Grob on esitellyt uutuusmallisarjan G150. Grobin G150-mallin (X=450/Y=670/Z=665 mm) vaakakaraisen 5-akselikeskuksen kehittämisessä on painotettu erityisesti avaruudellista tarkkuutta erinomaisten pinta-, ja muoto- ja paikoitustoleranssien saavuttamiseksi monimutkaisten ja korkeimpien laatustandardien komponenttien koneistuksessa.
Parannus saavutetaan Grobin kalibrointikonseptilla, innovatiivisella jäähdytyskonseptilla kaikille asiaankuuluville komponenteille sekä korkeadynaamisella akseleiden konfiguraatiovakaudella. G150 on suunnattu erityisesti tarkkuuskomponenttien, lääketieteellisenteknologian, työkalujen ja muottien, yleiskonepajojen sekä ilmailuteollisuuden valmistustarpeisiin.
Uusi GROB G150 (X=450/Y=670/Z=665 mm) on lisäys valmistajan vaakakaraisten 5-akselikeskuksien sarjan pienimpään päähän. Uutuudessa on kiinnitetty erityistä huomiota korkean avaruudellisen tarkkuuden sekä maksimaalisen dynaamisuuden saavuttamiseen.
Tarkkuus ja luotettavuus
Tarkkuudessa ja prosessiluotettavuudessa oli Grobin mukaan pääpaino G150:n kehittämisessä. Staattista tarkkuutta on parannettu entisestään innovatiivisella asetusmenetelmällä, mikä nostaa konseptin uudelle mekaanisen perustarkkuuden tasolle. Lämpöstabiilisuus saavutetaan kaikkien merkityksellisten komponenttien aktiivisella jäähdytyksellä.
Dynaaminen tarkkuus on erittäin tärkeää 5-akselin samanaikaisessa liikkeessä. Sekä nopeutta että tarkkuutta parannettiin integroimalla käyttösimulaatio kehitysprosessiin alusta alkaen.
Grob G150 liikkeet ovat X=450/Y=670/Z=665 mm ja pikaliikenopeudet 50/40/60 m/min. Lastusta lastuun aika työkalunvaihdossa on 2,6 s ja koneen omaan työkalumakasiiniin on saatavissa 117 työkalua ilman lisämakasiinia.
Lämmittelysykli on nyt yksilöllisesti sovitettu todelliseen tilanteeseen. Kone havaitsee geometriaparametrien perusteella, milloin tuotanto voidaan aloittaa ja milloin lämmittelysykli voidaan lopettaa itsenäisesti. Jos uudelleenkalibrointi on tarpeen, kalibrointiohjelmisto havaitsee tämän ja ilmoittaa siitä käyttäjälle. Yhdessä palettivarastojärjestelmän kanssa kalibrointi voidaan käynnistää jopa täysin automaattisesti.
GROB tarjoaa monipuolisia automaatioratkaisuja miehittämättömään tuotantoon. Robottiautomaatiota kappaleiden ja palettienvaihtamiseen sekä erilaisia palettivarastojärjestelmiä. Lisäksi soluihin voidaan yhdistää esim. 3D-mittausta, puhdistusta, jäysteenpoistoa.
Joustavuutta ja tuottavuutta
Tärkeä perusta G-sarjalle on yhdistelmä ergonomiaa, mikä sopii työpajaan sekä automaatiosovellutuksiin. Kone sopii niin yksittäiskappalevalmistukseen kuin sarjatuotantoon. Yhdessä palettivarastojärjestelmän tai robottiautomaation kanssa konetta voidaan käyttää prototyyppeihin varhaisessa vuorossa ja sitten esimerkiksi sarjatuotantoon yöllä. Robottiautomaatiolla voidaan vaihtaa joko kappaleita tai paletteja sekä yhdistää mm. 3D-mittaus-, jäysteenpoisto- ja pesuprosessit soluun.
Uusia lisiä modulaariseen järjestelmään ovat mm. HSK E40 -karavaihtoehto, jossa on jopa 42 000 1/min, sekä kompakti Ø 450 mm pöytä, jossa on keskikiinnitys (vaihtoehtoisesti 320×320 mm, HSK-100 tai Erowa Power Chuck paletti- ja 0-pistekiinnitysjärjestelmät). Maksimi kappalekoko on Ø 580 x480 mm, joten se soveltuu uusille sovellusalueille, kuten lääketieteellisiin teknologioihin, joissa on pienemmät osat ja pienemmät työkalut.
Nivalalaisella Pro Estorella on käytössä GROB G550T -mallin vaakakarainen 5-akselikeskus vapaasorvauksella yhdistettynä PSS-R13 älykkääseen palettimakasiiniin.
Kuten G350-, G550- ja G750-mallien vaakakaraisissa 5-akselikeskuksissa, G150:ssa on ainutlaatuinen akselikonsepti. Vaakakara varmistaa keskeytymättömän tuotannon ja pöydän täysi ylösalaisin kääntyminen (A=-185/+45 °) mahdollistaa tehokkaan lastunpoiston, optimaaliset työstöradat sekä työkalu-ulottuvuudet. Karan puolelta saavutetaan erinomainen jyrsinnän ohjaus sekä työkalujen vähäinen kuluminen. Siksi Z-akselin johteet ovat lähempänä koneistettavaa kappaletta kuin perinteisissä vastaavan kokoluokan konekonseptissa. Grobin Z-akselin tunnelikonsepti mahdollistaa myös täysimittaisten työkalujen käyttämisen maksimi kappalekoolla. ja siten vahvan metallien lastuamistehon Z-akselin asennosta riippumatta. Suomessa Grobin 5-akselikeskuksia edustaa Vossi Group Oy, joka tarjoaa koneisiin varaosa-, huolto- sekä muut elinkaaripalvelut. www.vossi.fi/g150
Metalli Järvelän kone- ja laiteinvestoinnit jatkuvat. Kaustisella toimiva perheyritys on viime vuosina panostanut voimakkaasti uuteen tuotantoteknologiaan, ja linja jatkuu. Uusi Crippan taivutuskone asennettiin yrityksen käyttöön marraskuulla. Uusi investointi on myös Thoman RB3 CNC-S 3D-rullataivutuskone, ja alkuvuodesta kokonaiskalusto täydentyy vielä mm. uudella Baykal APHS 31300 5X särmäysteknologialla.
Aika on haastava, mutta sen hammas koettelee yrityksiä eri tavoin.
Metalli Järvelän toiminnoissa nykypandemia ei toistaiseksi ole juuri näkynyt. Monipuolinen asiakaskenttä kannattelee, yritys palvelee prosessiteollisuuden asiakkaitaan mm. metsäkoneiden ohjaamotuotannossa sekä tekee taivutustöitä koti- ja ulkomaille asennuksineen, ja vauhtia on riittänyt hyvin myös näinä muutoin haastavampina hetkinä.
Metalli Järvelä investoi kilpailukykyyn ja kustannustehokkuuteen. Lähinnä Rauno Järvelä taaempana Crippa, Matias Urpilainen, Visa Järvelä ja Iiro Järvelä.
”Töitä on. Toki tilanne keväällä näkyi hetken mm. siten, että erään pääasiakkaamme tuotanto meni toviksi kahdesta yhteen vuoroon. Muutoin kysyntä on kuitenkin pysynyt vahvana. Ehkä kaikkein suurin kiire on kuitenkin meilläkin hetkeksi helpottanut siten, että olemme pystyneet keskittymään jälleen myös näihin tärkeisiin investointiasioihin”, toimitusjohtaja Rauno Järvelä kertoo.
Taivutuksen asiantuntija
Järvelä on kehittänyt toimintaansa huolella viime vuosien aikana. Vuonna 1987 käynnistynyt Koneistuspalvelu Rauno Järvelä Oy aloitti nimensä mukaisin operaatioin.
Toki koneistustakin edelleenkin tehdään, mutta päähuomio on jo pitkään ollut muualla, ja erityisesti taivutuksen palvelualueella.
Kun perheyrityksen nuorempi polvi tuli kuvioihin mukaan yrityksen omistajina, nimi vaihtui Metalli Järveläksi. Samalla yrityksen kehittäminen sai uutta vauhtia, ja se on näkynyt panostuksina uusimpaan tuotantoteknologiaan.
Taivutuksen kalusto on ajanmukaista ja samaan aikaan yritys kehittänyt valmiuksiaan kokonaisvaltaisesti myös putkenkäsittelyssä muutenkin. 3D-putkenleikkauksessa yrityksen käytössä on nykyaikainen putkilaser. Oma piirteensä toiminnassa on tätä nykyä levylasertöissä, ne tarjotaan tytäryrityksen eli Metalli Järvelä Laserin kautta. Kuuden kilowatin ja 6 G:n kiihtyvyyden Eagle iNspire -kuitulaser on käytössä.
Myös asennustyöt kuuluvat talon palettiin.
”Konekanta kehittyy asiakastarpeen ja asiakkaiden toiveiden mukaan, ja kilpailukyky ja kustannustehokkuus ovat teknologian valinnassa tärkeät ohjaimet. Investoimme nykyaikaisiin koneisiin ja ratkaisumalleihin palvellaksemme asiakkaita kustannustehokkaasti ja parhaalla mahdollisella tavalla”, Rauno Järvelä kiteyttää.
Järeää taivutusta. Uutta konetta testaa Matias Urpilainen.
Iso Crippa kookkaaseen taivutukseen
Tänä vuonna Metalli Järvelän investoinnit Kaustisilla saivat jatkoa kahden uuden taivutuskoneen myötä. Kapasiteetti on hiljattain jalostunut järeässä taivutuksessa uudella Crippa 114HE-putkentaivutuskonemallilla, mikä asennettiin yrityksen käyttöön marraskuulla.
Järvelän käytössä on ennestäänkin Crippan teknologiaa, uusi kone, samalla Suomen kookkain valmistajan kone, täydentää kalustoa raskaammassa päässä. Uusi 114HE taivuttaa teräsputkia tyyppinimensä mukaisesti aina 114 mm halkaisijoihin saakka, tarvittaessa hieman kookkaampiinkin.
”Kone on 9-akselinen ja mahdollistaa siten moninaiset kookkaiden putkien erisäteiset taivutukset yhdellä lataamisella. Se korvaa putkirakenteiden valmistuksessa tarvetta hitsauksiin. Kone on myös täysservotoiminen, ja muiden investointiemme tapaan kyseessä on asiakaslähtöinen hankinta”, sanoo Metalli Järvelän taivutuksen tuotantopäällikkö Iiro Järvelä.
Uutta teknologiaa rullataivutuksen alueelle, Thoman RB3 CNC-S. Taustalla taivutustöissä saman valmistajan RB4.
Lisää rullataivutuskapasiteettia
Toinen Järvelän uusi hankinta liittyy rullataivutuksen alueelle, uusi Thoman RB3 CNC-S 3D-rullataivutuskone laajentaa talon palvelumahdollisuuksia jatkossa aiemman Thoman-kaluston rinnalla.
Saksalainen Thoman tunnetaan valmistajana markkinoilla esimerkiksi käyttäjämyönteisestä ohjauksestaan ja laajasta tarpeen mukaan valittavasta ominaisuuskirjostaan.
”Meille keskeisiä koneen ominaisuuksia on esimerkiksi taivutussäteen valvonta, mikä kompensoi automaattisesti materiaaliominaisuuksien vaihteluita. Sen myötä samaa taivutusohjelmaa voidaan käyttää laajasti eri materiaaleilla”, Järvelä sanoo.
Järvelän levylasertyöt tehdään 6 kW:n ja 6 G:n Eaglella. Metalli Järvelä Laser on toiminut vuodesta 2014 lähtien.
Koneella voidaan tehdä taivutuksia molempiin suuntiin. Kaikki kolme rullaa vetävät eli ovat liikkuvia CNC-akseleita. Järvelän tämän vuoden investointipaketissa on vielä mukana Metalli Järvelä Laserin käyttöön saapuva Baykalin APHS 31300 5X särmäyspuristin. Myös taivutusteknologiaa on saapumassa jatkossa vielä lisää. Konepaketin Järvelä hankki Vossin kautta.
”Vossi Group on ollut kumppanimme konehankinnoissa pitkään. Vossi on laaja-alainen konetoimittaja ja heidän kanssaan yhteistyömme on aina sujunut erittäin hyvin. Arvostamme heidän panostaan tuotantomme ja kilpailukykymme kehittämisessä”, Rauno Järvelä sanoo.
Järvelä on viime vuodet ollut vahvassa tuloskunnossa, ja suunnannut resurssejaan toimintansa kehittämiseen. Metalli Järvelä ja Metalli Järvelä Laser toimivat Kaustisella kolmessa toimipisteessä. Yritykset työllistävät yhteensä lähes 30 henkilöä.
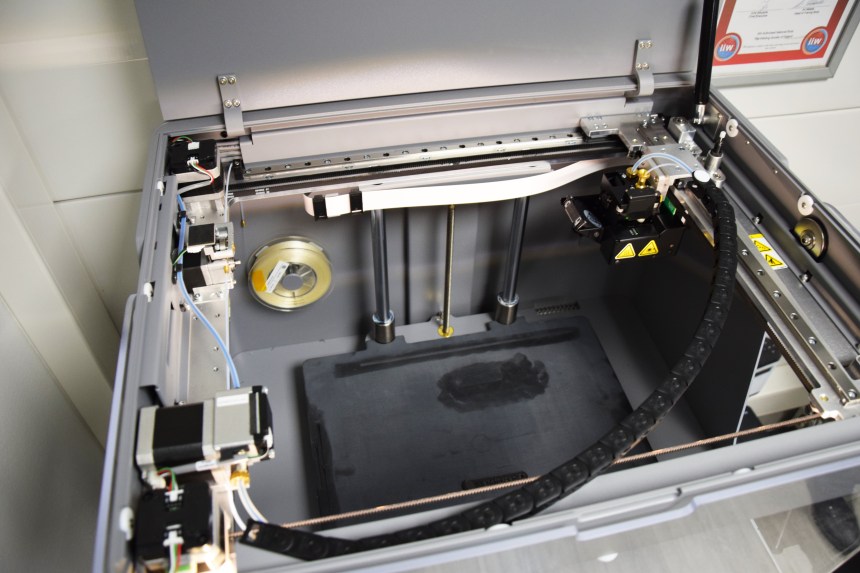
Hiilikuitutulostus on uusi vaihtoehto tuotannon apuvälineiden ja pienten komponenttien valmistukseen koneistuksen sijaan. Toivalan Metalli hankki hiljattain Markforgedin X7 Gen2 -komposiittitulostimen putkentaivuttimella tarvittavien lestien valmistukseen. Töitä koneelle ilmeni välittömästi yrityksen ulkopuoleltakin.
Toivalan Metalli Oy on pitkän linjan konepaja, jonka pääasiakkaita ovat koneenrakentajat, rakennusliikkeet sekä hissialan yritykset. Tuotantoperinteet ulottuvat 1970-luvulle, tuolloin Raimo Kolehmainen osti kaverinsa kanssa aiemmalta työnantajaltaan puusepänverstaan työpajan. Kun kaveri muutamaa vuotta sitten luopui omistuksestaan, Raimo Kolehmainen jatkoi pajan pyörittämistä yksin. Tänä päivänä työtä yrityksen luotsaajina jatkavat pojat Timo ja Juha. Kaikkiaan töissä talon palveluksessa on nyt parisenkymmentä metallin ammattilaista.
Markforged X7 Gen2 -hiilikuitutulostin on ottanut paikkansa Toivalan Metallin tuotannossa. Vierellä Toni Pasanen.
Kasvun merkeissä
Toivalan Metalli on vuosien mittaan kehittänyt jatkuvasti toimintaansa. Ytimessä on asiakaslähtöisyys, ja se tarkoittaa yrityksen miesten mukaan aitoa halua kuunnella asiakasta, monipuolista palvelua, laatua ja luotettavuutta.
”Vahvuutemme on maine, jonka mukaan kiinnostusta riittää niin pieniin kuin isompiinkin projekteihin ja toimeksiantoihin. Se on tuonut mukanaan laajan ja monille teollisuuden sektoreille ulottuvan asiakaskunnan”, kertoo hallituksen puheenjohtaja Timo Kolehmainen.
Se on kantanut hyvin, sillä yritys on edennyt vahvassa vauhdissa viime vuodet. Ja se vauhti on jatkunut myös tänä poikkeusvuonna. Korona ei ole juuri yrityksen toimintoihin vaikuttanut, enemmänkin päin vastoin.
”Töiden lisääntymisen myötä yrityksen liikevaihto ylittää tällä tilikaudella jo kolmen miljoonan euron rajan. Kasvua viime vuodesta kertyy lähes parikymmentä prosenttia. Toki olemme tehneet myös töitä sen eteen, uusasiakashankinta on kasvuyritykselle tärkeä asia”, tiivistää myynnin ja markkinoinnin asioita yrityksessä kehittävä Pasi Huhtinen.
Toivalassa investoidaan säännöllisesti. Hollantilaisen Timesaversin mallistoon kuuluvan 42-1350-WRB levyhioma- ja reunanpyöristyskoneen rullien edessä vasemmalta Timo Kolehmainen, Juha Kolehmainen ja Pasi Huhtinen.
Vahva investoija
Pärjäämiseen tänä päivänä yksi iso tekijä liittyy ajanmukaiseen tuotantokalustoon ja sen kehittämiseen. Yritys on ahkera investoija.
Talon uutta kalustoa edustavat parin vuoden takainen tuotantoinvestointi eli Eaglen iNspire- sarjan 6 kW:n lasertehon ja 6 G:n kiihtyvyyden kuitulaser sekä Timesavers 42-1350-WRB levyhioma- ja reunanpyöristyskone.
”Molemmat koneet ovat paikkansa ansainneet, niillä on iso merkitys tuotannossamme tänä päivänä. Molempien merkkien kanssa olimme liikkeellä varhain, Eaglen hankimme neljäntenä Suomessa, Timesaversin kanssa olimme toinen”, sanoo toimitusjohtaja Juha Kolehmainen.
Koneet yritys hankki Vossin kautta, mistä suunnasta hankittiin hiljattain myös RPS EVO7 3D-mittavarsi, mikä varmentaa tehdyn työn tarkasti ja nopeasti. Mahdollisten poikkeamien havaitseminen on helppoa ja nopeaa selkeän raportoinnin ansiosta. Myös mallintaminen kappaleesta, mikäli kappalekuvaa ei ole tai se on päivittämättä. Keveytensä ja siirreltävyyden ansiosta RPS 3D-mittavartta voidaan käyttää useissa eri työpisteissä.
RPS EVO7 3D-mittavarsi varmentaa tehdyn työn tarkasti ja nopeasti. Mahdollisten poikkeamien havaitseminen on helppoa ja nopeaa selkeän raportoinnin ansiosta. Myös mallintaminen kappaleesta, mikäli kappalekuvaa ei ole tai se on päivittämättä. Keveytensä ja siirreltävyyden ansiosta RPS 3D-mittavartta voidaan käyttää useissa eri työpisteissä.
Lisäksi vuodenvaihteessa myös tämän vuoden kookkain satsaus, uusi 3D-putkentaivutuskone sekä putkenpäänmuovauskone yrityksen taivutuskalustoa täydentämään.
Tässä välissä Toivalassa investoitiin kuitenkin tulostuksen maailmaan, ja jälleen talossa oltiin aikataulullisesti kärjessä. Taloon saapui hiljattain Markforgedin teknologiaa, X7 Gen2 -komposiittitulostin. Se on Suomen ensimmäinen kaltaisensa.
Kookas tulostusalue
X7 Gen2 on uusi päivitys Markforgedin X-sarjan teollisuustason printtereistä ja sen erottaa meillä tutummasta saman valmistajan Mark Two-koneista tulostusalueen koko. Koneen kasvatustilavuus on 330x270x200 mm. Toisena eroavaisuus on koneen tulostusnopeus, se on varustettu toiminnolla, jonka myötä nopeus on työstä riippuen jopa kaksinkertainen Mark Two -malliin verraten.
Koneen ominaisuudet ovat muutenkin asialliset, lasermikrometri skannaa tulostusalusta 1 µm:n tarkkuudella ja tekee pintamuotokartan. Sen myötä tulostuspään korkeus pysyy optimaalisena.
Tulostusteknologiaa hankittiin Toivalaan tiettyä tarkoitusta varten.
Tehokkaasti kuitulaserilla. Eaglen iNspire 6kW 6G on leikannut Toivalan Metallilla jo parin vuoden ajan.
”Ideana oli ja on yhä tehdä jatkossa putkentaivutuskoneiden lestit tulostamalla, sitä varten koneeseen on tänne investoitu. Perinteisesti nämä lestit tehdään koneistamalla, ja koska meillä itsellämme ei koneistusteknologiaa ole, ne on täytynyt teettää muualla. Printterin myötä voimme tehdä lestit itse, mikä säästää niin vaivaa kuin kustannuksiakin.”
”Ja aikaakin säästyy. Kone tulostaa toki aikansa, mutta aikaa menee lestien muualla teettämiseenkin ja sen hallinnointiin. Tällä koneella homma on nyt kokonaan omassa hallussamme”, sanoo tulostustoimintoihin talossa perehtynyt hitsauspuolen esimies Toni Pasanen.
Uusia mahdollisuuksia
Ainetta lisäävä valmistus on teknologiana vielä uusi asia kuten sen hyödyntäminenkin. Teema kiinnostaa, mutta käyttöönotto voi mietityttää, niin kuin nyt uudet asiat yleensäkin. Toivolan Metallilla hommat ovat sujuneet.
”Kynnys ei ole iso, sillä kone on yksinkertainen ottaa käyttöön, peruskoulutus hoituu päivässä. Myös käyttö on sujuvaa. Tuotteiden suunnittelu ottaa oman aikansa, sillä mm. rakenteen kestävyyden suhteen on otettava eri asioita huomioon kuin koneistuksen yhteydessä. Kokemus karttuu ajan myötä. Oma kiinnostus edistää asioita”, sanoo Pasanen, jonka mukaan tukea on tarjolla niin maahantuojan taholta kuin somen Markforged-ryhmistäkin.
Markforged X7 Gen2:sen tulostusalue on kookas, kasvatustilavuus on 330x270x200 mm. Tulostus käy tuplanopeudella valmistajan Mark Two -malliin verraten.
Sidosmateriaaleina talossa käytössä ovat Onyx (nylon ja pilkottu hiilikuitu), palonkestävä Onyx ja nylon sekä pitkänä kuituna hiilikuitu, kevlar, lasikuitu ja sekä lämmönkestävä lasikuitu.
Toivalan Metallille syys-lokakuun vaihteessa tulleen koneen mahdollisuudet kiinnostavat talon omien töiden ohella ympäristöä ja talon asiakkaita laajemminkin, ja myös palvelupuoli on koneella pääsemässä alkuun saman tien.
”Yllätys oli, että eräs asiakkaamme kiinnostui tästä uudesta mahdollisuudesta heti. Heillä oli tarkoituksena investoida vastaavaan laitteeseen tiettyjä komponentteja varten, mutta kun me hankimme koneen, heidän mielestään me voimme tehdä ne osat heille. Kyseessä ovat tietyt, tulostettaviksi soveltuvat paperikoneen osat. Mielenkiintoisia näkymiä”, sanoo Timo Kolehmainen.
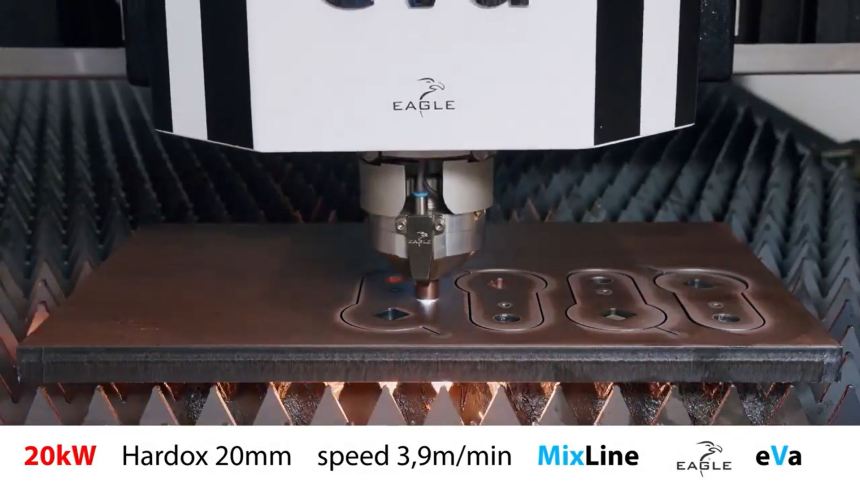
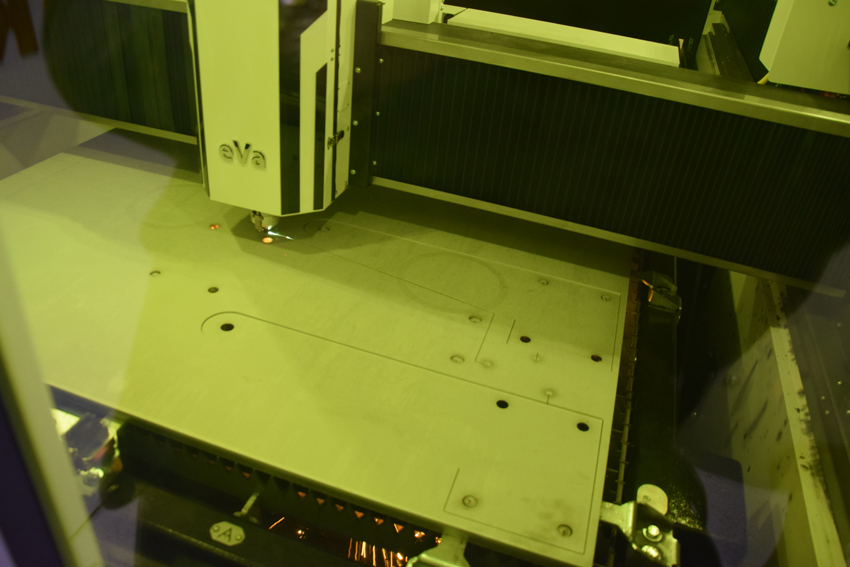
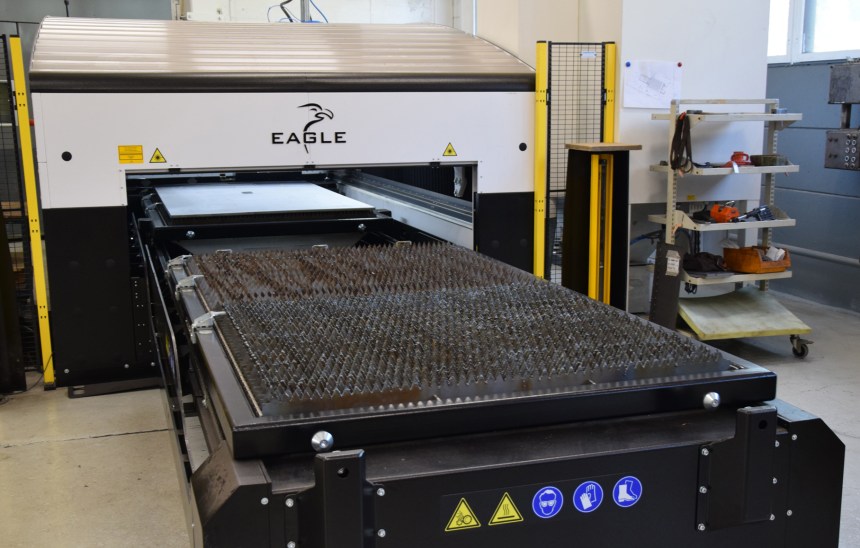
Kuitulaserleikkausjärjestelmien valmistaja Eagle on esitellyt The Game Changers -teemalla jälleen uuden teholuokan 20 kW. Valmistajan iNspire-sarjan ainutlaatuinen runkorakenne mahdollistaa tehon täysimittaisen hyödyntämisen 6 G kiihtyvyydellä. Lisäksi koneessa on nopea 9 sekunnin pöydänvaihto. 20 kW-uutuudessa on myös pienemmät kaasun- ja energiankulutukset.
Uutta MixLine teknologiaa hyödyntämällä 20 mm Hardoxia pystytään leikkaamaan peräti 3,9 m/min erittäin hyvällä leikkausjäljellä.
Eaglellä on perinteitä uusien teholuokkien esittelemisessä ensimmäisenä markkinoille vuonna 2011 3 kW, 2013 6 kW, 2014 8 kW, 2016 12 kW ja 2018 15 kW. Kolme viimeisintä julkistusta on toteutettu tehtaan itsekehittämällä eVa-leikkauspäällä. Tehokkaiden kuitulasereiden hyödyt ovat suurimmat tyypillisimmillä leikkauspaksuuksilla noin 25 mm asti, mutta niillä pystytään leikkaamaan myös erittäin paksuja materiaaleja esim. rosteria ja terästä 60 mm, alumiinia 50 mm, messinkiä 30 mm ja kuparia 25 mm asti.
8 mm hiiliteräksen leikkausta 8 kW teholla esimerkkikappaleessa kestää 18 sekuntia ja puolestaan 15 kW vain 9 sekuntia.
Lisätehoilla kate-euroja sekä kapasiteettia
20 kW teholla sekä uutta MixLine-teknologiaa hyödyntämällä pystytään leikkaamaan 20 mm Hardoxia peräti 3,9 m/min leikkausnopeudella ja erittäin hyvällä leikkausjäljellä. Puolestaan 12 mm hiiliterästä nopeudella 7 m/min. Vertailtaessa 8 mm hiiliteräksen leikkausta 8 kW teholla esimerkkikappaleessa kestää 18 sekuntia ja puolestaan 15 kW vain 9 sekuntia. Puolestaan uusi FlyCut-teknologia on erinomainen reikien tekemiseen ohuilla materiaaleilla esim. 2 mm hiiliteräs 60 m/min. Eagle suorittaakin mielellään leikkaustestejä asiakkaiden materiaaleilla.
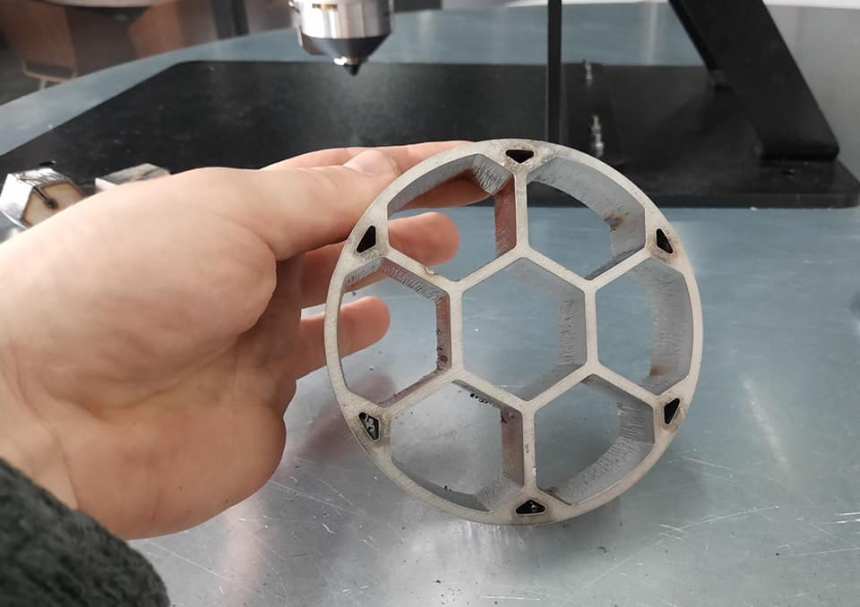
Eaglen CatLine-toiminnalla leikattu 30 mm rosterikappale 4 mm seinämällä.
Ainutlaatuinen koneenrakenne
Eaglen lippulaivamallin iNspiren ylivoimainen dynaamisuus (6 G kiihtyvyys, paikoitusnopeus 350 m/min ja maks. leikkausnopeus 150 m/min) saavutetaan mittauskoneista tutulla polymeeribetonirungolla, joka massiivisen painonsa lisäksi sitoo ja luovuttaa hitaasti lämpöä. Tällä saavutetaan erinomainen rungon värinättömyys sekä tarkkuus. Koneen hiilikuidusta tehty äärimmäisen kevyt siltarakenne puolestaan liikkuu rungon välissä tuettuna molemmin puolin kahdella lineaarijohteella sekä tarkkuuden varmistavilla absoluuttimittasauvoilla. Lisäksi koneen kaikilla akseleilla (X, Y ja Z) on huippunopeat ja huoltovapaat lineaarimoottorit. www.vossi.fi/20kw
Eagle toimittaa täysin automatisoituja kuitulaserleikkaussoluja. Valmistajan koneita on käytössä useilla maahantuoja Vossin suomalaisasiakkailla ja mm. teholuokissa 15 kW ja 12 kW.
Teollisuuden kuitulaserien tehot vain kasvavat. Kaksinumeroisissa luvuissa on menty hyvän aikaa, ja nyt suomalaisen teollisuuden käytössä olevien koneiden tehokärki on lukemissa 15 kW. Tuon teholuokan Eaglen hankki meillä ensimmäisenä Ursus Fennica, lahtelainen keskiraskaan koneistuksen ja levynkäsittelypalvelun ammattilainen.
Ammattimaista osavalmistusta
Suomen ensimmäisen 15 kW:n Eagle iNspiren hankkinut Ursus Fennica Oy on Sami ja Toni Nikkosen 2007 perustama yritys, joka palvelee asiakkaitaan monipuolisesti.
”Teemme koneiden ja laitteiden valmistusta, koneistusta ja levytöitä tasapuolisessa paketissa. Perusta on laitevalmistuksessa ja koneistuksessa, levytyöt ovat tulleet mukaan hieman myöhemmin asiakaslähtöisesti”, kertoo toimitusjohtaja Sami Nikkonen.
Leikkauspää Eaglen koneissa on eVa, valmistajan oma innovaatio. Kuvassa ruostumaton teräs, 20mm.
Yrityksen kipinä metallitöihin on lähtöisin vanhempien suunnittelu yrityksestä 90-luvulta, jolloin molemmat veljekset saivat opit tuotannosta ja projektihallinnasta. Toimintaa ja konekantaa on vuosien mittaan jalostettu eteenpäin toiminnan aloituksesta lähtien, eikä janon hiipumiselle näy merkkejä. Konekannan CNC-reivaus tapahtui vuoden 2010 tienoilla, ja kalustoa on hankittu sen jälkeen useampaan otteeseen. ”Yksi CNC-monitoimisorvi saapui tänä vuonna”, kertoo Nikkonen.
Vuodesta 2017 Lahdessa kokonaisuudessaan yhden katon alla toimiva Ursus Fennica valmistaa asiakkailleen teräksiä eri muodoissaan, lähes kaikista materiaaleista kuten työkalu- ja nuorrutusteräksiä, sekä myös alumiinia, messinkiä ja teknisiä muoveja. Koneistuksen toimintoja täydentävät hitsaus ja pintakäsittelypalvelut. Tuore Admicomin tuotannonohjausjärjestelmä on avuksi kokonaisuuden hallinnassa.
Ursus Fennicalle uusi kuitulaser on tuotannon laajennus ja siten uusi vahvistus yrityksen toimintoihin.
Kuitulaser levytöiden ytimeksi
Levytöitä Ursus Fennica on tehnyt alusta lähtien, ja niiden ytimessä on ollut plasma/polttoleikkauskone. Mm. Laitevalmistus, koneistus, ja teräsrakennetöihin leikeitä yritys on tehnyt sillä paljon.
Koska työt muuttuvat ja levy palveluille kysyntää on, Ursus Fennicalla on jo muutamanakin vuonna harkittu laserleikkauskoneen hankintaa yrityksen konekantaa täydentämään.
Ensikiinnostus heräsi aikanaan kuitujen saavuttua voimalla alan markkinoille.
Vei silti muutaman vuoden, että kannattavuuslaskelmat saatiin kohdalleen ja koneen hankintaprosessi yrityksessä todella käynnistyi.
Kun laserprojekti käynnistyi, alun perin yrityksessä suunniteltiin teholtaan 6 kW:n Eaglen hankintaa. Suunnitelma kuitenkin päivittyi matkan varrella huomattavasti tehokkaampaan vaihtoehtoon, kun poikkeusvuoden pitkien tilausaikojen sijaan Vossilla oli tarjota kotimaassa jo valmiiksi oleva iNspire 15 kW:n tehoin. Kone oli saapunut Suomeen kevään Konepajamessuille.
Ajoa 15 kW:n Eaglella. Konetta käyttää Ursus Fennicalla Tiina Kivioja
”Tämä kone on meille ennen kaikkea tuotannon laajennus. Toki teho on iso asia, sen mahdollistaman suuren leikkausnopeuden edut tulevat parhaimmillaan esiin sitten, kun saamme koneen työtaakkaa lisättyä. Toki imagoasioitakaan ei voi kokonaisuudessa ohittaa, onhan kyseessä Suomessa ainutlaatuinen kone”, Nikkonen sanoo.
Fennican suunnitelmissa on lisähenkilöstön palkkaaminen liittyen uuden tuotesektorin toimintoihin. Kone on herättänyt runsaasti kiinnostusta ympäristössä ja asiakkaissa.
Lisänopeutta valmistukseen
Eagle toi 15 kW:n lasertehoin varustetun kuitulaserin markkinoille viime vuonna. Kyseessä on valmistajan lippulaivasarjan iNspire 6 G:n kiihtyvyyksin sekä vain 9 sekunnin pöydänvaihtoajalla.
Leikkaajan kannalta lisäteho tuo merkittävää lisänopeutta valmistukseen sekä pienentää radikaalisti kappalekustannuksia.
Pöydän vaihto on nopea operaatio. Se säästää kokonaisaikaa tuotannossa.
”Usein ajatellaan, että tehoja lisätään koneisiin pelkästään paksujen materiaalin leikkaamista varten, mutta suurimmat edut teholuokan kasvussa saadaan merkittävästi suurempana leikkausnopeutena yleisien materiaalipaksuuksien osalta. Tämä tarkoittaa leikkausta 25 mm:iin saakka”, tiivistää Vossi Groupin Marko Vossi.
”Esimerkiksi 8 mm hiiliteräsosaa leikkaa 4 kW:lla 64 kpl, 8 kW:lla 133 kpl ja 10 kW:lla 185 kpl niin 15 kW:lla päästään peräti 277 kappaleeseen. Samalla osakustannus tippuu kolmasosaan ja katteen määrä kolminkertaistuu. Toki koneilla voidaan leikata huomattavasti paksumpia vahvuuksia, mutta yleensä tulos tehdään yleisimpien paksuuksien leikkausnopeudella.
Vossi on Eaglen koneiden suomalaisedustaja, joka toi Eaglen koneet Suomen ja Baltian markkinoille muutama vuosi sitten. Täkäläisessä teollisuudessa koneita toimii nyt pitkälle toistakymmentä.
Petäjäveden Metalli muokkaa valmiuksiaan säiliönpäätyjen valmistuksessa. Uudet investoinnit lisäävät automaatiota ja siten tehokkuutta yrityksen säiliönpäätyjen valmistuksessa ja varmistavat kilpailukykyä kansainvälisesti toimivan yrityksen markkinoilla.
Keskisuomalaisen Oy Petäjäveden Metalli Ab:n keskeistä tuotantoa ovat säiliönpäädyt, muototerästen taivutus, syvävetotuotteet ja muut raskaat levytyöt. Yritys käynnistyi vuonna 1980, joten tänä vuonna vietetään tasavuosien merkkivuotta.
Yrityksen perustaja ja nykyinen hallituksen puheenjohtaja Markku Salminen täytti tänä vuonna myös 70 vuotta, ja hän toimii yrityksen toiminnoissa mukana aktiivisesti edelleen. Toimitusjohtaja on Markus Salminen, ja kolmaskin sukupolvi on jo osuudellaan mukana yrityksessä.
Uusi kone lisää tuotannon automaatiota ja kilpailukykyä, kertoo Markku Salminen.
”Viisitoistavuotias Miklas-poika oli täällä viime kesän kesätöissä. Kävimme läpi monia tehtäviä, esimerkiksi hitsauksen saloja. Intoa alalle tuntuu nuorelta mieheltä löytyvän, ja siitä olen tietysti kovin iloinen”, Markku Salminen kertoo.
Vahvalla otteella
Petäjäveden Metalli on monipuolinen valmistaja. Kun Norjan ja Ruotsin työmaita pitkän tovin kiertänyt Markku Salminen laittoi oman yrityksen pystyyn Suomessa, tehtiin alkuun varaajia ja kattiloita. Siitä toiminta laajeni vähitellen monimuotoiseen alihankintaan niin Suomen, Ruotsin kuin Norjankin markkinoille.
Monet asiakassuhteet ovat olleet pitkiä, ja yksi sellainen taho on Muurikka.
Viime aikoina juuri Muurikan pannujen tuotanto on yllättävästi korostunut Petäjäveden toiminnoissa.
”Koronavirus on tuonut tuotantoomme sillä kohdin melkoisen lisäpiikin. Kun ihmiset ovat olleet enemmän kotona, myös hankinnat koteihin ovat lisääntyneet. Se on näkynyt esimerkiksi Muurikka-pannujen kysynnän kasvuna. Teemme niitä eri kokoluokkiin, ja vahvalla tasolla mennään. Mielenkiintoinen tämän poikkeusajan ilmiö”, sanoo Markku Salminen.
Isompia tuotteita eli säiliönpäätyjä Petäjävedellä on tehty niin ikään pitkään, alkuun itse suunnitellulla ja rakennetulla laitteistolla, sittemmin alan erikoiskoneilla.
Muutama vuosi sitten hankittiin kahdeksanmetrinen säiliönpäätylinja, mikä edusti loikkaa yrityksen säiliönpäätyjen kokoluokassa. Linjalla voidaan tehdä säiliönpäätyjä kahdeksaan metriin saakka ja sillä valmistettuja tuotteita on toimitettu esimerkiksi Äänekosken uuden biotuotetehtaan tarpeisiin. Valtaosin markkinat ovat kuitenkin ulkomailla.
”Palvelemme asiakkaitamme niin Ruotsissa kuin laajemmin Euroopan alueella. Baltia on yksi iso toimialueemme”, Markku Salminen kertoo.
Kitakoko Faccinin PPM-sarjan puristimessa on viisi metriä, puristusvoimaa kone tarjoaa 300 tonnia.
Kilpailukykyä automaatiolla
Säiliönpäätyjen valmistukseen ja juuri yrityksen kansainväliseen toimintaan liittyy niin ikään yrityksen uusin investointikokonaisuus. Kokonaisuudessaan noin miljoonan euron linja- ja konesatsaus lisää kapasiteettia tuotannossa ja lisää erityisesti valmistuksen automaatioastetta. Kokonaisuuteen kuuluva kalottipuristin saapui yrityksen käyttöön nyt elokuussa.
”Tämän uuden puristimen ansiosta voimme automatisoida valmistusta ja siten luoda uusia mahdollisuuksia tämän alan erittäin kovassa tarjouskilpailussa pärjäämiselle. Kisa on kovaa ja hinta sanellaan pitkälti ostajan puolelta. Tässä menossa ratkaisuna on vain automaation lisääminen, ja sitä tämän koneen myötä tavoittelemme”, kertoo Salminen.
”Kone on tuotannossa kolme kertaa aiemmin käyttämäämme nopeampi. Iso etu on se, että se mahdollistaa myös miehittämättömän tuotannon.”
Italialaista Faccinin teknologiaa edustavan PPM-sarjan koneen kitakoko on viisi metriä kone ja puristusvoimaa koneessa on 300 tonnia. Myöhemmin tänä vuonna, toki jos epidemiatilanne Italiassa sallii, yrityksen käyttöön saapuu niin ikään nykyajan teknologiaa edustava saman valmistajan reunantaivutuskone.
”Faccinin koneista meillä on kokemusta jo kahdenkymmenen vuoden ajalta, joten konetoimittajaa emme tässä kohdin kovin pitkään miettineet. Tunnettu luotettavien koneiden alan valmistaja on kyseessä”, sanoo Salminen.
Säiliönpäätyjä keskikokoluokkaan. Kuvassa koneen etuosan pyöritysrullastoja.
Monipuolisesti omin voimin
Uuden päätylinjan niin kuin myös saapuvan reunantaivutuskoneen toimitti Faccinin Suomen edustaja Vossi. Isot koneet vaativat alleen myös kunnon perustukset ja ne Petäjäveden Metallilla tehtiin yrityksen tontin uusimpaan halliin tälläkin kertaa itse.
”Rakennushommia on tullut vuosien myötä tehtyä monenlaisia, ja hallilaajennuksetkin teimme aikanaan pääsääntöisesti omin voimin. Tämä työ oli töille sujuvaa jatketta, eläkeläisellä on aikaa. Kahdeksanmetrin päätyjä tekevä kone vaati muutama vuosi sitten ympärilleen uuden hallin ja alleen kuusimetrisen perustuksen, jotka teimme paljolti itse. Nyt sijoituimme jo olemassa olevaan halliin eikä ihan niin syvälle tarvinnut mennä, mutta toki pitkälle kuitenkin”, nauraa Markku Salminen.
Nyt varsin tuore kone on aloittanut Petäjävedellä jo tuotannon.
”Kone saapui hieman myöhässä juuri näiden koronaan liittyvien haasteiden takia, mutta asennukset sujuivat hyvin ja nopeasti. Vaikka uuden koneen, ohjelmoinnin ja kaikkien ominaisuuksien haltuunotto vie tietenkin aikaa, olemme päässeet koneella jo hyvin tuotantoon eikä alkuhankaluuksia ole juuri ollut. Siitä olemme tyytyväisiä”, sanoo Salminen.
Petäjäveden Metalli on investoinut viimeisen kuuden vuoden aikana tiloihin ja koneisiin yhteensä noin kuusi miljoonaa euroa. Yritys toimii Petäjävedellä useiden laajennusten jälkeen kokonaisalaltaan nyt noin hehtaarin tiloissa. Yritys työllistää noin seitsemän henkilöä ja liikevaihto on viime vuodet vaihdellut 2,5-3 miljoonan euron tasolla. Vahva tekeminen ja myös investoinnit Petäjävedellä jatkuvat.
”Tehokas teknologia ja automaatio mahdollistavat pärjäämisen. Kehitysprosessi on pysyvä”, sanoo Markku Salminen.
Petäjäveden Metalli toimii noin hehtaarin tuotantotiloissa. Tiloja on laajennettu useita kertoja.
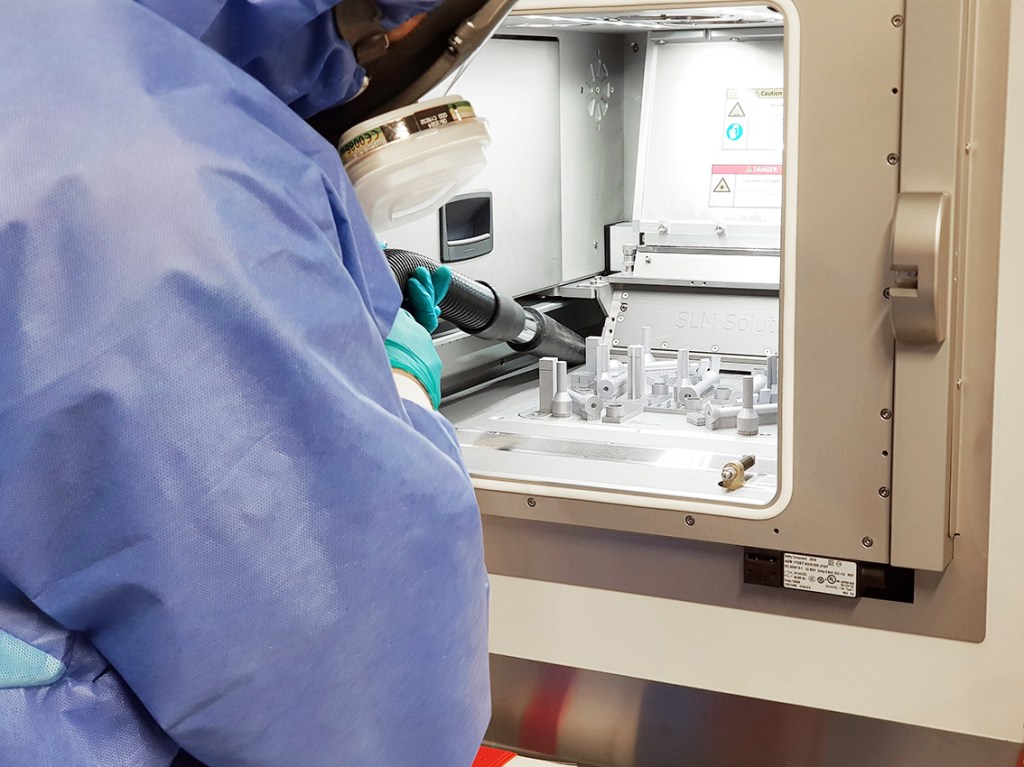
Savonia-ammattikorkeakoulu kehittää 3D-tulostuksen koulutus- ja palveluympäristöään. Mittavassa investointi- ja kehittämishankkeessa päivitetään oppilaitoksen 3D-tulostuksen toimintaympäristöön Kuopioon nykyaikainen laitekanta ja uusia toiminnallisuuksia. Hankkeen myötä Savonian Savilahden kampukselta löytyy jatkossa yksi Suomen monipuolisimmista alan ympäristöistä. Keskeinen osa investointikokonaisuutta oli SLM:n tekniikkaa edustavan metallin jauhepetilasersulatustulostimen hankinta.
Savonia-ammattikorkeakoulu on yksi Suomen suurimmista ja monipuolisimmista ammattikorkeakouluista. Koulutusaloja on kuusi, opiskelijoita noin 6000 ja koulutusyksiköt Kuopiossa, Iisalmessa ja Varkaudessa.
Savonia palvelee aktiivisesti myös ympäröivää työelämää tutkimus- ja kehitystoiminnan kautta. Vuosittain on käynnissä keskimäärin 130 erilaista TKI-eli tutkimus, kehitys & innovaatio -hanketta noin 6 miljoonan euron volyymilla.
Uusi SLM280 TWIN 700W on Savonian 3D-tulostusympäriston uusi tulokas ja keskeinen investointi.
Huippumoderni 3D-tulostusympäristö
Kuopion toimintonsa Savonia keskittää tämän vuoden mittaan Savilahden kampukselle.
Samaan aikaan meneillään on 3D-tulostuksen investointi- ja kehittämishankepari, missä päivitetään Savonian 3D-tulostuksen nykyaikaiseksi toimintaympäristöksi.
Käytössä Kuopiossa on eri 3D-tulostustekniikoihin perustuvia, eri kokoluokan laitteita niin muovin kuin metallinkin osalta.
Muovin tulostuslaitteet perustuvat jauhepetitulostukseen, MJF:ään, nesteen ruiskutukseen ja nesteen fotopolymerisointiin, metallin vastaavasti pursotukseen+sintraukseen ja jauhepetitekniikkaan. Lisäksi varustukseen kuuluvat käsivarsirobotteihin kiinnitettävät tulostuslaitteet (muovi, metalli, betoni).
”Laitteiden valinnoissa on huomioitu sekä opetustoiminnan että alueen yritysten ja T&K-toiminnan tarpeet. 3D-tulostuksen peruskursseilla lähdetään liikkeelle perusteista ja opetellaan askel askeleelta eri laitteiden käyttöä. Myöhemmin kurssitarjontaan tulevat mukaan jatkokurssit, joissa perehdytään mm. metallin 3D-tulostukseen”, kertoo TKI-asiantuntija Antti Alonen.
Laaja investointikokonaisuus
Parin vuoden ajan Savoniassa on ollut meneillään mittava 3D-tulostuksen investointi- ja kehittämishanke. Pääosin EAKR-rahoitteisen investointihankkeen budjetti on n. 2.6 miljoonaa euroa ja rahoittajana toimii Pohjois-Savon Liitto. Hankkeessa ovat mukana myös Kuopion Yliopistollinen Sairaala, Savon koulutuskuntayhtymä, Itä-Suomen Yliopisto sekä Ylä-Savon ammattiopisto. Lisäksi hankkeeseen osallistuu lukuisia Pohjois-Savon alueen yrityksiä, joiden kanssa tutkitaan laitteiden käyttöä konkreettisten esimerkkikappaleiden myötä.
Hankkeen taustalla on Antti Alosen mukaan usean vuoden kehittäminen ja selvitystyö 3D-tulostuksen potentiaalista ja vaikutuksista tulevaisuuden työelämään.
Tulostusaluetta 280x280x365 mm. Savonian SLM280 on varustettu kahdella 700W laserilla. Lisävarusteita ovat mm. lasersulan- ja tehonseurantajärjestelmät, 500 C lämmitettävä tulostusalusta sekä nollapistekiinnitysjärjestelmä jälkikoneistuksen sujuvaan integrointiin.
Vuonna 2015-2016 Savonialla toteutettiin suunnitteluhanke, jossa 3D-tulostuksen tilannekartoituksen lisäksi selvitettiin Pohjois-Savon alueen yritysten tilannetta ja ymmärrystä 3D-tulostuksen potentiaalisista vaikutuksista yritystoimintaan. Silloin tulokset olivat vielä laihoja: 73% vastanneista yrityksistä ei nähnyt 3D-tulostuksen olevan kiinnostavaa eikä sillä katsottu olevan vaikutusta niiden yritystoimintaan. Suurimmalla osalla ei myöskään ollut kokemusta asiasta.
”Kun kaksi vuotta myöhemmin (2018) kysely toteutettiin uudelleen, tilanne oli jo muuttunut parempaan suuntaan. Yli puolet (55%) vastanneista näki 3D-tulostuksen potentiaalisena valmistusmenetelmänä. Se rohkaisi hankkeessa eteenpäin”, sanoo Alonen.
Moderni kone teolliseen tuotantoon
Suurimpana hankintana investointihankkeessa oli mukana metallin jauhepetilasersulatustekniikkaan perustuva 3D-tulostin oheislaitteineen.
“Aiemmissa selvityshankkeissa on käynyt ilmi, että Suomi on Eurooppaa jäljessä metallin 3D-tulostuksen käyttöönotossa. Yhtenä syynä on se, että suomalaisissa oppilaitoksissa laitteita on kovin vähän. Tilanne on 2019-2020 onneksi selvästi parantunut, mutta esimerkiksi Pohjois-Savosta tai edes Itä-Suomen alueelta ei löytynyt yhtään metallitulostinta.”
”Koska tekniikka on yrityksille uusi ja tuntematon, tuli yrityskentältä signaalia siitä että laitteiston hankkiminen oppilaitokselle olisi hyödyllistä myös koko alueen kehityksen kannalta”, taustoittaa Alonen.
Kuopioon haluttiin moderni, teolliseen tuotantokäyttöön soveltuvaa laitetta vastaava kokonaisuus, ja samalla myös mahdollisimman hyvin tutkimus- ja kehitystoimintaan soveltuva ratkaisu.
”Kun tärkeänä pidetyt ominaisuudet oli listattu, kävimme läpi potentiaalisia laitteita ja lisäksi Savonialla järjestettiin myös julkinen seminaari/keskustelutilaisuus jossa laitevalmistajat pääsivät esittelemään tarjontaansa ja kertomaan heidän mielestään tarpeellisista ominaisuuksista. Kaiken tämän perusteella todettiin, että soveltuvia laitteistoja/laitevalmistajia olisi vain kourallinen, joista niistäkin muutama keskittyy enemmän tuotantolaitteisiin”, Alonen kertoo.
Kone sijoittuu sekä opetus-, että yrityspalvelukäyttöön.
”Painotimme mm. laserien lukumäärää, lasersulan- ja tehonseurantajärjestelmää, tulostusalueen kokoa ja eri materiaalien lukumäärää. Tarjoajilta vaadittiin myös riittäviä referenssejä niin teolliseen kuin lääketieteelliseen käyttöön kohdistuneista toimituksista. Lisäksi pisteitä sai mm. nollapistekiinnityksestä.”
Toimittajaksi valikoitui tätä kautta Vossi Groupin edustama SLM Solutions.
”SLM:n tarjoamassa SLM280 kokonaisuudessa kone on varustettu kahdella 700W laserilla sekä kattavilla lisävarusteilla, joita ovat mm. lasersulan- ja tehonseurantajärjestelmät, 500 C° lämmitettävä tulostusalusta ja nollapistekiinnitys. Yhtenä suurimmista toimijoista jauhepetikoneiden saralla SLM Solutions pystyy myös tarjoamaan ohjeistusta, apua ja esimerkkejä niin teollisuuden että lääketieteen käyttökohteista”, kertoo Alonen.
”Tutkimuksellisesta näkökulmasta kiinnostavana tutkimuskohteena näemme sekä suurempien kerroskorkeuksien (90 µm) käyttämisen ja sen vaikutuksen osien materiaaliominaisuuksiin, että osien nestauksen/pakkauksen (stäkkäyksen) vaikutuksen materiaaliominaisuuksiin ja sitn kappalekohtaisiin kustannuksiin, sillä kummallakin niistä on selvä vaikutus tuotantonopeuksiin. Järjestelmän mukana tullut MPM (Melt Pool Monitoring, lasersulanseurantajärjestelmä) ja LPM (Laser Power Monitoring) mahdollistavat mahdollistaa tulostusprosessin tarkan seurannan. Yhteistyö Itä-Suomen Yliopiston kanssa mahdollistaa valmistettujen kappaleiden tarkan kuvauksen uudella microCT –laitteistolla.”
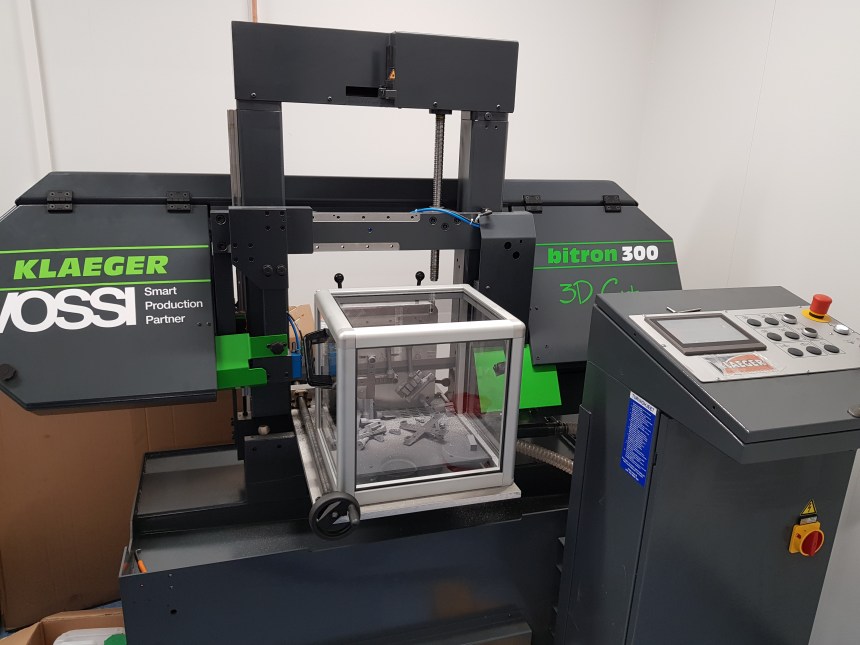
Myös oheiskäsittelyn laitteita, kuten kuvan Klaeger birton-300 3DCut -vannesaha saha, kuului kokonaispakettiin.
Kehittyvä ympäristö
Savonian 3D-tulostusympäristön tavoitteena Alosen mukaan on koulutukselliselta puolelta se, että kaikilla Savonian opiskelijoilla on mahdollisuus tutustua ja oppia 3D-tulostukseen liittyviä asioita osana opiskelujaan.
”Vaikka alan kehitys etenee kovaa vauhtia, oletamme että nyt hankittava laitteisto pysyy suurimmalta osalta toimintakuntoisena ja tekniikaltaan hyvänä seuraavat viisi vuotta. Paitsi laitteiden, myös niiden materiaalien kehitys alalla menee kovaa vauhtia eteenpäin joten nyt hankittavilla laitteilla tullaan tulostamaan uusia materiaaleja ja materiaaliseoksia, joita ei vielä ole olemassa”, sanoo Alonen.
Laajemmin 3D-tulostuksen käyttöönotto on Alosen mielestä maailmalla vasta alkamassa.
”Tällä hetkellä sitä hyödynnetään teollisuudessa vielä sangen rajatusti johtuen paitsi teknisistä rajoituksista myös siitä, että suunnittelijoiden mieli ei ole vielä “päivittynyt” 3D-tulostusta parhaiten hyödyntävälle tasolle. Lisäksi esimerkiksi metallitulostuksen yleistymistä on hidastanut sertifiointimenettelyjen luominen. Nyt silläkin puolella on menty eteenpäin, joten metallitulostuksen kasvu on vasta alkamassa”.
Suomessa yritysten laajempi innostuminen vaatii kuitenkin vielä useamman kourallisen onnistuneita esimerkkejä “perusteollisuudesta”.
”Saksan autoteollisuus sekä esimerkit siitä miten Deutsche Bahnin on aloittanut 3D-tulostuksen hyödyntämisen varaosavalmistuksessa ovat erinomainen signaali siitä, että myös raskaampi perusteollisuus on astumassa 3D-tulostuksen hyödyntäjiksi”, toteaa Antti Alonen.
Tulostaminen on kätevä uusi menetelmä teollisen tuotannon kohteiden, kuten erilaisten apulaitteiden tuotantoon. Tikli Group Oy hankki hiljattain komposiittitulostimen perinteisesti koneistamalla tehtyjen muotojigien valmistamiseen.
Markforged Mark Two tulostaa jigejä Tikli Group Oy:llä koneistamisen sijaan.
Tikli Group Oy on markkinoilla tunnettu talo mm. rakennusalan tuotteistaan.
Tikli toimii Vimpelissä ja valmistaa alumiinitikkaita, ikkunoita, ovia sekä myös vaikkapa vesivaakoja.
Tuotekehityksen tuore ilmentymiä ovat esimerkiksi äänieristetyt työtilat niin teollisuuden kuin toimistokäyttöönkin. Materiaalina Tikli keskittyy täysin alumiiniin.
Monipuolisella kalustolla
Tiklin liikevaihto on noin 11 miljoonaa, ja omien tuotteidensa lisäksi yritys tekee sopimusvalmistusta, ja nimenomaan alumiinituotteiden jatkojalostuksen alueelle.
”Jatkojalostuksen toiminnot ovat yksi painopistealueistamme. Haemme sitä kautta kasvua ja tasaamme rakennusteollisuuden suhdannevaihteluita”, kertoo myyntipäällikkö Timo Mastokangas.
Kun jigit tehdään tulostamalla, säästyy ohjelmienteko- ja koneistusaikaa muuhun tuotantoon. Vierellä työnjohtaja Riku Ilomäki.
Vahvasti kehittyvän alumiinin jatkojalustuksen alueelle yritys investoi isosti viime vuonna kahden uuden koneistuskeskuksen myötä. Alumiinin jyrsintää, avarrusta ja porausta tehdään kahdella Akira-Seikin pystykaraisella koneistuskeskuksella. Koneet ovat Akira Seiki Super Vertical (SV) 1350 ja uusimpana kookkaammalla työalueella varustettu SV2060.
Tiklin konekanta Vimpelissä on uudistunut isosti muutenkin parin viime vuoden aikana. Käytössä on erikoiskoneita, kuten 3-5-akselisia CNC-työstökeskuksia, profiilijyrsintäkoneita sekä automaattitoimintoisia sahausyksiköitä.
”Nykyaikainen tuotantokalusto tuo tehokkuutta paitsi omien tuotteiden valmistukseen, palvelutoimintaamme. Kykenemme toimimaan joustavalla tavalla osana asiakkaidemme tuotanto- ja palveluketjua”, sanoo myyntipäällikkö Timo Mastokangas.
Jigit kätevästi printterillä
Kun tuotteita ja kappaleita valmistetaan, niiden kiinnitykseen tarvitaan runsaat määrät erilaisia muotojigejä. Niitä Tiklilläkin on perinteisesti tehty tuttuun tapaan koneistamalla.
Tähän kohtaan Tiklillä toteutettiin hiljattain osittainen muutos, kun yritys hankki niiden tekoon komposiittitulostimen, 320x132x154 mm:n kasvatusalustalla varustetun Markforged Mark Twon Vossi Groupin toimittamana.
”Seuraamme toiminnoissamme aikaa ja teknologian kehitystä, ja tulostukseen liittyvät teemat ovat kiinnostaneet jo pitkään. Näimme, että nyt tämä Markforged on nyt hyvä kohde kyseiseen teemaan konkreettisemmalle tutustumiselle, varsinkin, kun sopiva käyttökohdekin oli tiedossa. Muotojigejä tarvitaan tuotannossa paljon, ja näimme niissä mielenkiintoisen sovellusalueen uudelle tekniikalle.”
”Pääsimme testaamaan tulostimen ohjelmistoa etukäteen sekä teimme myös testitulostukset ja kun tuote havaittiin nopeasti hyväksi, ostimme sen tänne ja aloimme töihin. Laite on helppokäyttöinen ja se myös neuvoo käyttäjää asetuksien teossa ja ongelmatilanteissa. Näin saimme laitteen hyvin nopeasti käyttöön, ja saman tien onnistuneesti. Itse asiassa heti ensimmäinen kappale onnistui niin hyvin, että siitä tuli heti toimiva jigi tarkoitukseensa”, naurahtaa Timo Mastokangas.
Kasvatusala laitteessa on 320x132x154 mm. Tulostimelle on tehtaalla kätevästi oma tila.
Myös ulkoiseen palvelutuotantoon
Kuten koneistuksessa, tulostamisessakin Tikli hyödyntää 3D-osaamistaan, ja sen myötä kappaleiden suunnittelu käy cadilla sujuvasti. Koneella tulostetut materiaalit ovat Tiklillä Onyxia, jossa on muovin seassa pilkottua hiilikuitua, jota voidaan vahvistaa pitkäkuituisena hiilikuidulla, kevlarilla tai lasikuidulla. Tämä mahdollistaakin metallin korvaamisen erittäin edullisilla, mutta lujilla, kestävillä ja tarkoilla komposiittitulosteilla.
”Laitteen mukavana puolena jigien valmistamisessa on tietenkin se, että kun jigit tehdään tulostamalla, säästyy ohjelmienteko- ja koneistusaikaa muuhun tuotantoon. Kyllähän niissä melkoisesti aikaa yleensä saa kulumaan”, Mastokangas sanoo.
Tiklillä tehdään Markforgedilla nyt jigejä ja tutustutaan samalla aikaa tarkemmin komposiittitulostuksen mahdollisuuksiin.
”Tulostusasiossa materiaalituntemus on hyvin tärkeää, ja sen osalta tieto kasvaa kokemuksen kautta. Jatkossa tulostimelle löytyy jigien tulostuksen oheen varmasti monenlaista muutakin käyttöä. Toistaiseksi olemme tulostaneet tuotteita pääasiassa itsellemme, mutta toki myös ulkoinen palvelutoiminta on jatkossa tavoitteenamme.”
Samalla talossa seurataan edelleen tarkoin myös 3D-metallitulostinten kehitystä.
”Tulostaminen on nopeasti kehittyvä teknologia, jonka käyttö varmasti laajenee tulevaisuudessa. Toki siitä kannattaa olla kiinnostunut. Meille Markforged oli nyt ensi askel tulostamisen mahdollisuuksiin”, kannustaa Timo Mastokangas.
Ursus Fennica laajentaa leikkauspalveluitaan Suomen tehokkaimmallakuitutasolaserilla Eagle iNspire 15 kW 6G.
Eagle iNspire 15 kW 6G suurimmat edut saadaan
ohuempien materiaalin esim. 1–12 mm ylivoimaisella leikkausnopeudella.
Esimerkiksi samassa ajassa, kun 6 kW kuitulaserilla leikkaa 8 mm hiiliteräksestä 95 kpl,
10 kW 185 kpl ja niin 15 kW teholla peräti 277 kpl.
Toukokuun lopussa Ursus Fennica ottaa käyttöönsä Eagle iNspire 15 kW 6G -kuitutasolaserin. Koneessa on 15 kW IPG-kuitulaserlähde sekä 6G-kiihtyvyys, jolloin korkeasta lasertehosta saadaan maksimaalinen hyöty.
Tuotanto koneella käynnistetään kesäkuun alussa.
Ainutlaatuinen rakenne
Eagle iNspire 15 kW 6G -kuitulaserissa vaihtopöydän koko on 1,5 x 3,0 m ja pöydänvaihto tapahtuu vain 9 sekunnissa.
Puhtaasti kuitulaserteknologiaan keskittynyt Eagle on suunnitellut koneensa kuitulaserteknologian ympärille hyödyntäen moderneimpia markkinoilla olevia ratkaisuja. Niissä on lämpöstabiili ja jämäkkä komposiittirunko (polymeeribetonia) sekä äärimmäisen kevyt hiilikuitusilta rungon välissä. 6G-kiihtyvyys, 350 m/min paikoitusnopeus ja 150 m/min leikkausnopeus sekä suuri tarkkuus saavutetaan jokaiselta akselilta löytyvillä lineaarimoottoreilla sekä absoluuttiantureilla.
Ylivoimainen nopeus
Toisin kuin alan varsin yleinen väärinkäsitys on, niin lasertehoa ei kasvateta etupäässä paksumpia levypaksuuksia varten, vaan suurimmat edut saadaan ohuempien materiaalien esim. 1–12 mm ylivoimaisella leikkausnopeudella.
Esimerkiksi samassa ajassa, kun 6 kW kuitulaserilla leikkaa 8 mm hiiliteräksestä 95 kpl, 10 kW 185 kpl ja niin 15 kW teholla peräti 277 kpl. Korkean leikkausnopeuden lisäksi koneella pystytään leikkaamaan myös paksuja materiaaleja, ruostumatonta terästä 60 mm, alumiinia 50 mm, messinkiä 30 mm ja kuparia 25 mm asti.
Vaativiin sarjakoneistuksiin erikoistunut Salon Metalelektro otti käyttöönsä SLM Solutions 280 2.0 TWIN700W 3D-metallitulostimen. Huipputehokkaalla kahden 700W laserin koneella pystyy hyödyntämään mm. uusia 90 µm kerrospaksuuksia alumiinilla ja titaanilla, mikä tarkoittaa entistä kustannustehokkaampia huippulaatuisia osia.
Asiakkaat mukaan uuteen aikakauteen
Salon Metalelektro Oy on tehnyt viime vuosina mittavia investointeja työstökoneisiin ja tuotannon kehittämiseen. Tuotantoa kehitetään kansainvälisesti kilpailukykyisen suuntaan ja palvelutarjontaa on samalla laajennettu.
”Näemme, että 3D-metallitulostus tulee vahvasti koneistuksen rinnalle. Haluamme olla tämän teknologian edelläkävijä sekä auttaa asiakkaitamme ottamaan sen mahdollisuudet hyötykäyttöön. Sopivissa tuotteissa uudelleensuunnittelulla niistä saadaan entistä suorituskykyisempiä ja kustannustehokkaampia mm. integroimalla osakokonaisuuksia yhdeksi optimoiduksi kappaleeksi”, tehtaanjohtaja Petri Pitkänen kertoo.
”Haasteena tulostuksen yleistymisessä onkin saada luotua metallien tulostamiseen suunnitteluosaamista, jolloin tulostukseen soveltuvat osat olisi valmiiksi suunniteltu valmistettavaksi tulostamalla. Olemmekin lähteneet lisäämään palvelutarjontaamme tulostettavien osien tuotesuunnittelun, jolloin pystymme auttamaan asiakkaitamme hyödyntämään 3D-tulostuksen hyödyt.”
SLM Solutions 280 (kasvatustilavuus 280x280x365 mm) tulostimen 2.0 versiossa on mm. päivitetty kaasunvirtaus, mikä mahdollistaa huippulaatuisien ja -homogeenisien osien valmistuksen koko kasvatustilavuudessa, mikä on yleisesti ottaen ollut alalla haasteena.
Suunnittelusta loppukokoonpanoon
Vuonna 1971 perustettu Salon Metalelektro Oy ja tytäryritys Sorv-Elektro Oy työllistävät yhteensä 120 henkilöä ja liikevaihto noin 14 M€. Yritykset tarjoavat asiakkailleen kokonaispalvelua, jossa saman katon alta tarjotaan tuotesuunnittelu, monipuoliset koneistukset, tulostus, viimeistelyt sekä muut mahdolliset työvaiheet aina loppukokoonpanoihin asti.
”Teetämme alihankintana tuotteisiin tarvittavat pintakäsittelyt ja pystymme toimittamaan tuotteet pitkälle viimeisteltynä asiakaspakkauksissa. Erityisesti meille sopiva vaativat työt, sillä nykyaikaiset koneemme ja osaava henkilöstömme mahdollistava vaativien osien valmistuksen laadukkaasti ja kustannustehokkaasti”, Pitkänen kertoo.
Kuvassa 3D-komposiittitulostettu asiakasproto vahvistettuna pitkällä hiilikuidulla vuodenvaihteessa käyttöönotetulla Markforgedin 3D-komposiittitulostimella, jolla yritys valmistaa myös mm. tarttujaleukoja ja jigejä omaan tuotantoonsa.
Huippulaatuiset osat
Suositun SLM Solutions 280 (kasvatustilavuus 280x280x365 mm) tulostimen 2.0 versiossa on mm. päivitetty kaasunvirtaus, mikä pitää tulostuskammion puhtaana ja tavoiteltu laserteho kohdistuu sulatettavaan metallijauheeseen eikä jää kammiossa leijaileviin partikkeleihin. Koneella pystyykin valmistamaan huippulaatuisia ja -homogeenisia osia koko kasvatustilavuudessa, mikä on yleisesti ottaen ollut alalla haasteena.
Salon Metalelektro otti vuodenvaihteessa käyttöön myös Markforgedin 3D-komposiittitulostimen, jolla se valmistaa mm. tarttujaleukoja, jigejä sekä asiakasprotokappaleita. ”3D-komposiittitulostimen avulla vapautamme kapasiteettia asiakastöihin ja selkeytämme tuotantoa”, Pitkänen kertoo. Molemmat tulostimet toimitti älykkäisiin tuotantoteknologioihin ja elinkaaripalveluihin erikoistunut Vossi Group Oy.