Kemppi on esitellyt AX MIG Welder -robottihitsauslaitteen.
AX MIG Welder on suunniteltu korkean intensiteetin 24/7 automatisoituihin hitsausympäristöihin. Laite on suunniteltu suorittamaan 400 tai 500 A:n hitsausvirtalähteellä ja robottilangansyöttölaitteella vaikeitakin tehtäviä.
AX MIG Welderissä on hienosäädetty sytytys ja tarkka saumanseurantasignaali toistettavien ja laadukkaiden hitsien varmistamiseksi. Haastaville materiaaleille voidaan käyttää Kemppi MAX- tai Wise-kaarihitsausprosesseja lisäämään nopeutta, vähentämään lämmöntuottoa ja varmistamaan läpäisykyvyn.
Loogisen käyttöliittymän ja helppokäyttöisten säätimien ansiosta AX MIG Welderillä voi hitsata jo hitsauksen perustiedot omaava henkilö.
Koneen ohjausta ja reaaliaikaista suorituskykytietoa hallinnoidaan kannettavan tietokoneen tai matkapuhelimen selaimella, käyttöliittymä voidaan myös integroida olemassa olevaan ohjausjärjestelmään. Etu on helppo integroitavuus, laite on integroitavissa minkä tahansa robotin kanssa.
MTC Flextek järjesti toukokuulla Open House-konenäyttelyn tiloissaan Nurmijärvellä. Demojen painopisteessä olivat varsinkin yhteistyörobotiikka ja sen sovellutukset, mutta monenlaista muutakin oli esittelyssä.
Työstökoneita, ruiskuvalukoneita, robotiikkaa, palveluita ja näistä rakennettuja kokonaisuuksia tarjoava MTC Flextek Oy toimii sekä Pirkkalassa että Nurmijärvellä, paikallinen huolto lisäksi usealla paikkakunnalla Suomessa. Nurmijärven tilat keskittyvät robotiikan alueelle, paikan päällä tehdään asennuksia ja robotiikan alueen testejä ja paikalla järjestetään myös koulutuksia omassa erillisessä koulutustilassa, jossa on kolme robottia oppimisympäristöstä.
Robotit ovat Fanuceja, joiden integraattori MTC Flextek on.
Toukokuulla paikalla pidettiin tilaisuus, missä esiteltiin uutta alan laitetarjontaa ja mahdollisuuksia. Varsinkin yhteistyörobotiikan alueen sovellutukset olivat esillä.
Antton Stolt esitteli yhteistyörobotiikan käyttöä hitsausyksikössä.
Yhteistyörobotiikan sovelluksia
Yhteistyörobotit ovat tulleet teollisuuden palvelukseen melkoisella vauhdilla viime vuosikymmeneltä lähtien, ja sovelluskirjo laajenee.
Yhteistyöroboteista, joita myös coboteiksi kutsutaan, on apua monessa, etuihin kuuluu se, että yhteistyörobotit voivat tehdä töitä samoissa tiloissa ihmisten kanssa eikä aitoja niiden ympärille tarvita. Lisäksi niiden liikuttelu käy helposti ja lisäksi usein ohjelmointi tehdään opettamalla tai johdattamalla.
Nämä seikat korostuivat näissä laitteissa myös yhteistyörobotiikan etuihin keskittyvässä tapahtumassa Nurmijärvellä. Mukana yhtenä kiintopisteenä tapahtumassa nähtiin mm. ratkaisu, jossa yhteistyörobotiikan mahdollisuudet olivat helpottamassa automatisoidun hitsauksen ohjelmointiin liittyviä tehtäviä.
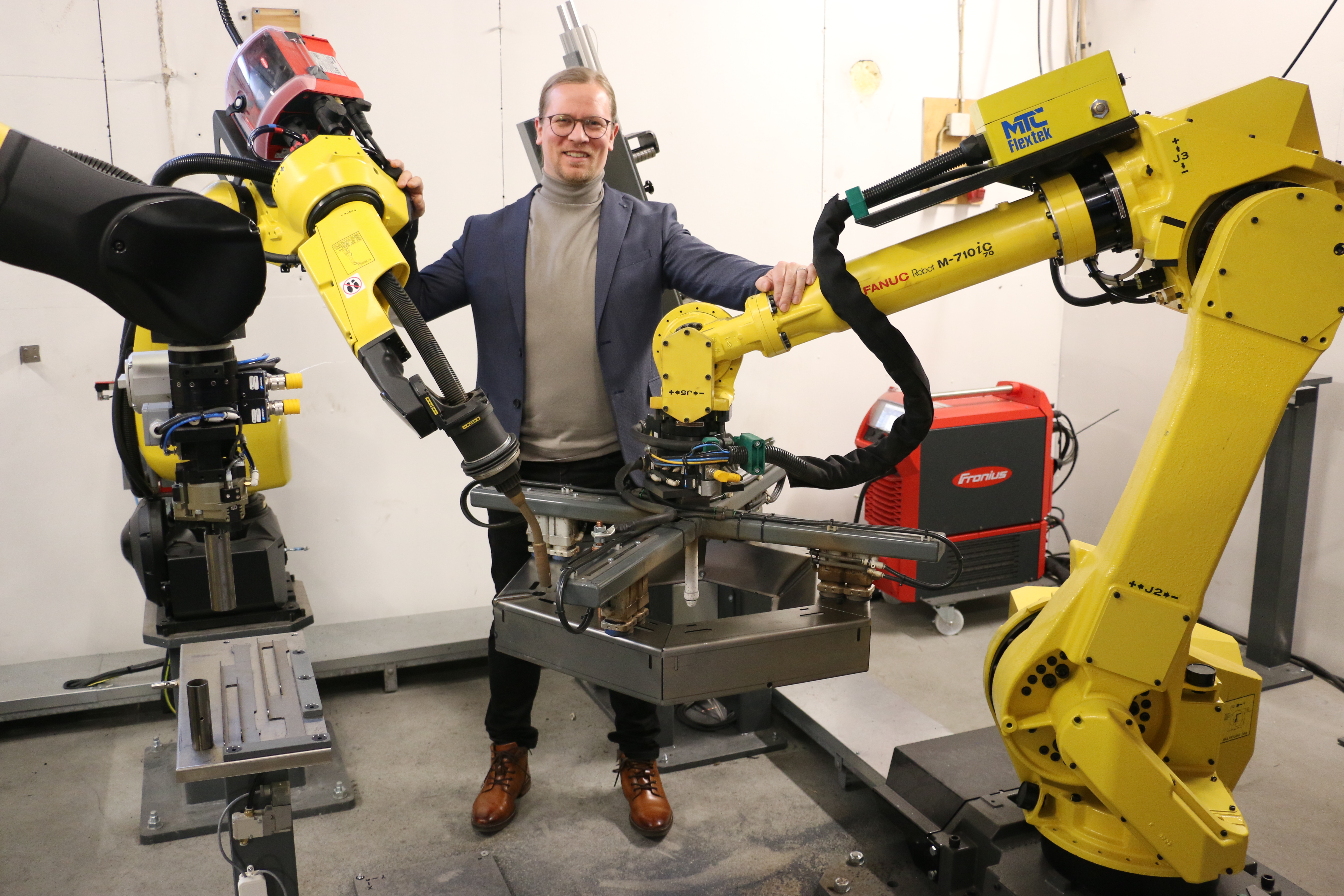
Robottien kysyntä jatkuu vahvana, kertoi Kalle Ahoniemi. Tapahtumassa oli esillä useita asiakkaille matkaavia robotteja eri kokoluokkiin.
Ratkaisussa voitiin seurata, miten hitsauspisteiden sekä liikeradan ohjelmointi voidaan tehdä liikuttamalla yhteistyörobotin hitsauskahvaa käsin ja määrittämällä hitsausarvot tabletilta.
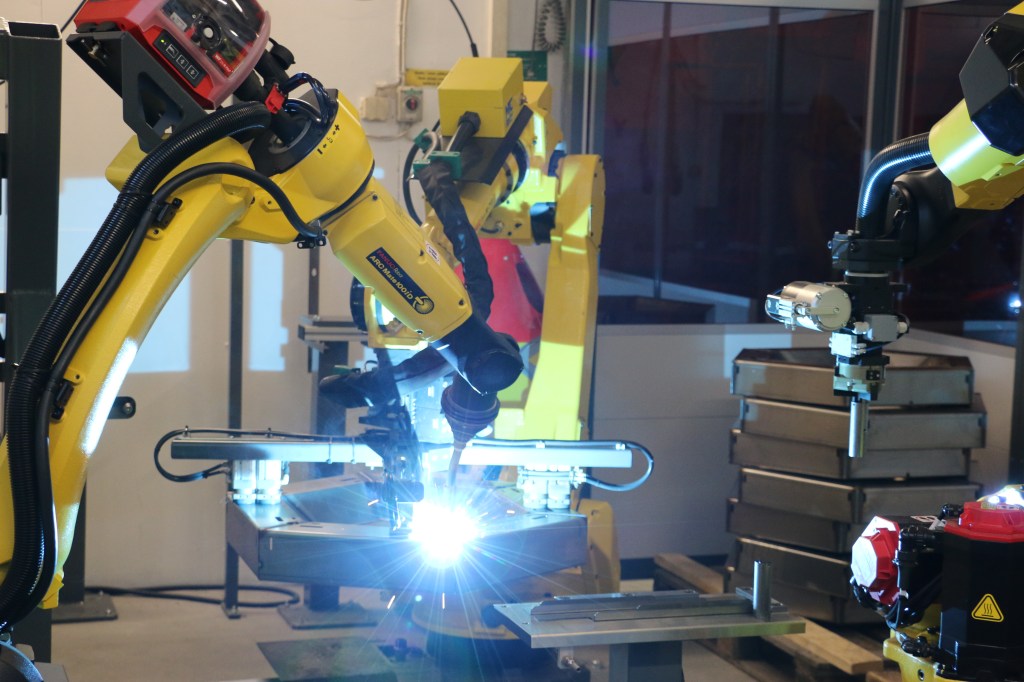
Esillä olleessa kokonaisuudessa hitsattiin alumiinia yhteistyörobotilla ja hitsausrobotilla Kempin virtalähtein.
Toinen esillä ollut yhteistyörobotiikan sovellutus liittyi konekannan modernisointiin yhteistyörobotiikan avulla. Tässä yhteydessä esiteltiin energian vientiä konekiinnittimeen robotilla ja sen automatisointia ilman erillistä koneliitäntää. Energia viedään cobotin avulla kiinnittimeen, kaapelointi otetaan irti, kiinnitin pysyy kiinni ja kone ajaa kappaleohjelman. Kun kappale halutaan ottaa pois, energia siirretään jälleen robotilla kiinnittimeen, otetaan kappale pois ja vaihdetaan sen tilalle uusi. Tämä mahdollistaa esim. 5-akselisen keskuksen automatisoinnin ilman kallista energian läpivientiä pöydän läpi.
Koulutustilat Nurmijärvellä on uusittu hiljattain.
Robotinkäyttöä, siirrettävyyttä ja mm. automaattista työpisteen paikoitusta pääsi paikan päällä myös kokeilemaan.
Yhteistyörobotiikan lisäksi tapahtumassa oli esillä asiakkaille matkaavia robotteja ja erilaisia tarttujaprojekteja. Myös Fanucin ruiskuvalukoneen ja robotin yhteistyötä ja älykästä työtä helpottavaa integraatiota, jossa robottia voidaan ohjata koneen ohjauksesta.
”Robottien kysyntä jatkuu vahvana, ja mm. ruiskuvalupuoli on kooltaan laaja asiakasryhmä. Kaikkiaan toimitamme robotteja vuosittain useita kymmeniä, pitkälle räätälöityjä projektitoimituksia on sellainen 10-15 vuosittain”, kertoi tapahtumassa MTC Flextekin toimitusprosessijohtaja Kalle Ahoniemi.
Lisäksi esiteltiin Nurmijärven hiljattain uusittua koulutustilaa ja robotiikan alueen koulutusmahdollisuuksia. Esillä oli myös MTC Flextekin service -alueen robotiikan alueen palveluja esimerkiksi kunnonvalvontaan ja etätukiratkaisuihin liittyen.
Absolent A.erity ensiesittelyssä
Robotiikan alueen ulkopuolelta esillä oli kiinnostavaa uutta Absolentilta.
Absolent julkaisi hiljattain uuden A.erity -suodatinyksikköuutuuden, mikä nähtiin nyt tapahtumassa Suomen ensiesittelyssä.
Uusi Absolent A.erity-suodatinyksikkö oli mukana ensiesittelynä. Energiatehokasta ja turvallista teknologiaa, kertoi Jukka Yläpoikelus.
A.erity on kehitetty energiatehokkuuden ja turvallisuuden teemoin.
”Yksiköt on varustettu EcoDrivella, IE5-luokan EC-moottorilla, mikä vähentää energiankulutusta ja tekee yksikön käytöstä turvallista. EcoDrive toimii optimaalisella nopeudella kunkin hetken suodatustarpeen mukaan ja mahdollistaa tasaisen ja energiatehokkaan ilmansuodatusprosessin”, kertoi uutuutta esitellyt Jukka Yläpoikelus.
A.erity- suodatinyksiköitä hallitaan ja toimintaa seurataan käyttöohjaimen kautta ja uudessa yksikössä on mukana muutamia käyttöä helpottavia rakenteellisia piirteitä mm. suodattimien vaihtoon liittyen.
A.erity on mahdollista muokata ja skaalata tarpeen eli toimitilojen, koneiden ja olosuhteiden mukaan. Ilmavirrasta ja hiukkaskuormasta riippuen yksikköä voidaan mukauttaa ja muuntaa – 500 m3/h – 40 000 m3/h ilmavirralla ja hiukkaskuormalla 70 mg/m2 aina 10 mg/m2:aan.
Kempin hitsauslaitteiden lisäksi yhteistyökumppaneita tapahtumassa nähtiin omilla standeillaan, Schunkin ja Sickin tarjontaa.
Suisto Engineering kehittää toimintojaan teollisuuden projektitalona. Investointi hitsausautomaatioon tuo uusia mahdollisuuksia erityisesti alumiinin hitsauksen alueelle, myöhemmin myös 3D-tulostukseen.
Suisto Engineering on Porissa toimiva korkean teknologian projektitalo, minkä erityisalaa ovat vaativat hitsatut rakenteet.
”Autamme valmistusteknisissä haasteissa, jota voivat liittyä esimerkiksi uusien tuotteiden kehittämiseen tai jo olemassa olevien tuotantoprosessien jalostamiseen tai optimointiin. Työt ovat projekteja, ja toteutukset usein avaimet käteen”, kertoo toimitusjohtaja Mika Korhonen.
Kokonaisuuteen kuluvat Panasonic TAWERS-robotti ja kapasiteetiltaan 500 kg:n käsittelypöytä.
Asiakkaat ovat esimerkiksi puunjalostusteollisuuden toimijoita sekä meriteollisuutta ja projektit monenlaisia.
”Esimerkiksi juuri meneillään olevassa projektissa suunnittelimme hitsaukset useiden metrien pituisiin kartonkikoneen telaa vasten sijoittuviin ja täsmällistä suoruutta edellyttäviin haponkestävästä teräksestä valmistettuihin kappaleisiin”, kertoo Korhonen.
Projektissa Suisto toteutti hitsauslaskennan, simuloinnin ja hitsaukset, leikkeet, särmäykset ja koneistukset tulevat alihankinnasta. Toteutus on nyt menossa.
”Tässäkin projektissa suunnittelun osuus oli hyvin keskeinen. Projekteissamme suunnittelu onkin usein se haastavin ja aikaa vievin vaihe”, Korhonen toteaa.
Uutta täsmällistä automaatiota
Suisto Engineering toimii Porin Karjarannassa perinteikkäässä teollisuusympäristössä.
Yritys aloitti vuonna 2014 Hollmingin perustamana, mutta toimiva johto Mika Korhosen luotsaamana osti yrityksen liiketoiminnat jo seuraavana vuonna. Muutama viime vuosi meni toimintojen vakiinnuttamiseen ja nyt pari viime vuotta ovat olleet nopeamman kehityksen aikaa.
”Olemme kehittäneet toimintojamme ja palkanneet lisää henkilöstöä toimintoihimme.
Henkilökunnan lisääminen näinä aikoina on haastavaa puuhaa, mutta on mainiota, että uutta nuorta osaavaa porukkaa olemme kuitenkin eri verkostojen kautta löytäneet. Nyt töissä on jo kymmenen henkilöä”, sanoo Korhonen.
Omaa laitekantaa Suistolla on käytössä moneen lähtöön, ja uusia laajennuksia on parhaillaan toteutuksessa.
Robotiikkaa Suisto Engineeringille. Jenni Ahonen toimii solun operaattorina.
Erikoishitsauksen alueella Suiston tuotantotiloissa toimii nyt talon uusin investointi, hitsauksen laite- ja tarviketoimittaja Retco Oy toimitti Suisto Engineeringin käyttöön hiljattain hitsausrobotin, millä Suisto lähtee kehittämään talon mahdollisuuksia uusille alueille.
Integroidussa kokonaisuudessa toimivat Panasonicin Super Active TAWERS -robotti ja 500 kg:n pöytä. ”Robottihitsaus on hyvä mahdollisuus haastaviin projekteihin, sillä se poistaa prosesseista inhimilliset tekijöiden vaikutuksen”, tiivistää Korhonen.
”Investointi on varustettu alumiinihitsaukseen, minkä yhteyteen lähdemme kehittämään simulointeja. Niitä emme ole alumiinihitseille aiemmin tehneet, koska materiaalikirjastoa ja algoritmejä ei toistaiseksi ole ollut. Olemme nyt mukana hankkeessa, missä niitä kehitetään. Mukana on muutamia keskeisiä alan toimijoita”, kertoo Korhonen.
Jatkossa robotin yhteydessä kokeillaan myös ainetta lisäävää valmistusta.
”Solun nuori operaattori Jenni Ahonen tekee AMK-insinöörin lopputyötään, mikä liittyy osaltaan tähän teemaan. Näen 3D-tulostuksessa jatkossa kehittyviä mahdollisuuksia, esimerkiksi Konepajamessuilla oli mielenkiintoinen tuote-esimerkki juuri tältä alueelta mukana. Myös Ranskassa toimii kiintoisa yritys, joka tekee hankalamman mallisia painelaiteosia 3D-tulostamalla. Asiat siis etenevät 3D-tulsosken sektorilla. Meidän kaltaisillamme erikoispajoilla voi näihin asioihin olla jatkossa hyvinkin mahdollisuuksia”, sanoo Korhonen.
Yhteistyötä. Vasemmalta Suisto Engineeringin Mika Korhonen ja Jenni Ahonen sekä Retcon Ville Setälä.
Robotin yhteyteen Suisto toteuttaa jatkossa suunnittelemansa radan, mikä mahdollistaa erilaiset käyttösovellutukset ja yhdistelmät. Rata on parhaillaan rakennusvaiheessa.
Vuokrakoneen kautta oman hankintaan
Retcon tuotetarjontaan kuuluvan Panasonic-robotin valintaan tausta Suistolla on looginen.
”Retco on hitsauksen tarviketoimittajana toki vanha tuttu ja robottien osaltahan meillä oli jo aiempi Panasonic-malli koekäytössä vuokralla viime vuonna.”
”Se projekti lähti liikkeelle siitä, että vuoden 2021 lopulla soitti minulle eräs vanha asiakas ja kysyi, että kukahan hitsaisi alumiinia robotilla. Soitin Villelle Retcoon, koska tiesin, että heillä on demorobotti ja kysyin, vuokraatteko sitä. Asia onnistui ja soitin asiakkaalle, että kävi niin, että mehän hitsaamme alumiinia. Robotti tuli meille alkuvuodesta viime vuonna. Asiakas oli myynyt erikoispalkkiprojektin, joka on nyt jo asennettuna Turun telakalla.”
Robotin yhteyteen Suisto toteuttaa radan, mikä mahdollistaa monet eri käyttösovellutukset ja yhdistelmät.
”Kun koepalkki oli hitsattu ja tuotannon piti alkaa, aiempi operaattori vaihtoi toisiin töihin. Meille tuolloin vasta töihin tullut Jenni sai sen jälkeen kolme päivän perehdytyksen asiaan ja veti sitten notkeasti koko tuotannon. Hyvin onnistuneen projektin jälkeen palautimme robotin, Jenni jäi meille töihin. Tilaisimme uuden koneen alkuvuodesta ja Jenni toimii sillä nyt operaattorina.”
”Uuden koneen setup on pitkälle sama kuin vuokrakoneessa, tosin muutamia uusia piirteitä on mukana. Tässä on mukana nyt mm. railonseuransa, mitä vuokrakoneessa ei vielä ollut. Odotamme tältä uudelta investoinnilta paljon, sanotaanko, että mahdollisuudet ovat monet”, Mika Korhonen sanoo.
HögforsGST jatkaa tuotantonsa kehittämistä Pohjois-Savon Leppävirralla. Uusi robottihitsausjärjestelmä automatisoi hitsausta ja tuo tuottavuutta, tarkkuutta ja tasaista laatua muodoiltaan vaativien putkimaisten kappaleiden käsittelyyn.
HögforsGST on lämmitys- ja jäähdytysjärjestelmien valmistukseen, myyntiin ja markkinointiin erikoistunut suomalaisyritys. Tuotteita ovat kaukolämpö- ja kaukojäähdytysjärjestelmät sekä näiden hybridit, ohjausjärjestelmät ja teollisuuskoneikot.
Solun muodostavat syöttöradat, käsittelyrobotit, hitsausrobotti, kolme kameraa, kappaleen paikoitus-/kääntöasema sekä poistorata.
Alallaan HögforGST on johtavia alansa toimijoita Suomessa ja Pohjoismaissa, tuotteet myydään yksityisille kiinteistönomistajille ja energiayhtiöillekin. Vientiin menee suuri osa tuotteista, myyntiverkosto kattaa Suomen sekä lisäksi omat tytäryhtiöt toimivat Ruotsissa ja Norjassa.
Ratkaisut kehittyvät melkoista haipakkaa, HögforsGST:llä yksi johtoteema on tiiviisti ympäristöystävällisyyden kuin taloudellisuuden suunnassa.
Nykyjärjestelmät ovat vähäpäästöisiä ja säästävät lämmityskustannuksissa. Esimerkiksi hybridijärjestelmät ovat talon tuotekärkeä, se on modulaarinen lämmitysjärjestelmä, joka mahdollistaa erilaisten lämmönlähteiden yhdistämisen. Kaukolämmön rinnalle liittää uusiutuvia lämmönlähteitä kuten maalämpöä, ilmalämpöä tai lämmöntalteenottoa.
”Energiankulutus saadaan putoamaan jopa puoleen ja samalla päästöt alas”, tiivistää tuotannon esimies Janne Juutilainen.
Nyt 115 henkilöä työllistävä, 2004 nykymuodossaan aloittanut HögforsGST:n liikevaihto on noin 30 miljoonan euron tasolla ja kasvunäkymää tulevaan on isosti mm. ympäristövaateiden kehittymisen ja vihreän siirtymän takia. Maailmalla tarvitaan uutta teknologiaa.
Hitsausautomaatiota HögforsGST:lle. Ohjaus tapahtuu ohjaimella tai näytöltä. Simulaatiomahdollisuus auttaa tuotannon suunnittelussa. Operaattorina Simo Ahokas.
Putkille räätälöity kokonaisuus
HögforsGST toimii laajasti Pohjoismaiden markkinoilla, mutta tekee koko tuotantonsa Leppävirralla, missä yrityksen tontilla kohoaa kaksi tehdashallia, uudempi niistä on parin vuoden takaa. Leppävirralla sijaitsee myös pääkonttori.
Tehokkaat järjestelmät ja prosessit takaavat sujuvat toimitukset. Laatu edellä mennään, sitä kehittäen. Järjestelmien tuotannossa hitsaustoiminnot ovat yksi keskeinen, sitä tehdään tuotteisiin paljon, ja samalla se on kriittinen alue.
”Järjestelmien komponenteissa monimuotoiset putkisto-osat mukaan lukien tarvitaan usein runsaasti hitsausta. Sitä olemme tehneet käsihitsauksena”, sanoo Juutilainen.
Hitsaustoimintojen kehitystä kuitenkin tarvitaan. Uusista hitsareista on pulaa, ja jatkossa yhä enemmän.
”Pula ammattitaitoisesta henkilöstöstä tuntuu myös meillä, nuoria ei hitsaushommiin kouluttautuminen tahdo kiinnostaa. Lisääntyvä automaatio on keino vastata tähän ongelmaan.” Samaan aikaan se tietenkin tapa tehostaa tuotantoa. Robotit ovat toki parhaimmillaan hyvin nopeita ja tarkkoja kapineita.
Putkisto-osa, missä mukana on kolme hitsattavaa kohtaa. Lisäksi kappaleeseen porataan reikiä ohjelman mukaan kameran tunnistamiin kohtiin.
HögforsGST:n tuore ratkaisu teemaan on uusi pitkälle tuleviin tarpeisiin mietitty kokonaisuus automatisoidun hitsauksen tarpeisiin. Aidatussa kokonaisuudessa yrityksen uudessa tuotantohallissa toimii monirobottisolu, minkä muodostavat kaksi syöttörataa, kaksi käsittelyrobottia, hitsausrobotti, kolme kameraa, kappaleen paikoitus-/kääntöasema, sekä poistorata.
Kokonaisuudessa käsittelyrobotti poimii kappaleen tarkoituksen sovelletuista muhveista syöttöradalta, vie hitsausrobotille hitsattavaksi ja työn jälkeen siirtää/poistaa kappaleen.
Välillä kappaleiden hitsaus vaatii otteenvaihdon paikotus-/kääntöasemassa. Tuolloin hitsaus jatkuu käännön jälkeen samasta pisteestä mihin edellinen loppui.
”Solun toteuttamiseen oli vaihtoehtoja, hitsausrobotin, kääntyvän grillipöydän ja jigien ratkaisua mietimme. Grilli sopii levy- ja pienatavaralle, putkien osalta emme kokeneet sitä ratkaisua toimivaksi. Edullisempi grilli kyllä olisi ollut.”
Viime vuonna käyttöönsä asennetun kokonaisuuden toteutti MTC Flextek, kokonaisuuteen kuuluvat Fanuc-robotit, Fronius-virtalähteet ja mm. tarttujaratkaisut.
”Kokonaisuus on tuotannossa, joskin täyteen vauhtiin pääsy vie aikaa. Hieman olemme aikataulustamme jäljessä, nyt teemme tällä jo kuitenkin sellaista 12 000-14 000 osaa vuositasolla”, sanoo Juutilainen.
Kompakti aidattu kokonaisuus. Syöttöratoja on kokonaisuudessa kaksi.
Viritystä koko ketjuun
Robottihitsaukseen siirtyminen oli HögfosrGTS:llä iso loikka.
”Lähdimme järjestelmän myötä opettelemaan hitsausta ikään kuin uudelleen. Halusimme, että haemme ja opettelemme asiat itse kantapään kautta. Toki tukea saimme sekä toimittajalta että verkostostamme. Lisäksi robottikoulutuksen saanut Simo Ahokas tuli koulun penkiltä operaattoriksi”, sanoo Juutilainen.
”Onhan tämä iso hyppy, robotti tekee tietenkin juuri sen mitä sen käsketään tekemään. Käsin tehdessä ihminen pystyy hieman muokkaamaan asioita tarvittaessa työn aikana, mutta robotti ei jousta vaan säädöt on haettava kohdalleen ja onhan siinä ollut tekemistä.”
”Tämä koskee koko järjestelmää, sahausta ja taivutusta, supistustakin. Robottihitsaus vaatii täsmällisyyttä ja sen myötä huipputarkkuutta aivan koko ketjulta. Tässä kohden uusien toimintatapojen omaksumisessa on vielä harjoiteltavaa”, sanoo Juutilainen.
Tehostuvaa hitsausta. Kolmen robotin solu on tehokas ratkaisu muodoiltaan haastavien putkien hitsauksessa, kertovat Janne Juutilainen ja Simo Ahokas.
”Mutta haasteet on tehty ratkottaviksi, olemme hyvällä tiellä. Luultavasti teemme kappaleisiin jatkossa vielä muutamia muutoksia, jotta ne saadaan solulle optimoitua.”
Automaatio korvaa HögforsGST:llä jatkossa yhä enemmän hitsausosien tuotantoa.
”Osasta hitsaajistamme sen myötä tulee operaattoreita, mutta toki käsihitsausta teemme mittavasti jatkossakin. Hitsarien määrä ei vähene ja heidän ammattitaitoaan tarvitaan jatkossakin. Käsihitsausta on ja sitä siirtyy vanhalta puolelta tänne uuden hallin puolelle”, Janne Juutilainen sanoo.
Pemamek on julkaissut uuden PEMA Flexible Manufacturing System (FMS) reititysjärjestelmän. Ohjelmisto-ohjattu valmistusratkaisu automatisoi materiaalinkäsittely- ja hitsausprosesseja ennalta määritellyn tuotantoreseptin perusteella ja mahdollistaa samalla täysin automatisoidun ja miehittämättömän valmistusprosessin.
Hitsaus- ja tuotantoautomaatioyritys Pemamek on tuonut markkinoille uuden PEMA Flexible Manufacturing System (FMS) -reititysjärjestelmän, joka mahdollistaa reaktiivisen ja joustavan raskaan teollisuuden valmistuksen. Uusi ohjelmisto-ohjattu järjestelmä automatisoi jokaisen prosessivaiheen ja varmistaa samalla täysin miehittämättömän valmistuksen.
Line control – reititysohjelmiston käyttöliittymä tunnistaa työkappaleen RFID- tai QR-koodilla, minkä jälkeen kuljetin vie työkappaleen oikeaan prosessisoluun. Työnäkymän jonon ja tilan lisäksi, järjestelmä seuraa kaikkia työvaiheita ja antaa tietoa muun muassa työn edistymisestä.
Tehokkuutta lisäävänä ominaisuutena ratkaisu sisältää puskurialueen, joka irrottaa robottihitsausasemat käsinhitsausasemasta. Tämän ansiosta asemat voivat työskennellä itsenäisesti odottamatta toistensa työn valmistumista. Tämä minimoi odotusaikoja ja pidentää hitsauksen kaariaikoja.
Pemamekin mukaan ratkaisun sisältämät prosessisolut suunnitellaan asiakkaan tuotantovaatimusten ja tavoitteiden mukaisesti. Lisäksi ratkaisu on skaalautuva, joten sitä voidaan laajentaa, jos tuotantomäärät ja -tarpeet kasvavat. Avaimet käteen -ratkaisu sisältää tukea ja palvelua koko projektin toteutuksen ajan, mikä takaa nopean tuotannon käynnistyksen, korkean tuottavuuden ja laitteiden pitkän elinkaaren.
Järjestelmäö lisää tehokkuutta ja tuotannon joustavuutta erityisesti tuotteissa joiden hitsausaika on lyhyt, sillä puskuri mahdollistaa sujuvan työkappaleen vaihdon ja itsenäisen hitsauksen. Ratkaisu helpottaa sujuvaa siirtymistä manuaalisista prosesseista automatisoituun tuotantoon, mikä parantaa joustavuutta ja takaa laadukkaat lopputuotteet lyhyillä toimitusajoilla.
Kemppi on tuonut markkinoille teolliseen käyttöön tarkoitetun X5 FastMig Pulse -hitsausjärjestelmän.Modulaarinen hitsausjärjestelmä on suunniteltu työtehtäviin erilaisissa ympäristöissä.
Teolliseen hitsaukseen soveltuva moniprosessilaite on kehitetty yhteistyössä ammattihitsaajien kanssa. X5 FastMig Pulse hyödyntää invertteriteknologiaa, virtalähteitä on saatavilla 400 A ja 500 A -teholuokissa, uutena pulssihitsausominaisuuksilla varustetut MIG/MAG-virtalähteet. Langansyöttölaitteita on saatavilla kahdeksan eri mallia, uusina digitaalista tiedonkeruuta tukevat APC-mallit ja vaativiin olosuhteisiin soveltuvat HD-mallit.
X5 FastMig Pulse -järjestelmään sisäänrakennettu hitsausparametrien tiedonkeruu mahdollistaa hitsauslaadun ja työvaiheiden reaaliaikaisen seurannan. Hitsausparametrien tiedonkeruu digitaalisesti vaatii X5 FastMig APC -langansyöttölaitteen.
WeldEye ArcVision on integroitu Industry 4.0 -ratkaisu, joka kerää hitsausparametrit, kaariajan sekä lisäaineen kulutuksen. Tiedot kerätään digitaalisesti liitetyiltä hitsausasemilta ja siirretään langattomasti WeldEye ArcVision -pilvipalveluun. WeldEye ArcVision visualisoi hitsausdatan taulukoiksi ja kaavioiksi, jotka voidaan suodattaa eri tarpeiden mukaan.
Hitsausalan tuntija Retcolla on viime kuukausina ollut organisaatiomuutosten kevät. Ruotsalainen Bergman & Beving -konserni osti Retron osakekannan huhtikuussa. Yrityksen hartiat vahvistuvat, liiketoiminnot Suomessa jatkuvat ennallaan, toteaa yrityksen uutena toimitusjohtajana samaan aikaan aloittanut Ville Setälä.
Retco Oy on tuttu Porissa toimipaikkaansa pitävä hitsausalan laite- ja tarviketoimittaja, joka palvelee niin yrityspuolen kuin yksityisiäkin asiakkaita. Valikoimissa ovat hitsausalan koneet, laitteet, tarvikkeet, lisäaineet sekä tarvikkeet.
Yrityksellä on taustaa kolmatta vuosikymmentä. Vankkaan osaamiseen, notkeuteen ja monipuoliseen alan palveluun toimintansa perustavan Retcon perusti Jukka Setälä vuonna 1999.
Tuotteita ja asiantuntemusta. Retcon myymälä ja demotila toimii Porissa Ojantiellä.
Vahvistuvat hartiat
Tänä keväänä Retcolla on tehty muutoksia, jotka jatkavat yrityksen taivalta nyt uudessa kokonaisuudessa, osana konsernirakennetta.
Ruotsalainen Bergman & Beving -konserni osti päivämäärällä 1.4.2022 Retcon koko osakekannan. Samalla päivämäärällä yrityksen luotsaamisessa tehtiin sukupolvenvaihdos, ja tekninen myyntipäällikkö Ville Setälä siirtyi toimitusjohtajaksi.
Jukka Setälä jatkaa puolestaan yrityksessä myyntijohtajan nimikkeellä.
”Aloite ostoon tuli Bergman & Bevingin taholta. Harkitsimme tarjousta perusteellisesti ja harkinnan jälkeen päätimme sitten tarttua tähän uuteen mahdollisuuteen. Bergman & Beving on strateginen ja pitkäaikainen omistaja, ja olemme varmoja, että Retco voi edelleen kehittyä ja jatkaa eteenpäin menestyksekästä matkaa hitsauksen laite- ja tarvikemarkkinoilla”, Jukka Setälä kertoo.
Ville Setälä aloitti Retcon toimitusjohtajana huhtikuussa. Hitsauksen mekanisointi on yksi yrityksen painopistealueita.
Bergman & Beving on monialainen yritys, joka on vahva mm. työkalumarkkinoilla. Jatkossa Retco muodostaa talossa nyt hitsauspuolen divisioonan, jollaista konsernissa aiemmin ei ole ollut.
”Retco Oy:n liiketoiminta Suomessa jatkuu ennallaan, joten asiakkaiden suuntaan siirtymä ei aiheuta muutoksia. Muutoin jatkossa toimintamahdollisuutemme ja hartiamme toki vahvistuvat olennaisesti. Kauppa tuonee nyt mahdollisuuksia myös avauksiin ulkomaiden hitsausmarkkinoilla, alkuun erityisesti Ruotsissa”, Jukka Setälä kertoo.
Nöyrin ja luottavaisin mielin
Ville Setälä aloitti Retcon toimitusjohtajana nyt samaan aikaan kaupan toteutumisen myötä.
”Olemme harkinneet Retcolla tätä vaihdosta jonkin aikaa. Yrityskauppa nopeutti asioita, koska näimme, että tähän saumaan myös tämä muutos soveltuu hyvin”, Ville Setälä sanoo.
Laitteita ja tarvikkeita hitsaustöihin. Uuteen tuotetarjontaan kuuluu mm. kuvan Qubox, synerginen invertterihitsauskone erillisellä langansyöttölaitteella varustettuna.
Ville Setälä sanoo aloittavansa yrityksen johdossa nöyrin, mutta luottavaisin mielin.
”Retco on alallaan vahva yritys, ja osana laajempaa kokonaisuutta se vahvistuu edelleen niin tuotepaletin kuin yrityksen toimintamahdollisuuksinkin osalta”, Ville Setälä sanoo.
Retco on pitkään vienyt eteenpäin mm. hitsauksen mekanisoinnin ja viime aikoina myös hitsauksen automatisoinninkin asiaa mahdollisuutena tuotannon tehostamiseen ja tuottavuuden lisäämiseen. Näihin asioihin Ville Setälä kannustaa voimakkaasti.
”Yritysten kilpailukyvyn kannalta hitsauksen mekanisointi tai automatisointi alkavat olla jo melkoinen välttämättömyys. Täytyy kuitenkin samalla muistaa, että hitsaajan ammattitaitoa nämä uudet ratkaisut eivät korvaa. Sitä vaaditaan kokonaisuuksien käytössä ja ohjaamisessa, mutta töitä ne voivat samaan aikaan tehostaa merkittävästi”, Ville Setälä sanoo.
Kemppi on esitellyt uudet MasterMig MIG/MAG-hitsauskonemallit 353, 355 ja 358.
MasterMig on kompakti MIG/Mag-hitsauskone käsinhitsaukseen ja vaihtoehto synergiseen ja pulssihitsaukseen.
Tuoteperheen kolmesta mallista 353 on synerginen MIG/MAG-hitsauslaite manuaalisella että automaattisella parametrien asetustavalla. 355 ja 358 ovat synergisiä pulssi-MIG/MAG-hitsauslaitteita ja ne sisältävät manuaalisen ja automaattisen säätötavan lisäksi pulssihitsausprosessin.
Malleissa LED-työvalot lisäävät työturvallisuutta työolosuhteissa, joissa on heikko valaistus. Suurempaa tehoa vaativissa hitsausjaksoissa on mahdollista ottaa käyttöön MasterMig-jäähdytyslaite, jonka avulla saa tehot irti 350 A – 40 %:n hitsausvirtalähteestä.
Nostorakenteensa ansiosta kone on helppo siirtää käsin tai nostaa se nosturilla lattiatason yläpuolelle. Vaihtuvia olosuhteita ja työmaalla siirtelyä helpottavat myös neljä valinnaista kuljetuskärryä. MasterMig 358 on saatavilla myöhemmin vuoden 2022 aikana.
Polar Metalli jatkaa automaation lisäämistä valmistuksessaan. Uusi kolmirobottinen tuotantosolu taivuttaa, hitsaa ja kokoaa yrityksen päätuotteisiin kuuluvat Polar Grillit särmätyistä kappaleista kerralla valmiiksi jälkikäsittelyyn ja maalaukseen toimitettaviksi.
Polar Metalli on Keminmaalla toimiva ohutlevynkäsittelijä, joka tunnetaan markkinoilla mm. savupeltien sekä pihagrillien valmistajana.
Yritys on perustettu vuonna 1984 Kemissä ja savupellit sekä grillit ovat olleet ohjelmassa pitkään, savupellit alusta saakka.
Savupellit ja grillit omina tuotteina
Savupeltien valmistaminen lähti erään paikallisen muurarin toiveesta kehittää savupelti, joka saataisiin asennettua helposti paikoilleen.
”Isäni Tapio Saukko keksi asiaan ratkaisun ja yritys lähti siitä liikkeelle”, kertoo toimitusjohtaja Markus Saukko, yrityksen toisen sukupolven edustaja.
Hän pyörittää perheyritystä nyt sisarensa Hannele Saukon kanssa ja veljensä Matti Saukon kanssa.
Markus Saukon mukaan pihagrillien tarina on hieman samanlainen.
”1990-luvulla oli Suomessa kova buumi kotarakentamiseen ja eräs kotavalmistaja halusi, että kotaan suunniteltaisiin tarpeeseen sopiva grilli. Näin lähti Polar Grillin tarina käyntiin ja nykyisin säännöllistä vientiä on Pohjoismaihin, Saksaan, Iso-Britanniaan, Hollantiin, Kanadaan ja Venäjälle”, Saukko sanoo.
Kerralla pitkälle: toistuvissa sarjoissa, joissa laadun täytyy olla tasaista, robotit ovat erittäin paikallaan, toteaa Markus Saukko.
Automaation etuja tuotannossa
Viime vuosina Polar Metalli on kehittänyt laajentanut ja kehittänyt tuotantoaan melkoisin loikin. Omien tuotteiden valmistuksen lisäksi pari viime vuosikymmentä Keminmaalla toimineen Polar Metallin palettiin kuuluu mittavaa alihankintaa ja sopimusvalmistusta.
”Aloimme myymään alihankintaa ja sopimusvalmistusta vuonna 2008 lisääntyneen ja laajentuneen kapasiteetin myötä. Omat tuotteet tuovat nyt 44% liikevaihdosta ja loput tulee alihankinnasta ja sopimusvalmistuksesta. Yrityksen markkinat ovat pääasiassa kotimaassa, viennin osuus liikevaihdosta on kuitenkin 27%, ja se tulee lähinnä omien tuotteiden kautta.”
Toiminnan laajentuessa talon toimintamalleja ja prosesseja on uudistettu.
”Viime vuonna päivitimme ja yhtenäistimme suunnitteluohjelmistot. Kimmoke siihen lähti aikaisemman toimittajan lisensoinnin muutoksesta ja päädyimme käyttämään Solid Edgeä. Päivitimme myös TruTops ohjelmiston TruTops Boostiin, jolla saimme joustavuutta ja nopeutta nestaukseen ja lisänä myös särmäyksen etäohjelmoinnin.”
Vuosi sitten yritys myös lisäsi konekantaansa plasmaleikkurilla paksumpien levyjen leikkaustarpeita varten. Lisäksi automaation osuus Polar Metallin tuotannossa on kasvanut tasaisesti.
”Robotteja meillä on ollut tuotannossa vuodesta 2004 lähtien ja niihin olemme investoineet enenevästi viime vuosina. Toistuvissa sarjoissa, joissa laadun täytyy olla tasaista, robotit ovat erittäin paikallaan.
”Robottien avulla olemme pystyneet myös paremmin vastaamaan kysynnän heilahteluihin, jotka aiemmin olivat merkittävä haaste”, Saukko sanoo.
Uusi kolmirobottinen tuotantosolu sijoittuu Polar Metallilla grillien valmistukseen. Solu taivuttaa, hitsaa ja kokoaa grillit särmätyistä kappaleista kerralla valmiiksi jälkikäsittelyyn ja maalaukseen toimittaviksi.
Uusi kolmen robotin solu
Myös Polar Metallin uusin tuotannon kehityshanke liittyy nyt automaatioon ja erityisesti talon oman nimituotteen eli Polar Grillien tuotantoon.
Yritys korvasi aiemmin grillien valmistuksessa käytetyn hitsausrobotin uudella Suomen edustajan MTC Flextekin toimittamalla kolmen Fanuc-robotin solulla, joka yhdistettiin edelleen kuljettimella käytössä olevaan särmäyssoluun.
Keskeinen etu tuotannossa on, että uusi solu tekee grillin kerralla huomattavasti aiempaa ratkaisua pidemmälle, eli särmätyistä kappaleista kerralla valmiiksi toimittavaksi solulta suoraan pintakäsittelyyn ja maalaukseen
”Soluun syötetään robotilla särmättyjä osia kuljettimen kautta ja solussa taivutellaan kevennetyt osat muotoonsa ja hitsataan saumat kiinni. Robotit myös lisäävät grillin tulipesään eri komponentteja paikalleen sen jälkeen, kun itse tulipesä on saanut muotonsa. Lopulta tulipesät pinotaan lavoille, josta ne jatkavat matkaansa raekuulapuhalluksen kautta maalaamoon”, Saukko sanoo.
Uuden solun myötä tuotanto saatiin Saukon mukaan tehostumaan merkittävästi. Tärkeää oli saada kokoonpano prosessiin niputettua useita työvaiheita.
”Edut liittyvät läpimenoajan huomattavaan lyhentämiseen, laadun parantamiseen sekä tilansäästöön. Näihin teemoihin solu on tehokas ratkaisu.”
Vientituote. Polar Grillit kuuluvat Polar Metallin päätuotteisiin, ja niitä toimitetaan Suomen markkinoiden lisäksi vientiin, säännöllisesti mm. Pohjoismaihin, Saksaan, Iso-Britanniaan, Hollantiin, Kanadaan ja Venäjälle.
Kestävää kasvua jatkossakin
Automaatioinvestointi liittyy myös suoraan yrityksen pitkän aikavälin kehityslinjauksiin.
Töitä on talossa runsaasti ja siihen uusi automaatioratkaisu vastaa omalla tavallaan.
”Koronan takia tuli aluksi tuli notkahdus myyntiin, mutta sen jälkeen myynti on vain kasvanut oikeastaan jokaisella alueella. Nykyisissä asiakkaissa on ollut kasvua, mutta lisäksi olemme saaneet varsin sopivasti myös uusia asiakkaita. Myyntiä on jouduttu jopa laittamaan tauolle ja koko korona-aikana uusasiakashankintaa ei ole tehty juuri ollenkaan. Osasyynä myynnin jarrutukselle on ollut myös viime vuonna toteutettu organisaatiomuutos, joka on ollut pakko tehdä, jotta pystymme vastaamaan kysyntään tulevaisuudessakin.”
Jatkossakin yritys pyrkii kannattavaan kasvuun, minkä eteen on töitä tehty pidemmän aikaa.
”Olemme selvästi valmiimpia uusiin haasteisiin nyt kuin vielä pari vuotta takaperin. Mahdollisuuksina näemme edelleen laajan tarjonnan. Meillä on useampia asiakkuuksia, joissa näemme paljon kasvumahdollisuuksia, ja samalla meillä ovat entistä paremmat valmiudet palvella myös uusia asiakkaita. Niihin yksi vastaus ovat robottisolut, tämä uusi mukaan lukien, joilla pystymme palvelemaan nyt myös uusia asiakkaita, joilla on tarpeita toistuville sarjoille”, Markus Saukko sanoo.
Polar Metallin lähiaikojen tavoitteena on Saukon mukaan myös saada ISO 9001 sertifiointi voimaan tänä keväänä. Polar Metallin henkilöstömäärä on kasvanut viime aikoina tasaisesti, tällä hetkellä yritys työllistää 42 henkilöä.
Rensi vahvistaa G-Weiken kone- ja laitetarjontaansa. G-Weiken leikkaavat kuitulaserit ovat olleet ohjelmassa jo jonkin aikaa, nyt tarjonta laajenee kuitulaserpohjaisiin käsihitsauslaitteisiin ja laserpuhdistuksen laitteisiin.
Rensin ohjelmaan kuuluvat mm. G-Weiken kuitulaserit, Surfcam-ohjelmistot sekä myös muovi-, puu-, alumiinikoneet, mittakoneet ja 3D skannerit. Rensi tekee myös mittauspalveluja sekä asiakkaalla että omissa tiloissaan Klaukkalassa. Nyt talon G-Weike-tarjonta vahvistuukiinalaisvalmistajankuitulaserpohjaisilla käsihitsauslaitteilla ja laserpuhdistuksen laitteilla.
Kuitulaser-käsihitsauslaitteet
Laser on laite, joka tuottaa koherenttia valoa, missä kaikki valoaallot ovat saman pituisia ja värähtelevät samassa suunnassa ja samalla taajuudella. Tämä on mahdollista säteilyn stimuloidun emission avulla. siinä valo vahvistuu siten, että valon ohittama atomin elektroni siirtyy alempaan viritystilaan, ja lähettää valokvantin samaan suuntaan kuin ohittava valonsäde. Näin valonsäde vahvistuu.
Ensimmäinen laser kehitettiin Yhdysvalloissa vuonna 1960. Laseria käytetään teollisuudessa mm. leikkauksessa ja hitsauksessa. Sotilaskäyttöisiä lasereita on etäisyysmittauksessa ja kohteen valaisussa, lääketieteessä laseria käytetään muun muassa kirurgisiin tarkoituksiin.
Kuitulaserhitsauksen edut.
Sovellutuksena käsikuitulaserhitsaus on vahvistanut asemiaan viime aikoina ohutseinämäisten ja tarkkojen kappaleiden hitsauksessa sekä teknisten parannusten että laskeneiden hankintahintojen vuoksi vaihtoehtona perinteiselle Argon-hitsaukselle.
Rensi tarjoaa käsilaserhitsauslaitteistoa 1000W-2000 W CE-merkityllä Raycus -lähteellä, joka kykenee nopeaan ohuen ruostumattoman, galvanoidun ja hiiliteräksen hitsaukseen. Vakiovarusteena olevan langansyöttölaitteen avulla myös 3-4 mm hiiliteräksen pienasaumat syntyvät nopeasti.
Perinteiseen verrattuna kuitulaserhitsaus on 2-10 kertaa nopeampi ohuen ruostumattoman hitsauksessa, etuja ovat myös pieni lämmöntuotto ja pienet muodonmuutokset. Myöskään hitsisauman jälkikäsittelyä ei tarvitse tehdä ruostumattomassa teräksessä. G-Weikessa swing-hitsaus sallii väljemmän railon käytön, eli railo voi olla isompi.
G-Weiken kädessä pidettävä kuitulaserhitsauskone käyttää uusimman sukupolven kuitulaseria, jotta saavutetaan samanaikainen monikuituinen lähtö. Perinteiseen kovaan optiseen ulostulo järjestelmään verrattuna koneyksikkö tarjoaa edellytykset tarkemmalle hitsaukselle.
Sen etuna on myös yksinkertainen käyttö, kaunis hitsisauma, suuri hitsausnopeus eikä lisäaineita. Sillä voidaan hitsata metallimateriaaleihin, kuten ohut ruostumaton teräslevy, teräslevy ja sinkitty levy, ja se korvaa täydellisesti perinteisen argonhitsauksen, kaarihitsauksen, sähköhitsauksen ja muut prosessit.
Kädessä pidettävää laserhitsauskonetta voidaan käyttää laajalti monimutkaisissa ja epäsäännöllisissä hitsausprosesseissa kuten keittiön kaapissa, porrashississä, hyllyissä, uuneissa, ruostumattomasta teräksestä valmistetuissa ovi- ja ikkunakaiteissa, jakelulaatikoissa ja ruostumattomasta teräksestä valmistetuissa kodeissa. Käsihitsauslaitteella voidaan myös leikata.
Laserpuhdistuskone
Laserpuhdistus
Samoista syistä kuin laserhitsaus myös laserpuhdistus on nyt ajankohtainen asia, teknologia on kehittynyt ja kustannustehokkuus parantunut. Laserpuhdistuskone voi poistaa eri kohteiden pinnan hartsin, maalin, öljysaasteet, tahrat, lian, ruosteen ja oksidipinnoitteet ja sitä voidaan käyttää teollisuudessa laajasti.
Laser tuo puhdistukseen uusia mahdollisuuksia, koska esimerkiksi ruosteisia tarkkoja laakeripintoja pystytään puhdistamaan sen myötä ilman kulumia. Näin ollen laserpuhdistuksella voidaan pelastaa käyttökuntoon sellaisia kappaleita, joissa ei ole enää työstövaraa.
Laserpuhdistus on myös nopea menetelmä, useimmiten tuotantotilaan on vain pystytettävä Rensin lasersuojaverho puhdistustyön ajaksi, eikä jälkisiivousta yleensä tarvita lainkaan.
Laserpuhdistus on oiva menetelmä myös rakennusten kivipintojen puhdistuksessa ja varteenotettava menetelmä on myös vanhojen kohteiden entislinnissä poistettaessa varovasti maali ja korjauspinnoitteita.
Laserpuhdistuskoneen käyttö
Käytössä G-Weike laserpuhdistuskone on ympäristöystävällinen vaihtoehto, se saa pinnan lian, ruosteen tai pinnoitteen haihtumaan tai kuoriutumaan pois ja poistaa tehokkaasti suurella nopeudella puhdistuskohteen pintatartunnan tai pintapinnoitteen.
Laserpuhdistuskone on myös helppo asentaa ja ohjata ja se on laajalti sovellettavissa eri aloilla, seikka, joka voi tehokkaasti vähentää ylläpitokustannuksia ja parantaa teollisuuden puhdistusvaikutusta. Koneessa ei myöskään käytetä kemiallista puhdistusainetta, mikä välttää kemiallisen korroosion aiheuttamat materiaalivauriot.
Perinteiseen puhallukseen verrattuna puhdistaminen laserilla tarjoaa hiljaisen, puhtaan ja pölyttömän ympäristön mikä helpottaa työtä sekä ennen, työn aikana, että prosessin jälkeen.
Laserpuhdistuskone voi puhdistaa erittäin herkkiä materiaalipintoja, kuten alumiinia, hiiltä, ruostumatonta terästä, hiilikuituvahvisteista polymeeriä tai päällystettyä materiaalia vahingoittamatta materiaaleja ja lasertyöstää materiaalin pintaa sen karhentamiseksi ja siten tulevan sidoksen lujuuden lisäämiseksi. Kuitulaserpuhdistuskoneen joustavuus mahdollistaa sen käytön useilla teollisuudenaloilla, laserpuhdistuskoneen joustavuus mahdollistaa sen soveltamisen kaikenlaisiin töihin, ja laserpuhdistuksen kustannukset ovat vain 1/5. kemiallisesta puhdistuksesta.