Saksalainen työstökonevalmistaja GROB laajentaa tuotepalettiaan, nyt vaakakaraisiin 4-akselikeskuksiin neljällä uudella mallilla G440, G640 ja G840. Uutuuksiin on tarjolla älykkäät automaatioratkaisut sekä GROBin itsensä valmistamina että yhteistyökumppaneiden kautta.
Suorituskykyisistä vaakakaraisista 5-akselikeskuksistaan ja älykkäästä automaatiosta tunnettu GROB haluaa tarjota yhä kattavamman valikoiman työstökeskuksia eri asiakastoimialojen vaativiin tarpeisiin. Viime vuoden lopulla se esitteli uuden huippudynaamisen ja tarkan G150-mallin (X=450/Y=670/Z=665 mm, A=-185/+45 °) 5-akselikeskusten mallisarjan pienimpään päähän. Seuraavaksi GROB esittelee 15.–19.3. huippu-uutuudet virtuaalisessa Open House -tapahtumassaan ─ Vaakakaraiset G440, G640 ja G840 4-akselikeskukset.
Vaakakaraisista 5-akselikeskuksistaan tunnettu GROB laajentaa tuotepalettiaan, nyt vaakakaraisiin 4-akselikeskuksiin neljällä uudella mallilla G440, G640 ja G840.
Euroopan suuri työstökonetehdas
GROB kutsuu asiakkaat tutustumaan myös 16.–18.3. sekä 23.–25.3. teknologia- ja applikaatiokeskukseensa, mikä sijaitsee Euroopan suurimman 180 000 m² ja n. 5000 hengen työstökonetehtaan yhteydessä. Tilaisuus järjestetään erittäin tiukkoja korona-varotoimenpiteitä noudattaen. Asiakkaille tarjotaan tilaisuus tutustua tarkemmin mm. uutuus G440, G640 ja 840 sekä G150 – konemalleihin sekä tuttuihin G350, G550 ja G750-malleihin sekä niihin liittyvään automaatioon.
”GROB tarjoaa äärimmäistä suorituskykyä koneistukseen yhdistettynä älykkääseen paletti- ja kappaleautomaatioon. Kannattaakin olla meihin yhteydessä ja kysyä uutuuksista ennakkotarjous”, toimitusjohtaja Marko Vossi kannustaa. www.vossi.fi/grob4virtual
TIMTOS -messutapahtuma siirtyy eteenpäin. TIMTOS Online järjestetään suunnitellusti maaliskuussa.
TIMTOS on taiwanilainen konetapahtuma. Taitran ja TAMIn järjestämä Taipei International Machine Tool Show (TIMTOS 2021) oli alun perin tarkoitus järjestää TWTC Hall 1: ssä ja Nangang-näyttelyhalleissa.
Tapahtuma siirtyy eteenpäin pandemiatilanteen takia. Näyttelyn uusi aikataulu julkistetaan myöhemmin virallisella näyttelysivustolla.
TIMTOS 2021 Online järjestetään aikataulun mukaisesti ja verkkotapahtumaan osallistuu lähes 1 000 näytteilleasettajaa. Ajankohta on 15.-20.3.2021.
Gindumac (Global Industrial Machinery Cluster) on saksalaispohjainen yritys, joka tarjoaa webbipohjaisen kanavan käytettyjen koneiden realisointiin. Yritys on vahvasti laajentanut toimintaansa toimien jo globaaleilla markkinoilla.
Yritys aloitti toimintansa vuonna 2016, kun Benedikt Ruf ja Janek Andre, silloin omaa teollisuuteen suuntautuvaa markkinointialan yritystään vetävät miehet saivat asiakkaaltaan yhteydenoton koskien käytetyn koneen myyntiä. Asiakas pyysi heidän apuaan, koska halusi koneestaan realistisen, kolmannen osapuolen hinta-arvion.
”Meillä ei ollut lainkaan kokemusta käytettyjen työstökoneiden myynnistä, mutta halusimme palvella ja auttaa asiakastamme. Hyödynsimme olemassa olevia kontakteja markkinointiyrityksemme kautta ja teimme taustatyötä. Työ kantoi hedelmää, sillä saimme kartoitettua koneen arvon ja löysimme sille ostajan. Meillä oli tyytyväinen asiakas ja samalla saimme arvokasta tietoa markkinoista ja toimintatavoista”, kertoo yrityksen toimitusjohtaja Janek Andre.
He huomasivat, että markkinoilta ei löydy sellaista kanavaa, jossa asiakas saisi realistisen hinta-arvion koneestaan ja samalla palvelua koneen markkinointiin ja myyntiin. Janek ja Benedikt näkivät tässä mahdollisuuden ja halusivat kehittää uudenlaisen palvelukonseptin koneiden realisointiin. Syntyi Global Industrial Machinery Cluster eli Gindumac.
Nopeaa kasvua
Gindumacin tavoitteena oli heti kasvaa ja saada tarvittavaa pääomaa toiminnan aloittamiseen. Yrityksen businessidea vakuutti sijoittajia ja se saikin heti alkutaipaleellaan taakseen taustajoukkoja, jotka uskoivat konseptiin. Alussa käytettyjä koneita myytiin yksi kone kuukaudessa. Pian kaksi, sitten kolme, kunnes ensimmäisen vuoden parhaana kuukautena 40 konetta kuukaudessa.
Alkuvuonna 2018 ruiskuvalukonevalmistaja Krauss-Maffei tuli mukaan investoijana. Ruiskuvalusegmentti onkin nykyään Gindumacilla tärkeä ja tuottava osa-alue. Vuonna 2019 toiminta oli kasvanut Intian ja Venäjän kautta siihen pisteeseen, että henkilöstöä oli yrityksessä jo yli 30.
Gindumac kehittää palvelukonseptiaan ja panostaa kasvuun. Kuvassa perustajat Janek Andre (vasemmalla) ja Benedikt Ruf.
Tavoitteena kaksinkertaistaa tulos ja vahvistaa asiakaslähtöistä konseptia
Nopean kasvun jälkeen Gindumac keskittyi viime vuonna kannattavuuden parantamiseen. Vaikeasta koronavuodesta huolimatta Gindumac selvisi vuodesta omin varoin eikä ulkopuoliseen rahoitukseen ollut tarvetta. Loppuvuonna 2020 Gindumac myi enemmistöosuuden The Platform Groupille Saksaan, joka halusi laajentaa Gindumacin avulla toimintaansa teollisuuden B2B-markkinoille.
Tavoitteena on kehittää toimintaa ja viedä konseptia eteenpäin yhdessä uuden omistajan kanssa. Vuoden 2021 konkreettinen tavoite on kaksinkertaistaa vuoden 2020 tulos, lisätä investointeja, mutta kannattavalla, terveellä ja maltillisella tavalla. Muutaman toimintavuoden jälkeen Gindumacilla on selvä toimintamalli, joten keskittyminen maltilliseen kasvuun on helpompaa.
Tulostavoitteen lisäksi visiona on vahvistaa hyvää asiakaslähtöistä palvelukonseptia ja toimia myyjän kannalta joustavasti.
”Markkinoilla on huutokauppataloja ja pieniä välittäjäyrityksiä, jotka ostavat koneita halvalla ja myyvät kalliilla eteenpäin. Me puolestamme haluamme tarjota myyjän tilanteeseen sopivan ratkaisun ja vaihtoehtoisia tapoja myydä kone: Jos myyjällä ei ole kiire päästä koneesta eroon, lähdemme hakemaan markkinoilta parasta mahdollista hintaa koneelle. Jos puolestaan myyjällä on esimerkiksi tilaa vähän ja koneesta pitäisi päästä nopeasti eroon, Gindumac voi tarjota koneen ostoa omaan varastoonsa. Tällöin myyjä saa myytyä koneen nopeasti, mutta saatu hinta on luonnollisesti alhaisempi. Tällaista joustavaa toimintamallia ei ole muilla tarjolla”, havainnollistaa Janek.
Pitkän aikavälin tavoitteena on vahvistaa Gindumacin brändiä ja saavuttaa asema johtavana käytettyjen työstökoneiden myyntikanavana.
”Kun myyjä haluaa myydä koneensa, tavoittelemme sitä, että hänelle tulisi ensimmäisenä mieleen Gindumac”, sanoo Janek.
Suomi osana strategiaa
Gindumacin haluaa vahvistaa suhdetta paikallisiin toimijoihin. Myös Suomi on osana yhtiön kasvustrategiaa.
”Meille on tärkeää löytää hyvä yhteinen henki ja näkemys paikallisen yhteistyökumppanin kanssa. Koemme, että olemme saavuttaneet tämän tavoitteen hyvin suomalaisen toimijamme Evomaxin kanssa. Myös tuloksellisesti viime vuosi oli Suomessa hyvä. Mielenkiintoinen projekti oli esimerkiksi monitoimisorvin tuonti Etelä-Koreasta Suomeen. Se oli ensimmäinen käytetty työstökone, joka myytiin Gindumacin välityksellä Aasiasta Pohjoismaihin.”
Evomax on toiminut Gindumacin Suomen edustajana 1,5 vuotta ja toiminta on lähtenyt hyvin liikkeelle. Viime syksynä Evomax rekrytoi Tapio Kauton hoitamaan oheislaitteiden ja käytettyjen työstökoneiden kauppaa.
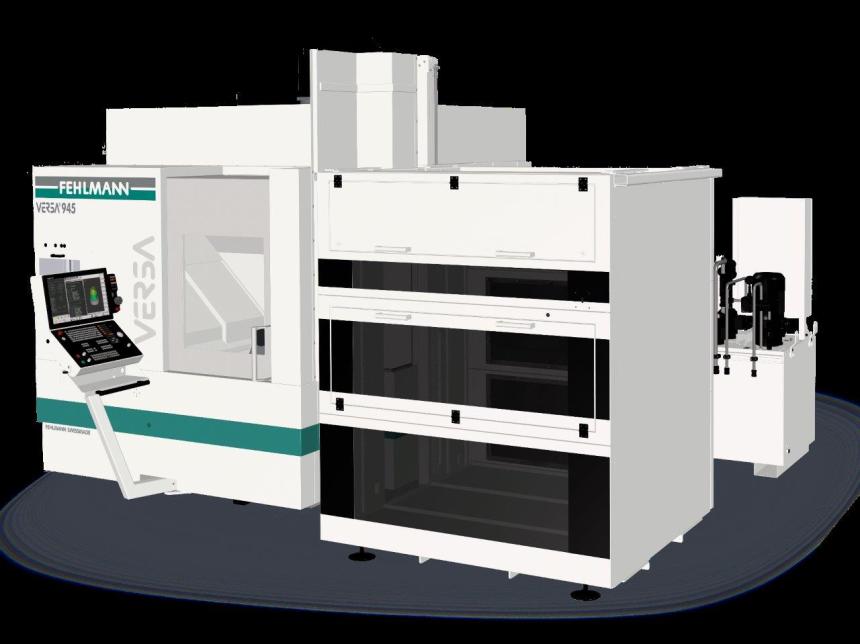
Fehlmannin vaativan 5-akselisen koneistuksen VERSA-sarja laajenee. Uusin malli on sveitsiläisen konevalmistajan uutuus sarjan kookkaaseen päähän. Kone on suunniteltu 5-akseliseen tarkkuuskoneistukseen max. Ø 650 mm kappalehalkaisijoille.
VERSA 945 on Fehlmannin portaalityyppisten 5-akselisten keskusten uusin ja suurin malli.
Kone yhdistelee Fehlmannin mukaan uusinta teknologiaa sarjan kentällä koeteltuihin ominaisuuksiin, etuja ovat iso työalue, vankka kompakti rakenne, ergonomia sekä eri vaihtoehdot automaatioon joko vakio- tai lisäominaisuuksin.
Kookas VERSA 945 on uusi laajennus sveitsiläisvalmistaja Fehlmannin 5-akselisten koneistuskeskusten tarjontaan.
Sarjan muiden mallien tapaan uutuus on suunniteltu vaativaan tarkkuuskoneistukseen.
Sitä edistävät mm. jäähdytetty, X-akseliin integroitu DD moottoreilla oleva pyöröpöytä, mikä mahdollistaa nopean ja tarkan 5-akselisen simultaanisen jyrsinnän ja 5-akselisen paikoitetun koneistuksen. Portaali mallinen valurautarunko ja termosymmetrinen rakenne tuovat koneistukseen vakautta, tarkkuutta ja suorituskykyä.
Koneen oikea on suunniteltu mahdollistamaan helpon automatisoinnin.
Useita automatisointikonsepteja
Tämän päivän tuotanto on usein automatisoitua, ja siihen uusi malli tarjoaa useita mahdollisuuksia.
Koneen oikea puoli on täysin vapaa automaatioon ja 945 voidaan mukauttaa modulaarisesti erilaisiin automaatiokonsepteihin niin uutena kuin jälkiasennuksena, olipa kyse yhden koneen ratkaisusta, kahden koneen automaatiosta tai kookkaammista lineaarisista järjestelmistä.
Paletti-automaation lisäksi Fehlmann tarjoaa robottiratkaisun räätälöitynä asiakkaan toiveiden ja tarpeiden mukaan.
Palettien määrästä ja tuotteiden valikoimasta riippuen järjestelmää voidaan ohjata ja valvoa ohjausyksikköön integroidulla palettien hallintajärjestelmällä tai Fehlmann MCM-ohjelmistolla (Milling Center Manager).
Heidenhain TNC 640-ohjaus 24 tuuman näytöllä.
Käytön ergonomiaa
Ohjaus koneessa on Heidenhain TNC 640 24″ kosketusnäytöllä ja laajennetulla työtilalla. Vakiona on 48 työkalun ketjutyyppinen työkalumakasiini (optio 80), ja valinnaisena on räkkityyppinen makasiini aina 400 työkaluun saakka.
Versa-koneiden tapaan design on käyttäjäystävällinen, koneistusalueelle ja työkaluille on optimaalinen pääsy myös automatisoiduissa versioissa, etuliukuoven avautuma on laaja, ja myös sivulta työalueelle on tarvittaessa vaivaton pääsy.
Fehlmann AG on sveitsiläinen perheyritys, mikä on kehittänyt ja valmistanut tarkkuustyöstökoneita jyrsintään ja poraukseen vuodesta 1930 lähtien. Fehlmann työllistää yli 200 työntekijää tehtaillaan Seonissa Sveitsissä. Tehtaan sisällä toimii myös ammattikoulu, jolla taataan käsityöammattilaisten saatavuus tulevaisuudessakin. Suomen edustaja on Makrum.
Jäykkä kääntöpöytä mahdollistaa hyvä värinänvaimennuksen.
Salon Metalelektro vahvistaa koneistustoimintojaan. Mittavat investoinnit FMS-järjestelmän uudistamiseen ja laajentamiseen peräti yhdeksän Mazak-tuotantokoneen kokonaisuudeksi tuovat salolaiselle sopimusvalmistajalle lisäpontta paitsi suuremmille sarjoille, myös joustavaan piensarjatuotantoon.
Tuotannon automatisointi on monella tavalla avaintoimintojen tehostamiseen. Valmistuksen automatisointi on ollut suuntana Salon Metalelektrolla pitkään.
Yrityksen koneistustoimintojen juuret ovat paikallisissa 1970-luvun konepajatoiminnoissa, sittemmin yritysoston kautta vuonna 1990 muodostuneen Salon Metalelektron elon kaareen vaikutti pitkälle elektroniikka- ja varsinkin kännykkäteollisuuden buumi 1990-luvulla.
Laajennettuun FMS-linjastoon kuuluu kaikkiaan kahdeksan HCN-4000 -mallin konetta ja yksi 5-akselikeskus Variaxis i-600. Koneen edessä Antti Melander ja Juha Luotonen koneella.
”Ydinasiakas oli Nokia ja tekemisemme ytimessä olivat alkuvuosia GSM-tukiasemien komponenttien koneistaminen. Myöhemmässä vaiheessa teimme myös huoltolaitteita ja osia tuotekehityksen tarpeisiin”, taustoittaa toimitusjohtaja ja pääomistaja Toni Anttila.
Kun ajat muuttuvat ja tilanteet vaihtuvat, ei suomalainen matkapuhelinkaan ollut sitten enää 2000-lukua edetessä samanlainen koko maan tuotannontekijä, yritys lähti uusille urille.
Salon Metalelektrosta kehittyi mekaniikka- ja elektroniikkateollisuuden sopimusvalmistaja, joka tänä päivänä palvelee tunnettuja kansainvälisiä yrityksiä ja kasvattaa parhaillaan vankasti asiakkaidensa kautta suoraa vientiään myös ulkomaille.
Iso tekijä tämän kehityksen takana on ollut juuri tuotannon kehitys ja varhainen automatisointi.
Automatisoitua tuotantoa. Uudistetun linjan ytimessä ovat Mazakin HCN-4000 -koneet. Koneistamassa Timo Iivonen.
Kokonaisvaltaisesti eteenpäin
Salon Metalelektro Oy toimii tänä päivänä konsernirakenteessa yhdessä vuonna 2000 ostetun Sorv-Elektron kanssa. SME Elektro Groupin yritykset toimivat Salon keskustan lähellä, tilaa on käytössä noin 6900 neliömetriä.
Kokonaisuus työllistää nyt noin 120 henkilöä ja konserni tarjoaa asiakkailleen, kansainvälisesti toimiville kone ja laitevalmistajille, palvelut kokonaisvaltaisuuden periaatteiden mukaan.
Se tarkoittaa koko pakettia suunnitteluista valmistukseen, kokoonpanoon ja toimituksiin saakka.
Mekaniikan ja elektroniikan sopimusvalmistuksen ohella talo tarjoaa alihankintapalveluja useille eri aloille.
Yksi uusi mielenkiintoinen alue siinä mielessä ovat AM-alueen palvelut, millä sektorilla yritys kuuluu suomalaisiin pioneereihin. Yrityksellä on käytössä SLM280 TWIN 3D-metallitulostin ja useampi erilainen komposiittitulostin, ja yritys on mukana syksyllä perustetussa FAME-ekosysteemissä, mikä kehittää suomalaista AM-osaamista ja alan kansainvälistymistä.
”Ala on uusi, nopeasti kehittyvä ja mielenkiintoinen. Näkymää on. Mielestämme on paljon hyviä syitä olla mukana”, Toni Anttila sanoo.
FMS-linjasto uusittiin samassa investointikokonaisuudessa. WCO (Work Cell Operations) tuo uusia ominaisuuksia mm. tuotannon suunnitteluun, ohjaukseen ja valvontaan.
Mittavaa automaatiota
Yritys on varhainen aktiivi 3D-tulostusmaailmassa, mutta virkeys uuden etsinnässä ja uuden tekniikan käyttöönotossa eturintamassa ei yritykselle ole todellakaan ennestäänkään outo asia.
Se koskee nimenomaan myös koneistustoimintoja, jotka toki ovat ja pysyvät jatkossakin Salon Metalelektrolla varsinaisena leipälajina.
Yksi iso hyppäys koskee FMS-linjan hankintaa Saloon viime vuosituhannen lopun tienoilla.
”Olimme jo ottaneet ensi askelia tuotannossamme aiemminkin, mutta iso ahaa syntyi 1990 luvun EMO-messuilla. Kun kävelimme siinä Fastemsin osaston ohi totesin mukana olleille kavereille, että nyt näin jotakin mielenkiintoista. Siitä se lähti”, sanoo Toni Anttila.
Pian sen jälkeen Salossa aloitti toimintansa FMS-linja, ratkaisu vaativaan, monipuoliseen ja tuottavaan koneistukseen. Vuosien mittaan automaatiota on kehitetty eteenpäin ja jo 2005 käynnistyi myös toinen FMS-linja, jossa on 11 vaakakaraista koneistuskeskusta.
Nyt täysin uusitun FMS-linjan toiminta alettiin uudistamaan muutama vuosi sitten investoimalla siihen ensimmäiset neljä Mazak HNC-4000 vaakakaraista koneistuskeskusta sekä viisiakselisen Mazak Variaxis i-600 -koneistuskeskus.
”Yhteistyömme koneasioissa Wihurin suuntaan vahvistui muutama vuosi sitten tuotannon kehitystarpeiden myötä. Totesimme Mazakit mainioksi vaihtoehdoksi tarpeisiimme. Se alkoi Integrex i-200 monitoimisorvista ja laajeni sitten vaakakaraisin keskuksiin FMS-linjan modernisoinnin myötä”, Anttila sanoo.
”Vaakakaraiset, paletinvaihtajalla varustetut Mazak-koneet soveltuvat muun muassa tehokkuutensa ja luotettavuutensa puolesta hyvin FMS-järjestelmiin keskeytymättömään tuotantoon. HCN-sarja on myös Suomessa erittäin hyvin menestynyt konetyyppi. Koneissa on käytössä uusinta Mazatrol Smooth -teknologiaa, mikä lisää nopeutta, suorituskykyä ja tuottavuutta vaativaan koneistukseen. Salon Metalelektron ensimmäiset HCN-4000 -vaakakaraiset olivat aikanaan ensimmäisten Eurooppaan toimitettujen Smooth-koneiden joukossa”, sanoo osastojohtaja Jani Pulkkinen Wihurilta.
Yhteistyössä eteenpäin. Vasemmalta SME:n Toni Anttila, Teuvo Kauppinen ja Jani Pulkkinen Wihurilta sekä Petri Pitkänen SME:ltä.
Joustavaa, kustannustehokasta tuotantoa
Viime vuonna Salon Metalelektro uudisti uusinta FMS-linjaansa eteenpäin.
Linjalle lisättiin nyt neljä uutta Smooth-ohjattua HCN-4000-mallin keskusta, joten nyt sillä toimii peräti kahdeksan HCN-4000 konetta sekä yksi Variaxis.
Kokoluokan järjestelmä on Suomessa harvinainen, ellei ainutlaatuinen.
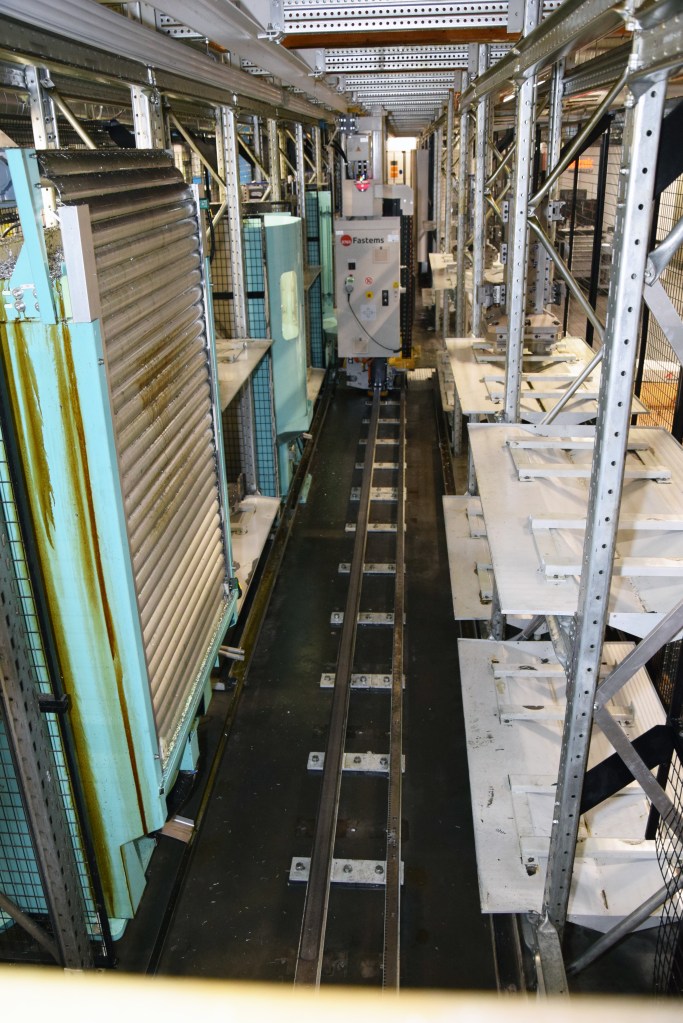
Samassa yhteydessä yritys uudisti myös Fastemsin FMS-linjastonsa tähän päivään. Uusi WCO eli Work Cell Operations on osa Fastemsin MMS-automaatiojärjestelmää, mikä mahdollistaa älykkään tuotannon suunnittelun, ohjauksen ja valvonnan.
FMS-linjan laajennuksella ja uusilla ominaisuuksilla Salon Metalelektro hakee entistäkin sujuvampaa ja kustannustehokkaampaa tuotantoa.
”Vuosien mittaan olemme kehittäneet automaation mahdollisuuksia toiminnassamme monin tavoin, ja varsinkin kookkaampien sarjojen osalta. Uudella investointikokokoisuudella haemme lisäjoustavuutta nyt myös pienerien valmistukseen. Kasvua markkinoilta haemme, ja siihen tämä uusi huippukokonaisuus antaa jatkossa hyviä mahdollisuuksia”, sanoo tehtaanjohtaja Petri Pitkänen.
Salon Metalelektro on uudistanut tuotantoaan viime vuosina reippain ottein. Uuden kokonaisuuden myötä kokonaisinvestoinnit koneistuksen alueelle ja AM-sektorille nostavat kasvuyrityksen panostukset viimeisen viiden vuoden ajalta kymmenen miljoonan euron kokoluokkaan.
”Uutta kannattaa etsiä ja asioita kehittää. Uudistumisen, uusiin koneisiin ja laitteisiin investoiminen sekä henkilöstön jatkuva kouluttaminen varmistavat kilpailukykymme ja vastaavat ajan haasteisiin. Sen myötä saamme tehdä töitä jatkossakin”, Toni Anttila sanoo.
Tuoretta sorvauskeskuskalustoa alumiinin käsittelyyn. Multiplexin edessä Teuvo Kauppinen ja Toni Anttila.
SME Elektro GroupOy: Konserni, jonka muodostavat Salon Metalelektro Oy ja Sorv-Elektro Oy. Konserni työllistää noin 120 henkilöä. Liikevaihto on noin 13,2 miljoonaa euroa (2020). Palvelutarjontaa ovat suunnittelu, mekaniikan ja elektroniikan sopimusvalmistus sekä 3D-tulostus.
Mazak HCN-4000: Vaakakarainen koneistuskeskus HSK-A63 / ISO 40 -karalla. Nopea automaattinen työkalunvaihtaja, useita karavaihtoehtoja. Paletin koko 400 x 400 mm. Pikaliikkeet X,Y,Z 60 m/min, kiihtyvyys 1,0 G. Mazatrol Smooth -ohjaus, helppo automatisointi muun muassa FMS-järjestelmään tai Mazak Palletechiin liittämällä.
Grob on esitellyt uutuusmallisarjan G150. Grobin G150-mallin (X=450/Y=670/Z=665 mm) vaakakaraisen 5-akselikeskuksen kehittämisessä on painotettu erityisesti avaruudellista tarkkuutta erinomaisten pinta-, ja muoto- ja paikoitustoleranssien saavuttamiseksi monimutkaisten ja korkeimpien laatustandardien komponenttien koneistuksessa.
Parannus saavutetaan Grobin kalibrointikonseptilla, innovatiivisella jäähdytyskonseptilla kaikille asiaankuuluville komponenteille sekä korkeadynaamisella akseleiden konfiguraatiovakaudella. G150 on suunnattu erityisesti tarkkuuskomponenttien, lääketieteellisenteknologian, työkalujen ja muottien, yleiskonepajojen sekä ilmailuteollisuuden valmistustarpeisiin.
Uusi GROB G150 (X=450/Y=670/Z=665 mm) on lisäys valmistajan vaakakaraisten 5-akselikeskuksien sarjan pienimpään päähän. Uutuudessa on kiinnitetty erityistä huomiota korkean avaruudellisen tarkkuuden sekä maksimaalisen dynaamisuuden saavuttamiseen.
Tarkkuus ja luotettavuus
Tarkkuudessa ja prosessiluotettavuudessa oli Grobin mukaan pääpaino G150:n kehittämisessä. Staattista tarkkuutta on parannettu entisestään innovatiivisella asetusmenetelmällä, mikä nostaa konseptin uudelle mekaanisen perustarkkuuden tasolle. Lämpöstabiilisuus saavutetaan kaikkien merkityksellisten komponenttien aktiivisella jäähdytyksellä.
Dynaaminen tarkkuus on erittäin tärkeää 5-akselin samanaikaisessa liikkeessä. Sekä nopeutta että tarkkuutta parannettiin integroimalla käyttösimulaatio kehitysprosessiin alusta alkaen.
Grob G150 liikkeet ovat X=450/Y=670/Z=665 mm ja pikaliikenopeudet 50/40/60 m/min. Lastusta lastuun aika työkalunvaihdossa on 2,6 s ja koneen omaan työkalumakasiiniin on saatavissa 117 työkalua ilman lisämakasiinia.
Lämmittelysykli on nyt yksilöllisesti sovitettu todelliseen tilanteeseen. Kone havaitsee geometriaparametrien perusteella, milloin tuotanto voidaan aloittaa ja milloin lämmittelysykli voidaan lopettaa itsenäisesti. Jos uudelleenkalibrointi on tarpeen, kalibrointiohjelmisto havaitsee tämän ja ilmoittaa siitä käyttäjälle. Yhdessä palettivarastojärjestelmän kanssa kalibrointi voidaan käynnistää jopa täysin automaattisesti.
GROB tarjoaa monipuolisia automaatioratkaisuja miehittämättömään tuotantoon. Robottiautomaatiota kappaleiden ja palettienvaihtamiseen sekä erilaisia palettivarastojärjestelmiä. Lisäksi soluihin voidaan yhdistää esim. 3D-mittausta, puhdistusta, jäysteenpoistoa.
Joustavuutta ja tuottavuutta
Tärkeä perusta G-sarjalle on yhdistelmä ergonomiaa, mikä sopii työpajaan sekä automaatiosovellutuksiin. Kone sopii niin yksittäiskappalevalmistukseen kuin sarjatuotantoon. Yhdessä palettivarastojärjestelmän tai robottiautomaation kanssa konetta voidaan käyttää prototyyppeihin varhaisessa vuorossa ja sitten esimerkiksi sarjatuotantoon yöllä. Robottiautomaatiolla voidaan vaihtaa joko kappaleita tai paletteja sekä yhdistää mm. 3D-mittaus-, jäysteenpoisto- ja pesuprosessit soluun.
Uusia lisiä modulaariseen järjestelmään ovat mm. HSK E40 -karavaihtoehto, jossa on jopa 42 000 1/min, sekä kompakti Ø 450 mm pöytä, jossa on keskikiinnitys (vaihtoehtoisesti 320×320 mm, HSK-100 tai Erowa Power Chuck paletti- ja 0-pistekiinnitysjärjestelmät). Maksimi kappalekoko on Ø 580 x480 mm, joten se soveltuu uusille sovellusalueille, kuten lääketieteellisiin teknologioihin, joissa on pienemmät osat ja pienemmät työkalut.
Nivalalaisella Pro Estorella on käytössä GROB G550T -mallin vaakakarainen 5-akselikeskus vapaasorvauksella yhdistettynä PSS-R13 älykkääseen palettimakasiiniin.
Kuten G350-, G550- ja G750-mallien vaakakaraisissa 5-akselikeskuksissa, G150:ssa on ainutlaatuinen akselikonsepti. Vaakakara varmistaa keskeytymättömän tuotannon ja pöydän täysi ylösalaisin kääntyminen (A=-185/+45 °) mahdollistaa tehokkaan lastunpoiston, optimaaliset työstöradat sekä työkalu-ulottuvuudet. Karan puolelta saavutetaan erinomainen jyrsinnän ohjaus sekä työkalujen vähäinen kuluminen. Siksi Z-akselin johteet ovat lähempänä koneistettavaa kappaletta kuin perinteisissä vastaavan kokoluokan konekonseptissa. Grobin Z-akselin tunnelikonsepti mahdollistaa myös täysimittaisten työkalujen käyttämisen maksimi kappalekoolla. ja siten vahvan metallien lastuamistehon Z-akselin asennosta riippumatta. Suomessa Grobin 5-akselikeskuksia edustaa Vossi Group Oy, joka tarjoaa koneisiin varaosa-, huolto- sekä muut elinkaaripalvelut. www.vossi.fi/g150
Prosessiteollisuuden palvelija Neles jalostaa tuotantoaan. Uusi kookas 5-akselinen DMG Mori –DMC 80 FD duoBlock -koneistuskeskus lisää tuotannon joustavuutta yrityksen päätoimipaikalla Vantaan Hakkilassa, Suomessa harvinainen Taiyo Koki -hiomakone tuo lisätarkkuutta jälkikäsittelyyn.
Neles on prosessiteollisuuden virtauksensäädön osaaja, jonka tuotteita ovat venttiilit sekä teollisuusautomaatio. Viime aikoina Neles Oyj on tullut mediasta tutuksi muillekin kuin alan ihmisille.
Kun Metson ja Outotecin viime kesän yhdistymisen yhteydessä Metson venttiilituotanto eriytettiin omaan yritykseensä, seurasi kisa uuden Neles-nimisen pörssiyrityksen mahdollisesta fuusiosta ja uudesta omistajuudesta, jota käytiin tovi lähes maaotteluhengessä.
5-akselinen DMC 80 FD duoBlock tehostaa tuotantoa Neleksen tehtaalla Vantaalla.
Kuten uutisista on ollut mahdollista seurata, kauppoja ei syntynyt. Puitteet jatkoon omana yrityksenä ja myös omalla nimellä ovat hyvät.
Uudistuva venttiilitoimittaja
Antti Nelimarkan ja Eino Santasalon 1956 perustama ja nimensä osalta viime kesänä siis jälleensyntynyt Neles on pitkään ollut alansa keskeisiä toimijoita. Markkinat ovat globaalit ja valmistusta Suomen lisäksi Kiinassa, USA:ssa, Etelä-Koreassa ja Saksassa.
Pääpaikka yrityksellä on Vantaalla, missä toimii 800 henkilöä työllistävä tehdas.
Suomen tehdas keskittyy vain ja ainoastaan venttiileihin sekä niiden oheislaitteisiin ja muista tehtaista poiketen projektitöihin, joita tehdään sekä moniin tarkoituksiin että moniin kokoluokkiin.
Uusi 5-akselikeskus mahdollistaa monenlaiset operaatiot samalla yhdessä koneessa. Koekappale kuvassa.
Pienimmät venttiilit ovat kooltaan tuuman kokoisia, suurin koko on jopa 88 tuumaa.
Neleksen tiloissa Vantaalla toimii samalla yksi Etelä-Suomen suurimmista koneistamoista. Konekantaan kuuluu useita kymmeniä tuotantokoneita sorveista ja koneistuskeskuksista monenlaisiin erikoiskoneisiin.
Parhaillaan konekantaa uudistetaan mittavin liikkein. Neleksellä on käynnissä viime yritysjärjestelyjen myötä jälleen vauhdittunut pitkän aikavälin kehitys- ja investointiohjelma, jossa koordinaatiossa muiden yksikköjen tapaan Vantaan kalustoa uudistetaan tehokkuus- ja kilpailukykyvaateiden mukaisesti. Esimerkiksi 5-akseliteknologiaa on hankittu, ja hionnan toimintoja uudistetaan.
”Optimoimme toimintaamme eteenpäin ja päivitämme teknologiaa. Kyseessä ovat korvausinvestoinnit kalustomme päivittämiseksi, toisaalta uuden teknologian mahdollisuuksien hyödyntämisestä jatkossa. Vain investoinnit vievät eteenpäin, niitä tarvitaan. Ne mahdollistavat myös kasvun, jota yritys tavoittelee”, sanoo Neleksen tehtaan kehityspäällikkö Jari-Antero Sivula.
Miehet ja mittavan kokoluokan kone. Uuden DMC:n edessä Jari-Antero Sivula (vasemmalla) ja Jari Tiikkainen (oikealla) Nelekseltä sekä aluemyyntipäällikkö Tomi Koskinen, DMG Mori Finland.
Uutta 5-akseliteknologiaa
Viime aikoina Vantaalle on hankittu mm. 5-akseliteknologiaa, ja uusin tämän lajin kone on 5-akselinen DMG Mori -koneistuskeskus DMC 80 FD duoBlock.
Kyseessä on aiemman suljintuotantokaluston korvausinvestointi, mutta samalla koneen kappalekokoluokka on aiempaa tehtaan 3-akselista kalustoa kookkaampi.
Palettien koko on 630×800 mm ja työalue 800x1050x850 mm. Järeän koneistuksen tarpeisiin työkalukiinnitys on HSK 100, työkalumakasiini on 243-paikkainen.
Kone on liitetty tehtaalla jo aiemmin toimineeseen FM-järjestelmään, minkä yhteydessä toimivat edelleen myös 3-akselikoneet.
”Tavoitteenamme oli hankkia mahdollisimman monipuolinen kone, joka tuo erikoistuotteiden tuotantoon uutta joustavuutta. Teemme projektitöitä pienin sarjakoin, ja siihen tämä kone on oiva ratkaisu. Monta vaihetta voidaan tehdä yhdellä koneella, jyrsintää, sorvausta, porauksia, avarruksia, hammastuksia. Lisäksi koneella voidaan valmistaa kappaleita, joita ei 3-akselikoneilla voida tehdä. Näin muotokirjo kasvaa”, tiivistää Sivula.
Alkuun koneelle siirretään aiempien 3-akselikoneiden tuotteet. Jatkossa kirjo moninaistuu.
”Perinteisten suljinpuolen tuotteiden lisäksi jatkossa myös tuotekirjo moninaistuu, koneella tehdään jatkossa myös tiivisteitä ja monia muitakin tuotteita. DMC80 FD on asennettu FM-järjestelmään ja tavoite on saada kuormitus kasvatettua siten, että konetta ajetaan kolmessa vuorossa. Tuotekirjo huomioon ottaen myös miehittämättöntä ajoa tavoitellaan, sanoo koneistuksen menetelmäkehityksen projektipäällikkö Jari Tiikkainen.
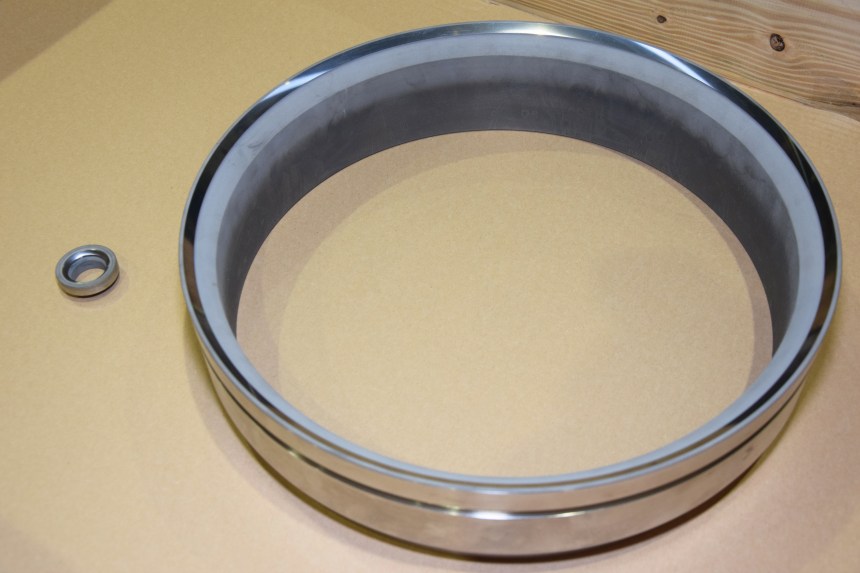
Taiyo Kokin CVG 6 tuo lisää tarkkuutta venttiilituotannossa kriittisen hionnan toimintoihin.
Hiomakone ainutlaatuisin ominaisuuksin
Toinen kiintoisa uutuus Neleksen Vantaan tuotantoon on Suomessa harvinainen hiomakone, niin ikään DMG Morin tuotepaletista, DMG Mori Groupiin kuuluvan japanilaisvalmistaja Taiyo Kokin pystyhiomakone CVG 6.
Kyseessä on 5-akselisen investoinnin tapaan korvaavaa kalustoa, mutta jälleen toki uusin maustein. Suomessa varustuksensa osalta ainoa kaltaisensa kone tuo lisää tarkkuutta venttiilien teossa erittäin kriittisen hionnan toimintoihin, Neleksen testeissä pinnanlaadun Ra-arvoissa on päästy 0,07:ään microniin, ympyrämäisyydessä 0.004:ään mm:iin.
Nopeasti ja tarkasti. Monen kokoluokan kappaleet voidaan käsitellä tehokkaasti yhdellä ja samalla koneella.
Toinen keskeinen Neleksen tiivistevalmistukseen sijoittuva tarkkuuteen ja myös kokonaiskäsittelyaikaan vaikuttava seikka on se, että nyt myös kappaleenmittaukset pystytään tekemään samalla koneella yhdessä prosessikokonaisuudessa.
”Kiinnitinjärjestelmä mahdollistaa tasaisen puristuksen, ja kappalekirjo kaksikaraisella ja karakulman indeksoinnin mahdollistavalla koneella on poikkeuksellisen laaja. Niin hyvin pienet kuin kookkaatkin tiivistekappaleet voidaan käsitellä tällä samalla koneella”, toteaa Jari-Antero Sivula.
Uudet DMG Mori -koneet asennettiin Neleksen Vantaan tehtaalle marraskuun lopulla ja tuotanto alkaa alkutalven mittaan. Tuotannon kehitys ja investoinnit Neleksen päätoimipaikassa ja muissa yksiköissä jatkuvat investointistrategian mukaisesti.
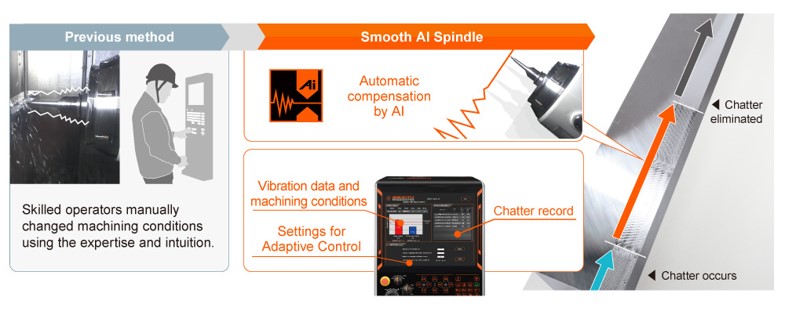
Yamazaki Mazak tuo työstökonemarkkinoille CNC-ohjauksen, jonka tekoäly (Ai Artificial Intelligence) auttaa CNC-operaattoria eri työvaiheissa.
Mazatrol SmoothAi -ohjauspaneeli kahdella kosketusnäytöllä
Älykäs lämpötilankompensointi vähentää mittavirheitä
Mazak Variaxis C-600 -työstökeskuksen ohjaukseen liitettävä älykäs lämpötilankompensointi (Ai Thermal Shield) oppii, miten ympäristö käyttäytyy työviikon kuluessa. Opittua sekä mekaanisilla antureilla koneen rungosta mitattua lämpötilatietoa käytetään älykkäästi hyväksi: mahdollisia lämpötilamuutoksia pystytään kompensoimaan ja ennakoimaan entistä tarkemmin, mikä vähentää selkeästi lämpötilanmuutoksista aiheutuvia mittavirheitä työstettävissä kappaleissa.
Työkappaleen 3D-mallia voidaan käyttää apuna, kun luodaan työstöratoja CNC-ohjelmaan. Esimerkiksi reikäpiirin porattavat reiät ohjelmoidaan osoittamalla kosketusnäytöltä yhtä reikää, jolloin se tunnistetaan ja SmoothAi-ohjaus asettaa automaattisesti reikien koordinaatit kohdalleen ohjelmaan (kaikki samanlaiset reiät yhdellä kertaa nopeasti). Samalla tavalla ohjaus tunnistaa myös jyrsittävän taskun muodot, ja hankalakin geometria voidaan luoda nopeasti ja virheettömästi vain muutamalla painalluksella.
Smooth Ai -jyrsinkara toimii tekoälyn avulla automaattisesti.
SmoothAi toimii Mazatrol-ohjelmointitavalla, jossa enintään neljää akselia voidaan ohjata samanaikaisesti. SmoothAi-ohjaus ymmärtää tällä hetkellä CAM-suunnittelijalta tulevia 3D-malleja STEP- ja Parasolid-tiedostoina.
Uutuusohjaus on Industry 4.0 -valmis
Yamazaki Mazakin uusi huippuohjaus on täysin yhteensopiva Industry 4.0:n kanssa. IoT-valmis koneistuskeskus voidaan liittää tietosuojan kautta yrityksen toimiston verkkoon, joten etäyhteydellä voidaan helposti seurata koneen työskentelyvaiheita, saada tieto mahdollisista hälytyksistä ja siten tehostaa koneen käyttösuhdetta. Työkalutietojen hallinta onnistuu myös etänä, kuten koneen CNC-ohjelmointikin. Osa toiminnoista vaatii tiettyjen lisäoptioiden hankkimista.
Yksi SmoothAi-ohjauksen uutuusominaisuuksista on työstökoneen digitaalinen kaksonen (Digital Twin). Digitaalisessa kaksoismallissa on samat vakiovarusteet, kiinnittimet ja lisävarusteet kuin todellisessa työstökoneessa. Malli sisältää myös ohjelmiin tehdyt muutokset ja työkalutiedot. Mikäli tietokone on kytketty samaan verkkoon työstökoneen kanssa päivitykset tapahtuvat reaaliaikaisesti.
Mazak Variaxis C-600 -koneistuskeskukset sekä suurin osa niissä käytettävistä komponenteista valmistetaan Yamazaki Mazakin omilla tehtailla Japanissa.
Tekoälyä on saatavilla myös jyrsinkaraan
Yamazaki Mazak tarjoaa C-600-koneistuskeskukseen kiinnostavana optiona uutuusjyrsinkaran (SmoothAi Spindle), joka tunnistaa koneistuksen aikana mahdollisesti syntyvän värinän ja muuttaa työstöarvoja automaattisesti. Lopputuloksena syntyy aina tasainen koneistusjälki.
Työstöarvojen säätö on erittäin nopea prosessi – huomattavasti nopeampi kuin perinteinen käsin tehtävä muutos. Älykäs jyrsinkara ei myöskään muuta työstöarvoja pelkästään hitaampaan suuntaan vaan myös parantaa koneistuksen tehokuutta, mikäli sen huomataan olevan mahdollista.
Mazak Variaxis C-600 -koneistuskeskus
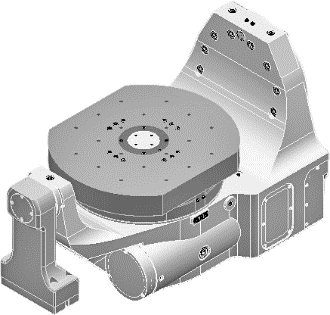
Uusi Mazak VRX C-600 on nykyaikainen 5-akselinen koneistuskeskus, jonka suunnittelussa on otettu Ai-teknologian lisäksi erityisesti huomioon helppo automatisointi. Optiona koneeseen on saatavana muun muassa automaattinen sivuovi robottilatausta varten, hydrauliikan tuonti paletin läpi kiinnittimiä varten ja paletinvaihtaja (2 APC) keskeytymätöntä tuotantoa varten.
Molemmista päistä tuettu pöytä parantaa koneen tukevuutta.
Koneen tärkeimmät tekniset tiedot ovat:
Tukeva ja tarkka siltatyyppinen rakenne ja molemmista päistä tuettu kehtopöytä
Pöydän koko Ø 600 mm
Suurin kappalekoko Ø 730 x 450 mm, paino 500 kg
Liikkeet X = 650, Y = 550, Z = 530 mm, B = 150°, C = 360°
Vammalan Teollisuuspalvelu Oy on yli 30 vuotta vanha metallintyöstön ammattilainen, jonka erityisosaamista on prototyyppien ja piensarjojen teko asiakkaiden tarpeiden mukaan. Tämän lisäksi he tekevät laajasti asiakasrajapinnassa asennusta, koneiden haalausta, korjausta sekä hitsausta. Heidän tavoitteenaan on tarjota palvelu kokonaisvaltaisesti, laadukkaasti sekä nopeasti.
”Meidän vahvuutemme konepajana on se, että pystymme reagoimaan asiakkaan toimeksiantoihin nopeasti. Olemme valmiita tekemään pieniä ja joissain tilanteissa hankaliakin osia tiukassa aikataulussa. Tulemme tulevaisuudessa yhä enenevissä määrin keskittymään siihen, että asiakas saa kaiken kauttamme saman katon alta, oli kyse sitten yksittäisestä koneistuskappaleesta tai kokonaisvaltaisesta tilauksesta sisältäen suunnittelun, toteutuksen ja asennuksen”, kommentoi Vammalan Teollisuuspalvelun toimitusjohtaja Susanna Rask.
Zayer XIOS 3000 pitkäjyrsinkone toimii yhteistyössä vanhan saman merkkisen pitkäjyrsinkoneen kanssa. Koneiden ominaisuudet täydentävät toinen toisiaan ja toi toivottua lisäkapasiteettia tekemiseen. Kuvassa Vammalan Teollisuuspalvelun toimitusjohtaja Susanna Rask.
Kilpailuetuna nopeus, pitkät asiakassuhteet ja paikallisuus
Perheyritys toimii Sastamalassa hieman alle 30 työntekijän voimin. Suuri osa työntekijöistä työskentelee verstaan puolella. Vammalan Teollisuuspalvelun asiakaskunta koostuu suurimmaksi osaksi paikallisista alan yrityksistä, joiden luottamuksen he ovat ansainneet pitkäkestoisten asiakassuhteiden kautta. Pitkäaikaiset asiakassuhteet mahdollistavat sen, että asiakkaat pystyvät luottamaan toiminnan sujumiseen tietyllä tavalla.
”Tyypillinen asiakkaamme tarvitsee palvelua nopeasti. Toimeksiantona on usein jokin erikoisempi koneistettava kappale, johon tarvitaan avuksi suunnittelupalveluamme. Pyrimme toimimaan joustavasti ja tekemään niin pieniä kuin isompiakin projekteja tarpeen mukaan. Useiden asiakkaiden kanssa meillä on jo pidempi historia. Uusien asiakkaiden kannattaa ensimmäistä kertaa yhteyttä ottaessaaan olla ensisijaisesti yhteydessä Petri Raskiin”, kertoo Susanna Rask Vammalan Teollisuuspalvelun asiakkaista.
Vuoden 2020 suurin investointi: Zayer XIOS 3000 NC -pitkäjyrsinkone
Investointeja omien sanojensa mukaan harkitsevasti tekevä Vammalan Teollisuuspalvelu päätti vuonna 2019 uuden pitkäjyrsinkoneen hankinnasta. Tarkoituksena oli, että uusi kone olisi korvannut jo vanhaksi käyneen Zayer 20 KFU 3500 NC pitkäjyrsinkoneen, mutta yritys päätyi pitämään sen toistaiseksi, joilloin saimme konekapasiteettimme kasvamaan merkittävästi. Prosessi kokonaisuutena, ennen päätöstä, kesti noin puolen vuoden ajan sisältäen kilpailutuksen, vertailun sekä lopulta konepajan layoutin uudelleen suunnittelun. Kesällä 2019 yritys päätti tilata tutulta konetoimittajalta Machinery Oy:ltä espanjalaisen konevalmistajan Zayerin pitkäjyrsinkoneen XIOS 3000.
”Päätökseen vaikuttivat monet seikat. Yhtenä helpottavana tekijänä oli lisärahoituksen saaminen ELY-keskukselta, joka mahdollisti yhden uuden työntekijän palkkaamisen tänä hieman hankalanakin aikana. Lisäksi Zayer oli merkkinä meille tuttu ja koneen ominaisuudet olivat jo entuudestaan tiedossa. Machinery Oy on myös meille tuttu alan pitkäaikainen toimija, jonka kanssa olemme tehneet yhteistyötä jo pidemmän aikaa vuosien varrella”, kommentoi Susanna Rask hankintaprosessia.
”Zayerin liikkuvapöytäinen konemalli XIOS räätälöidään aina asiakkaan tarpeen mukaiseksi. Maksimi liikealueet ovat X-5000, Y-1500 ja Z-2000 mm. Täydet suojat mahdollistavat korkeapaineisen jäähdytysnesteen käytön ja pöydän molemmin puolin sijoitetut lastunkuljettimet pitävät työalueen siistinä. Kone on suunniteltu myös nopeaan työstöön maksikierrosnopeuden ollessa 6 000 rpm ja syöttönopeuden 15 m/min. Vastaavasti koneen pikaliikkeet ovat 30 m/min. Koneen rammi on erittäin tukeva ja siihen on hiottu bombeeraus rammin pudotuksen aiheuttaman virheen eliminoimiseksi. Zayerin jyrsinpään jakotarkkuus on 0.001 astetta ja sen saa myös jatkuvalla käännöllä 5-akseliseen jyrsintään. XIOS- malli voidaan myös varustella palettiratkaisulla tai vaikkapa sorvauspöydällä”, kertoo Machineryn toimialajohtaja Kari Pirttilä Zayer XIOS 3000 konemallista.
Vammalan Teollisuuspalvelu Oy investoi tänä vuonna Zayer XIOS 3000 pitkäjyrsinkoneeseen. Uusi kone täydentää hyvin olemassa olevaa konekantaa.
Tällä hetkellä kumpikin pitkäjyrsinkone on kovassa käytössä. Koneilla pystytään yhdessä tekemään töitä monipuolisesti ja toiminnot tukevat hyvin toinen toisiaan. Uuden koneen käyttö on lähtenyt mutkattomasti pienien alkuongelmien jälkeen liikkeelle ja asiakkaita pystytään nyt palvelemaan entistä ketterämmin.
Tulevaisuuden näkymät
Vallitseva koronatilanne on heikentänyt tilauskantaa hieman keväästä lähtien. Todennäköistä on, että syksystä on tulossa haastava. Pyrimme reagoimaan tilanteeseen nopeasti ja uskon että yhteistyöllä tästäkin haasteesta selviämme.
”Metalliteollisuuden ja alihankintayritysten menestymisen edellytys on mielestäni ennakkoluuloton asenne uusia tekniikoita kohtaan ja halu kehittyä. Uudistumista ja uusia tekniikoita on tulossa, mutta kilpailutilannetta sekä alan trendejä seuraamalla pysymme varmasti kehityksen mukana”, sanoo Susanna Rask.
Monessa mukana ollut, alan kauppatapoja uurtanut uusien ja käytettyjen koneiden kauppatalo vannoo vahvan tarjonnan ja kokonaispalvelun nimiin. Huolto- ja varaosapalveluihin satsataan erityisesti.
Kun on vuosia takana, matkalle mahtuu monia vaiheita. Insinööritoimisto Ismo Lindberg syntyi Tikkakoskella elokuussa 1980, mutta juuret ulottuvat 1960- ja 1970-luvuille.
Perustaja Ismo Lindberg aloitti metallin työuransa Sarviksella ja Valmetilla ja kouluttautui sitten Tekusta insinööriksi vuonna 1968. Ura vei konemyyntiin Suomen Koneliikkeeseen, missä Lindberg sai alalle hyvät opit.
”Suomen Koneliikkeen eli myöhemmän Teollisuustekniikan Osmo Ivanoff oli uusia aukova henkilö. Ensinnäkin hän kannusti myyjät lähtemään toimistosta kentälle. Toiseksi, hän toi autokaupan toimintatapoja konemyyntiin. Kun noina aikoina uudet ja vanhat työstökoneet myytiin tiiviisti toisistaan erillään, Ivanoff otti vanhat koneet vaihdossa ja myi ne eteenpäin. Se oli silloin uusi käytäntö. Käytetyille koneille muodostuivat markkinat, mitä aiemmin ei oikeastaan ollut”, Ismo Lindberg kertoo.
”Minä jatkoin ja jalostin näitä toimintatapoja myöhemmin sitten omassa yrityksessäni. Myin uusia koneita, alkuun provisiolla Teollisuustekniikalle ja myöhemmin omin edustuksin, ja välitin käytetyt vaihtokoneet eteenpäin. Näin firma toimii perusajatukseltaan edelleenkin”, sanoo Ismo Lindberg. Matkan varrella IL liittyi järjestöön nimeltä EAMTM (European association of Machine Tool Merchants), joka valvoo jäsenyritysten välistä kaupankäyntiä ja eettisten sääntöjen noudattamista. Näin käytettyjen koneiden viennistä ja maahantuonnista on saatu turvallinen prosessi.
Toiminnan miehiä ajankohtaisin varustein. Lindbergin myyntihenkilöstöä kuvassa, vasemmalta hallituksen puheenjohtaja Ismo Lindberg, tekninen myyjä Harri Nieminen, myyntijohtaja Antti Pöyry, menetelmämyyjä Timo Ritvanen ja toimitusjohtaja Antti Lindberg.
Uusien merkkien lanseeraaja
Insinööritoimisto Ismo Lindberg on pitkään tunnettu konealalla uusien ja käytettyjen koneiden kauppatalona ja myös erityisen aktiivisena uusien konemerkkien lanseeraajana.
Erityisesti Taiwanin ja myöhemmin kiinalaisten koneiden lanseeraamisessa Suomen markkinoille 1980- ja 1990-luvuilla yrityksen osuus on iso.
”Japanilaisia koneita Suomen markkinoilla on toki ollut pitkään, mutta Taiwanin suunta oli uutta. Näin taiwanilaisia koneita ensi kerran aikanaan jo Japanin ja Neuvostoliiton messuilla, ja ajattelin, että nuohan sopisivat niin hinnaltaan kuin laatunsakin puolesta hyvin myös Suomen markkinoille. Siitä se lähti”, sanoo Lindberg.
Monien taiwanilaisten merkkien maahantuojana Lindberg oli päänraivaaja Euroopan alueellakin. Myöhemmin, kun maa avautui, teema jatkui kiinalaisten koneiden maahantuonnilla. Tätä kautta tuskin kukaan on lanseerannut uusia konemerkkejä Suomen markkinoille enemmän kuin Ismo Lindberg.
Myös lukumääräisesti toimitettujen koneiden määrä on suuri. Talon nykypäämiehistä esimerkiksi Johnfordin Suomeen toimitettujen koneiden määrä lähentelee kahtasataa. Yunnanin manuaalikärkisorveja Suomessa on jo pitkälti yli 400.
Uusille urille 1990-luvulta
Insinööritoimisto Ismo Lindbergin toiminnassa vedenjakaja osui 1990-luvulle, kun Muurameen siirtynyt ky ajautui laman seurauksena hankaluuksiin, mutta pelastautui eri vaiheiden ja pankin aktiivisen osuuden jälkeen. Samassa yhteydessä yritysmuodoksi vaihtui osakeyhtiö. Vuonna 2003 toimitusjohtajan saappaisiin astui Ismon poika Antti, jolloin Ismo siirtyi hallituksen puheenjohtajaksi ja se paikka hänellä on edelleenkin. Alan konkari toimii edelleen osa-aikaisesti apuna myös myynnissä.
Insinööritoimisto Ismo Lindberg on suunnannut tämän vuosituhannen puolella osin uusille urille. Talo tunnetaan uusien koneiden osalta tänä päivänä parhaiten vahvojen japanilaisten ja saksalaisten konemerkkien suomalaisedustajana.
Japanilaisten koneiden osalta palettiin kuuluu mm. Nakamura-Tome. Niitä talo on myynyt yli vuosikymmenen.
”Tehokkaat sorvit ovat sopineet Suomen markkinoille hyvin. Nakamura-Tomen sorveja on myyty Suomeen viime vuosina lähes 50 kappaletta”, toimitusjohtaja Antti Lindberg sanoo. Muita japanilaismerkkejä Lindbergin paletissa ovat Kiwa ja Toyoda.
”Saksalaiskoneiden osalta edustuksessamme on SHW, joka valmistaa kookkaita pitkäjyrsinkoneita. Myös näitä koneita maahan on toimitettu useita.”
Edustuspaletin muokkauksen myötä yritys on panostanut viime vuosina vahvasti kokonaispalveluun, missä mm. huoltotoiminnoilla ja loppukäyttäjien koulutuksella on iso rooli.
”Konekaupan ala on muuttunut viime vuosikymmenien aikana puhtaasta konemyynnistä yhä enemmän ratkaisujen toimittajaksi ja asiakkaidemme kumppaniksi. Tämä kattaa myynnin lisäksi tuen koneen koko elinkaaren ajan. Itse olemme panostaneet aivan olennaiseen, eli nopeaan ja osaavaan huoltoon mittavasti, ja panostukset jatkuvat yhä. Häiriötilanteissa apu pitää olla asiakkaalla aina nopeasti ja luotettavasti saatavissa. Se on tänä päivänä ensisijainen asia”, sanoo Antti Lindberg.
Asentajat kuvassa vasemmalta alkaen Ville Alen, Jussi Ruuska ja Tuomas Pöyry. Taustalla Nakamura-Tomen (oikealla) ja Kiwan teknologiaa konenäyttelyssä.
Mukana muutoksessa
Vuodet vierivät, teknologia etenee ja ala muuttuu. Vaikka haasteita on, nyt tällä hetkellä isoimpana tietenkin tämä korona, Ismo ja Antti Lindberg näkevät tulevaisuuden myönteisenä.
”Suomalainen teollisuus ymmärtää uudistumisen merkityksen, ja viime vuosina alan teknologiaan on meillä monilla tahoilla myös satsattu. Se on hyvä asia, mikä vie eteenpäin. Toki investointivelkaa on verrattuna nyt viimeisiin hyviin vuosiin 2008, mutta kehitystä on kuitenkin tapahtunut”
”Tehokas teknologia pitää valmistuksen kilpailukyisenä. Nyt juuri tähän korona-aikaan myös julkisen vallan on syytä muistaa, miten tärkeä teollisuus tämän maan toiminnalle on, ja mistä tulot tänne tulevat. Teollisuutta tukee kuunnella”, sanoo Antti Lindberg.
Hyvänä piirteenä tässä korona-ajassa Ismo Lindberg näkee sen, että töitä on palannut kauempaa jälleen Suomeen juuri viime kevään komponenttitoimitusten hankaluuksien jälkeen.
Aika näyttää, onko ilmiö pysyvä.
Kaksikon mukaan tämä aika muuttaa myös konekaupan tapoja. Internet on pitkään ollut yksi toimintojen kanava, ja aika kiihdyttää virtuaalisten mahdollisuuksien ja teknologian kehitystä.
Siitä viestivät monet virtuaaliset tapahtumat.
Internetin myötä nykyaikana myös koneiden tilaaminen suoraan tehtailta edustajan ohi on jo pitkään ollut yksi mahdollinen kuvio. Ismoja Antti Lindbergin mukaan kotimaisille edustajilla on yhä tärkeä paikkansa kokonaisuudessa.
”Takuut, toimitukseen liittyvät monet hallinnolliset ja logistiset käytännön kuviot ja juuri tukeen, huoltoon ja ennen kaikkea koneistajien koulutukseen liittyvät seikat ovat monille koneinvestoijille keskeisiä seikkoja. Niiden toimivuuden takaaminen on meille tämän alan ammattilaisille keskeisin tehtävä nyt ja jatkossakin”, sanoo Antti Lindberg.