Yleiselektroniikka Oy on allekirjoittanut sopimuksen Machinery Group Oy:n koko osakekannan ostamiseksi Yleiselektroniikan suurimmalta osakkeenomistajalta, Preato Capital AB:lta ja muilta Machineryn osakkeenomistajilta.
Machineryn keskeiset toimipaikat Suomessa ovat Vantaalla, Keravalla ja Tampereella, ja sillä on noin 90 työntekijää. Kuva Tampereen Koneareenan Open Housesta.
Yrityskauppa arviolta lähes kaksinkertaistaa Yleiselektroniikka-konsernin liikevaihdonjayrityskaupan toteuttaminen on ehdollinen Yleiselektroniikka Oyj:n ylimääräisen yhtiökokouksen hyväksynnälle ja yrityskaupan odotetaan toteutuvan 2.3.2020 pidettävän ylimääräisen yhtiökokouksen jälkeen.
Machinery Group Oy:n tämänhetkinen suurin osakkeenomistaja Preato Capital AB omistaa myös 77,4 % Yleiselektroniikka Oyj:n ulkona olevista osakkeista ja äänistä.
Yleiselektroniikan ja Machineryn yhdistyminen on yritysten mukaan askel entistä vahvemman teollisuustuotteita, -ratkaisuja ja -palveluita tarjoavan konsernin luomiseksi.
Yhdistyminen vahvistaa konsernin asemaa erityisesti Suomessa, minkä lisäksi konserni toimii Venäjällä ja Baltian maissa. Konsernilla on yli 300 työntekijää viidessä maassa.
Resursseja kasvuun
Uuden konsernin odotetaan hyötyvän suuremmasta koosta, laajemmasta tarjonnasta ja parhaiden käytäntöjen jakamisesta. Yrityskaupan seurauksena uudella konsernilla odotetaan olevan laajemmat resurssit kasvattaa tarjontaa ja synnyttää lisäarvoa asiakkailleen ja sopimuskumppaneilleen sekä paremmat mahdollisuudet investoida tulevaisuuden kasvuun.
”Tämä yhdistyminen on liiketaloudellisessa mielessä järkevä, sillä se lähes kaksinkertaistaen yhtiön koon ja monimuotoistaen sekä maantieteelliset että teolliset markkinat. Tavoitteenamme on luoda vahva ja laaja- alainen teknisen tukkukaupan toimija kohdemarkkinoillamme ja jatkaa konsernin määrätietoista kehittämistä”, sanoo Mikko Moilanen, Yleiselektroniikan hallituksen puheenjohtaja.
”Yhtiöiden toiminta jatkuu ennallaan, eikä yhdistyminen aiheuta muutoksia Machineryn organisaatioon, yhteyshenkilöihin tai nykyisiin käytäntöihin. Myös molempien yhtiöiden brändit säilyvät ennallaan. Palvelemme teitä jatkossakin yhtä suurella innolla ja ammattitaidolla. Preato Capital jatkaa myös yhdistyneen yhtiön pääomistajana Odotamme, että voimme jatkossa kehittää yhteistyötämme ja parantaa asiakkaidemme kilpailukykyä entistä laajemman palvelu- ja tuotetarjontamme avulla”, toteaa Machineryn toimitusjohtaja Marjukka Virkki.
Kun Konekuriirin numero 1 ilmestyi alkuvuonna 1991, oli lehden kakkossivulla SK-Koneen ilmoituksessa mukana kuvallaan myös konemyyjä Markku Tavasti. Pian sen jälkeen mies tuli alalla tutuksi Maketek Oy:n toimitusjohtajana. Markku Tavastin ura konekauppiaana ulottuu kuudelle vuosikymmenelle ja se jatkuu yhä.
Markku Tavastin ura konekaupan parissa on pitkä. Ja matka jatkuu.
Markku Tavasti kuuluu alan konkareihin. Nuori mies aloitti autosähköasentajana, mutta varsinaisesti hänet tunnetaan konemyynnin ammattilaisena, joka on uransa aikana ehtinyt olemaan monessa mukana.
Kohti konemyyntiä taival eteni aikanaan, kun Tavasti tuli Machineryn palvelukseen 1970-luvun alussa. Ura alkoi huoltomiehenä, mutta varsin pian Tavasti siirtyi myynnin tehtäviin.
Sittemmin työt jatkuivat SK-koneella, kunnes 1990-luvun vaikeina alkuvuosina SK-Koneen taival päättyi konkurssiin. Siitä aukesi yrittäjän taival.
”Lamavuodet olivat vaikeita ja silloin useammallekin hyvin tunnetulle alan toimijalle kävi kehnosti. SK-Kone oli yksi niistä. Isojen yritysten hankaluudet vapauttivatkin alan osaajia muihin tehtäviin, ja uusia yrityksiä syntyi. Tällä tavoin aloitti myös Maketek Oykohta lähes 28 vuotta sitten”, sanoo Markku Tavasti.
Toiminnan vuodet
Konepajojen koneisiin ja laitteisiin keskittynyt Maketek Oy sai lentävän lähdön.
Yritys osti SK-Koneen keskeisen varaston ja se takasi uudelle yritykselle sujuvan ponnistuslaudan.
Yritys profiloitui varsinkin tsekkikoneiden maahantuojaksi, ja sellaisena se tultiin tulevina vuosina alalla tuntemaan. Kun maa ja sen markkinat toipuivat ison laman jälkeen 1990-luvulla, pääsi vahvaan alan osaamisen niin myynnin kuin huollonkin alalta nojannut Maketek vauhtiin ja kasvoi alan toimijana.
Iso muutos toiminnan puitteille oli, kun yritys osti Tampereen Ruskosta kookkaan teollisuushallin ja muutti sen tarpeisiinsa kone-esittely- ja myyntitilaksi.
”Työntekijöitä oli enimmillään 13, vuonna 1998. Keskimäärin toimittiin kuitenkin 8-10 henkilön työpanoksella”, Tavasti kertoo.
Kehitys jatkui 2000-luvun puolelle, yrityksen ennätysvuosi oli vuosi 2006, silloin tehtiin noin seitsemän miljoonan euron liikevaihto. Kun maan talous sitten jälleen notkahti vuonna 2008, seurasi kausi, jonka mainingeista toipuminen on koko maassa kestänyt pitkään.
”Investoinnit ovat tässä maassa varovaisia viimeiset kymmenen vuotta, ja osin sama tilanne jatkuu yhä. Kuitenkin investointeja pitäisi tehdä, kalusto ikääntyy ja sitä pitäisi uusia, jos kehityksen kelkassa aiotaan pysyä. Tässä riittää jatkossakin tekemistä”, Tavasti sanoo.
Maketek itse toimii nyt aiemmista vuosista osin muuntunein muodoin. Ruskon toimitiloja on vuokrattu VTT:n käyttöön. Konevarasto toimii Ruskossa konttoritilojen vieressä ja tarjoaa pohjan nopeille asiakastoimituksille.
Myös konepaletti on muuttunut, tsekkikoneiden perinteitä pitävät kirjavien edustusmuutosten myötä yrityksen paletissa yllä tsekkiläiset Pilous-sahat. Toinen keskeinen edustus ovat bulgarialaiset ZMM-sorvit. Maketek Oy työllistää nyt viisi henkilöä.
”Ydinporukalla mennään. Vahvuutemme on ollut aina erittäin vahva huollon osaaminen, ja se on edelleen toiminnan ydinasia.”
Mainosilmettä kolmen vuosikymmenen takaa. Konekuriirin kakkossivulta SK-Koneen ilmoitus/1991.
Monenlaista muutosta
Kun vuosia kuluu, muutoksia tapahtuu niin yritystasolla kuin toimintatavoissakin.
Aikanaan ”vanhantyyppisen idän” aikana koneet ostettiin Suomenkin markkinoille valtiontehtailta isona nippuna kerran vuodessa. Kun toimintatavat ja tehtaitten omistussuhteet idän suunnalla muuttuivat, muuttuivat myös toimintatavat. Kaupankäynnistä tuli yksittäistoimituksia ja myös yksilötason toimintaa, missä henkilösuhteet ovat tärkeässä asemassa.
”Sen myötä minulla itsellänikin on runsaasti ystäviä ja tuttuja Tsekissä. Heitä tulee tapailtua esimerkiksi Brnon konemessuilla. Vahvassa vauhdissa olevat messut ovat edelleen sikäläinen alan vuosittainen kohokohta”, sanoo Markku Tavasti.
Toisen ison muutoksen konekauppaan toi internet, jonka kehitys 1990-luvulta lähtien on muuntanut toimintatapoja monella suunnalla.
”Konekaupan alalla se on tuonut mukanaan sen ilmiön, että joiltakin tehtailta asiakkaiden on nyt mahdollista ostaa koneita suoraan. Tämä onkin yksi haaste, mutta on kone-edustajillakin yhä roolinsa kokonaisuudessa. Esimerkiksi edustaja huolehtii ja avustaa paikallisissa huolto- ja elinkaaripalveluissa. Tällainen tuki suorista tehdasostoista puuttuu, ja se on toki hyvä pitää mielessä”, sanoo Markku Tavasti.
Ruskon toimitila on Maketekin maamerkki.
Matkalla eteenpäin
Maketekilla on takanaan pian kolmekymmentä vuotta, mutta yritys suuntaa eteenpäin ja kuten näinä kaikkina näinä vuosina aiemminkin, näkyy säännöllisesti ilmoittajana myös Konekuriirissa.
Vaikka virtaa yrityksen pyörittämiseen riittää, on viestikapulan jättöä nuoremmille Markku Tavasti (72) on toki tuumannut.
”Jos sopiva ostaja yritykselle ilmaantuisi, kaupat voisivat syntyä nopeastikin. Minun tavoitteeni kuitenkin on, että tämä alan osaajien nippu pysyisi jatkossakin kasassa. Ammattitaito tällä porukalla, jos kenellä, on raudankovalla tasolla”, Markku Tavasti sanoo.
”Niin kauan kuin ne asiat etenevät, tehdään täysillä töitä. Seuraava isompi ponnistus Maketekillekin on maaliskuun Konepaja Tampereella. Olemme mukana tutulla paikalla noin sadan neliömetrin osastolla E-hallissa vahvan konetarjonnan myötä. Konepaja on nykyisin alan tärkeä näyttelyareena ja panostamme tapatumaan sen mukaisesti, eli isosti”, Markku Tavasti sanoo.
Konetalo MTC Flextek järjesti tammikuulla Okuman ohjauksiin keskittyneen teemakokonaisuuden toimitiloissaan Pirkkalassa. Tapahtuman keskiössä olivat niin uudet teknologiat kuin itse tekeminenkin, erityisesti hammastus ja sen menetelmänä Power Skiving.
Okuman Jochen Ondra esitteli uusia teknologioita tapahtumassa.
Aamupäivän mittaisessa tapahtumassa esiintyivät asiantuntijoina Jochen Ondra Saksan Okumalta sekä MTC Flextekin Juha Asunta. Ohjelmassa oli niin teoriaa kuin käytäntöäkin.
Älykkäät teknologiat
Ondra esitteli Okumaa yrityksenä, ja eteni sitten tarkemmin valmistajan tuottavuutta koneistuksessa lisääviin nykyteknologioihin.
Näitä teknologioita esittelyssä olivat ensinnäkin Thermo Friendly Concept, jolla tarkoitetaan lämpövaikutusten kompensointia valmistajan tuotteissa, toinen oli tuotannonvalvontajärjstemä , reaaliaikaiseen simulaatioon pohjaava CAS eli Collision Avoidance System.
Kierroksia ja työstöarvoja optimoiva Machininig Navi puolestaan on kehitetty estämään värinää koneistuksen aikana, järjestelmästä ovat versiot eri tyyppisille koneille. Lisäksi kompaktissa esittelyssä olivat geometriavirheiden mittauksen ja kompensointiin tarkoitettu 5-Axis Auto Turning System sekä koneen suorituskykyä ja työn tarkkuutta lisäävä Servo Navi.
Esityksessään Jochen Ondra painotti fiksujen teknologioiden hyötyjä pitkällä aikavälillä varsinkin tuottavuuden kannalta. Älykkäiden teknologioiden hyödyntäminen ja sitä kautta tapahtuva ongelmakohtien poistaminen tuotannosta voi säästää yrityksen kuluja kymmenillä-, jopa sadoilla tuhansilla euroilla vuosien mittaan, totesi Ondra.
Käytännön esimerkkejä. Ohjausemot teki Juha Asunta.
Käytännön demot
Toinen puoli tapahtumaa olivat käytännön ohjaus- ja kappaleenvalmistusdemot.
Hammastus oli niiden keskeinen teema, ja Jochen Ondran eri hammastusteknologioiden yleiskatsauksen jälkeen yleisö pääsi seuraamaan livenä sorvaus- ja hammastusohjelman tekoa kuin kappaleenvalmistustakin.
Erityistarkastelussa oli ns. Power Skiving, perusperiaatteidensa osalta jo 1900-luvun alkuun juontava hammastusmenetelmä, mutta joka vasta viime vuosina on noussut keskeiseksi alan menetelmäksi koneiden rakenneominaisuuksien ja karojen kehittyessä.
Power Skiving tarjoaa perinteisiin koneistusmenetelmiin nähden etuja.
Menetelmällä, joka yhdistelee vierintäjyrsintää ja vierintäpistoa, voidaan työstää koko kappale yksillä asetuksilla ja huomattavasti nopeammin kuin perinteisillä menetelmillä. Sen myötä kokonaistuotantoaika lyhenee merkittävästi verrattuna avennukseen, vierintähöyläykseen ja vierintäjyrsintään. Power skiving sopii varsinkin sisähammastusten koneistukseen, mutta myös ulkohammastusten ja ura-akseleiden koneistukseen.
Ohjaukseen liittyvät demot teki tapahtumassa Juha Asunta, koneistuksiin käytössä oli Okuman Multus B200II.
Kappaletta koneistetaan. Koneistukset tehtiin Okuman Multus B200II-koneella.
Lisää erikoistapahtumia jatkossa
MTC Flextekin ohjauspäivä tarjoili ajankohtaiseväitä sekä kokeneemmille että uusillekin koneistajille, paikalla oli parisenkymmentä ohjausasioista kiinnostunutta.
Tammikuun ohjauspäivä oli MTC Flextekin tämä vuoden ensimmäinen erikoistapahtuma, ja Pirkkalan tiloissa järjestetään myöhemmin tänä vuonna vielä kolme kokoontumista eri teemoin. Toukokuussa perehdytään automaattiseen työkalukompensointiin, syksyn ensimmäisessä tapahtumassa automaattiseen asetustenvaihtoon sekä toisessa HMI-soluohjaukseen ja 3D-konenäköön.
Ahmotuote Oy on Iisalmessa toimiva voimansiirron komponenttien ja koneenosien valmistuksen erikoistalo. Vahva osaaminen ja moderni teknologia ovat helmikuussa 35 vuotta täyttävän yrityksen tekemisen ydintä. Yritys on investoinut mittavasti viime vuosina järeän koneistuksen, mittauksen ja viimeistelyn toimintoihin.
Kärkiväliltään nelimetrinen, pyörintähalkaisijaltaan on 1050 mm:n 5-akselinen Multus B750 kuuluu Ahmotuote Oy:n tuotannon ydinkoneisiin. Koneistamassa Riku Mähönen.
Ahmotuote Oy on perustettu 1985. Yritys on kasvanut 35 vuoden aikana tunnetuksi koneenrakennuskomponenttien valmistajaksi.
Perheyrityksen perusti Pertti Taskinen, vuosia alan töitä Partekin Iisalmen tehtaalla tehnyt ammattilainen. Omalle yritykselle alkusysäys tuli, kun Partek aikoi lopettaa Iisalmen tehtaan ja sen myötä olisi pitänyt muuttaa pois Iisalmesta kotiseudulta.
”Tuumasin, että täytyyhän sitä myös Iisalmessa edelleen töitä pystyä tekemään. Ostin tilat ja laitteet, noin kymmenen alan konetta, eräältä konkurssin tehneeltä paikalliselta yritykseltä. Niin alkoi yrittäjän elämä, joka on kantanut tässä hyvän tovin”, toteaa Pertti Taskinen.
Yrityksen nimeksi rekisteröitiin Ahmotuote Iisalmen Ahmon kylän mukaan. Paikallista otetta on mukana toiminnassa siis nimestä lähtien.
Hybrid-mittakone mahdollistaa kookkaiden kappaleiden mittaukset. Oikealla Pertti Taskinen, etualalla Kimmo Taskinen.
Vaativan tuotannon moniosaaja
Ahmotuotteen painopiste oli alkuun korjaustoiminnassa ja varaosavalmistuksessa.
Pian tuotanto kuitenkin laajeni markkinoiden kysynnän ja kokemuksen mukaan erityisesti hammastuksia vaativien teollisuuden komponenttien ja koneenosien valmistukseen, nykyisen tuotannon perustaan.
Tänä päivänä toiminnan ytimeen kuuluvat pitkälle jalostettujen kappaleiden valmistus eri teollisuudenaloille ympäri Suomea. Asiakkaina ovat hyvin monenlaiset koneenrakentajat, kuten metsä-, kaivos- ja paperikone sekä monenlaiset prosessilaitteiden ja teollisuusvaihteiden valmistajat.
”Yrityksen tuotteita ovat hiotut ja jyrsityt hammaspyörät, uraholkit, hammasakselit ja -tangot, sisähammaskehät, kierukkapyörät ja -ruuvit, laipat ja akselit sekä erilaiset muut koneenosat. Omaan suunnitteluun perustuvia tuotteita on liikevaihdosta noin kymmenen prosenttia ”, kertoo Kimmo Taskinen, perheyrityksen nuoremman polven edustaja ja toimitusjohtaja.
Yritys on toiminut nykyisissä, useasti laajennetuissa toimitiloissaan vuodesta 1990 lähtien. Yleisnäkymää vuonna 2007 laajennuksena valmistuneeseen koneistushalliin.
DI Kimmo Taskinen on toiminut yrityksessä pitkään. Vetovastuun vaihdosta yrityksen johdossa sovittiin viime vuoden alussa. Pertti Taskinen jatkaa hallituksen puheenjohtajana.
”Kokonaisvaltainen lähestymiskulma ja kokonaistoimitukset ovat toimintamme perusidea. Suurin osa asiakkaistamme on kotimaisia kookkaita kone- ja laitevalmistajia. Heidän kauttaan tuotteistamme päätyy valtaosa, n.90%, vientiin eri puolille maailmaa”, Kimmo Taskinen toteaa.
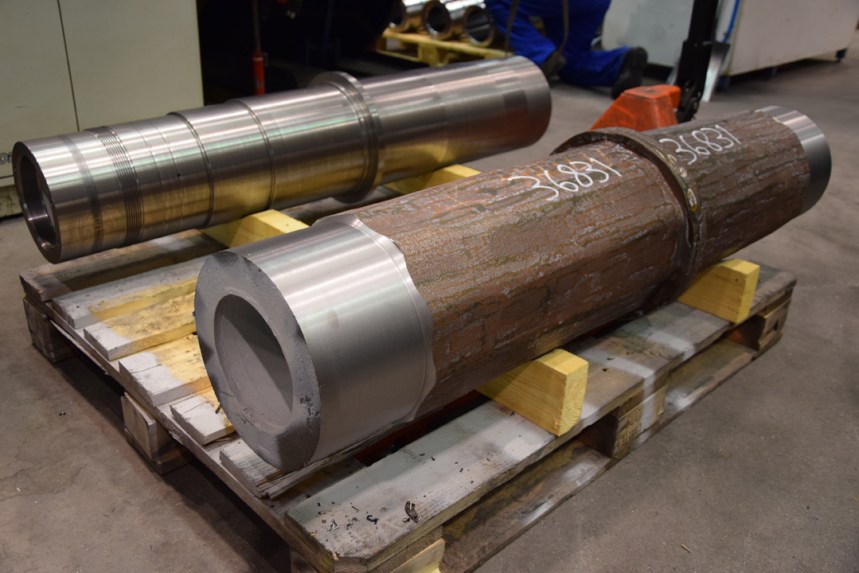
Ahmotuote valmistaa teollisuuden komponentteja ja koneenosia eri teollisuudenaloille. Akselityyppisiä kappaleita tehdään järeisiin kokoluokkiin.
Vahvasti teknologiaan nojaten
Ahmotuote on vuosien mittaan toiminut vakaasti markkinoiden liikkeiden mukana. Liikevaihtoa yritys on tehnyt viime vuodet neljän miljoonan euron tasolla, vuonna 2019 se oli noin 4,3 miljoonaa euroa.
Nykyiset, useasti laajennetut omat toimitilat Iisalmessa ovat kooltaan 4000 neliömetriä. Henkilöstöä yritys työllistää nyt 33 henkilöä.
”Meillä on monipuolinen asiakaskunta, ja useita asiakkaitamme olemme saaneet palvella pitkään, jopa vuosikymmeniä. Tämä tuo toimintaan vakautta. Toki uusia asiakkaitakin mukaan tulee matkan varrelta”, Kimmo Taskinen sanoo.
Ahmotuote Oy toimii alueella, missä ammattitaidon merkitys korostuu. Se tarkoittaa
niin menetelmä- kuin materiaaliosaamistakin.
”Henkilökunnan osaaminen on vahvaa ja sitä osaamista kehitämme jatkuvasti myös eteenpäin. Meille keskeisessä hammastuksessa menetelmiämme ovat mm. vierintäjyrsintä, ja –pisto, hammashionta sekä vetoavennus.”
”Materiaaliosaaminen on aina ollut keskeinen panostusalue. Meillä on erittäin laaja materiaali varasto, joka mahdollistaa osaltaan joustavat ja nopeat toimitukset. Meillä on myös erittäin monipuolinen palveluiden tuottajaverkosto, johon sisältyy mm. lämpö- ja pintakäsittelyt”, sanoo Kimmo Taskinen.
Monipuoliseen tuotantoon vaaditaan myös monentyyppisiä konekantaa. Kärkisorvilla Usko Juntunen.
Monipuolinen teknologia
Tehokas tekeminen vaatii monipuolista teknologiaa. Hammastusten teossa tarvitaan monenlaista kalustoa, erilaisten alan koneiden määrä lasketaan useissa kymmenissä: CNC-sorveja, koneistuskeskuksia, hammastuksen erikoiskoneita.
Viime vuosien kookkaimman panostuksen teknologiaansa yritys teki nelisen vuotta sitten, kun yritys hankki samanaikaisesti yrityksen ydinkoneiksi kaksi yksikköä Okuma-teknologiaa, Multus B750:n ja Multus U 4000-koneet.
Viisi akseliset monitoimikoneet on tarkoitettu järeän tuotannon tarpeisiin, joilta luontuvat sekä jyrsinnät että sorvaukset.
Multus B750:ssä kärkiväli on nelimetrinen, pyörintähalkaisijaa on 1050 mm ja tukilaakerin maksimi koko 700 mm. Multus U 4000-koneessa puolestaan kärkiväli on kaksi metriä. Vastakara ja alarevolveri tukevat osaltaan monipuolista tuotantoa.
Viimeiset investoinnit yrityksessä koskevat myös mm. mittaustoimintojen kehittämistä. Käytössä on mittaushuone nykyaikaisella kalustolla. Se mahdollistaa kookkaiden kappaleiden 3D-mittaukset ja yrityksen toiminnalle keskeisten hammaspyörien mittaamisen.
Aivan tuore investointi talossa on satsaus viimeistelyn alueen teknologiaan. Gleason-Pfauterin P600/800 G on hammaspyörähiomakone joka soveltuu vaativien hampaiden hiontaan.
”Investoinnit ovat kilpailukyvylle aivan keskeisiä. Monipuolinen konekanta mahdollistaa kookkaat, yhä vaativammat kappaleet, ja ylipäänsä, toiminnan kehittämisen. Ilman sitä ei pärjää”, Kimmo Taskinen toteaa.
Tuotteita yhdellä silmäyksellä. Ahmotuotteen erikoisaluetta ovat vaativat hammastukset.
Resursseja koulutukseen
Ahmotuote on ollut monessa mukana suomalaisessa teknologia-alan tuotantotoiminnassa. Eteenpäinkin matkataan luottavaisin mielin.
”Suhdanteet toki vaihtelevat, mutta näkymät jatkoon ovat edelleen vakaat. Huolta kannamme osaavan henkilöstö riittävyydestä lähivuosina. Keskeinen asia on se, kuinka paljon ammatilliseen koulutukseen tässä maassa panostetaan. Vaikka osaavan väen tarve teknologiateollisuudessa on jatkuva – suorastaan huutava, viime vuosina koulutuksesta on hävinnyt koko ajan resursseja. Koulutuksen rahoitukseen olisi pikaisesti panostettava enemmän. Perusopetus pitää saada paremmalle tasolle”, Pertti Taskinen sanoo.
Ahmotuote Oy viettää 35-vuotisen taipaleen täyttymistä työn merkeissä. Messuilla yrityksen tapaa jälleen mm. Alihankinnassa Tampereella.
Muovin ruiskuvaluun ja muottien valmistukseen erikoistunut perheyritys Muoviitala päätyi viimeisimmässä työstökonehankinnassaan Fanuc Robodrill α-D21LiB5 -koneistuskeskukseen. Ensimmäinen taloon hankittu Fanuc on osa suurempaa kehitys- ja investointipakettia, johon on saatu ELY-keskuksen rahoitusta.
Fanuc Robodrill α-D21LiB5 on Muoviitalan uusi konehankinta.
”Päätuotteitamme ovat muovin ruiskupuristus ja siinä käytettävät muotit kokonaisvaltaisena palveluna sekä kaihdinmekanismit, jonka lisäksi teemme myös alihankintakoneistusta. Pyrimme siihen, että pääsemme muovien tuotantoon mukaan jo suunnitteluvaiheessa niin, että pääsemme auttamaan kustannustehokkuuden optimoinnissa esimerkiksi valmistusmyötäisellä suunnittelulla tai tuomalla materiaali- ja tuotanto-osaamista. Tavoitteenamme on, että voimme tarjota asiakkaille mahdollisimman paljon lisäarvoa läpi koko tuoteprosessin”, kertoo Muoviitalan yritysjohtaja Antti Viitala.
”Täysin omaa käsialaamme ovat sälekaihtimien säädinmekanismit, joita myymme A1-säädin -tuotemerkillä. Olemme Suomen markkinajohtaja ikkunoissa ja ovissa. Olemme tehneet suunnittelun itse ja valmistamme myös komponentit. Kehitämme myös uusia tuotteita jatkuvasti.
”Yritys on alkuperiään perustettu 1979 ja vanhempani ostivat sen 1995. Tällä hetkellä teemme niin sanotusti hallittua sukupolvenvaihdosta, eli vanhempani ovat pääsääntöisesti eläkkeellä, mutta edelleen mukana tarpeen mukaan ja myös omistajina. Seuraava sukupolvi on koulussa ja saa aikanaan itse päättää, mille alalle hakeutuu. Yritän itse näyttää hyvää esimerkkiä yrittäjyydestä, mutta en ohjaa valintoja sen enempää.”
MTC Flextekin asiakkaaksi
Robodrill oli Muoviitalan ensimmäinen hankinta MTC Flextekiltä, mutta keskinäinen suhde on ollut olemassa jo monta vuotta. Pohjois-Suomessa työstökoneiden myynnistä vastaava Pasi Karvonen on rakentanut keskinäistä luottamusta ja tuonut MTC Flextekin tarjontaa esille jo pitkään.
”Yhteydet Pasin kanssa ovat alkaneet jo vanhempieni aikana ja niitä on ylläpidetty jatkuvasti. Tällä kertaa päädyimme myös tekemään kaupat. Eikä ole täytynyt katua. Homma toimi hienosti alusta asti ja Pasin teknisestä asiantuntemuksesta on ollut erittäin paljon hyötyä. Juuri meille oikea kone löytyi ja tuli käyttöön vaivattomasti”, Viitala toteaa.
Myyjänkin näkökulmasta kaupanteko sujui kivuttomasti. Pitkästä tuttavuudesta oli hyötyä molemmin puolin ja selkeän määrittelyn ansiosta juuri se oikea kone oli helppo löytää.
”Pohjustus on ollut pitkäjänteistä jalkatyötä. Siinä ei pidä odottaa pikavoittoja, koska työstökeskuksia ei voi myydä ilman vahvaa luottamusta. Olen pyrkinyt pitämään meidän vaihtoehtoa esillä ja nyt oli kauppojen aika. Tarjoaminen oli helppoa, koska Muoviitalalla oli selvästi mietitty valmiiksi, mitä koneella halutaan tehdä ja mitä siltä vaaditaan. Myös tuotanto ja sen vaatimukset olivat minulle tuttuja”, toteaa Pasi Karvonen.
Uusi kone tuo kasvua muottivalmistuksen tuottavuuteen. Muovikomponenttien tuotannossa lyhyt läpimenoaika on tärkeä asia.
Konehankinnassakin suunnittelu tukee onnistumista
Investointi on osa suurempaa kehitysprojektia, johon kuuluu tuotteiden ja tuotannon kokonaisvaltainen kehittäminen kilpailukyvyn lisäämiseksi. Se on rahoitettu ELY-keskuksen investointi- ja kehitystuella sekä yksityisellä rahoituksella.
”Kehitämme uudenlaista ikkunan tuloilmaventtiiliä, joka tarkoittaa kokonaisuutena itse tuotekehityksen lisäksi myös muotin valmistuksen ja valun tehostamista. Koneinvestoinneista merkittävimmät ovat uusi työstökeskus ja ruiskuvalukone. Julkinen rahoitus ei itsessään kata kuin alle puolet kuluista, mutta se myös helpottaa selvästi yksityisen rahoituksen hankkimista”, Viitala valottaa.
”Aloitimme hankinnan vuoden 2018 alussa rahoitushakemuksen tekemisellä. Paneuduin siihen erityisellä huolella ja hakemus menikin heti läpi. Keväällä päästiin kaupantekoon ja toimitus oli juhannuksen aikoihin. Käyttöönotto meni meidän näkökulmasta kivuttomasti ammattimiesten tekemänä, niin koneen kuin käyttökoulutuksen osalta”, muistelee Viitala.
”Rahoitushakemuksesta oli toinenkin, ehkä jopa yllättävä hyöty. Sen kirjoittaminen pakotti miettimään kunnolla, mitä ollaan hankkimassa ja miksi. Siitä oli iso apu konetta valittaessa. Halusimme nimenomaan tehokkaan työstökeskuksen muottien valmistukseen. Tarkempi määrittely tehtiin työntekijöiden avulla ja heidän lähtökohdistaan, sillä käyttäjä tietää lopulta parhaiten omat tarpeensa ja mieltymyksensä. Siksi Fanucin tuttu ohjaus oli meille iso etu ja iso tekijä lopullisessa päätöksessä.”
Hankintaprosessi meni myös MTC Flextekin näkökulmasta onnistuneesti ilman vastoinkäymisiä.
”Aika nopeasti vaihtoehdot rajattiin kahteen, ja lopulta valinta osui Fanuc Robodrill α-D21LiB5 -työstökeskukseen. Sattumalta niitä oli valmiina Euroopan keskusvarastolla, joten toimitus saatiin noin kuukaudessa. Asennus oli valmista kolmessa päivässä ja lisäksi pidettiin kolmipäiväinen käyttökoulutus”, Pasi Karvonen summaa.
Kaikki meni nappiin
Kun kone on ollut käytössä yli vuoden, voi kertyneistä kokemuksista jo vetää johtopäätöksiä. Saatuja tuloksia odotuksiin verrattaessa voidaan todeta, että tavoitteet on saavutettu ja että tuloksiin voi olla tyytyväinen.
”Haimme selkeää kasvua muottivalmistuksen tuottavuuteen ja se saatiin. Esimerkiksi muotti, joka valmistusaika oli ennen 40 tuntia, valmistuu nyt jopa alla 16 tunnissa. Asiakkaat ja käyttäjät ovat kehuneet kovasti ja se on erittäin tärkeää. Silloin kun he ovat koneeseen tyytyväisiä, olen minäkin. Muovikomponenttien tuotannossa lyhyt läpimenoaika on erittäin tärkeää, koska ne usein jätetään hankintojen loppupäähän. Ja jos aiemmissa vaiheissa on ollut viivästyksiä, ovat muovikomponentit ikään kuin valmiiksi myöhässä. Tai ainakin ne pitäisi saada valmiiksi mahdollisimman nopeasti.”
”Meille aika on aidosti rahaa ja ajansäästö on selvää hyötyä. Tuottavuuden lisäksi se on meille selvä kilpailuetu. Kun olemme erityisen nopeita, voimme kilpailla sellaisista asiakkaista, jotka olisivat muuten poissuljettuja. Eikä nopeudesta ole vielä milloinkaan ollut haittaa. Vähimmilläänkin se antaa reilusti lisää vapautta tuotannon suunnitteluun. Robodrill on ollut vaativassa muottien teossa niin ylivoimainen kone, että sitä ei ole haluttu käyttää yksinkertaisempiin alihankintakoneistuksiin”, Viitala kertoo.
Aurea Group kehittää toimintojaan Pöytyällä ja Kankaanpäässä. Uusi konepajaryhmä on muokannut viime kuukaudet toimintojaan, kehittänyt tilojaan ja investoinut konekantaansa. Kehitystyö jatkuu yhä, mutta nyt alkuvuonna päästään myös tuotannossa jo toden teolla asiaan, toteaa toimitusjohtaja Antti Sätilä.
Aurea Group muotoutui viime kesänä, kun Pöytyän Koneistuspalvelu eli PKP-Machining Oy kumppaneineen osti keväällä konkurssiin päätyneen Kankaanpää Worksin.
”PKP-Machiningin puitteissa olimme pohtineet jo jonkin aikaa toimintojemme laajentamista kokonaisvaltaisen asiakaspalvelun suuntaan. Kun Kankaanpää Worksin toiminta loppui, ostimme yrityksen, koska sen tilat ja konekapasiteetti soveltuivat hyvin toimintojemme kehittämiseen. Pöytyä ja Kankaanpää sijaitsevat maantieteellisestikin suhteellisen lähellä toisiaan”, kertoo PKP Machining Oy:n toimitusjohtaja Antti Sätilä.
Kankaanpää Worksin aiempiin tiloihin syntyi uusi yritys, Aurea Steel, joka muodostaa nyt Aurea Groupin yhdessä pääomistajansa, Pöytyällä jatkavan PKP-Machiningin kanssa.
Saksalainen Burkhardt+Weber MC 120 -koneistuskeskus mahdollistaa kookkaiden kappaleiden, myös pienempien komponenttien tuotannon ja vaikkapa valujen sarjatyöt. Koneen X/Y/Z-liikkeet ovat 2000/1800/1800 mm. Pöydän kantavuus on 5700 kg. Etualalla Antti Sätilä (oikealla) ja Klas Blomqvist.
”Toki satsaus on erittäin iso ja haasteita yksikön kokoluokan kanssa riittää”, Sätilä kertoo.
Satsaus oli toki merkittävä Kankaanpäälle myös paikallisesti. Aurea Steelin syntyminen merkitsee konepajatoiminnan jatkumista Kankaanpää Worksin tiloissa, tosin täysin uudessa kokoonpanossa.
Laajemmat kokonaisuudet
Pöytyällä toimiva PKP Machiningin toimintojen ydin on järeässä koneistuksessa, yritys on erikoistunut keskiraskaiden ja raskaiden kappaleiden koneistuksiin. Yritys palvelee toiminnoillaan mm. meri- ja offshore-teollisuutta, sellu- ja paperiteollisuutta, sekä energia ja konepajateollisuutta.
Groupin Kankaanpään yksikön eli Aurea Steelin tuotantoperinteet juontuvat Rauma-Repolan toimintoihin 1960-luvulle, Hollmingin omistamana Kankaanpää Worksina yritys toimi yli kahden vuosikymmenen ajan ja tunnettiin niin ikään mm. vahvana meriteollisuuden alueen palvelijana.
”Kankaanpään yksikkö Aurea Steel vahvistaa uudessa kokonaisuudessa erityisesti levy- ja hitsauspuolen toimintoja. PKP Machining on investoinut runsaasti raskaaseen koneistukseen, Kankaanpää tuo levy- ja hitsauskapasiteetteineen lisää mahdollisuuksia aiempaa laajempien ja monipuolisempien kokonaisuuksien valmistuksessa”, Sätilä kertoo.
”Toimimme toisiamme täydentävässä kokonaisuudessa, ja erikoisosaamistamme ovat osavalmistuksen levy- ja hitsaustyöt, koneistus, lämpö- ja pintakäsittely sekä kokoonpanot.”
Groupin kotimarkkinat Pohjoismaiden alueella. Esimerkiksi Norja on jatkuvasti hyvin mielenkiintoinen suunta, sinne suuntaanhan PKP-Machining on kehittänyt aiemminkin projekteja.
Työt käynnissä. Kookkaita kappaleita käsiteltiin tuotantotiloissa joulukuussa.
Toden teolla tuotantoon
Aurea-ryhmän toimintoja Kankaanpäässä on käynnistelty viime syksyn mittaan, ja se on tarkoittanut mm. kunnossapitotöitä niin tilojen kuin konekannankin osalta sekä kokonaisorganisaatioon hiontaa.
Nopeampi vaihde Kankaanpään tuotannossa käynnistyy Antti Sätilän mukaan nyt talven ja alkukevään aikana. Tilauksia Kankaanpäähän on useita, muutama huomattavan iso.
Kun Kankaanpää Worksin henkilökunta oli yli 140 henkilöä, on Aurea Steelissä töissä Kankaanpäässä nyt kuusitoista henkilöä.
”Satsaamme monipuoliseen ja tiiviiseen ydintekemiseen. Nyt jo lähiaikoina toiminnan käynnistyessä henkilöstömäärä kuitenkin kohoaa ainakin kymmenellä. Erityisesti lisää hitsareita tarvitaan”, Antti Sätilä sanoo.
Kankaanpään yksikkö Aurea Steel vahvistaa uudessa kokonaisuudessa ryhmän levy- ja hitsauspuolen toimintoja. Paikalla on vahvaa konekantaa myös koneistukseen.
Tilat Kankaanpäässä ovat kooltaan yli 13 000 neliömetriä. Kaikkiaan Aurea-ryhmän käytössä on Pöytyän ja Kankaanpään tilat yhteenlaskettuina lähes 17 000 neliömetriä.
Konekanta ryhmän yksiköissä on järeää, Pöytyän konekannan ytimessä on kahdeksanmetrinen karusellisorvi Bost. Sen myötä koneistamaan 120 tonnin kappaleet, materiaalit ovat ruostumatonta ja haponkestävää terästä, kuparia, alumiinia sekä kulutuksenkestäviä teräksiä. Lisäksi mm. avarruskoneita on useita.
Kankaanpään yksikön konekantaa ovat kuuluu kattaus järeää särmäys-, leikkaus- ja hitsauskalustoa, ja myös kookasta kalustoa koneistukseen, avainkoneina kaksi aarporaa ja 4,3-metrinen karusellisorvi.
Myös uusia koneinvestointeja Kankaanpäähän on jo tehty. Saksalainen täysmodernisoitu, erikoisvarusteltu Burkhardt+Weber MC 120 -vaakakeskus kehittää eteenpäin Kankaanpään tuotantomahdollisuuksia. Koneessa on erillinen makasiini yli metrin kokoisille Wohlhaupter-avartimille. Konetta on kyseisellä varustuksella rakennettu vain pari kappaletta koko maailman markkinoille.
Burkhardt+Weber MC 120:ssa on erillinen makasiini yli metrin kokoisille Wohlhaupter-avartimille.
Kehityksen ajatuksia
Jatkossa Aurea Groupissa nähdään kehitystä monella rintamalla.
”Tähtäämme kasvuun, ja toimintojen uusi laajuus ja monipuolisuus ovat sen mahdollistajia. Tiekartta on olemassa asioiden kehittämiseen. Nyt on näytön paikka.”
Groupin tuotanto on nyt kokonaisuudessaan sertifioitu, koneiden ja laitteiden osalta yritys noudattaa kahden vuoden päähän ulottuvaa investointisuunnitelmaa.
”Suunnitellut kone- ja laitesatsaukset ovat mittavia, tulemme satsaamaan jatkossa tänne mm. hitsaukseen ja levypuolen automaatioon.”
”Mahdollisuutena on kehittää tänne Kankaanpäähän verkostotyyppistä yritystoimintaa osaksi omaa prosessiketjuamme mm. maalauksessa ja palvelemaan myös muita alueen yrityksiä. Eräänlainen alan yrityskokonaisuus tänne Kankaanpäähän on tavoitteena”, sanoo Antti Sätilä.
Kookkaat, vaativaan koneistukseen sovelletut sorvaus-, poraus- ja jyrsintäkeskukset ovat olleet itävaltalaisen konevalmistajan WFL:n toiminnan ydintä jo kolmen vuosikymmenen ajan. Uusi M175 Millturn-malli laajentaa valmistajan M-sarjan vaakakaraisten monitoimisorvien tarjontaa edelleen kookkaassa kokoluokassa.
WFL Millturnin M-sarjaan kuuluvat ennestään mallit M100, M120 ja M150.
Uudessa M175 Millturnissa max. kappalehalkaisija sorvaus/avarrus/jyrsintäyksikölle on 1750 mm. Rungon uudentyyppisen johdejärjestelmän ansiosta vuoksi työpainot voivat olla jopa 15 000 kg.
X-liike yksikössä on 1620 mm ja Y-liike 1100 mm, ja sitä voidaan näin käyttää esim. syväporauksessa. Rakenne on massiivinen, box-tyyppinen ristiluisti yhdessä rungon järeän johderakenteen sekä X- ja Y -akselin johdejärjestelmien kanssa tuovat vakautta työkaluyksikön toimintaan. Kokonaisuuden täydentävät suorituskykyiset 113- ja 58 kW käytöt pää- ja jyrsinkarajärjestelmissä.
M175 Millturnin pyörähdyshalkaisija on 1750 mm ja max. kappalepaino 15 000 kg.
Käsittelypituuksissa päästään 12 metrin kokoluokkiin.
Uudessa M175 Millturnissa max. kappalehalkaisija sorvaus/avarrus/jyrsintäyksikölle on 1750 mm. Rungon uudentyyppisen johdejärjestelmän ansiosta vuoksi työpainot voivat olla jopa 15 000 kg.
WFL Millturn toimittaa konetta vakiona HSK-A100-kartiolla ja valinnaisena Capto C8:lla. B-akselin myötä työkappaletta voidaan työstää eri kulmista, ja tarvittaessa 5-akselista interpolointia käyttäen.
Raskaaseen työstöön ja viimeistelyyn, myös automatisoituna
Uutuusmalli M175 Millturn on M-sarjan muiden koneiden tapaan suunniteltu sekä raskaaseen työstöön että viimeistelyn tarpeisiin.
Tuote-esimerkkejä on lukuisia, kone sopii mm. massiivisten kampiakselien, turbiinien ja generaattorien- sekä muun tyyppisten raskaan teollisuuden akselien sekä suurten venttiililohkojen tuotantoon.
Raskaiden sorvaus- ja jyrsintätoimintojen lisäksi koneella voidaan tehdä työkappaleiden sisäisen työstön prosesseja. Projektitöihin WFL tarjoaa asiakkaalle modulaarisuutta yksittäisiin tuotantotarpeisiin. Työkalujen enimmäispituus koneen makasiiniin on 900 mm ja paino 35 kg, ja työkalupaikkoja on käytössä enimmillään 200.
Raskaaseen tuotantoon. Kuvassa tuotannossa kookkaita komponentteja lentokoneiden laskeutumistelineisiin.
Koneen tehokkuutta voidaan nostaa edelleen automaatiolla, ja tuotannon automatisointiin on monia mahdollisuuksia. WFL Millturn Technologies ja sen tytäryhtiö FRAI Robotic Solutions tarjoavat laajan kirjon erilaisia automaatioratkaisuja, tuotevalikoimaan kuuluvat mm. nivelrobotit, tarttujajärjestelmät ja kuormaajat työkappaleiden, työkalujen ja leukojen reuna-alueiden kuljetus- ja säilytysjärjestelmin varustettuina. WFL Millturnin Suomen edustaja on Masentia.
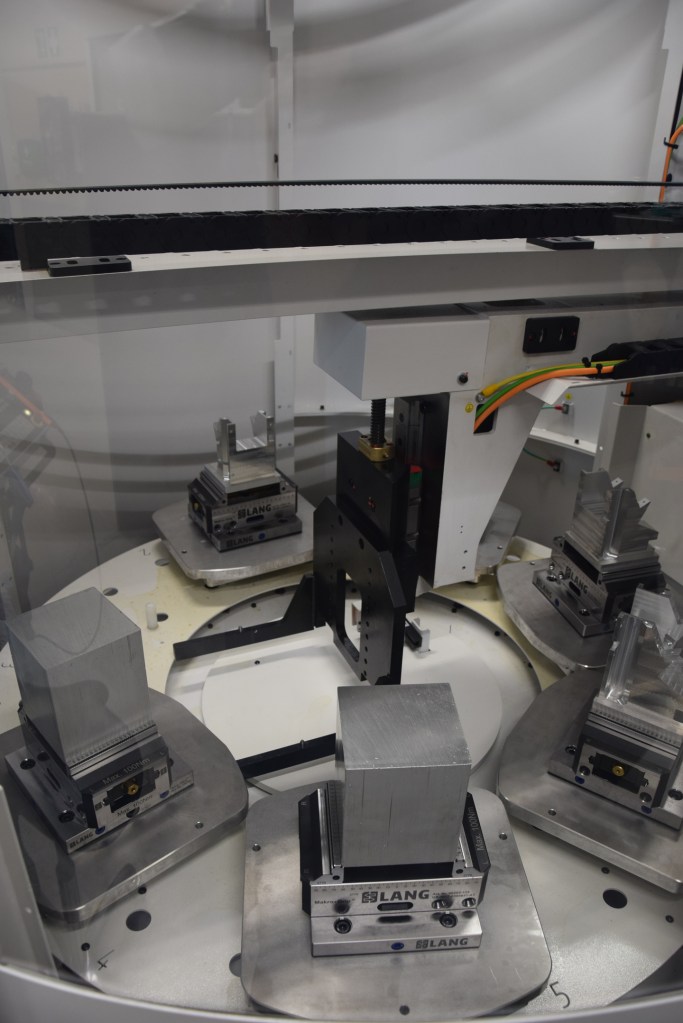
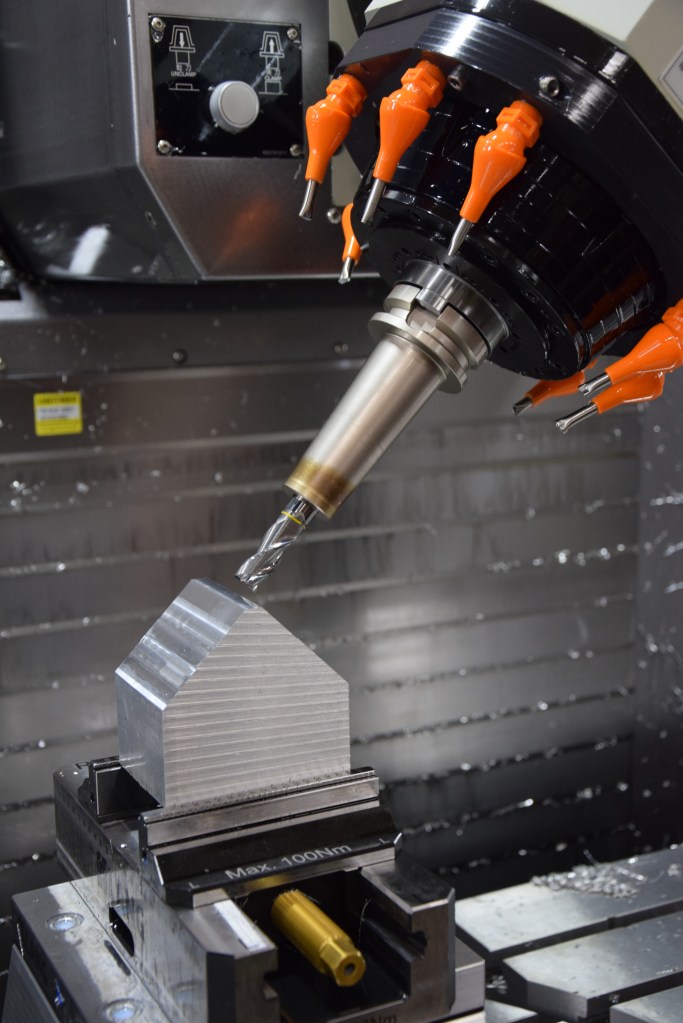
Vaativan optiikan ja kuituoptiikan erikoistalo Oplatek Group Oy tehostaa koneistuksen toimintojaan.Talon koneistusosaston toiminnot täydentyivät syksyllä uuden Mikron Mill E 500 -koneistuskeskuksen myötä. Investointi tuo komponenttituotantoon viisiakselisen koneistuksen mahdollisuudet.
Leppävirralla toimiva Oplatek on Pohjoismaiden johtaviin kuuluva kuituoptiikan sekä optomekaniikan suunnittelu- ja valmistusyhtiö.
Yritys suunnittelee ja toimittaa optisia ja kuituoptisia komponentteja mm. laservalmistajille sekä mittalaitteiden ja analysaattorien valmistajille mm. metsä- ja prosessiteollisuuden mittaustarpeisiin. Yksi erikoisalue ovat lasikomponentit ja ohutkalvopinnoitukset lentokenttävalaistukseen. Yrityksen tuotteita on nähtävissä mm. kiitoratojen valaistusjärjestelmissä maailman eri puolilla.
Viisiakselinen Mikron Mill E 500 U tehostaa koneistustoimintoja Oplatekilla. Koneistamassa Janne Immonen.
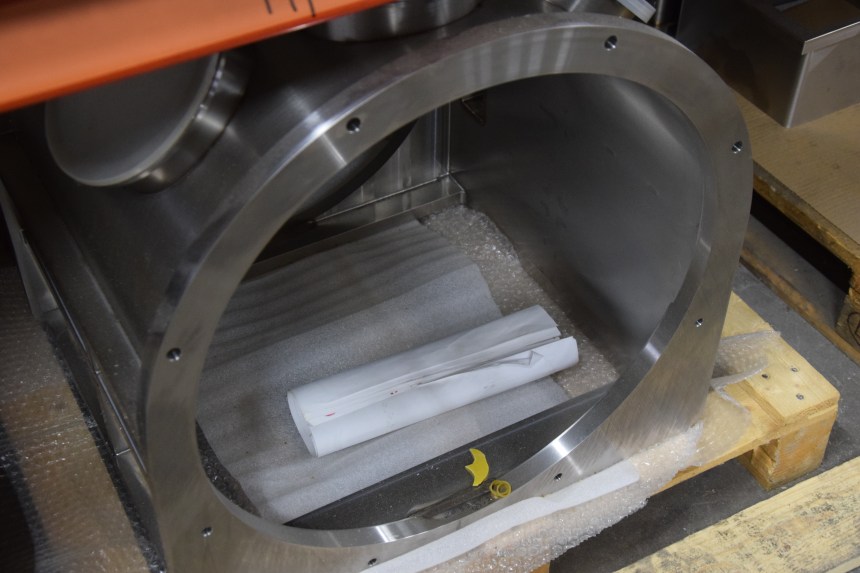
Tuotannossaan yritys käsittelee monipuolisesti lasia. Yksi osa lasin käsittelyä on valokuidunvalmistus, huomionarvoisesti Oplatek on lähes ainoa yritys Suomessa, joka tekee valokuitua teollisuusmittakaavassa.
Sylinterimäisten ja pyöreiden linssien, sekä prismojen ja vastaavien tuotteiden valmistuksen lisäksi osa Oplatekin toimintaa on koneistus. Yrityksen koneistusosastolla tehdään osia, jotka yhdessä lasiosien kanssa muodostavat kokoonpanon jälkeen valmiit tuotteet.
Koneistamalla tehdään osia, jotka yhdessä lasiosien kanssa muodostavat kokoonpanon jälkeen valmiit tuotteet. Kappaleet ovat monimuotoisia ja kokoluokat vaihtelevat, kertovat Veli-Matti Uimonen ja Jukka Repo.
Kasvun merkeissä
Oplatekin tausta juontuu 1970-luvulle Martti Kutvosen ja Pentti Latopellon perustamaan espoolaiseen lasioptiikan valmistajaan nimeltä Opla Oy. Siitä muodostui 1980-luvulla kaksi yritystä. Niistä toinen, josta muodostui teollisuusoptiikan valmistaja Oplatek Oy, siirsi toimintonsa omistajansa synnyinseuduille Keski-Savon Leppävirralle.
Se palveli alkuvuodet mm. kasvavaa suomalaista elektroniikkateollisuutta, mutta laajensi kansainvälisille markkinoille jo 1990-luvun mittaan.
Vuonna 2008 yrityksessä toteutettiin omistusjärjestelyjä ja lanseerattiin toimintamalli, mikä toi yrityksen strategiaan voimakkaan kehityksen ja kansainvälisen kasvun.
Oplatek tekee viiden ja puolen miljoonan euron liikevaihtoa ja työllistää useita kertoja laajennetuissa tiloissaan noin 60 henkilöä. Yrityksen tuotteista päätyy asiakkaiden kautta kansainvälisille markkinoille yli 90 prosenttia, suoraa vientiä on 40 prosenttia.
Kasvua on odotettavissa jatkossakin, yritys toimii sektorilla, missä mm. laser- ja informaatioteknologian kehityksen myötä markkinoiden laajenemiselle maailmalla ei näköpiirissä taida juuri olla rajoitteita.
”Viime vuodet ovat kuluneet kasvun merkeissä, mutta vaihteluakin toki on asiakkaiden liikkeiden mukaan. Tällä alalla mm. uusien tuotteiden kehityskaaret ovat pitkät, mikä tuo syklivaihtelua tilauskantoihin. Yrityksen kasvun tavoitteet ovat kuitenkin globaaleilla kentillä ja näkymät lupaavat”, kertoo tuotantopäällikkö Veli-Matti Uimonen.
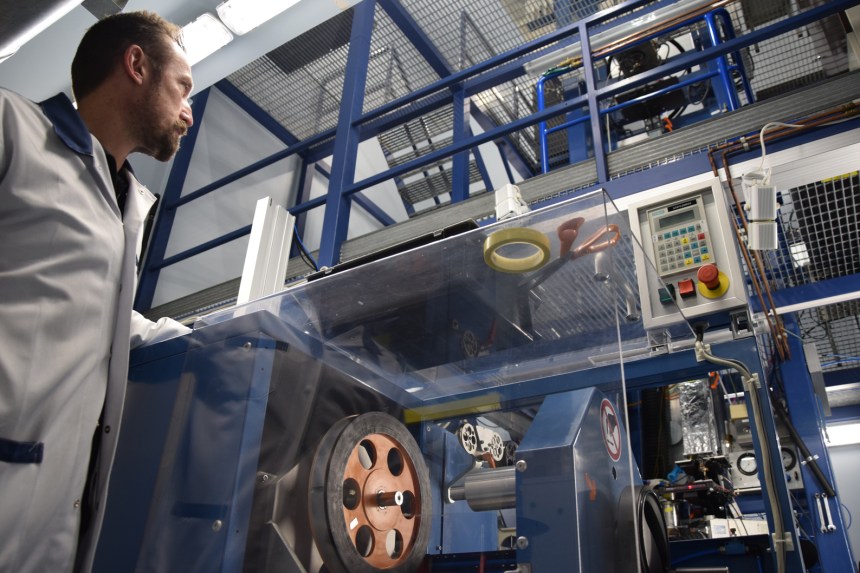
Oplatek on lähes ainoa yritys Suomessa, joka tekee valokuitua teollisuusmittakaavassa. Kuvassa toinen yrityksen vetotorneista.
Valokuitua Leppävirralta
Oplatekin nykykasvu käynnistyi vuosituhannen ensimmäisen vuosikymmenen lopulla, mutta perusta tuotannolle luotiin itse asiassa jo yrityksen alkumetreillä.
Tuolloin käyttöön hankittiin kuidunvetolaitteisto. Nyt käytössä on kaksi laitekokonaisuutta tarkoitukseen.
Prosessissa lasitankoaihiota sulatetaan, mikä mahdollistaa sen venyttämisen vetämällä alaspäin tornityyppisessä kokonaisuudessa. Näin saadaan erittäin ohutta, paksuudeltaan 0,05 – 1 mm:n optista kuitua, jonka mittatarkkuutta seurataan mikronin tarkkuudella. Järjestelmän loppupäässä kuitu rullataan kelalle.
Lasitankoaihion kasvatusprosessin aikana kokonaisuuteen lisätty kaasu muodostaa kuumentuessaan valokuidun varsinaisen ytimen. Ydintä suojaa kuori, kuorta pinnoite.
Tuottamastaan kvartsivalokuidusta yritys valmistaa ja kokoonpanee prosesseissaan komponentteja mittalaite- ja laservalmistajien tarpeisiin. Valokuitutuotannon ja alueen komponenttien lisäksi Oplatek muovaa lasia teollisuusoptiikan tarkoituksiin monin eri muodoin. Tätä varten käytössä on myös monipuolisia alan laitteistoja.
Kokoonpano on tarkkuustyötä, ja kokoonpantavat kappaleet usein hyvin pieniä. Kuvassa Helena Paulus.
Uuden ajan alku
Koneistuspuoli on ollut mukana Oplatekin toiminnoissa varhaisista vaiheista lähtien.
Nykykonekanta on monipuolinen, CNC-sorveja ja koneistuskeskuksia on käytössä useita.
Osaston mahdollisuuksiin yritys toteutti uuden hyppäyksen eteenpäin jälleen viime vuonna, kun uuden koneistuskeskuksen myötä yritys siirtyi tuotannossaan viisiakselisen koneistuksen maailmaan.
”Teemme haastavia, monimuotoisia koneistettavia kappaleita, joiden valmistuksessa viisiakselisen koneistuskeskuksen edut ovat selkeät”, sanoo Veli-Matti Uimonen.
”Sarjat ovat myös usein pieniä, eli tuotanto vaihtelee runsaasti, samoin kokoluokat. Näiden kappaleiden osalta viisiakselisuus on etu mm. monipuolisuutensa ja joustavuutensa osalta. Viisiakselisella koneella voidaan käsitellä kappaleet joustavasti alusta loppuun yhdessä yksikössä sitä välillä irrottamatta. Iso etuhan viisiakselisuus on, niin tuotannon nopeuden kuin työtarkkuuden varmistuksenkin osalta.”
Oplatekilla on kolmen viime vuoden ajan ollut käynnissä noin 2,5 miljoonan euron investointikokonaisuus, jossa yrityksen teknologiaa kehitetään laajassa ohjelmassa vahvojen kasvutavoitteiden mahdollistamiseksi. Uusi koneistuskeskus on osa tätä investointikokonaisuutta.
Valinta kohdistui GF:n malliston Mikron-uutuuteen Mill E 500 U. Tamsparkin kautta hankittu kone on samalla Suomessa ensimmäinen kaltaisensa.
Moninaista lasinkäsittelyä. Kuvassa Antti Laitinen.
Ratkaisu palettiautomaatiolla
Mikron MILL E 500 U on valmistajan E-sarjan 5-akselinen ja rakenteeltaan C-mallinen koneistuskeskus, markkinoilla Mikronin HEM U-mallin seuraaja.
Koneen kääntöpöytä liikkuu -120 ° + 60° ja pöydällä voidaan käsitellä maksimissaan 300 kg työkappaleita halkaisijaltaan 500 mm:n pöydällä.
Mill E 500 U on varustettu seitsemänpaikkaisella palettimakasiinilla.
Liikkeet ovat X500, Y450, Z400 mm, kara 20 000 kierroksen HSK A63. Työkalumakasiinissa on 60 paikkaa. Ohjaus koneessa on Heidenhain iTNC 530 HSCI FS.
”Pitkä CAM-kokemus helpotti siirtymistä 5-akselisuuteen, ja aiempi Heidenhain-kokemus oli puolestaan yksi kriteeri konemerkin valintaan. Tämän koneen kokoluokka oli tarpeisiimme sopiva ja siinä oli valmius automaatioon. Toteutus onnistui Mikronin palettiratkaisun myötä tarpeisiimme ja tiloihimme sopivasti”, kertoo koneistusosaston vastaava Jukka Repo.
Oplatekin Mill E 500 U on varustettu seitsemänpaikkaisella palettimakasiinilla. Se mahdollistaa osaltaan sujuvan usein vaihtelevan tuotannon. Vakiomittalaite toimitettiin koneeseen integroituna.
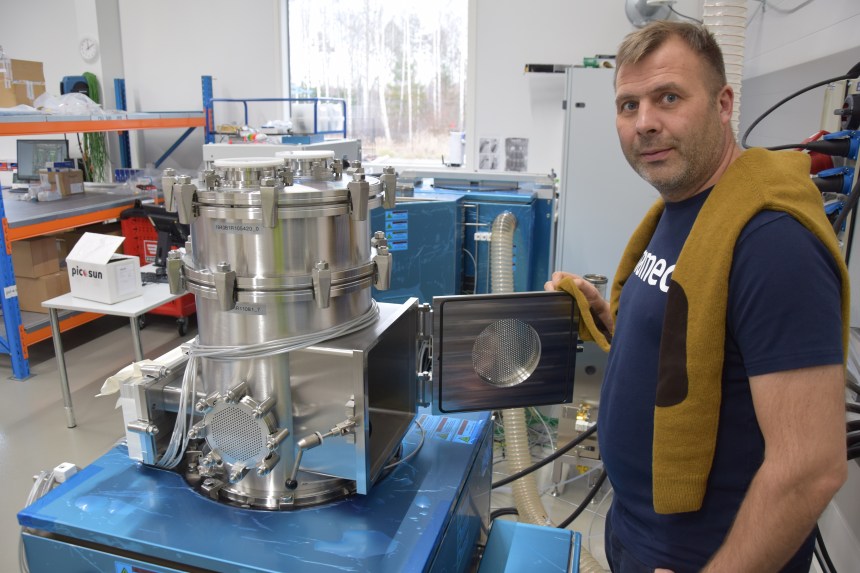
Uusi tyhjiöhöyrystyslaite asennettiin yrityksen käyttöön osana investointikokonaisuutta loppuvuodesta
”Uusi 5-akselikone on tuotannollemme iso kehitysaskel, ja osaavan henkilökunnan myötä olemme saaneet uuden teknologian edut nopeasti käyttöön”, Veli-Matti Uimonen sanoo.
Oplatekin asiakkaiden suuntaan uusi keskus tuo Veli-Matti Uimosen mukaan uusia mahdollisuuksia.
”Koneen käyttöönotto tuo osaltaan lisää tuotannon nopeutta ja tarkkuutta. Kone tehostaa tuotantoa niin kappaleilla, joita olemme tehneet aiemmin omissa tiloissamme useammalla koneyksiköllä. Lisäksi olemme voineet lisätä sellaisten kappaleiden valmistusta, jotka aikaisemmin eivät olleet mahdollisia. Kaikkien näiden vaikutus on koneistustoimintoihimme myönteinen”, Veli-Matti Uimonen sanoo.
Oplatekin investointiohjelma jatkuu edelleen. Koneistuskeskusinvestoinnin lisäksi konekapasiteettia on yrityksessä uusittu mm. lasin hionnan ja kiillotuksen sekä komponenttien lasi- tai metalliosien pinnoitustoimintoihin liittyen. Esimerkiksi uusi tyhjöhöyrystyslaite asennettiin yrityksen käyttöön loppuvuodesta
Metalliteollisuuden lastuavia erikoistyökaluja Jyväskylän Tikkakoskella valmistava JR-Tools Oy kasvaa ja investoi. Tänä vuonna yrityksen tilauskanta on ollut ennätyksellisellä tasolla ja myös liikevaihdon odotetaan kasvavan liki 20 prosentilla. Kasvun myötä JR-Tools on vahvistanut konekantaansa ja panostaa aiempaa enemmän myös viestintään.
JR-Tools on kasvun tiellä. Veli-Matti Uusitalo kuvassa vasemmalla, oikealla Pari Rönn.
JR-Tools on ollut vahvassa kasvussa viimeisten vuosien ajan. Kasvua on ollut niin lastuavien erikoistyökalujen valmistuksessa, huollossa kuin jälleenmyynnissäkin.
Loppukeväästä yrityksen tilauskanta oli jo ennätyksellisellä tasolla, ja liikevaihdon arvioidaan kasvavan tänä vuonna lähes 20 prosentilla.
“Kasvun taustalla ovat vuosien kova työ, investoinnit ja palvelutason parantaminen. Toki myös yleisellä talouskehityksellä ja asiakkaiden työtilanteella on oma vaikutuksensa”, sanoo JR-Toolsin toimitusjohtaja Pasi Rönn.
“Asiakaskuntamme on kasvanut, ja uusien asiakkaiden joukossa on useita isoja asiakkaita, mikä näkyy luonnollisesti myyntiluvuissa”, toteaa JR-Toolsin myyntijohtaja Veli-Matti Uusitalo.
Gemini NGM vahvistaa etenkin uusien työkalujen tuotantoa.
Investointeja ja rekrytointeja
Myynnin kasvun myötä myös koneinvestoinnit ovat tulleet ajankohtaiseksi. JR-Tools hankki keväällä uuden integroidulla Fanuc-robotilla varustetun CNC-työkaluhiomakoneen. Uusi Schneeberger Gemini NGM vahvistaa etenkin uusien työkalujen tuotantoa.
“Uusi investointi mahdollistaa miehittämättömät ajot ja parantaa siten myös toimitusvarmuutta”, Rönn kertoo.
Yrityksen kasvu näkyy myös rekrytoinneissa. Tällä hetkellä JR-Tools työllistää 16 henkilöä, joista kolme on aloittanut työt viimeisen vuoden aikana. Uusilla rekrytoinneilla on haettu vahvistusta tuotannon lisäksi myös yrityksen asiakaspalveluun ja viestintään.
“Uusi myyntikoordinaattorin tehtävä luotiin, jotta asiakaspalveluun saataisiin lisäkäsiä yhteydenottojen määrän kasvaessa. Tavoitteena on myös tehdä viestintää aiempaa aktiivisemmin yrityksen ja sen palvelujen tunnettuuden lisäämiseksi”, Rönn sanoo.
Uusitalo nostaa esimerkkinä esiin JR-Toolsin tarjoamat PVD-pinnoituspalvelut. “Olemme Suomen ainoa lastuavien erikoistyökalujen valmistaja, joka pystyy myös pinnoittamaan työkalut omassa talossa”, hän toteaa.
Mamec vahvistaa mahdollisuuksiaan kookkaiden tarkkuuskomponenttien tuotannossa. Pumppujen ja sekoitinten erikoistalo ja hienomekaniikan toimittaja investoi YCM:n järeän kokoluokan 5-akseliseen TCV 3000A 5ax -koneistuskeskukseen. Kokonaisasiakaspalvelu tehostuu edelleen investoinnin myötä, toteaa toimitusjohtaja Tomi Taipale.
5-akselikeskus YCM 3000A %ax vahvistaa Mamec Oy:n kapasiteettia Lohjalla.
Mamec Oy tunnetaan perinetsietsi pumpuista ja sekoittimista.
Tuotantoperinteet ulottuvat Maakunnan Metalli-nimisenä 1950-luvun alkuun saakka, ja sen perinteisintä tuotekenttää ovat juuri pumput ja sekoittimet. Niitä tehtiin alkuun maatalouden tarpeisiin, sen jälkeen yhä enemmän muille alueille.
”Oman aikansa hight tecin eli jäätymättömien Ratko-puhdasvesipumppujen ympärille yritys aikanaan syntyi. NE ovat tuoteohjelmassa edellenkin, mutta nyt alana tuotteet tehdään pääasiassa teollisuduen ja esimerkiksi kunnallisen vedenkäsittelyn tarpeisiin”, Taipale kertoo.
”Olemme erikoistuneet sekä pitkärunkoisiin että kuiva-asenteisiin pystypumppuihin ja teollisuuden sekoittimiin. Kauttamme ovat saatavissa mm. lietepumput ja pysty- ja kylkisekoittimet”
Koneistus käynnissä. Kone on varustteu BBT40-kartioisella karalla.
Kokonaisvaltaista asiakaspalvelua
Mamec on pitkän linjan pumppu- ja sekoitinlaitetoimittaja, mutta tänä päivänä paljon muutakin.
Se tarkoittaa hienomekaanikan erikoisosaamista.
Vuodesta 2015 lähtien Tomi Taipaleen ja Juha Käkösen omistamaan Kaarjoki-konserniin, minkä toiminnassa hienomekaniikka on ollut keskeisesti mukana tämän vuosikymmenen alusta lähtien.
Hienomekaniikan osaaja Mecsalo siirtyi yrityskaupan myötä osaksi konsernia vuonna 2011.
Tänä keväänä yritysten toiminnot fuusioitiin niin, että Mecsalon toiminta tuli osaksi Mamecia ja sen toimiinot muutettiin kokonaisuudessana Lohjalle.
Mamec tarjoaa hienomekaniikan valmistuspalveluja tarkkuusmekaniikan, laitekokoonpanojen ja automaatiolaitteiden valmistuspalvelujen alueelta. Esimerkkejä erikoistösitä ovat mm. nanopinnoituslaitteiden ja kaivosanalysaattoreiden sopimusvalmistus. Myös alumiiniprofiilien työstöpalvelut kuuluvat toimialaan. Koneistuksen alueelta myös Kaarjoen Konepaja Kaarinassa kuuluu konserniin.
Lohjalla nyt noin 6000 neliömetrin tiloissa toimiva Mamec työllistää nyt 70 henkilöä ja liikevaihtoa tehdäänn nelisen miljoonaa euroa vuosittain.
Yhdessä Kaarjoki-konsernin kaikkien yritysten yhteenlaskettu liikevaihto on n. 15M€. Kaikkiaan Kaarjoki-konserni työllistää noin 90 henkilöä.
”Kokonaisuuden kehittäminen liittyy kokonaisvaltaisen alan toiminnan kehittämiseen. Pystymme näin tarjoamaan asiakkaillemme tehokkaasti ja joustavasti yhdeltä taholta monipuoliset palvelut,” Tomi Taipale kertoo.
Laadukasta, tarkkaa pintaa. YCM 3000A5Ax:lla koneistettu kookas kappale valmiina toimitukseen.
Vahvistuva kapasiteetti
Mamecin toiminnassa vaativa asiakasräätälöinti on keskeisessä asemassa. Sen vaatii osaamista henkilökunnalta kuin toki asiallista konekantaakin.
”Vahvuutenamme on asialleen omistautunut osaava porukka. Väen vaihtuvuus on varsin pientä, mutta kasvun myötä toki uusia osaajiakin tarvitaan. Olemme tehneet asiassa yhteistyötä useiden tahojen kanssa. Yksi on kelloseppäkoulu”, kertoo Taipale.
Lisäksi yritys on aktiivinen nuoremman sukupolven suuntaan. Yksi sen muoto ovat Teknologiateollisuuden projektit, joilla pyritään vaikuttamaan siihen, että uusia osaajia alalle saataisiin. Yritys on mukana mm. MyTech-ohjelmassa, mikä on monialainen oppimiskokonaisuus yläkouluille ja lukioille. ”Nuorten metallialaa koskevien mielikuvien päivittäminen varhain on tärkeä asia, ja sen yksi muoto on tämä ohjelma. Sen tavoiteena on osoittaa, että alaa koskevat sumeat käsitykset ovat aikansa eläneet. Nykypäivän konepajat ovat pääosin siistejä huipputeknisiä työpaikkoja”, Taipale toteaa.
Pumppuja tuotannossa.
Vahvistuva kapasiteetti
Työlaitteiden puolella Mamecin toimintaa on Kaarjoki-konsernissa uudistettu viime vuosina määrätietoisesti. Modernia teknologia aon käytössä eri toimintoihin runsaasti, ja nyt viimeisin investointi on Lohjalle on mittavan kokoluokan 5-akselinen koneistuskeskus, YCM TCV-sarjasta, 3000A 5ax.
Sekoitinlaitteiden valmistus on Mamecin keskeistä toimialuetta.
TCV-sarjaan kuuluu koneista kahteen kokoluokkaan, ja ne sopivat hyvin myös pitkien ja muodoiltaan vaativien kappaleiden koneistukseen. X-liikket sarjan kiinteäpöytäisissä malleissa ovat 2000- tai 3000 mm ja työalue on jaettavissa kahtia heilurityyppisen työstön sovelluskiin kahteen lohkoon.
Pyörivällä pöydällä varustetuissa 5-akselisissa koneissa työalue on 3000 mm.
Mamecin tuore hankinta on sarjan 5-akselinen kookkaampi malli TCV 3000 5Ax, missä X-liike on 3000 mm ja Y- sekä Z-liikeet 800 mm. Pyöröpöydän B-akseli kääntyy +/- 110 astetta/+/- 120 astetta ja C pyörii 360 astetta. Pöydän halkaiisj aon 800 mm.
YCM valmsitaa myös koneidne karat itse, ja Mamecin kone on varustettu raknteeltaan värinää ehkäsisevällä BBT40-kartioisella karalla. Ja tarkka keskus on tosiaan kyseessä, paikoituksessa X/Y/Z-akseleille valmistaja ilmoittaa 0.020/0.010/0.010 mm, toistossa 0.015/0.007/0.007 mm. Työkalumakasiin on 80-paikkainen.
”Keskeiset seikat meille koneessa ovat juuri koneen koko ja tarkkuus. Uusi keskus mahdolistaa erikokoisten ja myös vaarsin kookkaiden monimuotoisten kappaleiden käsittelyn monipuolisesti yhdellä kiinnityksellä. Sellaisena se on jälleen askel eteenpäin vaativien kokonaisuuksien hallinnassa, alan osaamisessa ja siten yrityksen kehittämisessä. Siihen näemme vahvaa potentiaalia myös jatkossa”, kiteyttää Tomi Taipale.
YCM TCV 3000A 5Ax asennettiin Mamec Oy:n käyttöön Lohjalle alkusyksystä. Sen toimitti YCM:n suomalaisedustaja Makrum Oy.
Mamecin yksi erikoisalue on komponenttien ja tuotteiden käyttöikää lisäävien nanopinnoituslaitteiden sopimusvalmistus. Pinnoituslaitteen vierellä Tomi Taipale.
Mamec Oy:
Lohjalainen pumppujen, suodattimien ja hienomekaniikan valmistaja ja toimittaja. Kotipaikak Lohja, perustettu 1951, liikevaihto 9 miljoonaa euroa, osa Kaarjoki-konsernia.
Oppilaille maksuton oppimiskokonaisuus yläkouluille ja lukioille sisältäen oppimateriaalit sekä mm. toiminnalliset opintokäynnit teknologiayrityksiin ja korkeakouluihin. Organisoija Teknologiateollisuus.