Prima Power esittelee EuroBLECH tapahtumassa useita automatisoituja, integroituja ja digitalisoituja ohutlevyn valmistusratkaisuja.
PSBB ja uusi Shear Brilliance
EuroBLECH-messuilla esillä on automatisoitu valmistuslinja PSBB, mikä yhdistää lävistys-, leikkaus-, puskurointi- ja taivutusprosessit yhdeksi ratkaisuksi. Siinä mukana on uusi aiempaa laajemmalla työalueella varustettu kolmannen sukupolven Shear Brilliance sekä uusin versio EBe-taivutusautomaatista.
Lävistys- ja leikkausjärjestelmä Shear Brilliance hyödyntää komposiittimateriaaleja, servosähköteknologiaa ja lineaarikäyttöjä, ja tarjoaa siten vahvaa suorituskykyä ja tuottavuutta monipuolisessa ja joustavassa käytössä. PSBB-sarjaan kuuluu myös EBe2720, täysautomaattinen servosähköinen paneelintaivutin varustettuna PCD-keräily- ja keskityslaitteella ja monitoimipöydällä.
PSBB
Laser Genius+, PSR 2D ja Combo Tower Laser
Joustavaan automaattiseen laserleikkaukseen Prima Power esittelee messuilla Laser Genius+:n Combo Tower Laser -varastojärjestelmällä ja PSR 2D -keräily- ja pinoamisrobotilla.
Laser Genius+ on ”plug & play” -kone, missä on mukana kaksi 24 tuuman Full HD -näyttöä ja 4K-videokameran vakiona, integroidut ohjelmistomoduulit, jotka yksinkertaistavat prosesseja, sekä uusia antureita ja tekoälyalgoritmeja edistyneisiin valvonta- ja prosessinhallintatoimintoihin.
Laser Genius+ voidaan liittää laajaan valikoimaan Prima Power -automaatiojärjestelmiä. Hannoverissa se on varustettu älykkäällä poiminta- ja pinoamisrobotilla PSR 2D, jolla on korkea pinoamistarkkuus ja minimaaliset pinoamisvälit, mikä mahdollistaa pinoamisalueen optimaalisen käytön automaattisesti. Varastoratkaisu kokonaisuudessa on Combo Tower.
eP Genius 1030
eP Genius 1030
EuroBLECHissä on mukana myös joustava taivutusratkaisu eP Genius 1030, mikä integroi servotoimisen eP-1030 särmäyspuristimen ja automaattisen työkaluvaraston samaan kokonaisuuteen.
Puristusvoimaa on 105 tonnia, työkalumakasiinissa on 32 metriä työkaluja 8 työkalupitimessä, jotka liikkuvat 3 akselilla. Pyörivä revolveri lisää työstömahdollisuuksia. Uusimman sukupolven käyttöliittymä mahdollistaa kappaleen ohjelmoinnin intuitiivisesti sekä koneella että offline-tilassa sekä koneen asetusten automaattisen hallinnan.
Mukana Prima Powerin osastolla on myös älykkään valmistuksen ratkaisuja tuotannon hallintaan, valvontaan ja koneen ohjelmointiin. Messuilla tuodaan markkinoille useita uusia tuotteita, jotka lisäävät ohjelmoinnin tehokkuutta, yksinkertaistavat valvontaa ja helpottavat kustannusten hallintaa.
Automaatio- ja järjestelmäratkaisut olivat keskiössä Prima Powerin Teknologiapäivässä Seinäjoella syyskuun lopulla. Järjestelmät esiteltiin paikan päällä livenä täydessä toiminnassa.
Prima Power on pitänyt Teknologiatapahtumia säännöllisesti, mutta parina viime vuonna tapahtumat pidettiin verkossa. Nyt päästiin taas tehtaalle.
Teknologiapäivä Seinäjoella. Aki Ojanen toivotti vieraat tervetulleeksi.
”Yli 100 henkilöä on ilmoittautunut mukaan. Pandemia-ajan helpotettua käytännön tapahtumat kiinnostavat. Esittelemme Seinäjoen tarjontaamme koko paletilla”, kertoi tapahtumassa myyntijohtaja Aki Ojanen.
Mahdollisuuksia tuotannon tehostamiseen
Ohjelmistopuolen esittelyllä aloitettiin, ja kokonaisvaltaiseksi kasvanut Tulus-kokonaisuus oli keskiössä. Tulus on paketti sujuvaan tuotantoon tarjouskyselyistä työmääräimiin, tuotannon suunnitteluun, tuotannon kuormitukseen ja toteutukseen, ja analytiikkaan saakka, painotti kokonaisuutta briifannut Martti Väisänen.
Automaattinen varastojärjestelmä Night Train Brilliance esiteltiin yhdessä Combi Genius -solun ja PSBB-linjan kanssa.
Tuttu asia on, että automaation avulla voidaan nostaa sujuvasti kapasiteettia ja vähentää manuaalisia työvaiheita tuotannossa. Tästä näkökulmasta Lauri Nevala keskittyi 2D-laserautomaation mahdollisuuksiin Laser Genius+ -koneen kautta. Myös uudet optiot mm. leikkauspöydän puhdistukseen sekä pinontaan ja poimintaan olivat tarkastelussa. Lauri Nevala esitteli myös muut järjestelmäratkaisut, mm. moniin tarpeisiin muuntuvat PSBB ja LPBB-kokonaisuudet, sekä varastoratkaisut, kuten Fast Loading Storage, Combo Tower ja Night Train. Automatiikka avittaa ja tehostaa valmistusta aihiosta valmiiksi tuotteeksi saakka.
Marko Piirto esitteli talon kokonaisuudessaan sähköservotoimista lävistys- ja leikkauskonetarjontaa sekä lävistys-/laserleikkaus-yhdistelmäratkaisuja. Jokaiselle on sektorinsa: lävistyskoneella on tehokasta toteuttaa erilaiset pienemmät aukotukset ja muovaukset, kulmaleikkurilla suorat linjat, ja teknologioita yhdistävillä laser-combikoneilla moninaiset kompleksiset ja kaarevat muodot, totesi Piirto.
Tuotantoa. Myös tehdaskierrokset kuuluivat jälleen Teknologiapäivän ohjelmaan.
Järjestelmät toiminnassa näyttelytilassa
Odotettu osuus Seinäjoen tapahtumassa olivat tehtaan näyttelytilan järjestelmien liveajot. Toiminnassa demo-osuudessa nähtiin:
– 2D-laserleikkauskone Laser Genius+ (10 kW), mihin oli liitetty pinontarobotti PSR 2D sekä tornivarasto Combo Tower Laser.
-Lävistys-/laserleikkaus-yhdistelmäkone Combi Genius 1530 yhdessä lastaus-/pinontarobotti LSR:n kanssa
-Automaattinen varastojärjestelmä Night Train Brilliance, mihin oli liitetty Combi Genius -solu ja PSBB-linja.
Myös tehdaskierrokset kuuluivat jälleen Teknologiapäivän ohjelmaan. Tuotanto Seinäjoella käy korkein kierroksin.
”Tilauksia on kauas ensi vuoteen, mutta komponenttipula tuo haasteita toimituksiin. Toimitusajat venyvät”, tiivisti Aki Ojanen tuotannon tilannetta.
Kari Harju
Seinäjoen tehtaalle saapui lähes 40 kansainvälistä asiakasta tutustumaan Prima Powerin järjestelmiin ja automaatioratkaisuihin. Kaukaisimmat vieraat olivat Malesiasta, Vietnamista ja Saudi-Arabiasta.
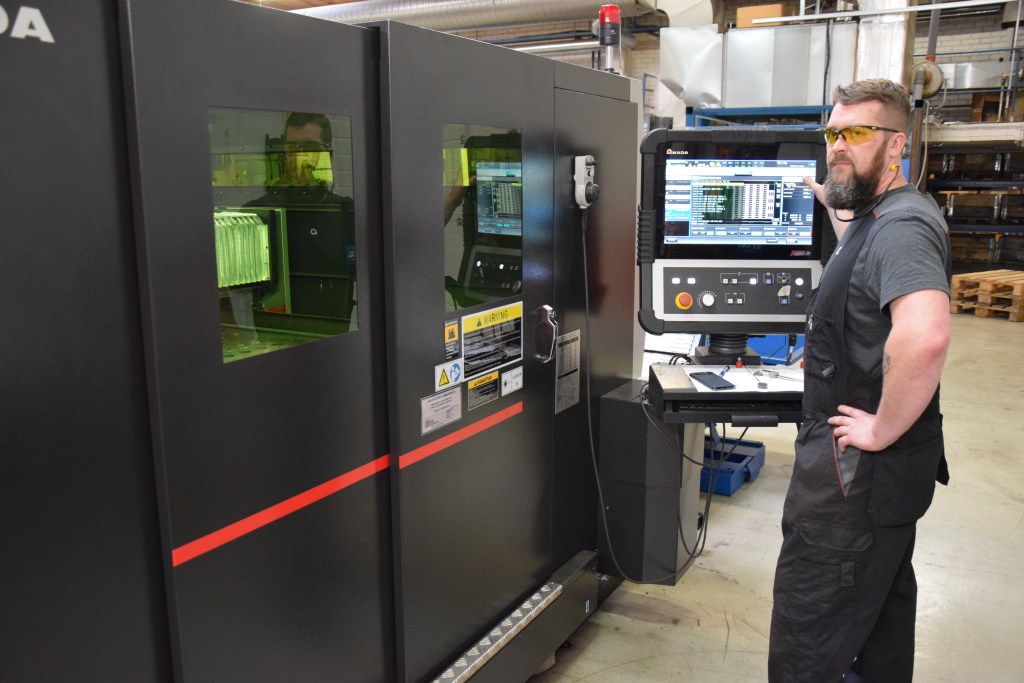
FB Ketjutekniikka Oy muokkaa tuotantoaan tehtaallaan Raumalla. Amada Ensis AJ-kuitulaser+ASF II EU-varasto siirtää ketjuissa tarvittavien sivulevyjen tuotannon nopeuden ja joustavuuden kertaheitolla nykypäivään.
FB Ketjutekniikan tuotteita ovat kuljetinketjut, joita valmistetaan ketjuilla tapahtuvaan materiaalinsiirtoon liittyen ja varustellaan eri teollisuuden aloille asiakkaille kustomoituina. Ketjujen käyttäjinä puu- ja paperiteollisuus on keskeistä asiakaskuntaa.
Tuottavuutta leikkaustöihin. Koneen vierellä Sami Stenfors ja Toni Heino.
Nyt noin 65 henkilöä Rauman Lapissa työllistävä FB Ketjutekniikka Oy, joka myös sivutoiminimellään FB Ketju tunnetaan, on osa FB Groupia, jonka omistaa Tukholman pörssissä noteerattu Addtech AB. Rauman Lapissa tuotannon juuret kulkeutuvat aina vuoteen 1945 ja Ammus Oy ja Lönnström Oy-nimisiin yhtiöihin, Addtech osti aikanaan Suomen Ketjutekniikaksi muuntuneen yrityksen vuosituhannen vaihteessa.
FB Group muodostuu kuudesta itsenäisestä sisaryrityksestä, jotka sijaitsevat eri puolilla Eurooppaa
Lapissa tehdyt kuljetinketjut suuntaavat vahvasti maailmalle, lähes 80 prosenttia tuotteista lähtee Suomen ulkopuolelle.
Kuljetinketjuja maailmalle, eri kokoisia ja näköisiä asiakkaalle räätälöitynä. Kuvan paketti on aloittamassa matkaansa asiakkaalle Indonesiaan.
Sivulevyt tarkkuustyönä
Ketjua lähtee Lapin tehtaalta asiakkaille vuosittain 250-300 kilometriä.
Materiaalien osalta käytössä ovat tarkoin valitut karkaistut teräkset, jotka voidaan myös kierrättää. Lastut ja hukkateräs kerätään talteen ja kierrätetään palauttamalla se uudelleen terästehtaan raaka-aineeksi.
”Yhteistyö asiakkaiden kanssa, tasokkaat materiaalit, kova osaaminen sekä asiallinen tuotantoteknologia hitsauksessa, koneistuksessa ja kokoonpanossakin mahdollistavat asialliset ja kestävät tuotteet”, kertoo tuotantopäällikkö Sami Stenfors.
Kun ketjujen valmistuksesta puhutaan, tarkkuus on kriittinen elementti. Toisaalta, kuten muuallakin, valmistuksen tulisi olla myös tehokasta.
Yksi viimeaikojen iso loikka FB Ketjutekniikan tuotannossa liittyi kuljetinketjuissa tarvittavien sivulevyjen valmistukseen ja niiden tuotannon olennaiseen tehostamiseen.
”Sivulevyt ovat ketjukomponenttien olennaiset osat ja ne on meillä perinteisesti tehty lattaraudasta lävistämällä, minkä etuna on tarkka ja suora lävistys tapin ja holkin rei’ille ja siten tiivis puristussovite tapille ja holkille sivulevyihin.
Toisaalta haasteensakin menetelmällä on ollut, erityisesti tuottavuuden näkökulmasta.
Amada Ensis AJ tehostaa tuotantoa FB Ketjutekniikalla Rauman Lapissa. Koneella leikkaa Toni Heino.
”Jokaiselle reiälle on lävistyksessä oltava oma työkalunsa. Jos reiän koko muuttuu vaikkapa vain kymmenosamillimetrin, pistin ja tyyny hiotaan sen mukaan. Sen myötä asetustenvaihto vie aikaa, tunninkin. Se on tuotannollisesti melkoinen hidaste vaihtelevassa ja asiakaskohtaisessa tuotannossa, millaista tekemisemme on”, Stenfors kertoo.
Tehokkuusloikka tuotantoon
Sivulevyjen tuotanto muuttui olennaisesti Lapin tehtaalla nyt hiljattain, kun yritys löysi ennakkomietteidensä vastaisesti yllättäen nykypäivän lasertekniikasta tähän päivään paremmin sopivan ja tehokkaan ratkaisun sivulevyjen tuotantoonsa.
Se siirsi niiden valmistuksen kertaheitolla nykypäivään.
Tuotantotilojen komistuksena ja yrityksen asiakkaiden silmänilona Lapin tiloissa toimii sivulevyjen tuotannossa nyt 6 kW:n leikkaustehoin 1,5x 3 metrin pöytäkoolla varustettu Amadan Ensis.
Kone on samalla yrityksen ensimmäinen laserleikkauskone.
”Sivulevyjen valmistukseen olemme miettineet lävistyksen sijaan leikkausmenetelmää jo pitempään, mutta tutkittujen vaihtoehtojen tarkkuus ei ole riittänyt. Tämä Amadan kone oli kuitenkin tässä mielessä yllätys. Se yllätti ensimmäisen kerran silloin, kun se meille esiteltiin. Kun sitten demoajoissa esittelyssä mainittuihin tarkkuuksiin myös päästiin, alkoi sivulevyjen tuotannon muutosprosessi edetä.”
Ketjujen sivulevyt ja korvakkeet syntyvät uudella koneella tarkasti ja nyt myös huomattavasti aiempaa nopeammin. Leikkaustehoa on 6 kW.
”Vanhaan menetelmään verraten tuotanto koneella on riittävän tarkkaa, mutta samaan aikaan paljon tehokkaampaa. Kun nesti on tehty, nykytekniikalla sen ja leikkausasetusten valinta käyvät parissa minuutissa. On siinä melkoinen ero aiempaan menetelmäämme, aikaa ei enää haaskaannu vaihtoihin ja tuottavuus kasvaa melkoisesti”, Stenfors sanoo.
Kokonaispaketti tuotantoon
Amadan Ensis AJ on vinohammaspyöräakseleilla ja valmistajan omalla kuitulaserresonaattorilla varustettu laserleikkauskone 3-, 6-, 9- ja nyt uutuutena myös 12 kW:n lasertehoin.
Koneen yhteyteen FB Ketjutekniikka hankki ASF II 3015 EU-korkeavaraston. Näin myös miehittämätön ajo onnistuu.
Koneen ominaisuuksiin kuuluu mm. juuri FB Ketjutekniikan arvostama tarkkuus, paikoitustarkkuudeksi toistossa valmistaja ilmoittaa ± 0,01mm.
Säteen tarkkuutta ja hallintaa lisää osaltaan koneen Auto Collimation Unit, työn nopeutta ja laatua Variable Beam Control. Lisäksi pakettiin kuuluu nippu muuta työn tehokkuutta, kunnossapidon helppoutta ja työn valvontaa lisäävää automaatiota. Konetta ohjataan AMNC 3i -ohjauksella.
Lapissa leikataan nyt hapella, mutta paineilma kiinnostaa jatkossa.
Koneen yhteyteen FB Ketjutekniikka hankki ASF II 3015 EU-korkeavaraston ja ylimääräisen purkupöydän. Niiden myötä käy jatkossa myös miehittämätön ajo.
”Kone on meillä ensimmäinen laser, mutta hieno asia oli, että aiemmin meillä lävistystöitä tehnyt kaveri eli Toni Heino Toni kiinnostui uudesta teknologiasta ja on ottanut asioita haltuun. Toki maahantuojan tuki on auttanut asiassa. Olemme päässeet tuotannossa nopeasti liikkeelle. Yhtä hyvää operaattoria laserille kaipaamme Tonin kaveriksi”, Sami Stenfors sanoo.
Kari Harju
FB Ketjutekniikka Oy
perustamisvuosi 1985
Kuljetusketjujen tuotanto, Lappi, Rauma
Osa FB Groupia ja omistajana ruotsalainen pörssiyhtiö Addtech AB
Henkilöstömäärä noin 65
Liikevaihto 12,3 miljoonaa euroa (2022/3)
Laserleikkauskone Amada Ensis AJ 6 kW:n leikkaustehoin+ASF II EU -tornivarasto+purkupöytä
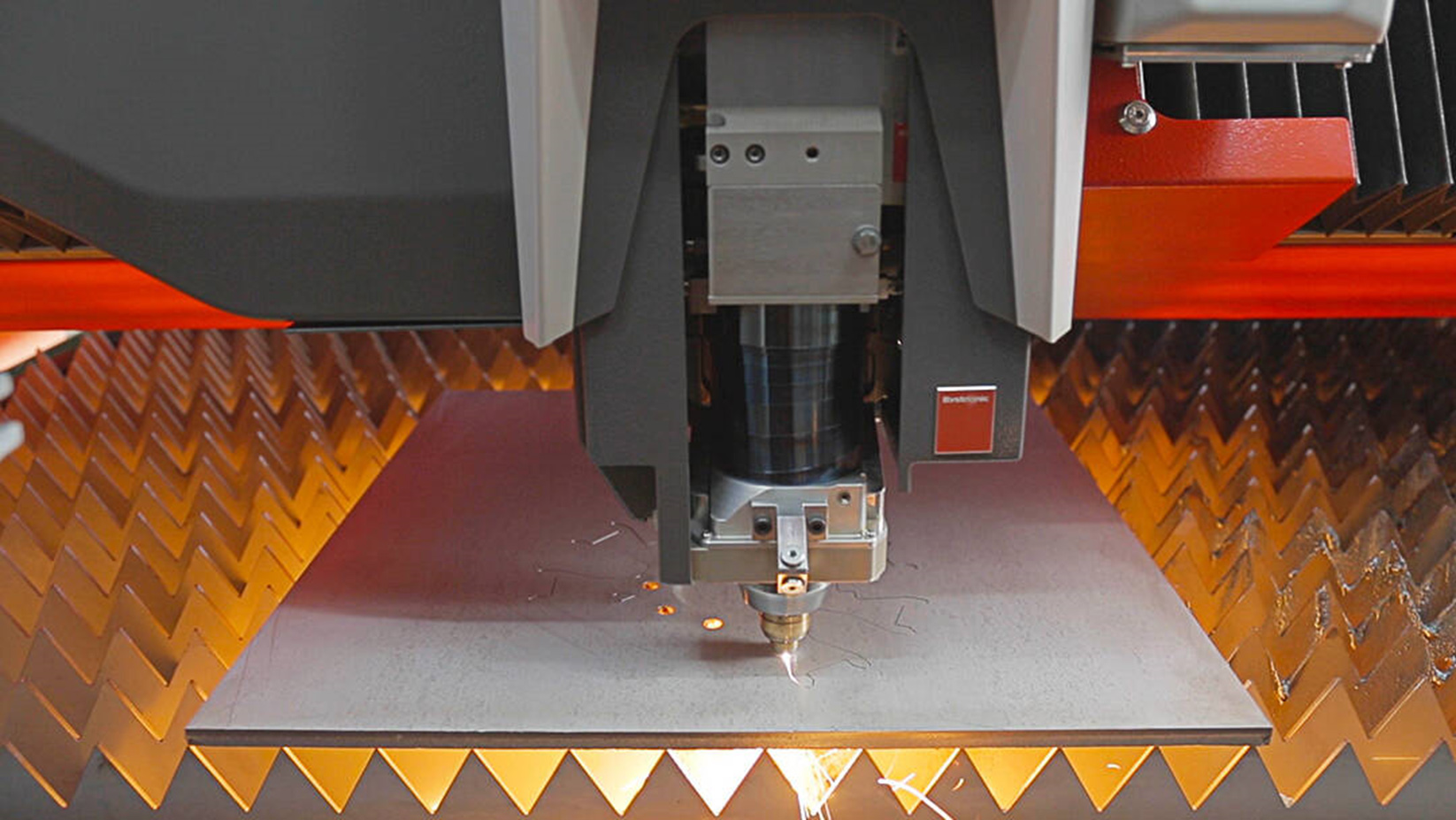
Bystronic on lisännyt kookkaiden levyjen käsittelyyn tarkoitettujen ByCut Smart 6225 -laserleikkauskoneiden tarjontaansa uuden teholuokan. Kone on nyt saatavana myös 12 kilowatin laserteholla.
Enemmän tehoa, nopeampi leikkausprosessi ja siten enemmän osia lyhyemmässä ajassa. Siinä taustaa sille, että myös taloudellisen ByCut Smart-sarjan kone on nyt saatavana myös 12 kW:n tehoin.
Lisävarusteena saatavan BeamShaper-toiminnon myötä koneella voidaan leikata terästä laadukkaasti 30 mm:in vahvuuteen saakka. BeamShaper parantaa leikkuureunojen laatua ja lisää leikkausnopeutta.
Leikkauspituus koneessa on max. 6,2 metriä ja -leveys 2,5 metriä. Suurien levyjen ohella myös monien pienten osien leikkaaminen sujuu koneella Bystronicin mukaan sujuvasti tehokkaan nestausprosessin avulla.
Bystronic-ohjelmiston ByVision Cutting käyttö 21,5-tuumaiselta kosketusnäytöltä sujuu kuin älypuhelimen käyttö, helppokäyttöisyys ja intuitiivinen käyttöliittymä auttavat kokemattomankin käyttäjän hyvin alkuun.
Maksimi paikoitusnopeus akselin suuntaisesti (x, y) koneessa on 100 m/min, ja simultaanisesti 140 m/min. Pöydän vaihtoajaksi Bystronic ilmoittaa 72s. 12 kW:n teholähteen lisäksi valittavissa ovat 3-, 4-, 6-, 8-, 10 kW:n laserit, kokoluokkia ByCut Smarteissa on kolmesta 12 metriin saakka.
Ris-Pert Oy on Tampereella vuodesta 1984 toiminut, vajaat kymmenen henkilöä työllistävä valumalleihin sekä erilaisiin valumuottiratkaisuihin valimo- sekä muoviteollisuuteen ja niiden varusteisiin erikoistunut yritys. Keväällä yritys laajensi Excitech-leikkauskalustoaan kahden uuden koneen myötä.
Omien tuotteiden lisäksi Ris-Pert tekee myös erilaisten tuotteiden alihankintavalmistusta. Omiin tuotteisiin kuuluvat Kovamies Design brändillä valmistettavat ja myytävät jakkarat, pallit sekä erilaiset designkalusteet.
Kovamies Design -kalustesarjasta löytyy valmiita kalustekokonaisuuksia baareihin sekä istuin palleja, puusta valmistettuja koriste-esineitä ja keittiö tarpeistoa. Myöskin ruoan valmistukseen on Kovamies loimulautaa, joulun tarpeisiin kuusenjalkaa ja muita varusteluosia.
”Olemme KOVAN luokan tiimi, joka koostuu puusepistä, mallipuusepistä, pintakäsittelijöistä ja 3D-suunnittelijoista. Kokemuksemme pohjautuu valumallien ja muottien suunnitteluun ja valmistukseen valimo- sekä muoviteollisuuteen.” kertoo Alexander Strakh.
”Toimitilamme sijaitsevat Tampereella Hervannassa ja laitekantamme on modernia. Tällä tiimillä olemme sitoutuneet tuomaan asiakkaille huippuluokan design-tuotteita, jotka ovat suunniteltu ja valmistettu Suomessa” jatkaa tähän Pekka Varttila.
Kovamies-baarijakkara – suomalaista designia
Lisää konkreettista tehokkuutta valmistusvaiheisiin
Ris-Pert Oy on ehtinyt jo miehen ikään, joten tuotekehityksen ja valmistuksen historiaa ja kokemusta on kertynyt työvuosissa vuosikymmeniä. Toisaalta markkinat ovat kasvaneet yhdessä tuotekirjon kanssa ja yrityksellä on ollut selkeä tarve kasvattaa ja tehostaa tuotantoa.
Yritys on varustettu nykyaikaisella ja monipuolisella kone- ja laitekannalla. Konekanta on vahva ja monipuolinen valumallien ja valumuottien valmistukseen sekä myöskin levymäisten kappaleiden valmistukseen. Käytössä on isojen 3x4x1,1m Excitech CNC jyrsinkoneiden lisäksi manuaalikoneet. Laaja materiaalivarasto mahdollistaa myös nopeat toimitukset.
Tasokkaan konekannan myötä työntekijät saavat kattavan ja laadukkaan tekemisen mahdollisuuden eri ympäristöissä. Luonnollisesti yrityksen vetäjät ovat varsin motivoituneita tehtäviinsä.
Yrityksen osaamisessa ja nykyaikaisessa laitekannassa yhdistyy ohjelmisto- ja käsityötaito ja millin tarkka teollinen tuotanto, jolloin pystytään toimittamaan niin pienen kuin suuren asiakkaan haluamat yhteistyöprojektit ja täyttämään vaatimukset eri kehitystöissä.
Mahdollisia ”pullonkaula”kohtia tarkastellessa tuli esiin vanhan koneistuskeskuksen ja iällään CNC routerin vaihtamin, joiden huolto- ja korjauskustannukset olivat kasvaneet logarimisesti. Ris-Pert Oy toiminnan laajentuessa haluttiin vaihtaa vanha koneistuskeskus ja CNC router uuteen CNC-jyrsinteknologiaan.
Samanaikaisesti myös kapasiteetti oli jäämässä vajaatehoiseksi paksuuden ja vauhdin kautta Yksi merkittävä syy uusien koneiden hankintaan oli tuotteiden nopeampi läpäisyaika valmistuksessa. Toisaalta ei ollut tarvetta hankkia kahden aikaisemman 3000x4000x1100 mm kokoista koneita ja vähän yli vuoden käytössä ollut 2000x3000x700 konekin oli hoitamassa tosi isojen mallien tekoa.
Uusien CNC koneiden oikeampi kokoluokka, käyttökulut ja varsinkin huoltokulut ovat niin paljon pienemmät, että pelkästään ne oikeuttivat investoinnin, kertoo Strakh.
Monipuoliset vaatimukset uusille koneille
Hankittavalle järjestelmälle asetettiin monipuoliset vaatimukset varsinkin, kun Ris-Pertillä oli käytössä vanhempia koneita, jotka oli tarkoitus poistaa käytöstä. Valmistuksesta oli kokemusta usean vuoden ajalta ja lista eri vaatimuksista oli laaja ja tarpeet muuttuneet vuosien mittaan.
Uusien koneiden piti pystyä tehokkaasti ja nopeasti leikkaamaan heidän pääsääntöiset tuotteensa materiaalien kirjon ollessa pääsääntöisesti vaihteleva mutta kuitenkin muovia, puuta ja alumiinia. Lainsäädännön, työturvallisuuden ja huoltovarmuuden vaatima täysin teolliseen 24/7 käyttöön tehdyt koneet olivat pakollinen vaatimuskriteeri, jolloin myös pölyn hallinta on helpompaa ja toisaalta haluttiin mahdollisimman vähän tilaa vievä kone 1500x3000mm työalueella.
Kaksi uutta konetta. Excitech-koneiden edessä keskellä Vesa Sirén Rensi ja hänen vieressään vasemmalla Alexander Strakh ja oikealla Pekka Varttila Ris-Pert Oy:stä.
Hankinnassa oli tietenkin huomioitava Ris-Pert liiketoimintaan sopiva hinta sekä maahantuojan tunnettavuus ja huoltokyky. Ris-Pert Oy henkilökunta tunsi Excitech-koneet ja Rensin jo ennestään. Olihan heillä jo ennestään Excitech-koneita ja vuosien mittaan Rensiltä hankittu lukuisa määrä koneita.
Oman kuvionsa koneen toimitukseen toi se, että koneen oli sovittava olemassa oleviin suunnittelujärjestelmiin saumattomasti. Koska käytössä oli jo ennestään Excitech-koneita, olivat järjestelmissä jo valmiina liittymäpinnat eli postprosessorit kyseisille koneille.
Ris-Pert Oy halusi myös täydellisen avaimet käteen -toimituksen asennuksineen ja koulutuksineen. Tiedossa oli jo ennestään, että Rensillä ja sen asennusinsinööreillä oli kokemusta avaimet käteen toimituksista.
Satsaus tulevaisuuteen
Toukokuussa asennetut 2 kpl Excitech 3000x1500x400 koneet imupöydällä varustettuna ovat iso tekijä, kun lähdetään hakemaan lisää partnereita teollisuudesta. Investoinnin avulla pystymme tarjoamaan tulevaisuudessa hieman laajempaa tuotevalikoimaa, sekä tehostamaan toiminnanlaatua entisestään, toteavat Strakh ja Varttila. Uusissa koneissa on digitaaliset servot ja Bus-väyläohjaus, sekä saksalaiset suljetun telaketjun kaapeloinnit. Nämä ominaisuudet vähentävät huoltokustannuksia ja lisäämään koneistusvauhtia tulevaisuudessa toteavat he myöskin.
Alkukokemusten jälkeen olemme olleet tyytyväisiä hankintaamme ja sen tuomaan valmistusmahdollisuuksien lisäykseen tuotteidemme tekemisessä ja voimme katsoa eteenpäin positiivisin mielin, onhan meillä nyt hyvä valmistuksen konekanta viidellä Excitech-koneella” tuumasivat Alexander Strakh ja Pekka Varttila.
Forssan LVI-Valmiste Oy jatkaa automaation lisäämistä tuotannossaan. Uusi Amadan EML-2515 AJ -yhdistelmäkone ASR-levynkäsittelyautomaatiolla lisää tuotannon joustavuutta ja vähentää läpivientiaikoja, mutta vie tilaa pajan lattialla suhteellisen vähän.
LVI-alan asennuksia ja ohutlevykomponenttien alihankintaa: Forssan LVI-Valmiste Oy aloitti LVI-asennustalona, mutta jo pitkään talo on tunnettu myös levykappaleiden valmistajana.
Monipuolinen, mutta samalla kooltaan kompakti Amadan EML 2515 AJ -yhdistelmäkone ASR 3015 PR -levynkäsittelyautomaatiolla asennettiin Forssan LVI-Valmisteen käyttöön toukokuussa.
Alihankintatyöt yrityksessä käynnistyivät aikanaan asiakkaiden toiveiden pohjalta, ja siitä on vuosien mittaan kehittynyt oiva tekijä tasoittamaan rakennusalan kausivaihteluita.
Levykomponenttien alihankinta on tänään isoin osa yrityksen toimintaa, kaksi kolmannesta.
Forssan LVI-Valmiste palvelee mm. rakennus- ja sähköteollisuutta mm. ilmanvaihdon ja sähkötekniikan alueella. Asiakkaiden kautta toimintakenttä on koko Skandinavian alue.
Visuaalista: toimintojen valvonta sujuu screeneiltä. Ohjauksella tuotantopäällikkö Mikko Syrjälä.
Tuotteet ovat muodoiltaan ja jalostuksen asteeltaan hyvin erilaisia, perusleikkeistä monipuolisiin kokonaisuuksiin”, sanoo toimitusjohtaja Mika Lehtonen.
Asiakkaitaan talo palvelee monimuotoisesti, valmistuksen lisäksi tarjolla ovat monet suunnittelun ja mallinnuksen toiminnot.
Kasvua automaatiolla
Forssan LVI-Valmiste toimii noin 45 henkilön työpanoksella ja tekee 7,1 miljoonan (2021) liikevaihtoa. Alihankintatuotanto toimii sujuvasti, laserilla sekä levytyökeskuksella leikataan, särmäyspuristimilla jalostetaan.
”Sarjat ovat tyypillisesti pieniä, ja niiden valmistuksessa lasertekniikka toimii tunnetusti hyvin.
Sen myötä pienet sarjakoot ja moninaiset, myös vaativat muodot saadaan toteutettua kustannustehokkaasti.”
Töitä on runsaasti, yritys on mitannut kasvua viime vuosina ja näkymätkin ovat eteenpäinkin hyvät, mutta henkilöstöä tasossa voisi olla jonkin verran enemmänkin. Monien muiden yritysten tavoin haasteita väen riittävyyden suhteen on.
Kone leikkaa paineilmalla. Paineilmakompressori on kätevän kokoinen.
”Henkilöstön riittävyys on selkeä kasvun este, pientä pulaa porukasta on koko ajan. Pitkän linjan ammattilasia poistuu työmarkkinoilta ja toisaalta uusia ammattilaisia valmistuu nykyisellään liian vähän kysyntään nähden ja se aiheuttaa niukkuutta henkilöstömarkkinoilla”, Lehtonen sanoo.
Mahdollisuuksia kasvuun tarjoaa kuitenkin mm. satsaaminen uuteen teknologiaan.
Valmistustekniikkaansa Forssan LVI-Valmiste onkin viime vuosina kehittänyt notkeasti eteenpäin tehokkuuden ja tuottavuuden näkökulmasta, parisen vuotta sitten yritys hankki särmäystöitään tehostamaan uuden sukupolven HG ATC-särmäyspuristinmallin, missä työkalunvaihto on kokonaan automatisoitu. Automatisoitu työkalunvaihto on tapa lisätä töiden sujuvuutta ja samalla helpottaa raskasta työkalunkäsittelyä.
Automaatiota yrityksen toiminnoissa lisää nyt jälleen uusi laajennus, sillä uusi yksikkö, laserleikkauksen ja lävistyksen yhdistävä Amada EML 2515 AJ -automaatiolaitteilla varustettuna on aloittanut keväällä toimintansa Forssassa.
Leikattuja kappaleita. Paineilmaleikkauksen etuja ovat on taloudellisuus ja tasokas leikkauslaatu.
Tehokas yhdistelmä, kompakti lattiatila
Yhdistelmäkoneessa on Amadan 3 kW AJ kuitulaserlähde ja lävistys toteutetaan servomoottoritekniikalla. Koneella päästään 6 mm:iin materiaalipaksuuksiin, ja koneessa on mukana vakiona mm. nelipaikkainen suuttimenvaihtoautomaatti ja Punching&Forming -muokkaus, mikä mahdollistaa alapuolelta suuntaavan korkeiden muotojen toteutuksen aina 22 mm korkeuteen saakka.
”Yhdistelmäkone mahdollistaa sujuvasti monet asiat yhdessä yksikössä, kuten laserleikattuihin kappaleihin kierteiden ja muotojen tekemisen. Se vähentää työvaiheita ja nopeuttaa tuotantoa olennaisesti”, Mika Lehtonen sanoo.
”Kuitulaser teknologiana säästää energiaa yllättävänkin paljon aiempaan menetelmäämme eli CO2-leikkaukseen verrattuna. Lisäksi koneen taloudellisuutta lisää se, että se leikkaa paineilmalla. Sen etuna on laadukas jälki, mutta vähäiset kulut. Typpisäiliötä meillä ei ole ollenkaan.”, Lehtonen sanoo.
Nykyajan tuotannoissa automatiikka on usein yhä keskeisemmässä osassa myös levyn- ja kappaleenkäsittelyn toimintojen osalta. Näin myös Forssan EML:n yhteydessä.
Yhdistelmäkone automaatiolla vähentää työvaiheita ja nopeuttaa tuotantoa olennaisesti, toimitusjohtaja Mika Lehtonen sanoo.
Kone on varustettu ASR 3015 PR-varastojärjestelmällä, mikä mahdollistaa koneella pitkät miehittämättömät ajot ja kapasiteetin pitkälle automaattisen tuotannon avulla. Järjestelmä on suunniteltu siten, että levyjen ja aihioiden lataus ja purku tapahtuvat tornista torniin eli järjestelmän takaosassa.
”Se säästää tilaa metrejä koneen etupuolelta, ja sitä arvostimme erityisesti. Koko oli yksi iso tekijä tämän järjestelmän valinnan osalta, toki muiden ominaisuksien lisäksi. Kompaktius mahdollisti sen, että kone saatiin ylipäänsä tänne tilaamme sopimaan”, sanoo Mika Lehtonen.
ASR-järjestelmä Forssassa on 6-paikkainen. ASR 3015 PR -järjestelmällä varustettu EML 2515 AJ toimitettiin Forssaan toukokuussa.
Levytyökone- ja teollisuuslaservalmistaja Trumpf ja sähköakkujen akkukennojen valmistaja Cellforce Group ovat solmineet sopimuksen strategisesta kumppanuudesta.
Trumpf-laserjärjestelmiä tullaan jatkossa käyttämään Cellforcella suurtehoisten litium-ionikennojen valmistukseen
Cellforce Group GmbH on Porsche AG:n ja Customshells Holding GmbH:n yhteisyritys.
Trumpf toimittaa jo nyt laserjärjestelmiä Cellforcelle korkean suorituskyvyn akkukennojen tuotantoa varten, joita käytetään koelaitoksessa.
Reutlingenin lähellä rakenteilla olevan uuden suurtehoisten litium-ionikennojen tuotantolaitoksen on tarkoitus ottaa käyttöön vuonna 2024, ja sen alkukapasiteetti on vähintään 100 MWh vuodessa. Se vastaa yritysten mukaan noin 1 000 ajoneuvon korkean suorituskyvyn akkukennoja.
Laserjärjestelmät ovat keskeisiä työkaluja akkukennojen valmistuksessa. Trumpf tekee yhteistyötä useiden suurten akkukennovalmistajien kanssa. Viime vuonna yritys ilmoittaa myyneensä yli tuhat laseria käytettäväksi no. sähköajoneuvojen tuotannossa. Akkukennojen tuotannon laserit palvelevat muissa prosessiketjun sovelluksissa, kuten akku- tai sähkömoottorituotannossa.
Bystronic on tuonut markkinoille 20 kW:n teholuokan ByStar Fiber-malleihin. 20 kW:n teho mahdollistaa teräksen ja alumiinin leikkaamisen 50 mm:n paksuuteen saakka.
Uusi teholuokka soveltuu valmistajan mukaan monenlaisiin eri sovelluksiin ohutlevyn jalostusyritysten tuottavuuden ja tehokkuuden kehittämisessä.
20 kW:n teho lisää työnopeutta, siten esimerkiksi leikattaessa paksuudeltaan 4–20 mm rakenneterästä tai jaloteräslevyjä tuottavuus on keskimäärin 40 % parempi 15 kW:n tehoon verrattuna. Lisäksi pistoajat ovat vahvemmilla levyillä lyhyemmät.
20 kW:n tehoin voidaan leikata terästä ja alumiinia 50 mm:n paksuuteen saakka.
Myös materiaalivahvuudet kasvavat, 20 kW:n teho mahdollistaa teräksen ja alumiinin laadukkaan leikkaamisen aina 50 mm:n paksuuteen saakka.
Uudet 20 kW:n tehot ovat Bystronicin mukaan saatavilla malleihin ByStar 3015, 4020, 6225 ja 8025 (levykoot 3000x1500mm, 4000x2000mm, 6200x2500mm ja 8000x2500mm).
Ohjaus koneissa ByVision Cutting -ohjelmistolla 21,5 tuuman kosketusnäytöllä. Lisävarusteisiin kuuluu mm. Parameter Wizard, minkä myötä leikatuille osille voidaan valita nopeasti oikea laatu optimaaliset parametrit määrittämällä.
Eri automaatioratkaisut, kuten lastaus- ja purkujärjestelmät, lajitteluratkaisut ja yksilöllisesti räätälöidyt säilytysjärjestelmät, tukevat korkeaa käyttöastetta ja prosessin luotettavuutta myös miehittämättömän käytön aikana.
Valaistusteknologian alueella pitkän päivätyön tehnyt Teknoware juhlii tänä vuonna toimintansa viiden vuosikymmenen täyttymistä. Ja matka jatkuu, yksi sen siivittäjä jatkossa on Amadan EML 2515-yhdistelmäkone käsittelyautomaatiolla. Se asennettiin käyttöön Lahteen talvella.
Teknoware tekee valaistus- ja sisätilaratkaisuja raideliikenteeseen, linja-autoihin ja erikoisajoneuvoihin sekä kiinteistöjen turvavalaistuksen tarpeisiin.Painopiste on viime aikoina ollut raideliikenteessä sekä kiinteistöjen turvavalaistuksessa ja suuntaus yhä yksittäisten valaistusratkaisujen lisäksi myös laajempiin kokonaisuuksiin.
Lävistys on servotoiminen, kuitulaserissa leikkaustehoa 3kW. Niko Immonen ohjauksella.
”Niin raide- kuin linja-autoliikenteenkin ratkaisujen osalta muokkaamme osakokonaisuuksia, ja toimitamme ne asiakkaallemme asennusvalmiina. Yksi esimerkki tällaisista ratkaisuista ovat esimerkiksi Tampereen ratikoihin toimittamamme kattopaneelimoduulit. Toimitimme ne asennusvalmiina kokonaisuuksina sisältäen mm. led-valaistuksen, lvi-puolen, tunnistimien kuin vaikkapa äänentoiston laitteet niihin valmiiksi asennettuina”, kertoo verstaspäällikkö Marko Saharinen Teknowarelta Lahdesta.
”Kiinteistöjen turvavalaistuksiin liittyvät tuotteiden osalta painottuu kokonaisvaltaisuus. Toteutamme ratkaisut suunnittelusta valmistukseen niin sisä- kuin nykyisin myös ulkotiloihinkin. Ehdoton toimivuus ja turvallisuus kohteessa ovat tietenkin ydinasiat”, Saharinen sanoo.
Uutta yhdistelmäteknologiaa Teknowarelle. Amada EML 2515 lävistyksen ja kuitulaserleikkauksen yhdistelmäkone tehostaa tuotantoa Lahdessa.
Lahdesta maailmalle
Teknowaren taival on tänä vuonna 50 vuoden mittainen.
Yritys syntyi aikanaan saunakamarissa tarpeesta kehittää ja toteuttaa tuolloin ajoneuvoissa tuolloin käytettyjen hehkulamppujen tilalle toimivampia valaistusratkaisuja.
”Yrityksen perustaja Kalervo Virtanen alkoi tehdä loisteputkiratkaisuja, aluksi busseihin, sitten juniin ja edelleen muihin kulkuneuvoihin, ja asiat alkoivat kehittyä nopeasti. Turvavaloratkaisuja on tehty 1980-luvulta lähtien”, toteaa Marko Saharinen, hän itse on työskennellyt yrityksen palveluksessa neljänkymmenen vuoden ajan.
Viiden vuosikymmenen mittaan toimitilat Lahdessa ovat moninkertaistuneet, ja vuosien mittaan yrityksestä on kasvanut kansainvälinen konserni, joka toimii paikalliseen tapaan useassa maassa. Lahdessa toimii pääkonttori ja samalla suurin tehdas, lisäksi yrityksellä on tuotantoyksikköjä Iso-Britanniassa, Malesiassa, Puolassa ja Yhdysvalloissa.
Kaikkiaan Teknoware työllistää nykyisin yli 500 henkilöä kahdeksassa maassa ja myyntiverkosto toimii 50 maassa. Teknoware Oy:n liikevaihto on 63 miljoonaa euroa. 50-vuotista taivaltaan yritys juhlisti nyt toukokuussa tänä vuonna.
Yhdistelmä automaatiolla
Toimintojensa osalta 50-vuotias Teknoware suuntaa parhaillaan vahvasti eteenpäin. Yksi viimeaikaisia siirtoja Suomessa on tuoreen uuden tuotekehitysyksikön avaaminen Ouluun.
Yksikkö suunnittelee elektroniikkatuotteita ja niiden ohjelmistoja erityisesti vaativiin rautatiekaluston sovelluksiin sekä kiinteistöjen turvavalaistukseen ja työllistää jatkossa 5-10 henkilöä.
Samaan aikaan yritys kehittää tuotannon toimintojaan mm. juuri päätoimipaikallaan Lahdessa. Yksi osoitus siitä on investointi uuteen Amada EML 2515 -yhdistelmäkoneeseen RMP 3015 syöttö-, purku- ja poiminta-automaatiolla varustettuna.
Konehankinta pohjautuu perusteelliseen opinnäytemuotoiseen selvitystyöhön.
”Yhdistelmä todettiin sopivimmaksi tarpeeseen ja Amadan kanssa olemme tehneet pitkään yhteistyötä mm. levytyökeskus- ja särmäysteknologian alueella. Valinta oli luonteva”, tiivistää Saharinen.
Teknoware tekee valaistus- ja sisätilaratkaisuja raideliikenteeseen, linja-autoihin ja erikoisajoneuvoihin sekä kiinteistöjen turvavalaistuksen tarpeisiin. Salinäkymää kokoonpanoon.
Naarmutonta pintaa
Amada EML 2515 lävistyksen ja kuitulaserleikkauksen yhdistelmäkone, missä lävistykseen käytetään servomoottoriteknologiaa ja leikkaukseen 3kW:n kuitulaserteknologiaa.
Vakiovarusteena koneessa on mm. nelipaikkainen suuttimenvaihtoautomaatti, Punch&Form-muokkaus 22 mm saakka, minkä myötä ylhäältä alaspäin suuntaavan 30 tonnin pidätyksen lisäksi tuottaa 16 tonnin iskuna alhaalta ylöspäin. Levyvahvuuksissa päästään sujuvasti 6 mm:iin saakka.
Rakenteeltaan kone on O-runkoinen ja erityishuomiota koneessa ansaitsee mm. nouseva ja laskeva harjapöytä alarevolverin keskellä ja reunoilla, minkä myötä levyn alapinta ei käsittelyssä naarmuunnu samoin kuin vaikkapa levytyökeskuksella. Juuri tämä naarmuttomuus kiinnosti Teknowarea tässä kohdin erityisesti.
”Laatu leikkauksessa ja merkkauksessa erityisesti on koneen vahvuus, ja erityisesti tämän koskee ohuen ja pinnoitetun alumiinilevyn käsittelyä. Tietenkin muokkausominaisuudet olivat yksi keskeinen seikka tämän koneen yhteydessä”, Saharinen sanoo.
Teknoware tekee valaistus- ja sisätilaratkaisuja raideliikenteeseen, linja-autoihin ja erikoisajoneuvoihin sekä kiinteistöjen turvavalaistuksen tarpeisiin. Salinäkymää kokoonpanoon.
”Käytössä miellyttävä työturvallisuuteen ja työergonomiaan liittyvä ominaisuus on koneen tehokas ilmansuodatuslaitteisto. Se poistaa leikkauskäryt työtilasta käytännössä kokonaan.”
Koneen yhteyteen hankittiin Amadan syöttö, purku- ja poiminta-automaatio RMP.
”Kone on uusi tuotantoyksikkö, joka lisää tuotannon tehokkuutta ja joustavuutta ja siten jatkon kasvu- ja kehitysmahdollisuuksia”, Saharinen sanoo.
Teknoware suuntaa jatkossakin kasvuun, keskeiset mahdollisuudet siihen ovat juuri raideliikenteen sekä turvavalaistuksen sektoreilla.
”Näkisin yrityksen jatkon kirkkaana, toki tällä hetkellä haasteita meilläkin on melkoisesti mm. komponenttien saatavuuden ja yleensä logistiikan alueilla. Markkinat kuitenkin kasvavat, koemme, että valmiutemme ja mahdollisuutemme vastata kehitykseen ovat hyvät”, Saharinen toteaa.
Trumpf on esitellyt uutta kuitulaserleikkauskoneen kookkaiden ja raskaiden levyjen ja kappaleiden käsittelyyn. Uusi nanoliitosteknologia parantaa prosessin luotettavuutta ja vähentää materiaalihukkaa.
Uusi TruLaser 3080 Fiber on suunniteltu leikkaamaan levyjä kahdeksan metrin pituuksiin saakka. Samalla kone mahdollistaa huomattavat kappalepainot, mm. raskaita jopa 7 850 kilogramman julkisivukomponentteja voidaan käsitellä.
Samalla TruLaser 3080 -kuitulaseria voidaan käyttää myös pieniin ja keskikokoisiin osiin, mikä mahdollistaa yrityksille tuotantokapasiteetin optimaalisen käytön. Kone pystyy käsittelemään erilaisia materiaaleja alumiinista teräksiin, maksimivahvuudet ovat 50 millimetriä.
Jatkuvampaa työskentelyä
Yksi koneen etu on, että TruLaser 3080:tä voidaan käyttää tehokkaasti tuotannossa myös ilman lisäautomatisointia.
Koneen mukana tulee automaattinen paletinvaihtaja, mikä lisää leikkaukseen automaattisesti uuden arkin, kun laser on suorittanut ensimmäisen leikkauskierroksensa.
Tämä mahdollistaa valmistajan mukaan yhdellä kertaa 40 m2 metallilevyn työstöalan ja koneen leikkuutyöt useiden tuntien ajan ilman, että käyttäjän tarvitsee lisätä koneelle materiaalia.
Erilaisia muotoja voidaan sisällyttää leikkausohjelmaan materiaalia säästävällä tavalla, mikä mahdollistaa raaka-aineen käytön optimaalisella tavalla. Koneessa on myös täysin mukautuvalla linssijärjestelmällä varustettu yleisleikkausyksikkö, joten lasersäteen fokuspiste ja säteenhalkaisija voidaan valita halutulla tavalla, ilman vaihdettavia osia. Tämä säästää leikkuupäätä mahdolliselta lian aiheuttamilta vaurioilta.
Koneella voidaan käsitellä laajasti eri materiaaleja, kuten pehmeää terästä, ruostumatonta terästä, kuparia ja messinkiä, ja se voi luoda korkealaatuisia osia myös hyvin ohuista metallilevyistä. Ylisuuren arkin lisäksi yritykset voivat sijoittaa koneeseen lavalle myös useita pienempiä arkkeja, mikä antaa lisäjoustavuutta päivittäiseen tuotantoon.
TruLaser 3080 -kuitulaser mahdollistaa levyjen käsittelyn aina kahdeksan metrin pituuksiin saakka. Kuva: Trumpf
Nanoliitokset vähentävät materiaalinhukkaa
TruLaser 3080:ssa on mukana myös Trumpfin uusi nk. nanoliitosteknologia, joka lisää prosessin luotettavuutta, koska sen myötä voidaan eliminoida paksujen kielekkeiden tai nk. mikroliitosten tarve ohutlevyn valmistuksessa.
Mikroliitoksia käytetään yleisesti varmistamaan, että leikatut osat eivät irtoa, kun muuta levyä leikataan. Osat pysyvät paikoillaan, kunnes koneen käyttäjä rikkoo ne sen jälkeen, kun osat on poistettu koneesta. Myöhemmin leikatun reunan murtumiskohdat on tasoitettava, mikä vaatii siten ylimääräisiä viimeistelytöitä. Mikroliitokset lisäävät myös osien poistamiseen kuluvaa aikaa, koska aina ei ole mahdollista rikkoa saumoja sujuvasti. Sen lisäksi, että mikroliitosten käsittely vaatii aikaa, ne myös hukkaavat materiaalia, koska käyttäjät eivät voi sijoittaa osia nestiin suoraan vierekkäin.
Toisin kuin mikroliitokset, Trumpf-nanoliitokset ovat vain pieniä kiinnityskielekkeitä. Näin osia voidaan järjestää suoraan vierekkäin arkissa ja säästää siten materiaalia. Lisäksi käsittelyaika lyhenee, koska laser muodostaa kiinnityskielekkeet leikkaamalla komponentin ääriviivaa. Jälkikäsittelyä ei juuri tarvita, koska ääriviivavaurio on tuskin havaittavissa, eikä tuotantotyöntekijöiden tarvitse kohdistaa niin paljon voimaa erottaakseen osia metallilevystä, joten he voivat poistaa osia nopeammin käsittelystä.
TRUMPF on levytyökoneiden ja laserteknologian alueiden konevalmistaja, mikä vuonna 2020/21 työllisti noin 14 800 henkilöä ja sen liikevaihto oli noin 3,5 miljardia euroa. Konsernilla on yli 80 tytäryhtiötä ja se on edustettuna lähes kaikissa Euroopan maissa sekä Pohjois-Amerikassa, Etelä-Amerikassa ja Aasiassa. Yrityksellä on tuotantolaitokset Saksassa, Ranskassa, Isossa-Britanniassa, Italiassa, Itävallassa, Sveitsissä, Puolassa, Tšekissä, Yhdysvalloissa, Meksikossa ja Kiinassa. Maahantuonti Suomessa: TruTekniikka Oy. www.trutek.fi