mittauskone lisää myös kilpailukykyä uusien asiakkaiden hankinnassa, koska monet laitevalmistajat vaativat kirjallisia mittausraportteja toimitettujen tuotteiden kanssa”, Paloneva jatkaa.
Kehityksen kärjessä
Uuden mittakoneen käyttöönotto on osa Jokke-koneistus Oy:n strategiaa, jossa korostetaan jatkuvaa parantamista ja innovaatioiden hyödyntämistä. Yritys pyrkii olemaan etulinjassa alan kehityksessä, tarjoten asiakkailleen aina luotettavinta ja parasta mahdollista laatua ja palvelua.
Uusi hankinta vahvistaa sitoutumista laatuun sekä asiakastyytyväisyyteen. Kreon Onyx nivelvarsimittakoneen ansiosta yritys voi jatkossakin täyttää ja ylittää asiakkaidensa odotukset, varmistaen paikkansa osana metalliteollisuuden kärkeä.

Tulevaisuuden näkymät ja jatkuva kehitys
Palonevan mukaan Jokke-Koneistus Oy ei ainoastaan lepää nykyisten saavutustensa varassa, vaan katsoo tulevaisuuteen. Sitoutuminen laatuun, asiakastyytyväisyyteen ja innovaatioihin varmistaa sen, että yritys on valmis kohtaamaan tulevaisuuden haasteet ja mahdollisuudet metalliteollisuuden alalla. Jatkuva panostus teknologiaan ja prosessien parantamiseen tekee yrityksestä luotettavan kumppanin, johon asiakkaat voivat luottaa myös tulevaisuudessa.