YCM järjesti TIMTOS-messujen yhteydessä jälleen myyjilleen perinteiset koulutuspäivät. Koronan takia edellisestä kerrasta (2019) oli kulunut jo neljä vuotta.
Messukeskus, YCM T-11 5-akselisena ja UV650 5-akselinen keskus YCM:n FlexCell automaatiolla varustettuna.
Messuilla tunnelma oli ennallaan ja maskipakkokin oli Taiwanissa purettu kolme päivää ennen messuja. Ainoastaan julkisessa liikenteessä maskeja tuli vielä käyttää. Lämpötila 24-26 astetta helli messuvieraita ja järjestäjiä keväisessä Taipeissa.
Rakenteessa X-liike on alimpana koneessa, tuttu rakenne jo TV-sarjasta. Karat ovat uusia erittäin tehokkaita suoravetoisia moottorikaroja ja yhdistettynä leveisiin lineaarijohteisiin on koneissa sekä tukevuus, että nopeus saatu yhdistettyä loistavasti. Suuremmat liikealueet mahdollistavat koneiden varustelun myös 5-akseliseksi keinupöydällä. Tällainen oli esillä myös messuosastolla.
Messuilla ja tehtaalla esiteltiin uusia koneita ja automaatiojärjestelmiä. YCM:llä on vahva oma kehitystyö ja uusia työstökoneita esiteltiin useampia malleja. Meidän markkinoillemme ehkä kiinnostavin on uusi pystykaraisten koneiden T-sarja. Näistä esillä olivat sekä T-11 ja T-13 mallit. Nämä mallit ovat jo myynnissä ja saatavilla. Myöhemmin esitellään isommat mallit.
Dealersmeetingin aiheina korostui tehtaan vastuullinen toiminta ja tuotekehitystyö. YCM on ympäristöstään huolehtiva yritys ja heillä on kunnianhimoinen tavoite päästä hiilineutraaliksi toimijaksi vuoteen 2050 mennessä. Samalla esiteltiin YCM:n ostama Trimill paikalla olijoille. Vastaisuudessa Makrum edustaa myös Trimill-työstökoneita Suomessa.
Dealersmeeting antia oli globaali katsaus ja esiteltiin Trimill eri maiden edustajille.Alex Wei esittelee NH500A vaakakaraista keskusta. Uusi LT 150M sorvi ja yhteistyörobotti.
Leikkaus- ja lävistystöissä syntyy purseita, ja niiden poistoon on monia mahdollisuuksia myös koneellisesti. Ferrum Steel hankki uutta iskua toimintoihinsa hiljattain laittamalla purseenpoistot linjaan. Hionta ja pyöristykset hoituvat kahdelta puolelta yhtäaikaisesti ja tuoreimpana täydennyksenä viimeistelykokonaisuuden täydentää uusi sinko.
Seinäjokilainen vuonna 2005 perustetun Ferrum Steelin toimenkuvaa on teräslevyjen ja pitkien terästen käsittely.
Alalla hyvin tunnettu kasvuyritys toimii neljässä tehtaassa Seinäjoen Kapernaumin alueella. Viimeisin uudisrakennus tehtiin parisen vuotta sitten ja alkuperäisen hallin laajennus puoli vuotta sitten. Käytössä on tuotantotilaa 15 000 neliömetriä.
Purseenpoiston ja reunankäsittelyn Lissmac-linja kuuluu Ferrum Steelin tuoreisiin investointeihin.
Asiakaskunnassa pari sataa yritystä eri puolilta Suomea ja eri teollisuuden alueilta. Mukana on useita kotimaisia kansainvälisesti toimivia kone- ja laitevalmistajia.
Liikevaihtoa Ferrum Steel teki tilikaudellaan 2021 noin 23,67 miljoonaa euroa ja yritys työllistää reilut 100 levynkäsittelyn ammattilaista.
Investointeja monipuolisesti
Ferrum Steelin palveluja ovat laser-, poltto- ja plasmaleikkaus, sahaus, hitsaus, särmäys, viistevalmistus, koneistus, sinkopuhallus ja alan yrityksissä ehkä harvinaisempana toimintona myös lämpökäsittelyt.
Märkä- ja pulverimaalaukset sekä kuuma- ja sähkösinkitykset yritys hankkii verkostostaan. Materiaalivahvuudet ovat ohutlevyistä 250 mm:n teräslevyihin. Aihion paino voi olla 16 tonnia ja käsittelypituudet 13 metriin.
Ferrum Steel on varsin säännöllinen investoija. Seinäjoella on viime aikoina investoitu varsinkin kookkaan kahdeksan metrin käsittelymahdollisuudet tarjoavaan leikkaus- ja taivutuskalustoon.
Linjalla mahdollistuu leveydeltään max. 1500 mm:n kappaleiden käsittely 100 mm:n vahvuuksiin saakka.
”Asiakaskysyntä ohjaa investointikehitystä. Yksi painopiste on viime vuosina ollut kookkaan tavaran käsittelyssä ja toki yleisestikin kapasiteetin lisäämisessä. Töitä meillä on erittäin runsaasti”, kertoo tehdaspäällikkö Petri Virtanen.
Viime vuoden lopulla investointivuorossa olivat nyt purseenpoiston ja reunanpyöristyksen asiat. Ferrum Steel on hoitanut purseenpoistoa manuaalitöinä tai hiomakoneella.
Viime vuoden lopulla tehtiin asiassa melkoinen loikka eteenpäin ja siirryttiin koneelliseen toimintaan. Saksalaista Lissmacin tekniikkaa edustavat, käsittelyleveydeltään 1500 mm:n kuivaprosessikoneet ovat nyt linjassa, SBM-XL- ja M 1500-mallit.
Käsittelyratkaisu tehostaa linjan toimintaa ja helpottaa siirtelyä. Linjan syöttöpäässä imukuppinostimella Ilari Kurunsaari.
Materiaalikirjo on laaja ja linjalla mahdollistuu laser-, plasma ja polttoleikattujen kappaleiden käsittely kahdelta puolelta, maksimi kappalevahvuus käsittelyyn on 100 mm. Käsittelyä helpottaa kuljetinratkaisu, mikä siirtää kappaleet koneelta toiselle. Tuoreena täydennyksenä saman käsittelykokonaisuuden yhteyteen asennettiin tämän vuoden alussa vielä uusi sinkopuhallusjärjestelmä.
Nopea kaksipuolinen prosessi
Uusi kokonaisuus tehostaa purseenpoistoa ja reunankäsittelyä merkittävästi.
”Lisää tehokkuutta ja vauhtia tuotantoon, siinä keskeiset seikat tälle investoinnille. Kovasti lisääntyneet työt tekevät sen, että toimintojen tehostaminen on välttämätöntä.”
Lismacin teknologian keskeinen vahvuus on tehdaspäällikön mukaan kaksipuolinen prosessi. Kaksi hiekkapaperia hioo aluksi levyä tai kappaletta, reunat hiotaan ja pyöristetään, sen jälkeen käsittely jatkuu neljän hiontahihnan avulla. Käsittely tapahtuu samanaikaisesti levyn tai kappaleen kummaltakin puolelta.
Tämän vuoden alussa asennettu OMSG-sinkopuhallusratkaisu toimii linjan yhteydessä.
Toiminnot voidaan säätää tarkasti kuhunkin työvaiheeseen.
”Käsittely kahdelta puolelta nopeuttaa tuotantoa, eikä kappaleita tarvitse prosessin aikana erikseen käännellä. Meidän kohdallamme se oli yksi keskeinen valintakriteeri. Toki asiaan vaikuttivat myös tuki ja huoltoasiat. Lissmacin Suomen edustaja Coastone on itsekin konevalmistaja ja toimii tässä meitä lähellä. Sekin seikka painoi puntarissa melkoisesti”, toteaa Virtanen.
”Yksi myönteinen seikka on järjestelmän helppokäyttöisyys. Uusikin käyttäjä oppii perusasiat nopeasti, mutta toki syvempi taitaminen vaatii aikaa. Tarkkuutta ja tiettyä ajan tuomaa kokemusta käsittelyn hienosäädöt tietenkin vaativat. Kolme kaveria meillä vastaa nyt linjan käytöstä”
”Yksi tuotannon iso pullonkaula poistui tämän linjan myötä. Tuotannon jatkokehitys ja investoinnit jatkuvat muilla sektoreilla”, kertoo Petri Virtanen.
Kajaanin Otanmäen kiskokalustotehdas on vuosien mittaan kokenut monia vaiheita. Isojen projektien myötä vuodesta 2018 Skoda Transtechina tunnetun tehtaan viime vuodet ovat olleet vauhdikkaita. Samaan aikaan tehtaan tuotantokalustoa kehitetään. Uusin satsaus liittyy komponenttien viimeistelyyn, Timesavers RB tuo lisää kapasiteettia ja nopeutta purseenpoistoon ja reunanpyöristykseen.
Otanmäen tehtaan synty liittyy Rautaruukin kaivostoiminnan lopettamiseen, tuotannon uudelleensuuntamaiseen rautatiekalustotuotantoon ja siihen liittyen myös Suomen ja Neuvostoliiton kauppakuvioihin. Sen jälkeen vaiheet ovat olleet välillä haastavatkin, mutta niinpä tehdas on sinnitellyt monenlaiset yli monet kuopat ja tasamaat.
Nykyisin menee mukavasti, Skoda osti tehtaat viime vuosikymmenellä, ja vauhti on kiihtynyt. Tehdas on Euroopan mitassa keskeinen kiskokalustotoimittaja, viime vuosina tehdas on tuotteineen tullut tunnetuksi monien mittavien ja myös pitkäkestoisten kiskokalustoprojektien toimittajana.
Uusi Timesavers tuo viimeistelytöihin nopeutta ja mahdollistaa aiempaa suurempien kappaleiden käsittelyn, kertoo Olli-Pekka-Alanko.
Tehdasta työllistävät Suomessa pääkaupunkiseudun Raide-Jokerikokonaisuus sekä Tampereen Ratikka. Lisäksi tehdas on mukana eurooppalaisessa kokonaisuudessa yhdessä Skodan päätehtaan kanssa.
Kiskokalustoa ja alihankintaa
Skoda Transtechin tehdas on kookas kokonaisuus. Tehtaan pinta-ala on 5,4 hehtaaria. Otanmäessä työllistetään noin 650 henkilöä, Suomessa yhteensä noin 820.
Otanmäessä tapahtuvat toiminnot suunnittelusta tuotannon eri vaiheisiin ja kokoonpanoihin, aina valmiiksi tuotteiksi saakka.
Pääasiassa tehdasta työllistävät mittavat projektit, mutta sen lisäksi tehdään alihankintatuotantoa muille konepajoille. Sen osuus muuta projektityyppistä tuotantoa tasaavana tekijänä se tuo noin viidenneksen tehtaan noin 90 miljoonan euron liikevaihdosta.
Suorituskykyä purseenpoistoon ja reunanpyöristykseen. Töissä Sami Haataja.
Viime vuosina tehdas on ollut hyvin työllistetty, mikä on mahdollistanut satsaukset myös perinteisen tehtaan tuotantovälineisiin. Otanmäessä on käynnissä investointikokonaisuus, millä kehitetään ja uudistetaan tehtaan tuotantoa monilla eri sektoreilla, kuten koneistuksessa ja levynkäsittelyssä. Viime aikoina tehtaalla on kehitetty mm. koneistuskeskuskalustoa, ja lähiaikoina jatkossa huomio on levypuolella mm. leikkauksen kaluston jatkokehityksestä. Myös koneistuksen puolella satsaukset jatkuvat edelleen.
”Näissä projekteissa on kyse toki tuotantokaluston uudistamisesta, yhtä paljon kapasiteetin lisäämisestä. Merkittävää kasvua tavoittelemme jatkoonkin, eli lisäkapasiteettia tarvitaan”, kertoo koneistuksen ja levypuolen tuotannon investoinneista vastaava Skoda Transtechin tuotantoinsinööri Olli-Pekka Alanko.
Suorituskykyä viimeistelyyn
Tuotannon kehitykseen liittyy myös tehtaan konehankinta, mikä sijoittuu kappaleiden ja komponenttien viimeistelyn alueelle.
Aluksi aiemman viimeistelykapasiteetin oheen ja myöhemmin sitä pitkälle korvaamaan tehtaalle hankittiin purseenpoiston ja reunanpyöristyksen tarpeisiin uusi ajanmukainen viimeistelykone, Timesavers 42 WRB 1600.
Kahdeksan pyörivää harjaa hoitaa hionnan. Mukana on lisäksi myös nauhahiomayksikkö.
”Viimeistely on yksi tuotannon keskinen vaihe, millä leikattujen kappaleiden ja komponenttien pinnat viimeistellään ja reunat pyöristetään mm. niiden jatkokäsittelyä ja asennuksia helpottamaan. Näihin töihin käytössämme on ollut tänne aikanaan käytettynä hankittua teknologiaa, joka on jo pahasti ikääntynyttä. Hitaan ja myös kapasiteetiltaan pienen koneen sijaan olemme kaivanneet uutta tehokkaampaa ratkaisua. Tutkimme aikamme markkinoita ja ratkaisuksi tuli tämä Timesaversin kone”, Alanko kertoo.
Syitä siihen olivat varsinkin koko ja koneen teknologia.
”Käsittelemämme kappaleet ovat kooltaan ja vahvuuksiltaan vaihtelevia, joten mm koneen kokoluokka oli iso tekijä’. Tällä koneella voidaan käsitellä kappaleita 1600 mm:n leveyksiin saakka, Saman aikaan kappalevahvuudet ovat 100 mm:iin saakka. Käsittelykapasiteettimme lisääntyy olennaisesti. Uusi kone merkitsee viimeistelytöihin myös tehokkuutta. Tämä kone on huomattavasti aiempaa konetta nopeampi ja sen käsittelytekniikka sopii tarpeisiimme hyvin. Koneessa hionnan tekevät kahdeksan työalueella pyörivää pikavaihtoharjaa. Lisäksi optiona on mukana nauhahionta. Reunojenpyöristys on mahdollinen R2:een saakka”, tiivistää Alanko.
Kalustoa kiskoille. Tämä yksilö oli maaliskuun lopulla lähdössä tehtaan pihalla Raide-Jokerin käyttöön pääkaupunkiseudulle.
Suuntana Euroopan markkinat
Uusi viimeistely-yksikkö saapui tehtaalle alkuvuodesta ja tuotanto on käynnissä.
Jatkossa koneen yhteyteen asennetaan käsittelypöydät ja se siirretään nykyisestä väliaikaisesta sijoituspaikastaan toisaalle tehtaan jatkoinvestointien kehittyessä. Mm. laserleikkauksen kaluston jatkokehittämisestä on tehtaalla ovat tuoreet päätökset.
Kalustoa tarvitaan, kasvun tavoitteet Skoda Transtechillä ovat vahvat. Skoda Group tavoittelee liikevaihdon kaksinkertaistamista tulevan viiden vuoden aikana. Yritys pyrkii vahvasti laajemmin mm. Euroopan markkinoille.
Kuten teknologiateollisuudessa yleensäkin, yksi haaste myös Skoda Transtechin osalta liittyy henkilöstöhuoliin, lisää kiskokaluston tekijöitä Otanmäkeen kaivattaisiin. Sitä seikkaa toki myös ratkotaan, ensi kesän asioita on projekti, missä kurssitetaan filippiiniläisiä tekijöitä Otanmäkeen. Toki monet muutkin kanavat ovat aktiivikäytössä.
Iisalmelainen voimansiirron komponenttien ja koneenosien valmistaja Ahmotuote Oy jatkaa tuotantomahdollisuuksiensa kehittämistä uusien investointien myötä. Tuoreita laajennuksia yrityksen konekantaan ovat kookas Y-akselilla varustettu sorvi, pystykarainen työstökeskus sekä vierintäjyrsinkone vaativiin hammastuksiin.
Vuonna 1985 perustetun Ahmotuote Oy:n toiminnan ytimeen kuuluu pitkälle jalostettujen kappaleiden valmistus eri teollisuudenaloille.
Asiakkaina ovat koneenrakentajat mm. metsä-, kaivos- ja paperiteollisuudessa sekä prosessilaitteiden ja teollisuusvaihteiden valmistajat.
Vaativaa koneistusta. Okuman Multus B750-sorvauskeskus on yksi yrityksen perustyöjuhtia.
Pertti Taskisen perustaman ja kotiseutunsa eli Iisalmen Ahmon kylän mukaan nimeämän yrityksen tuotteita ovat hiotut ja jyrsityt hammaspyörät, uraholkit, hammasakselit ja -tangot, sisähammaskehät, laipat ja akselit sekä erilaiset muut koneenosat.
Reilut kolmisenkymmentä henkilöä työllistävä yritys on toiminut nykyisissä, nyt noin 4000 neliömetrin toimitiloissaan vuodesta 1990 lähtien.
Vuodesta 2019 perheyrityksen vetovastuussa on nuoremman sukupolven edustaja Kimmo Taskinen. Pertti Taskinen toimii hallituksen puheenjohtajana.
Uusi sorvi Y-akselilla. Investoinnit ovat välttämättömiä, ne takaavat kilpailukyvyn säilymisen ja mahdollistavat yrityksen kehittämisen, sanoo Kimmo Taskinen.
Laaja asiakaskunta
Ahmotuote on vuosien mittaan ollut monessa mukana.
Alkuun tehtiin korjauksia ja varaosia, mutta pian suuntasi pian kysynnän mukaan varsinkin hammastuksia vaativien teollisuuden komponenttien ja koneenosien valmistukseen, nykytuotannon perustaan.
”Asiakaskuntamme on laaja, ja useita keskeisiä asiakkaitamme olemme saaneet palvella vuosikymmeniä. Asiakkaamme ovat kotimaisia kookkaita kone- ja laitevalmistajia ja heidän kauttaan valtaosa tuotteista päätyy valtaosa vientiin”, sanoo Pertti Taskinen.
Liikevaihdosta suora vienti kattaa toistakymmentä prosenttia, välillisen viennin osuus on 80 prosenttia.
Liikevaihtoa Ahmotuote on tehnyt viime vuodet noin 4,5 miljoonan euron tasolla, vuonna 2022 liikevaihto kasvoi 5,2 miljoonaan euroon.
”Viime vuoteen ollaan tyytyväisiä, kun ottaa huomioon maailman epävakaan tilanteen. Osin liikevaihdon kasvua selittävät näinä aikoina voimakkaasti kohonneet raaka-aineiden ja palveluiden hinnat, mutta kysyntä kasvoi myös muuten. Pitkäaikaiset asiakkaamme lisäsivät ostojaan, ja saimme myös uusia asiakkaita”, Kimmo Taskinen kertoo.
Gleason P600/800 on uusi vierintäjyrsinkone 1000 mm:n Z-liikkeellä.
Kehittyvällä konekannalla
Ahmotuote toimii vahvalla konekannalla, minkä tekemistä tukee ammattiosaaminen ja näinä kriisiaikoinakin sujuvat toimitukset taannut laaja materiaalivarasto.
Konekantaan kuuluu mm. CNC-sorveja, koneistuskeskuksia, hiomakoneita ja hammastuksen erikoiskoneita.
Talon hammastusmenetelmiä ovat mm. vierintäjyrsintä, ja -pisto, hammashionta sekä vetoavennus.
Konekantaa yritys kehittää säännöllisesti, tuotannossa ydinkoneina toimivat mm. viisiakseliset 4 metrin kärkivälillä oleva Okuman Multus B750:n ja 2 metrin vastakaralla varustettu Multus U 4000.
Viime vuonna yritys investoi jälleen tuotantomahdollisuuksiinsa esimerkiksi vaativassa sorvauksessa. Doosan Puma 5100 X LYB on uusi hankinta, akselitöihin soveltuva Y-akselilla varustettu CNC-sorvi.
Ahmotuote valmistaa komponentteja ja koneenosia eri teollisuudenaloille ja moniin kokoluokkiin. Kuvassa kookkaampaa tuotantoa.
Sorvaushalkaisija Pumassa on 550 mm, kärkiväli 3042 mm. Koneen BMT75P -revolveri on 12-paikkainen.
Samassa yhteydessä yritys investoi saman valmistajan MYNX 7500/50 pyöröpöydällä/neljännellä akselilla varustettuun pystykaraiseen työstökeskukseen, jonka liikealue on 1524x770x625 mm ja varustettuna 40-paikkaisella BT-50 työkalumakasiinilla.
Lisäksi yritys on hankkinut aiemmanGleason-Pfauterhammaspyörien hiomakoneen P600/800G oheen uuden Gleasonin P600/800 on huippuvarustellun vierintäjyrsinkoneen 1000 mm:n Z-liikkeellä. Pöytäkoko on Ø 600 mm, sen reikä Ø 200 mm ja syvyys 800 mm. Kärkikorkeus on maksimissaan 1850 mm ja koneella voidaan jyrsiä halkaisijaltaan 860 mm:n kappaleita.
”Investoinnit vahvistavat asiakaslähtöisesti mahdollisuuksiamme painopistealueillamme. Hankinnat ovat välttämättömiä, ne takaavat kilpailukyvyn ylläpidon ja yrityksen kehittämisen”, kiteyttää Kimmo Taskinen.
Pitimiä ja kiinnittimiä yritys tekee paljon itse. Niiden valmistuksen yksityiskohdissa auttaa tarvittaessa myös yrityksen yksi varsin tuore hankinta eli lankasaha, toteaa Pertti Taskinen.
Helpotusta henkilöstöasioihin!
Ahmotuote tähtää tukevasti eteenpäin, mutta näkee jatkossa realistisesti haasteitakin.
”Viime vuosi oli vauhdikas ja tälle vuodelle näkymät ovat edelleen vakaat. Näkymien osalta olemme viisaampia, kun tätä vuotta edetään eteenpäin”, toteaa Kimmo Taskinen.
Huolta yrityksessä aiheuttaa henkilöstön riittävyys, kuten miltei kaikissa suomalaisissa yrityksissä.
”Ammattitaitoista lisäväkeä kaivattaisiin. Meillä on hiljattain eläköitynyt manuaalijyrsinnän ja kärkisorvauksen huippuosaajia, ja uusien tekijöiden löytäminen heidän tilalleen on vaikeaa, koska näiden töiden taitajia ei kouluteta”, sanoo Kimmo Taskinen.
Selkeä vahva viesti Iisalmen suunnalta on, että peruskoulutukseen Suomessa pitäisi alkaa nyt viimeistään panostamaan toden teolla. Samalla työvoiman liikettä ulkomailta tulisi helpottaa mm. lupakäsittelyjä nopeuttamalla. Näiden toiveiden esittäjänä Iisalmessa ei varmasti olla maan teollisuudessa ainoita.
DMG Mori päivittää liikkuvapylväisten koneistuskeskusten DMF-sarjaa. Äskettäin esiteltiin uudet liikkuvapylväiset DMF 200|8 ja DMF 300|8-mallit, nyt uusin lanseeraus on kookas DMF 300|11:n 3 000 x 1 100 x 1 050 mm:n liikkein.
Uusi sukupolvi tarjoaa DMG Morin mukaan lisää rakenteellista jäykkyyttä, asemointitarkkuudessa päästään 5 µm tasolle vakaan konealustan, X-akselin lineaarijohteiden ja jäähdytyskonseptin ansiosta.
Työalue koneessa on 3 000 x 1 100 x 1 050 mm, joten se on peräti 40% aiempaa mallia kookkaampi ja työpöydän takana tapahtuva ainutlaatuinen ja prosessivarma työkalunvaihto on lainaa sarjan pienemmältä malleilta. mallit. Työkalumakasiinin vakioversiossa on tilaa 40 työkalulle, joiden pituus on enimmillään 400 mm.
Työkalunvaihto tapahtuu työpöydän takana ja edistää lämpöstabiilisuutta.
Tukeva pöytäratkaisu
DMG Morin liikkuvapylväiset koneet soveltuvat pitkien komponenttien työstöön ja uusi DMF 300|11 tarjoaa runsaasti mittaa myös Y- ja Z-akseleiden osalta.
Valinnaisen väliseinän avulla voidaan luoda heilurityyppisen koneistuksen tarpeisiin myös kaksi erillistä työtilaa, jotka mahdollistavat asetusten teon koneistuksen aikana.
Pöytä koneessa on suunniteltu vakiona enintään 5000 kg painaville työkappaleille ja koneeseen voidaan lisävarusteena integroida yksi tai kaksi pyörivää pöytää, joihin voidaan ladata 1200 kg painavia komponentteja. Saatavilla on myös lisäpöytä A-akselina 500 kg:n kuormituksella. Modulaarista järjestelmää täydentävät pyörivä FD- pöytä vaativiin jyrsintä- ja sorvaustöihin sekä suuremmat työkalumakasiinit, joissa on jopa 120 paikkaa.
Tarkkuustyöstö koko työskentelyalueella
DMG Morinn liikkuvassa pylväskonseptissa on ulokemainen Y-akseli, mikä tuo koneistukseen tasaisen jäykkyyden koko liikeradalle. Näin koneella voidaan hakea maksimikaran tehoa karan asennosta riippumatta. Erilaiset jäähdytystoimenpiteet on suunniteltu takaamaan korkean pitkän aikavälin lämpötarkkuuden minimaalisilla toleransseilla.
X-, Y- ja Z-akseleiden kuularuuvit ovat hammashihnakäyttöisiä, ja ne takaavat parhaan pinnanlaadun. Pikaliikenopeudet ovat 42 m/min kaikilla akseleilla, valinnaiset lineaarikäytöt saavuttavat 80 m/min X-akselilla ja 60 m/min Y- ja Z-akseleilla. B-akseli integroidulla speedMASTER-karalla 15 000 rpm on osa DMF 300|11:n perusvarustusta.
Vaihtoehtoisesti on saatavana malli, jossa on 20 000 rpm speedMASTER-kara, sekä 12 000 rpm powerMASTER-kara, jolla on suurempi vääntömomentti (288 Nm). HSK-A100-liitännän myötä voidaan koneen suorituskykyä edelleen parantaa.
DMF 300|11 voidaan DMGMorin mukaan integroida digitaalisiin infrastruktuureihin ja eri teknologiasyklit lisäävät koneistuksen tuottavuutta, yksi esimerkki on vapaasti kääntyvien kulmapäiden ohjelmointi angularTOOL-työkalulla. Valmistus DMF 300|11:llä tulee valmistajan mukaan entistäkin tuottavammaksi automaatioratkaisujen, esimerkiksi robottikonseptien avulla. Kone laseerattiin DMG Morin Pfronten Open Housessa.
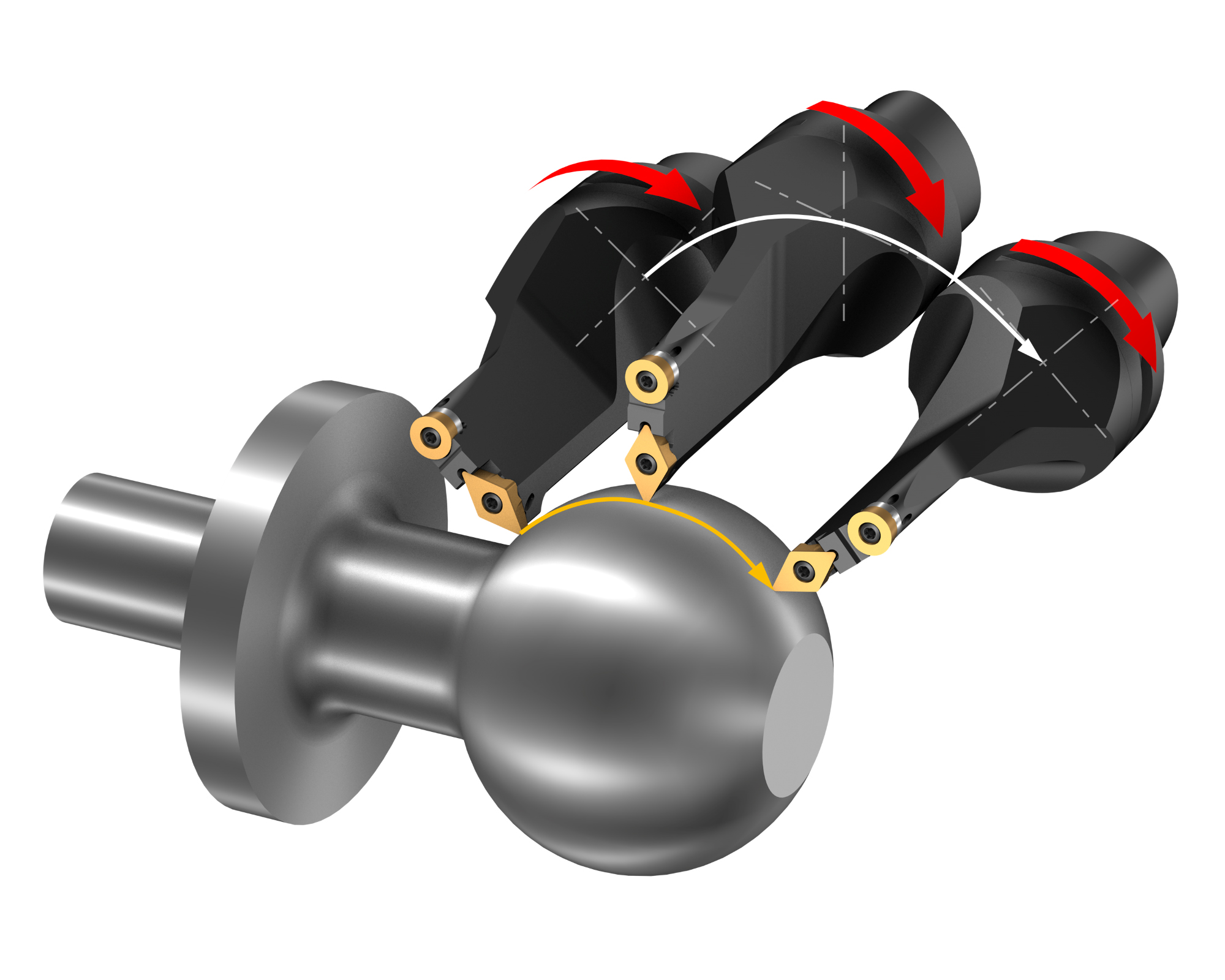
Sandvik Coromant on julkaissut uuden menetelmän, jonka avulla voidaan sorvata monimutkaisia muotoja ja taskuja yhdellä työkalulla. Y-akselin sorvauksella voidaan muun muassa nopeuttaa työkierron aikoja, parantaa työkappaleiden pinnanlaatua ja tehdä koneistuksesta vakaampaa.
Sorvauksessa on otettu viime vuosina uusien innovaatioiden myötä valtavia harppauksia eteenpäin. Tällaisiin lukeutuvat esimerkiksi PrimeTurning kaikkiin suuntiin, epälineaarinen sorvaus ja interpoloiva sorvaus. ”Voisi sanoa, että nämä edistysaskeleet sekä nykykoneiden ja CAM-ohjelmistojen edistyneet ominaisuudet ovat viitoittaneet tietä uudelle Y-akselin sorvausmenetelmälle”, kertoo Sandvik Coromantin sorvaustuotepäällikkö Staffan Lundström.
”Uusien työkalujen ja uuden menetelmän ansiosta voimme seuraavaksi ryhtyä selvittämään, millaisia mahdollisuuksia tämä menetelmä voi tarjota asiakkaillemme.”
Monimutkaisia muotoja yhdellä työkalulla
Miten Y-akselin sorvaus siis toimii? Kuten nimikin jo kertoo, uudessa menetelmässä käytetään Y-akselia, ja kaikkia kolmea akselia käytetään koneistuksessa samanaikaisesti. Työkalu pyörii oman akselinsa ympäri, terä on sijoitettu koneistusta varten Y–Z-tasolle, ja jyrsintäkaran akseli interpoloi sorvauksen aikana. Näin yhdellä työkalulla voidaan koneistaa monimutkaisia muotoja.
Y-akselin sorvauksella on lukuisia etuja. Mahdollisuus koneistaa useita muotoja vain yhdellä työkalulla nopeuttaa työkierron aikaa. Koska työkalunvaihtoja ei tarvita, työkappaleeseen tulee vähemmän todennäköisesti eri työkaluilla koneistettujen kohtien välisiä pinnan epäsäännöllisyyksiä. Suurin osa lastuamisvoimista kohdistuu koneen karaan, mikä parantaa vakautta ja vähentää värinäriskiä. Vakioasetuskulma parantaa lastunhallintaa huomattavasti ja helpottaa lastutukosten välttämistä.
Kaksi uutta työkalua
Y-akselin sorvauksen tueksi on kehitetty kaksi uutta työkalua. Uusi CoroTurn Prime ‑versio soveltuu akseleiden, laippojen ja pääteuria sisältävien työkappaleiden käsittelyyn. Kiskokiinnitettäviä CoroTurn TR ‑profiiliteriä ja pyöreitä CoroTurn 107 ‑teriä käyttävä CoroPlex YT ‑kaksoisterä soveltuu erinomaisesti taskuja ja syvennyksiä sisältävien työkappaleiden käsittelyyn. Y-akselin sorvaus soveltuu siis samanaikaiseen kolmiakseliseen sorvaukseen jyrsintäkaran akselin interpolaatiolla. Uusia työkaluja voidaan myös käyttää staattisessa tilassa lukitsemalla kara, jolloin voidaan käyttää joustavaa kaksiakselista sorvausta nopeilla terän käännöillä. Menetelmä soveltuu kaikille materiaaleille ja edellyttää monitoimikonetta, jossa on mahdollisuus jyrsintäkaran akselin interpolaatioon sorvauksen aikana.
Valuosien nopeisiin toimituksiin erikoistunut Hetitec palvelee proto-, varaosa ja piensarjavalimona teollisuutta Suomessa ja Euroopan alueella. Tuore investointi, vaakakarainen Okuma-koneistuskeskus, täydentää palvelukokonaisuutta ja tuo uusia mahdollisuuksia yrityksen toimintaan.
Hetitec on tamperelainen valimoyritys, joka syntyi kymmenen vuotta sitten nopean hiekkamuottien 3D-tulostuksen ympärille.
”Ville Moilanen lähti tekemään diplomityötään vuonna 2008 Voxeljet-nimiseen 3D-tulostuslaitteita valmistavaan yritykseen Saksaan, teki siellä aikansa töitä, ja ymmärsi pian edistyksellisten koneiden vientimahdollisuudet myös Pohjoismaiden markkinoille. Kun yrityksen painopiste oli kuitenkin muualla, hän sai idean perustaa tänne oman muottien 3D-tulostukseen perustuvan yrityksen. Tutustuimme tuolloin Villen kanssa, tulin osakkaaksi mukaan, ostimme koneen, Ville palasi Suomeen, Valkeakoskelle perustettiin yritys Hetitec ja tulostustyöt alkoivat”, tiivistää toimitusjohtaja Heikki Kantola yrityksen taustaa.
Tulostajasta myös valajaksi
Hetitecin kone oli Pohjoismaiden ensimmäinen 3D-hiekkatulostin.
Hiekkavaluosia valmiina toimitukseen. Kun perinteisesti esim. siipirattaassa jokainen siipi on erillinen keerna, Hetitec tekee muotit pakettina.
Yritys tulosti hiekkamuotteja ja keernoja valimoille asiakkaiden tuotekehitystä helpottamaan.
Pian toimintoihin tuli asiakaslähtöistä lisätarvetta.
”Muutimme strategiaa ja aloimme miettimään valujen tekemistä. Pohdimme muuttoa muun muassa Valimoinstituutin tiloihin, mutta se asia kariutui, kun Tredu lakkautti Valimoinstituutin, jolloin samalla Suomesta loppui valimokoulutus kokonaan. Koska TAKK ja kauppakamari olivat huolissaan koulutuksen loppumisesta ja toisaalta TAKK:illa oli Nirvassa sopivaa tilaa, virisi ajatus, josko TAKK ottaisi jatkossa valtakunnallisen valimokoulutuksen haltuunsa ja investoisi valimoon.” ”Uuneille piti kuitenkin saada muutakin käyttöä. Syntyi win-win tilanne, me tarvitsimme valimoa, he operaattoria. 2019 tehtiin sopimukset, TAKK investoi uuneihin ja tarjoaa nyt toiminnalle tilat, me vuokraamme uunit ja tilat ja operoimme toimintaa.”
Asia oli merkittävä, näin säilytettiin valimokoulutus Suomessa.
TAKK kouluttaa valimotyöntekijät ja Tampereen yliopistoon tuli hiljattain myös valimotekniikan professuuri. Tampereella on täysi ketju valimotyöntekijän koulutuksesta tutkimukseen saakka.
Hetitecille oleellista oli toki saada laajentuneelle toiminnalleen sujuvasti toimivat puitteet. Valimo aloitti vuonna 2020 ja sen toimintoja on muokattu eteenpäin.
”Olemme tehostaneet voimakkaasti toimintaamme, lisänneet kapasiteettia ja kehittäneet palvelunopeuttamme. Pyrimme tekemään asiat nopeasti, se ajatus on meidän bisneksemme ydin”, Kantola sanoo.
Tehokas vaakakarainen
Toiminnan kehitys on merkinnyt investointeja teknologiaan. Vuonna 2021 taloon hankittiin uusi tulostin, minkä myötä yritys kahdeksankertaisti tulostuskapasiteettinsa 300 litrasta 2000:een litraan. Samalla tulostusaika lyheni 300 litran 24 tulostusajasta 2000 litran 19 tuntiin.
Viime syksynä investoitiin uusi koneistuskeskus, mikä täydentää yrityksen palvelupaketin.
Kone asennettiin viime vuoden lopulla, ja kyseessä on vaakakarainen Okuma MA-600HIII, samalla ensimmäinen mallin kolmannen sukupolven kone Suomessa.
”Olemme tähän mennessä ostaneet kaikki koneistukset alihankinnasta ja sehän merkitsee tietenkin sitoutumista toisen yrityksen aikatauluihin. Nyt kun koneistukset ovat omissa käsissä, voimme päättää aikataulutuksesta nyt itse. Kiireellisimmät työt laitetaan johon kärkeen”, Kantola sanoo.
Oman koneistuskeskuksen hankinnassa noudatettiin selkeitä kriteerejä, toteaa Hetitecin koneistuksista vastaava tuotantopäällikkö Jukka Salmela.
”Vaakakarainen koneen piti olla, kappaleemme edellyttävät sen, ja kokoluokka määräytyi kappaleiden mukaan. Akselien suhteen päädyimme neliakseliseen versioon. Konetta saa myös viisiakselisena, mutta katsoimme, että sille meillä ei ole tarvetta. Lähtökohtaisesti koneistamme valut ensimmäistä kertaa, ohjelmantehoa on paljon. Viimeisin koneistusnopeus ei ole ratkaiseva tekijä, toisin kuin sarjavalmistuksessa.”
Kilpailutuksen jälkeen syntyi ratkaisu.
”Nopeus, asennuksen helppous, tukevuus ja luottavuus vaikuttivat ja hinta-laatusuhde toimi. Kävimme tutkimassa myös yrityksiä, joissa vastaavia valmistajan koneita on käytössä. Kommentit rohkaisivat eteenpäin”, Salmela sanoo.
Hetitecin Okuma MA-600H on ensimmäinen mallin III-sukupolven kone Suomessa. Investoinnin Hetitec pystyy koneistamaan valut itse, mikä tuo osaltaan nopeutta ja joustavuutta toimintoihin. Asiakastuotteita on jo koneistettu, mm. moottorinosia. Koneella tehdään myös mm. pitimet itse.
Koko värisuora
Kara uudessa MTC Flextekin toimittamassa koneessa pyörii 10 000 kierrosta minuutissa, työkaluvarasto on 60-paikkainen ja automatisointi on tarvittaessa jatkossa helppoa mm. palettirataratkaisuin. Konekalustus tuli Suomen Terätuonnilta, pitimet Hetitec tekee itse.
”Nyt hallussamme on koko värisuora, pystymme asiakkaan 3D-datasta tai fyysisestä valusta tekemään skannaamalla 3D-dataa, simuloimme, teemme valettavuussuunnitelman ja rakennamme valujärjestelmän, tulostamme sen, valamme asiakkaan haluamasta materiaalista raudoista superduplexeihin ja pystymme sen myös itse koneistamaan täällä saman katon alla.
”Näin tärkeä palvelunopeus varmistuu. Prosessin myötä pääsemme esimerkiksi varaosavaluissa jopa alle viikon tuotantoaikoihin, sarjavalimolla se voi olla useita kuukausia, pikatoimituksenakin usein viikkoja. Tuotekehityksessä asiat nopeutuvat niin ikään, iterointikierrokset nopeutuvat, tuloksena on parempi tuote ja se saadaan nopeammin markkinoille.”
Koneistustöitä. Pasi Poikkeus tuli viime vuonna Hetitecille koneistajaksi uudelle koneelle. Ohjaus MA-H:ssa on Okuman uuden sukupolven OSP-300.
Kysyntä Hetitecin valuosille on Kantolan mukaan jatkuvasti kasvanut.
Kun yritys teki 2019 puolen miljoonan euron liikevaihdon, 2021 se oli 2,4 miljoonaa euroa ja viime vuonna 3,8 miljoonaa. Yrityksen asiakaskunta koostuu pörssiyrityksistä, viime vuonna 27 pörssiyritystä asiakkaita, koneenrakentajia, lähinnä Euroopasta. Mukana Wärtsilä, Claas, ABB, Sultzer, Atlas Copco.
”Nyt jatkossa markkinat kasvavat varsinkin Keski-Euroopassa. Ville Moilanen muutti jälleen Saksaan viime kesänä ja johtaa nyt myyntitoimintoja siellä, ja samassa yhteydessä vaihdoimme tehtäviä, minä olen nyt toimitusjohtaja, Ville on hallituksen puheenjohtaja. Oma edustus Saksassa näkyy meillä viennin kasvuna.”
”Toki kasvu tuo samalla haasteita, kapasiteetin kasvun myötä tilat ovat jatkossa yksi niistä. Henkilökuntaa olemme toistaiseksi löytäneet palvelukseemme kasvusta huolimatta hyvin”, Heikki Kantola sanoo.
Veisto Oy:n uusin investointiprojekti tuo lisää tilaa ja kapasiteettia tehtaan maalaamorakennukseen. Investointi on osa Sahakonetehdas 2025 -hanketta, jolle ELY-keskus on myöntänyt rahoitusta Euroopan aluekehitysrahastosta (EAKR).
Laajennuksen rakennustyöt on aloitettu tammikuussa 2023 ja uudet tilat on tarkoitus ottaa käyttöön maaliskuussa 2023.
Laajennuksen kokonaisala on 1300 m2, jonne valmistuu uusi teräsraepuhaltamo sekä maalauskammio oheislaitteineen. Laitteiston päätoimittajana on Spraytec, joka vastasi myös vuonna 2019 tehdystä maalaamolinjaston modernisaatiosta. Pääurakoitsijana rakennusprojektissa toimii Rakennusyhtymä Putkinen Oy, kiinteistöautomatiikasta vastaa Entos Oy, LVI urakoinnin hoitaa Päijät ilma Oy ja sähköurakoinnin Jouko Ahtiainen Ky.
Uusi maalauskammio on suunniteltu etenkin isojen runkokappaleiden käsittelyyn, mutta tilaan tulee lisäksi rata, jolloin sitä pystytään hyödyntämään myös pienempien kappaleiden maalauksessa. Laajennuksen lähtökohta on lisätä maalaamon kapasiteettia sekä parantaa työskentelyolosuhteita entisestään, isompien tilojen, tehostetun valaistuksen sekä entistä paremman ilmanvaihdon ja pölynkeräyksen kautta. Kapasiteetin nostamisen myötä aliurakoinnin tarve vähenee, jolloin myös tuotantoprosessin hallittavuus paranee.
Laajennuksen suunnittelussa on kiinnitetty huomiota etenkin kokonaisenergiankulutukseen. Valaistuksessa käytetään led-lamppuja, jotka pienentävät energian kulutusta. Myös lämmöntalteenotto on huomioitu ja kammioiden ilmanvaihdon hyötysuhde on jopa 80-90%. Maalaamon puolella hyödynnetään lisäksi uutta, ekologisempaa suodatustekniikkaa, jossa käytetään Paint Stop -suodattimia.
Muutoksen tuulia Lajupekissa: marraskuussa tehdyn osakekaupan myötä Lajupek Oy:n omistus on siirtynyt Kare Groupiin kuuluvalle Sorvi Finlandille. Kasvua perinteisen alan yrityksen tulevaisuuteen haetaan kehitystyön, markkinoiden laajentamisen ja myös yritysostojen kautta.
Lajupek Oy on hyvinkääläinen hienomekaniikan kokonaispalvelun tuottaja.
Pitkää linjaa mennään, toiminta alkoi vuonna 1972 kultasepän työssä tarvittavien osien käsityövalmistuksesta vuosien myötä koneistukseen ja nykypäivän sopimusvalmistukseen.
Lajupekin toimintoja ovat hienomekaaninen koneistus, komponenttivalmistus, kokoonpanot, viimeistely ja testaus.
Yritys palvelee mm. sairaalalaitteiden valmistajia, elektroniikka- sähkö- ja metalliteollisuutta tuotesuunnitteluvaiheessa, valmistuksesta kokoonpanojen kautta toimituksiin saakka. Raaka-aineita ovat metallit alumiinista titaaniin ja kaikki muovimateriaalit.
Yhtiöllä on 4,7 miljoonan euron liikevaihto ja se työllistää Hyvinkäällä noin 40 työntekijää.
Lajupek Oy sai marraskuussa uudet omistajat. Kasvuun tähdätään, kertovat Jarmo Keto, Jake Aalto ja Tomi Siimekselä.
Laajennus teollisuuteen
Parhaillaan yrityksessä puhaltavat muutokset tuulet. Marraskuussa Lajupek Oy:n omistus siirtyi Kare Groupiin kuuluvalle Sorvi Finlandille. Siirron myötä aiempi omistaja Juha Jalkanen jäi eläkepäivien viettoon Lajupek Oy:n toimitusjohtajan tehtävistä ja yritystä pyörittää Kare Group Oy:n kuuluva Sorvi Finland Oy.
”Sorvi Finland on teollisuusalan sijoitusyhtiö, ja kuuluu Kare Group – konserniin. Lajupekin osto on nyt toimintamme laajennus teollisuuden alueen toimijoihin. Tarkoituksena on nyt laajentaa ja vahvistaa Lajupek Oy:n strategista, hallinnollista ja myös yritysjärjestelyosaamista hallitustyöskentelyn kautta. Hartiat vahvistuvat, toiminnot kehittyvät”, sanoo Kare Groupin hallituksen puheenjohtaja Jake Aalto.
Kasvua ja kehitystä investoinnein
Uuden omistajapohjan myötä yrityksen tähtäimessä on nyt voimakas kasvu.
Tavoitteena on toimintojen laajennus orgaanisen kasvun ja mahdollisesti yritysostojen kautta. Lajupek Oy:n hallituksen puheenjohtajana aloittaa Jarmo Keto.
Yhtiöllä on 4,7 miljoonan euron liikevaihto ja se työllistää Hyvinkäällä noin 40 työntekijää. Koneistustöissä kuvassa Peter Hutchings.
”Lajupek on ollut vahva toimija mm. sairaalateknologian alueella, ja tavoitteemme on pysyä sektorin keskeisenä palvelijana jatkossakin. Sen lisäksi haemme lisäkasvua myös muilta sektoreilta. Yksi hyvin kiintoisa sektori, missä näemme meille hyviä kehitysmahdollisuuksia, on turvallisuusteollisuuden alue. Eri toimenpiteitä valmiuden lisäämiseksi tässä suunnassa olemme jo aloittaneetkin”, kertoo Lajupek Oy:n Account Manager Tomi Siimekselä.
Myös tuotantoteknologiaa Hyvinkäällä kehitetään miesten mukaan jatkossa eteenpäin.
Konekanta kuuluvat nyt mm. vaakakaraisilla koneistuskeskuksilla varustettu FMS-linja, moniakselisia sorveja, robottipanosteinen 5-akselinen koneistuskeskus ja sorvit sekä 3D-mittauskalustoa. Kaikkiaan CNC-koneita on talossa noin 20.
Nykykonekantaan Hyvinkäällä kuuluu mm. Okuman viisiakselinen MU-6300V. Korvaavat ja kapasiteettia lisäävät investoinnit ovat jatkon suunnitelmissa.
”Konekanta vaatii jatkossa myös lisäkapasiteettia ja uudistamista, hieman viivästymää viime vuosina investoinneissa on ollut. Tulevaisuudessa tulemme investoimaan kone- ja laitekantaan. Tämä on yksi keskeisiä kehityskohteita jatkossa”, Siimekselä sanoo.
”Uusi kehitysvaihe”
Omistuksen siirtymisen myötä Lajupek Oy on aloittaa tätä vuotta niin henkilöstön kuin päivittäistoimintojensa osalta pitkälti ennallaan.
Ehdottoman tärkeää uusien omistajien mukaan on se, että pitkään yrityksessä toiminut tuotantopäällikkö Ismo Lahti jatkaa yhtiössä.
”Hänen roolinsa tulee jatkossa korostumaan ja vahvistumaan. Talon henkilöstö on tehnyt hienoa työtä, uuteen kasvuun tähtäämme tämän osaavan porukan kanssa”, Jarmo Keto kiteyttää.
Teräselementti rakentaa Toijala Worksin uudet, noin 9 000 neliömetrin tuotanto- ja toimistotilat Akaan Toijalaan. Halliurakan lisäksi Teräselementti toteuttaa projektinjohtomallilla tehtävät maanrakennus- ja perustustyöt, sekä sisätyöt osittain.
Toijala Works on koneenrakennukseen keskittyvä yritys, joka valmistaa asiakkailleen kokonaisia koneita tai niihin liittyviä teräsrakenteita.
Yrityksen tuotantotiloissa syttyi tulipalo tammikuussa 2022, jossa tuhoutuivat koneistamo ja hitsaustilat sekä osa kokoonpanosta. Yritys on toiminut vuoden ajan osittain väistötiloissa. Nyt yritykselle rakentuvat uudet mittavat tuotantotilat, joista myös toimisto- ja sosiaalitilaa on lähes 2 000 neliömetriä kahdessa kerroksessa.
Tuotantotilaan poikkeavia suunnitteluratkaisuja
Kokonaisurakkarakentamisesta Teräselementillä vastaavan tuotantojohtaja Tuomas Norrin mukaan oman lisämausteensa projektiin tuo tiukka aikataulu, jonka aikana on otettava huomioon asiakkaasta lähtevät suunnittelutarpeet.
Kohteessa on huomioitava erityisesti kantavat rakenteet, sillä kuormitukset vaihtelevat eri paikoissa, sekä suuret sisälle tulevat konepedit, joiden vuoksi kaivuutöitä ja rakenteita joudutaan tekemään syvälle.
”Projektissa tarvitaan hyvää vuoropuhelua asiakkaan ja käyttäjän kanssa, sillä tuotantotilan erityisvaatimukset aiheuttavat paljon normaalista varastohallista poikkeavia suunnitteluratkaisuja. Myös suunnitelmien ylläpito ja oikeiden ratkaisuiden toimittaminen konepajalle on erityisen tärkeää”, Norri summaa.
Maanrakennustyöt kohteessa on aloitettu jo vuoden 2022 lopussa, ja perustustyöt käynnistetään tammikuun 2023 alussa.