Metallin konetapahtuma AMB järjestettiin Saksan Stuttgartissa 13.-17. syyskuuta. Neljän vuoden tauon jälkeen päästiin jälleen messuille ja perinteisiin tunnelmiin, uutuuksia esiteltiin runsaasti, automaatioratkaisut korostuivat.
AMB on esitellyt työstökoneteollisuuden koneita, laitteita ja tarvikkeita vuodesta 1982. Tapahtuma on pidetty joka toinen vuosi, nyt takana oli kylläkin neljän vuoden tauko.
AMB:n merkitys on Hannoverin EMO:n välivuoden eurooppalaisena lastuavien koneiden päätapahtumana kasvanut vuosien mittaan, ja tällä kertaa pandemiatauko järjestämisessä varmasti näkyi vielä lisäkiinnostuksena tapahtumaa kohtaan, käytävillä oli melkoinen vilske ensimmäisestä eli tiistaipäivästä 13.9. lähtien.
Teollisuus 4.0 ja automaatio
AMB:n keskeistä sisältöä ovat metallintyöstökoneet ja tarkkuustyökalut, mittausjärjestelmät ja laadunvarmistuksen tarjonta, robotit, ohjelmistot, komponentit ja oheislaitteet, ja uutuuksien esittelyareenana Stuttgart tätä nykyä merkittävä.
Kone- ja laitetarjonta korostuivat jälleen tapahtuman sisällössä, ja Teollisuus 4.0 ja automaation sovellutukset näkyivät odotettuun tapaan runsain sovellutuksin messuosastoilla.
Suuri ellei suurin osa mukana olleista koneista esiteltiin automaatioratkaisulla varustettuna. Se kuvastaa tietenkin teollisuuden kehitystä, automaation avulla toteutettavaa tuottavuutta ja kilpailukykyä arvostavat monet.
AMB on kookas alan tapahtuma, perinteisiin kuvioihinsa palannut tapahtuma keräsi 64,298 kävijää eli ei nyt ihan vuoden 2018 määrää (yli 90 000), mutta varsin hyvin näinä aikoina kuitenkin. Näytteilleasettajia oli 1200 ja näyttelyalaa käytössä 120 000 neliömetriä.
Suomalaistenkin ammattilaisten agendaan Stuttgart sopii nykyisin hyvin, vaikka esimerkiksi suoria lentoja Stuttgartiin ei tällä hetkellä olekaan tarjolla. Toki vaihdolla Stuttgartiin pääsee, yksi vaihtoehto on lento ja auton vuokraus.
Seuraavan kerran vuonna 2024
AMB 2022:n järjestää Messe Stuttgart taustaorganisaatioinaan DMA Precision Tools Association, VDMA Software and Digitalization Association ja VDW German Tool Builders’ Association.
Seuraavilla sivuilla kuvallista raapaisua messutarjontaan, osa 1. Julkaisemme toisen kokonaisuuden vielä jatkossa. Seuraava AMB järjestetään Stuttgartissa parin vuoden päästä, ilmoitettu ajankohta on 10.-14. syyskuuta 2024.
Kari Harju
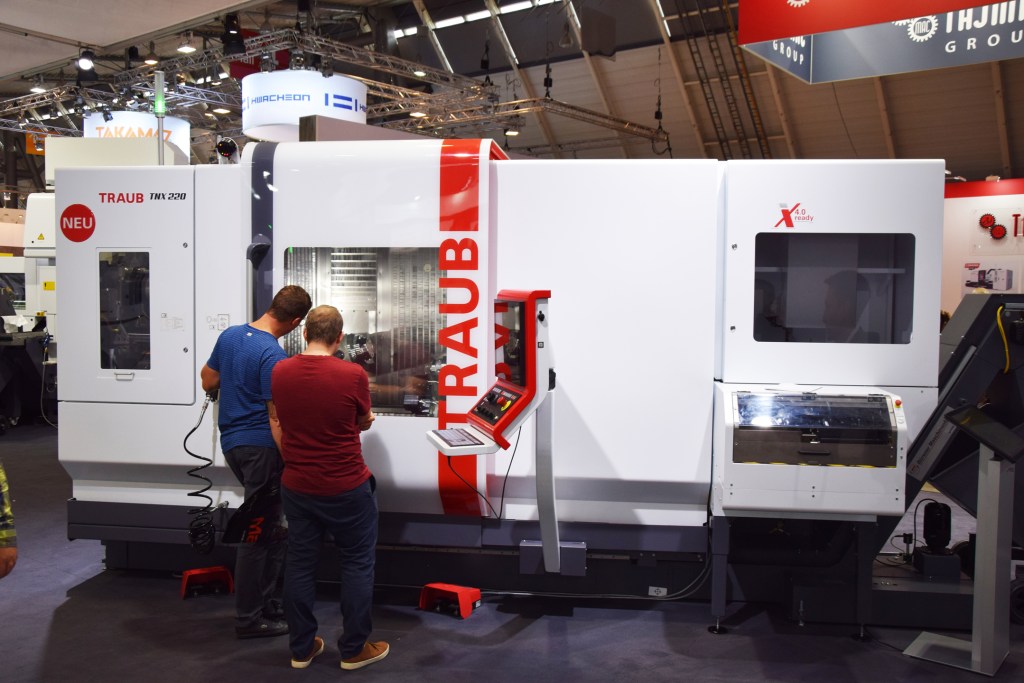
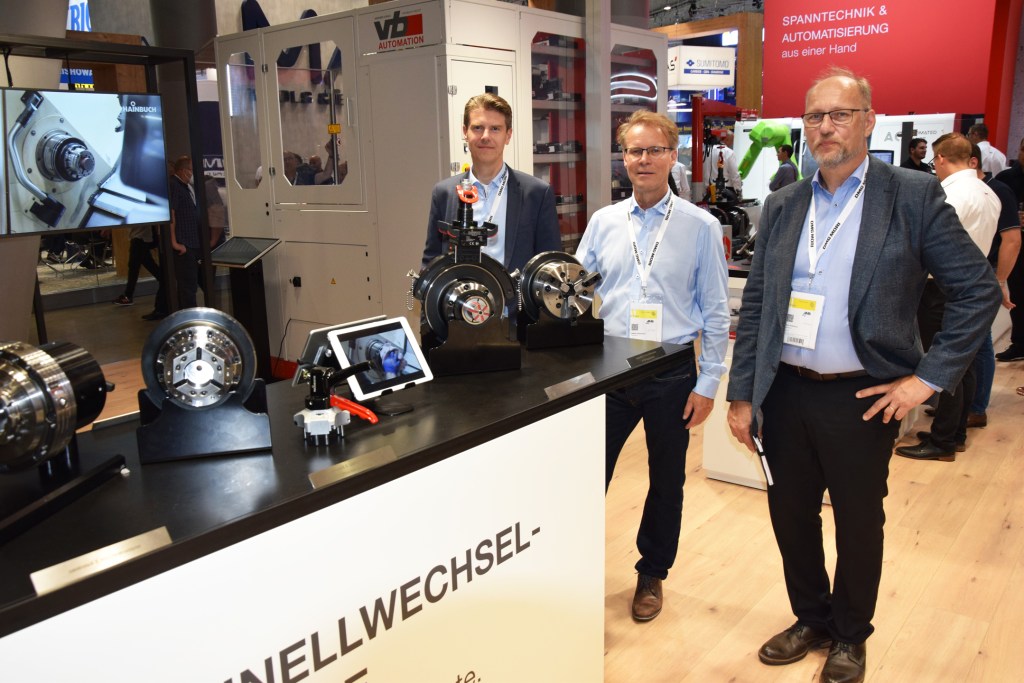
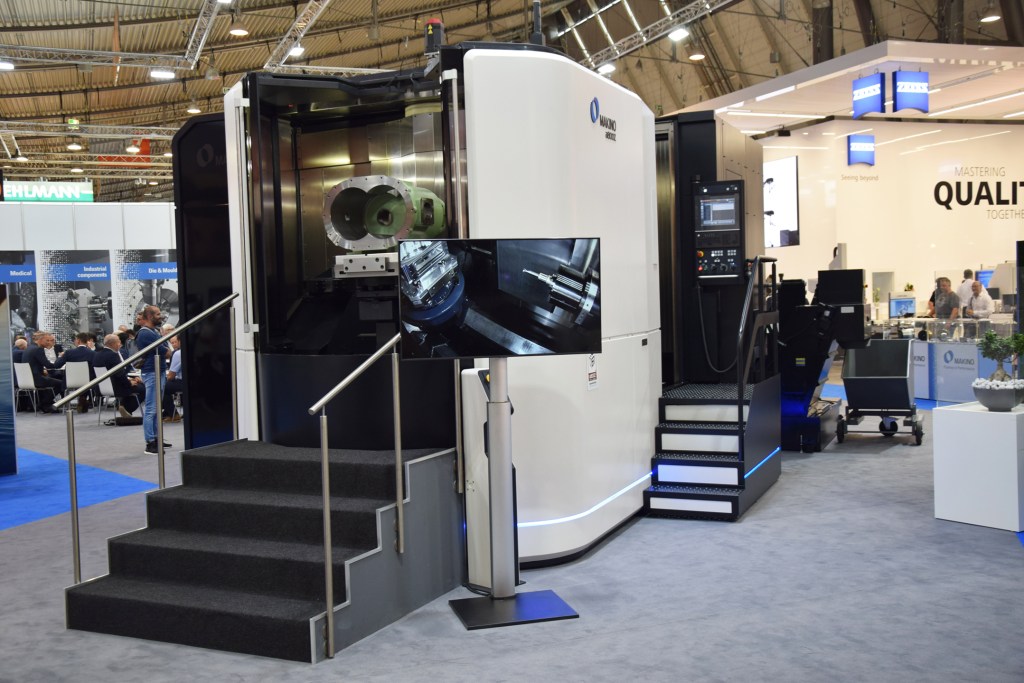
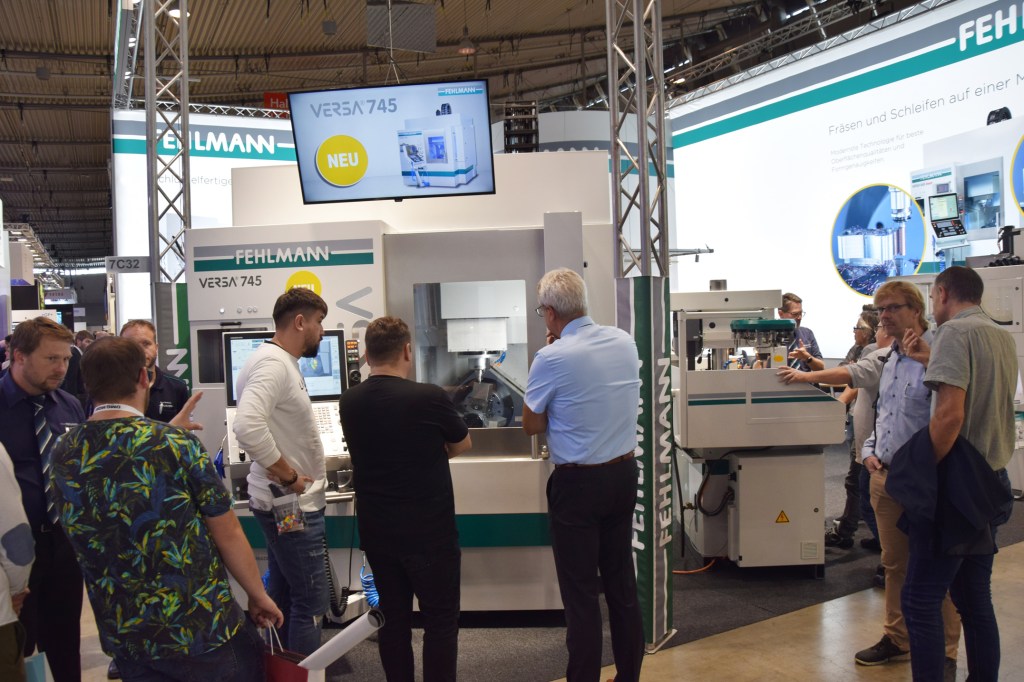
Automaatio oli AMB 2022 -tapahtuman kantavia teemoja. DMG Mori esitteli kookkaalla osastollaan koneita yli 20 ja niistä pääosa eri tavoin automatisoituina. PH Cell Twin on uusi, samanaikaisesti kahta eri konetta palveleva palettiratkaisu 400x500x500 mm:n palettikokoluokkaan. Sujuvaa automaatiota: Fastems esitteli messuilla mm palettien- ja kappaleenkäsittelyn tuotteitaan sekä älykkään automaation ohjausratkaisuja. MMS-tuotepäällikkö Bulza Krajkova ja Heikki Hallila, toimitusjohtaja, Fastems GmbH, kertoivat osastolla riittäneen vilskettä. Taustalla Flexible Pallet Tower eli FPT.Traubilta Stuttgartissa oli mukana uutuusmalli, niin ikään varsin tuoreen Index G220-mallin kanssa ohjaus- ja käyttötekniikkaa lukuun ottamatta identtinen Traub TNX220. Koneissa on karaporaus 76 mm, istukan halkaisija 200 mm, töitä sujuvoittavat moottoroitu hydrodynaaminen jyrsinkara A/B-akselein sekä myös kaksi alempaa työkalurevolveria.Saksassa kannetaan hyvää huolta nuorien kiinnostuksesta alaa kohtaan, koulutuksesta ja sitä kautta uusien ammattilaisten riittävyydestä jatkossakin. Mm. yritysten oppisopimusjärjestelmät ovat laajassa käytössä. Messuilla oli jälleen oma erikoisnäyttely nuorille missä useat yritykset esittelivät koulutusmahdollisuuksiaan.Saksalainen Grob valmistaa 5- ja 4-karaisia vaakakaraisia työstökeskuksia ja moninaista koneistuksen automaatiota. Esillä Stuttgartissa osastolla oli mm. kuvan G150 yhdistettynä CRC-robottisoluun. Suomen ensimmäinen G150 tulee Mansner Hienomekaniikalle. Myös 4-akselinen G440 -malli oli messuilla.No nyt on kompaktia. Tornosin Swiss Nano 10 on kone pienten kappaleiden huipputarkkaan sorvaukseen, poraukseen ja viimeistelyyn. Enimmäistangonhalkaisija 10 m ja -pituus 100 m ja kone mahtuu tietenkin pieneen lattiatilaan, tangonsyöttölaitteella varustettuna pituus 1,1 m ja leveys 0,65 m.Saksalainen Hainbuch keskittyy tuotteidensa osalta työkalun kiinnittämiseen ja tarjontaan kuuluivat mm. kuvan pikakiinnitysratkaisut. Vierellä messukeikalla Suomen edustajan Maanterän miehet, vasemmalta toimitusjohtaja Ilkka Eriksson,tekninen myyntipäällikkö Heikki Kirjavainen ja tuotepäällikkö Timo Patterson.Keskeinen Star-lanseeraus messuilla oli ensi vuonna markkinoille saapuva monipuolinen automaattisorvimalli SD-26. Koneesta on neljä versiota, osastolla oli mukana ”Type S”, missä jyrsintäyksikkö on varustettu koneen samanaikaisen 5-akselisen toiminnan mahdollistavalla B-akselilla. Myös työkaluyksikössä on B-akselifunktio.Uutuuslanseeraus korkealla profiililla: Uusi Nakamura-Tome-monitoimisorvimalli JX-200 esiteltiin messuilla. Koneen tunnuspiirteitä ovat mm. ATC, NT Smart -Cube työkalukara, alarevolveri Y-akselilla. Konetta demosi kahtena messupäivänä Stuttgartissa itse Nakamura-Tomen pääjohtaja Shogo Nakamura.Makino toi viime vuonna markkinoille uutuuskoneistuskeskusmallin A800Z, ja kone oli esittelyssä myös Stuttgartissa. Vaakakarainen koneistuskeskus 1280-, 1200-, 1120 mm:n liikkein (X/Y/Z), 37 (55) kW:n tehoin ja 60 työkaluasemalla on 5-akselinen toteutus valmistajan markkinoilla suosituksi tulleesta a81nx-mallista.Sveitsiläisen Fehlmannin uutta tuotetarjontaa ja Versa-sarjan laajennus Versa 745 on ratkaisu 5-sivuiseen ja 5-akseliseen koneistukseen Ø 500 mm:n kappalehalkaisijoihin saakka. Valurautaperusta ja lämpösymmetrinen kokoonpano ja automaattinen kinematiikan tarkistus tuovat huipputarkkuutta töihin.
Älykkääseen konepajateknologiaan ja elinkaaripalveluihin erikoistunut Vossi Group järjestää jälleen Alihankinta-messujen yhteydessä 27.-29.9. perinteisen konenäyttelyn Kilpailuetupäivät näyttelyhallillaan Tampereen Messukylässä.
Tapahtumissa on esillä mm. EMCO Hyperturn 45 G3 sorvauskeskus, Timesavers RB32 automaattinen levyhiomakone, Akira-Seiki V4.5XP työstökeskus, CNC-Takang TNC630x1500 vaakajohteinen CNC-sorvi, Baykal APES-SERVO 31100 särmäyskone, Faccin levynpyöristyskoneita sekä Bomar ja Carif -vannesahoja.
Tuttuun tyyliin Vossin ilmainen bussikuljetus kulkee messujen ja Kilpailuetupäivien välillä. Tarjolla on huipputeknologian lisäksi myös purtavaa ja juotavaa. Messut voikin aloittaa aamupalalla Vossin luona ja jättää auto Vossille tai sitten tulla päivällä bussikuljetuksella lounaalle.
”Kutsumme uusista konepajateknologioista kiinnostuneet vierailemaan sekä messuosastollamme C916 että Kilpailuetupäivillä näyttelyhallimme Tampereen Messukylässä”, Marko Vossi kutsuu.
Sahavalmistaja Karmetal on Maanterän uusi edustus. Valikoimassa ovat sekä manuaaliset-, automaattiset- että suurnopeussahat.
Karmetal on turkkilainen vuonna 1975 perustettu sahavalmistaja, millä on vientitoimintaa yli 70 maahan, kuten USA:han, Saksaan, Iso-Britanniaan ja Japaniin. Yritys on sertifioitu ISO 9001:2008 -laatujärjestelmän standardin mukaisesti.
Karmetalin valikoimasta löytyy yli 70 eri sahamallia ja se kattaa manuaaliset-, automaattiset- sekä suurnopeussahat kappaleiden muodosta ja mitoista riippumatta. Sahojen lähes kaikki komponentit ovat omaa tuotantoa, mikä vähentää riippuvuutta toimitusketjuista.
Sahat, joissa on esiasetetut sahausparametrit, on valmiiksi optimoitu toimimaan Maanterän sahanterätoimittajan Wikuksen tuotteilla. Karmetalin tuotantotilat tulevat lähiaikoina tuplaantumaan.
Karmetalin useimmissa sahoissa käytetään hydrauliikan sijaan servo-ohjausta kappaleen syötössä, mikä takaa huomattavasti tarkemman kappaleen paikoituksen verrattuna perinteisen hydrauliikan sijaan. Karmetalin lähes kaikkien mallien vakiovarusteina on jo mukana on kaksi kappaletta 2m rullaratoja ja nippusahauslaite. Maanterän sahavalikoimaan kuuluvat myös Thomas- ja Scantool -sahat.
Kellokoskella vuodesta 1984 toimineen Tuusulan Hitsauspalvelu Oy:n tuotanto on kehittynyt vuosien varrella merkittävästi, mikä tarkoittaa investointeja. Yrittäjä osaa arvostaa luottotoimittajaa.
Tuusulan Hitsauspalvelu tunnetaan erityisesti käsijohdeosaamisestaan, mutta merkittävä osuus tulee erilaisten metallirakenteiden toimituksissa. Aiemmin käytössä olleet sahat eivät enää palvelleet 2020-luvun tarpeita, joten niiden tilalle piti saada sopivampaa katkaisukalustoa.
”Tutkin esitteistä meidän tarpeisiimme laadullisesti hyvää sahaa automaattipyörösahan tilalle. Siinä oli tappimakasiini ja poistopuolen lajittelija, mutta silti se jäi liian hitaaksi”, kertoo Tuusulan Hitsauspalvelun yrittäjä-omistaja Jorma Mikkonen.
Puoliautomaattinen MEP Shark 282 SXI Evo –vannesaha löytyi heti toimitettavaksi Prodmac Oy:n varastosta.
Kun vanhasta sahasta oli pääsy eroon, Mikkonen pyysi ja ProdmacinPetri Ravanne tuli käymään.
”No ne olivat yksi nopeimmista kaupoista pitkään aikaan. Mikkonen tiesi mitä halusi, istuttiin kahville ja sen jälkeen käteltiin kaupat MEP Shark 332-1 NC automaattisahasta”, kertoo Ravanne.
”Samalla tehtiin kaupat pienemmästä, puoliautomaattisesta MEP Shark 282 SXI Evosta, joka oli meillä Prodmacilla varastokoneena. Asiakas sai sen heti käyttöön.”
Mikkosella oli varsin hyvä kuva MEP-sahoista, sillä naapurissa toimivalla metallialan yrityksellä on ollut käytössä MEP-sahoja jo vuosia. Tuusulan Hitsauspalvelu sai Shark 332-1 NC 5.1:stä monipuolisen vannesahan, jota voi ajaa automaattina tai käyttää manuaalisesti. Joustavuuden kruunaa molempiin suuntiin laajasti säädettävä sahauskulma (-45° / +60°).
”Petri hoiti kaiken ennen ja jälkeen käyttöönottoa todella hyvin”, kehuu Mikkonen.
Tuusulan Hitsauspalvelussa ollaan oltu varsin tyytyväisiä Shark 332-1:n monipuolisuuteen. Katkaisut voidaan tehdä suurissa kulmissa ja joustavasti. Automaattiajon keskeytys kertakatkaisulle ja paluu automaattiajolle sujuvat käden käänteessä.
”Ohjeet, käyttökoulutus ja kaikki apu on saatu heti. Pienempi kone haettiin parin päivän sisällä ja isompi taisi tulla tehtaalta viikossa. Se saatiin todella nopeasti tuotantoon, mitään seisokkeja ei tullut.”
MEP Shark 332-1 NC 5.1 on osoittautunut luotettavaksi ja joustavaksi, koska sillä voidaan ajaa tarvittaessa pitkiä sarjoja automaattina ja tarpeen tullen tehdä tarvittavat kertakatkaisut manuaalisesti.
Kolmas MEP taloon
Vanha sanonta ei kahta ilman kolmatta toteutui alta vuoden sisällä vannesahakaupoista. Tuusulan Hitsauspalvelulla oltiin kyllästytty vanhan pyörösahan hitauteen. Sahan vain kahdesta teränopeudesta ei kumpikaan oikein sopinut katkaistaville materiaaleille.
”Kellotin katkaisun vanhalla pyörösahalla, ja se oli minuutti ja 15 sekuntia”, kertoo Mikkonen.
Vanhan sahan tilalle Petri Ravanne tarjosi portaattomasti säädettävällä terän nopeudella varustettua, puoliautomaattista MEP Tiger 372 SX Evo -pyörösahamallia. Hinta-laatusuhteeltaan erittäin kilpailukykyisen sahan nopeus oli juuri sitä mitä Tuusulan Hitsauspalvelu kaipasi.
Viisi kertaa Tuusulan Hitsauspalvelun vanhaa sahaa nopeampi MEP Tiger 372 on ehtinyt urakoida jo kymmeniä tuhansia katkoja.
”Katkaisuaika lyheni 15 sekuntiin, eli uusi MEP on vanhaa sahaa viisi kertaa nopeampi. Kun päivässä tehdään satoja katkaisuja niin tällä on todella iso merkitys”, painottaa Mikkonen.
Sahakaupan jälkimainingeissa Petri Ravanne ehdotti Wikus-kovametalliterän kokeilua. Sen kestävyys yllätti Jorma Mikkosen täysin.
”Terällä tehtiin katkoja neljä kuukautta ja se oli yhä hyvässä kunnossa. Me päätimme kuitenkin lähettää terän kunnostettavaksi ennen kuin se on täysin loppu ja katsoa miten pitkään se oikein kestää. Teräkustannus jää katkoa kohden todella pieneksi ja nyt oikeastaan harmittaa vain se, ettei ole terän merkitystä aikaisemmin huomannut”, kiteyttää Mikkonen.
”Tässä on tullut katseltua luetteloa vähän sillä silmällä, että kohta taitaa olla aika tehdä MEP-kaupat.”
Konepaja Seppo Suomi Oy katkaisee vannesahalla mm. induktiokarkaistua männänvarsiterästä (Cromax IH482). Tuotannon ja sahanterän optimointi lisäsi katkaisukapasiteettia ja pienensi katkaisukustannuksia.
Konepaja Seppo Suomi Oy:ssä käytetään paljon 50-100 mm männänvarsiteräksestä tehtyjä aihioita. Aiemmin tankojen katkaisu tehtiin perussahalla ja -terällä, mikä edellytti tangon hehkuttamista katkaisukohdista sen karkaistun pinnan pehmentämiseksi.
”Siinä meni tuhottomasti aikaa, kun tankoja piti jäähdyttää tuntikausia ennen katkaisua. Kun tilausmäärät kasvoivat, piti keksiä tehokkaampi tapa katkaista aihiot”, kertoo tuotantoinsinööri Teemu Laitinen.
Tehtiin kokeilu katkaista tangot kovametalliterällä varustetulla vannesahalla.
”Sillä saatiin katkaisujen määrä moninkertaistumaan. Vaikka yhä joudumme hehkuttamaan aihioiden päät ennen niiden koneistusta, se ja jäähdytys voidaan tehdä samalla kun lisää aihioita katkaistaan. Prosessi on kokonaisuutena paljon nopeampi”, kertoo Laitinen.
Lisää katkaisuja ja ajansäästöä
Työ aloitettiin Wikus Futura SN-terillä, joista yritykselle ehti kertyä hyvin kokemusta. Sitten Prodmacin Petri Ravanne ehdotti kokeilemaan terän pinnoitettua versiota (Wikus Futura Premium SN).
”Siihen ollaan oltu todella tyytyväisiä, sillä katkaisujen määrä nousi selvästi ja aikaakin säästyy jonkin verran”, kertoo Laitinen.
”Perusterällä saatiin tehtyä keskimäärin 350-400 katkaisua, ja pinnoitetulla Premium SN-terällä päästään 630-650 katkoon. Vaikka terä mitä me käytämme on pinnoitettuna joitakin kymppejä kalliimpi, niin silti katkaisussa säästyy noin 20 senttiä.”
Konepaja Seppo Suomi tekee materiaalille 14-15 000 katkoa vuodessa, joten säästöä syntyy vaikka siitä kuittaisi n. 20 % kalliimmat terät. Silti Laitisen mielestä säästöjä tärkeämmäksi voi nostaa tehostuneen tuotannon.
”Kokemuksemme mukaan kannattaa ehdottomasti kokeilla olemassa olevalla kalustolla erilaisia vaihtoehtoja tuotannon tehostamiseen. Se korostuu nykyään koska työvoimaa on vaikea saada.”
Yhtenä kokeiluista Laitinen tuo esille teränopeuden noston. Seppo Suomi Oy:ssä käytetään nykyään 10-15 % suurempia nopeuksia kuin terävalmistaja Wikus suosittelee.
”Sahurin kanssa tätä on kokeiltu ja hyväksi havaittu. Wikus-terät ovat niin tasalaatuisia, että ne kestävät hyvin teränopeuden noston”, vakuuttaa Laitinen.
”Itse asiassa terät alkavat olla niin hyviä, että vanhojen sahojen pyörintänopeuksilla niistä ei saa kaikkea irti.” Wikus-terät Suomessa: Prodmac.
Konepaja Seppo Suomi Oy:n Cromax IH482:n katkaisussa käytetyt parametrit:
Teränopeus: 110 m/min Leikkuuteho: 10-15 cm²min Syöttönopeus: 25 mm/min Jäähdytys: kuiva tai emulsio, jossa enintään 3% öljyä
Konekaupan pitkän linjan ammattilainen Harri Laulajainen on aloittanut Prodmac Oy:n myynnissä.
Laulajaisella on kokemusta myös maahantuonnista, ja hän tuntee Prodmac Oy:n asiakaskunnan tarpeet hyvin. Laulajainen vahvistaa Prodmac Oy:n myyntitiimiä ja odottaa pääsevänsä palvelemaan asiakkaita kattavasti sahausasioissa. Tähän hänen mukaansa luo hyvät puitteet Prodmac Oy:n ja Behringer-yhtiön osaaminen analyysiin perustuvasta investointitarvekartoituksesta.
Sahauskustannusten pienentäminen on alati huomattava haaste vannesahojen valmistajille. Tshekkiläinen sahavalmistaja Pilous esittelee muokattavan avun ongelman poistamiseksi automaattisen materiaalin siirtoon ja mittatarkkaan pysäytykseen. Nämä komponentit toimivat erinomaisesti yhdessä Pilousin puoliautomaattisten sekä automaattisten vannesahojen kanssa.
Automaattisten vannesahojen perusversiot on yleensä suunniteltu materiaalin syöttöön aina 500-1000 mm:iin per syöttö. Moninkertaisesta materiaalin syötöstä johtuen tällaisissa tilanteissa lyhennettäessä pituuksia yli kahdesta metristä tai vielä pidemmistä tulee tavallisesta automaattisahasta tehoton. Monihaku on hyvin aikaa vaativa toimenpide. Sen sijaan tällä rataratkaisulla syöttö-/pysäytysjärjestelmällä tällaiset tehtävät voidaan hoitaa huomattavasti pienemmässä ajassa.
KPO 520 NC-automaatioratkaisu.
Älykäs järjestelmä
Pilousin järjestelmän perusta on korkealaatuisella teollisella lineaariakselilla varustettu tukeva kuljetin. Servokäyttö huolehtii korkeasta syöttönopeudesta ja 0.1 mm:n tarkkuudesta (mitasta). Käyttöä ohjataan kookkaasta kosketusnäyttötaulusta, joka sijaitsee erillisessä ohjauspaneelissa.
Mahdollisuus useasti käytettyjen pituuksien tallentamiseen muistiin on mukana oleva tärkeä ominaisuus. Älykäs järjestelmä estää ylilastaukset ja liukumekanismin vahingoittumisen. Maailmanlaajuinen hintojen aleneminen taajuusmuuttajissa, lineaarijohteissa, servokäytössä, hammaspyörissä, kosketusnäytöissä, PLC-ohjelmissa jne. mahdollistavat suunnittelijoille näitten oheislaitteitten helpomman saavutettavuuden.
Käyttöä ohjataan kookkaasta kosketusnäyttötaulusta, joka sijaitsee erillisessä ohjauspaneelissa.
Ratkaisuja tuotannon vaatimuksiin
”Asiakas hyötyy ensi kädessä sahaustoiminnon nopeudesta, sahaustarkkuudesta, luotettavuudesta ja koko toiminnon taloudellisesta vaikutuksesta. Tutkimus- ja kehitystyö on ollut aktiivista Pilousilla koko sen olemassaolon, toisin sanoen liki 27 vuoden ajan. Suunnitteluosasto kehittää jatkuvasti uusia ratkaisuja, jotka voisivat paremmin vastata kohoaviin tuotannon vaativiin vaatimuksiin. Tämän takia Pilousin suunnitteluosasto täydensi monivuotista yritystä modernisoida ja laajentaa sekä syöttö- että mittausjärjestelmiä”, toteaa Markku Tavasti Maketekilta.
Kuluvan vuoden loppuun mennessä Pilous suunnittelee esittelevänsä lastausmakasiinin, joka yhdistettynä syöttö- tai mittajärjestelmään helpottaa vielä enemmän koko sahaustyövaihetta. Lisäksi Pilous on kehittänyt uuden ratamallin, ns. D-tyypin radan kevyemmille materiaaleille. Tähän saadaan manuaalisia mittavasteita jopa kuuteen metriin saakka.
Uusia ratkaisuja kohoaviin tuotannon vaatimuksiin. Kuvassa uusi ratamalli.
3D-tulostuksella tehtyjen metallisten aihioiden katkaisut tai lohkomiset asettavat sahoille melkoisia vaatimuksia, joita ei pysty täyttämään tavanomaisilla vannesahoilla. Behringerin 8 vuoden kehitystyön tuloksena esiteltiin 3D-sahamallisto.
Useimmat sahavalmistajat hallitsevat mainiosti tavanomaisten metallien katkaisut, olivat ne sitten valettuja, vedettyjä tai valssattuja. 3D-tulostuksessa käytettyjen metallien katkaiseminen ja lohkominen tarkasti, tehokkaasti ja aihioihin vaurioita aiheuttamatta asettaa sahavalmistajat aivan uuden haasteen äärelle.
3D-tulostetuissa aihioissa voivat hyvin ohuet ja varsin jämäkät kohdat sijaita aivan vierekkäin, jolloin vakiona säilyvä terän syöttö ja sen nopeus voivat välillisesti alkaa aiheuttaa vaurioita sahauspinnalle. Katkaisupinta voi alkaa paikoin kuumeta tai terä värähdellä.
Toiseksi 3D-materiaalista ei synny perinteistä sahauslastua vaan hienojakoista purua, jopa pölyn tapaista mujua. Ne tukkivat terän helposti.
3D-malliston edullisin versio perustuu luotettavaan HBE320-523-sahamalliin.
Kattava tietokanta kertyy
Behringerin asiakkaat alkoivat etsiä katkaisukonetta 3D-tulostetuille osille jo reilut kahdeksan vuotta sitten. Yhtiön osaaminen tarkkojen ja tehokkaiden sahojen valmistajana ja kehittäjänä tiedettiin.
Vuosien varrella Behringer keräsi tietotaitoa eri asiakkaille räätälöityjen, 3D-materiaalien katkaisussa tai lohkomisessa käytettyjen sahojen toteutuksista. Tiiviin yhteistyön ansiossa Behringerille kertyi tietokantaa sadoista eri 3D-tulostusmateriaaleista.
Nyt tämä materiaalitietokanta on Behringerin asiakkaiden käytettävissä.
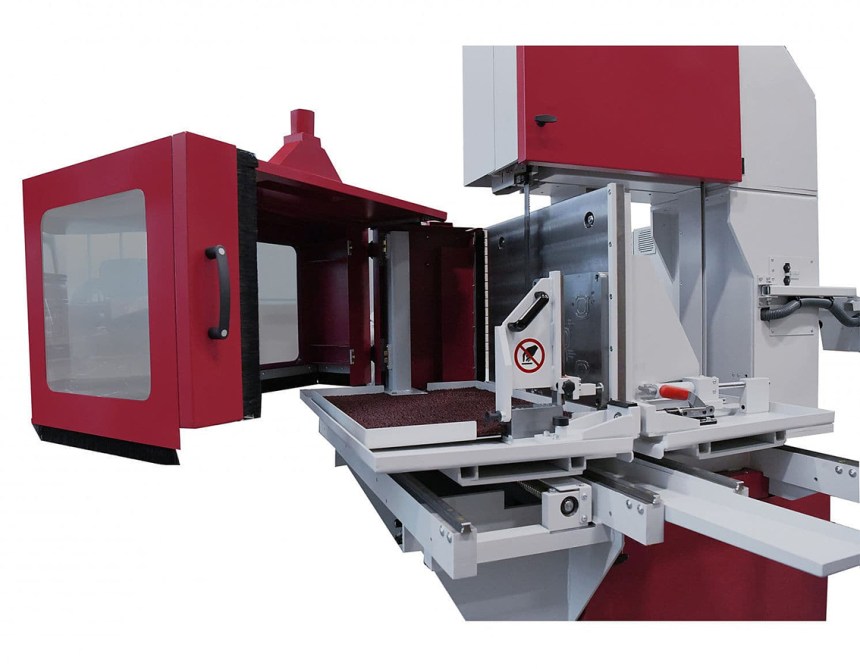
Alumiinipohjaisista tulostusmateriaaleista valmistettujen aihioiden katkaisuissa tai lohkomisessa tarvitaan koteloon sijoitetutut erittäin tehokkaat sumuvoitelu- ja imulaitteistot. Tämä laitteisto on asennettu LPS-T 3D-sahaan.
Behringer 3D-sahojen perusrakenteet
Pitkän kehitystyön aikana 3D-materiaalien katkaisuissa tai lohkomisissa käytetyissä Behringer-vannesahoissa on kokeiltu lukuisia erilaisia terä- ja jäähdytysainevaihtoehtoja, teränopeuksia, terän syöttönopeuksia sekä jäähdytys- ja lastunpoistolaitteistoratkaisuja.
Asiakkaille räätälöidyistä koneista kertyneen tietotaidon perusteella yhtiö alkoi kehittää erityisesti 3D-materiaalien katkaisuun tai lohkomiseen soveltuvaa sahamallistoa. Niissä on huomioitu:
– teräpaineen ja sahausvastuksen herkkä seuranta ja nopeat teränopeuden ja syötön muutokset
– erittäin tehokas terän jäähdytys ja voitelu, jota voidaan optimoida eri tulostusmateriaaleille
– sahauspurun tai -pölyn erittäin tehokas poisto
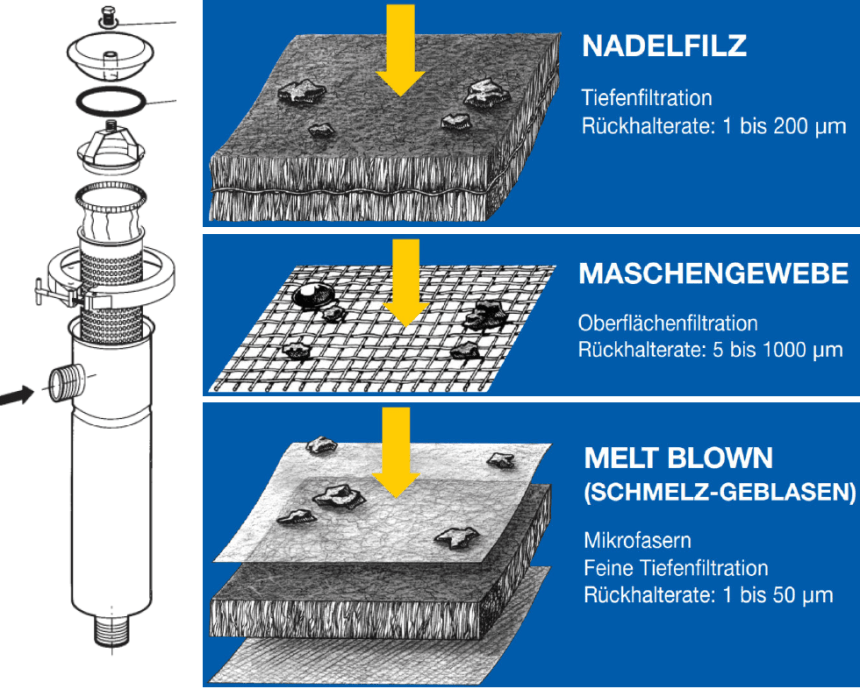
– jäähdytysnesteen 3-vaiheinen suodatusjärjestelmä poistaa pienimmätkin ylimääräiset hiukkaset
– 3D-tulostettujen aihioiden jämerä kiinnitys, jota voidaan räätälöidä asiakkaan tarpeen mukaan
– edellinen säästää merkittävästi aikaa 3D-tulostuksessa, koska paksua lähtökerrosta ei tarvitse tulostaa
– erittäin vankka, terän värähtelyä tehokkaasti vaimentava sahakaari ja jämerä sahavanteen kiristysmekanismi (vakio kaikissa Behringer-sahoissa)
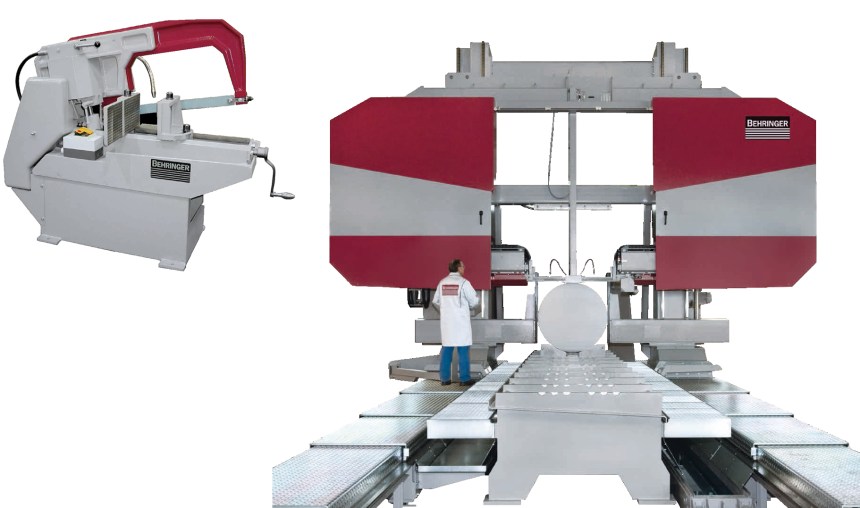
LPS-T-3D:n kapasiteetti riittää tonnin painoisen ja jopa 800x650x900 mm kokoisen 3D-tulostetun aihion lohkomiseen.
Kolme vaihtoehtoa
Behringerin 3D-tulostettujen kappaleiden sahaukseen optimoitu sahamallisto aloittaa kolmella eri versiolla. Niistä pienin HBE320-523 3D on optimoitu 20 x 20 sentin tulostusalustalle tehdyille aihioille, mikä riittää suurimpaan osaan 3D-tulostetuista aihioista. Sen sahan kiinnityskelkkaan liitettävä tulostusalusta voi olla kokoa 300 x 500 mm. Kiinnityskelkka kestää 350 kilon kuormituksen.
Pykälää suurempaan HBE560N 3D-malliin voi kiinnittää sivumitoiltaan puolimetrisen ja korkeudeltaan 60-senttisen 3D-tulostetun aihion, joka saa painaa 650 kiloa. Kiinnityskelkan koko on 500 x 500 mm. Koneessa on myös automaattinen nollalinja ja muuta sahaustyön aloitusta nopeuttavaa automaatiota.
Behringer varmistaa rautapohjaisten 3D-tulostusmateriaalien katkaisussa käytetyn jäähdytysnesteen toimivuuden 3-vaiheisella suodatusjärjestelmällä.
Malliston huipulle asettuu Behringerin lohkosahamallin LPS-T perustuva 3D-versio. Se voidaan räätälöidä likimain kaikkien valmistajien suurimmillakin 3D-tulostuskoneilla valmistettujen aihioiden pilkkojaksi. Aihion koko voi olla 800 x 900 x 650 mm ja painaa tonnin. Valmistaja lupaa koneelle vieläkin suurempaa kapasiteettia, jos tarvetta on. Suomen edustaja on Prodmac.
Kun Konekuriirin numero 1 ilmestyi alkuvuonna 1991, oli lehden kakkossivulla SK-Koneen ilmoituksessa mukana kuvallaan myös konemyyjä Markku Tavasti. Pian sen jälkeen mies tuli alalla tutuksi Maketek Oy:n toimitusjohtajana. Markku Tavastin ura konekauppiaana ulottuu kuudelle vuosikymmenelle ja se jatkuu yhä.
Markku Tavastin ura konekaupan parissa on pitkä. Ja matka jatkuu.
Markku Tavasti kuuluu alan konkareihin. Nuori mies aloitti autosähköasentajana, mutta varsinaisesti hänet tunnetaan konemyynnin ammattilaisena, joka on uransa aikana ehtinyt olemaan monessa mukana.
Kohti konemyyntiä taival eteni aikanaan, kun Tavasti tuli Machineryn palvelukseen 1970-luvun alussa. Ura alkoi huoltomiehenä, mutta varsin pian Tavasti siirtyi myynnin tehtäviin.
Sittemmin työt jatkuivat SK-koneella, kunnes 1990-luvun vaikeina alkuvuosina SK-Koneen taival päättyi konkurssiin. Siitä aukesi yrittäjän taival.
”Lamavuodet olivat vaikeita ja silloin useammallekin hyvin tunnetulle alan toimijalle kävi kehnosti. SK-Kone oli yksi niistä. Isojen yritysten hankaluudet vapauttivatkin alan osaajia muihin tehtäviin, ja uusia yrityksiä syntyi. Tällä tavoin aloitti myös Maketek Oykohta lähes 28 vuotta sitten”, sanoo Markku Tavasti.
Toiminnan vuodet
Konepajojen koneisiin ja laitteisiin keskittynyt Maketek Oy sai lentävän lähdön.
Yritys osti SK-Koneen keskeisen varaston ja se takasi uudelle yritykselle sujuvan ponnistuslaudan.
Yritys profiloitui varsinkin tsekkikoneiden maahantuojaksi, ja sellaisena se tultiin tulevina vuosina alalla tuntemaan. Kun maa ja sen markkinat toipuivat ison laman jälkeen 1990-luvulla, pääsi vahvaan alan osaamisen niin myynnin kuin huollonkin alalta nojannut Maketek vauhtiin ja kasvoi alan toimijana.
Iso muutos toiminnan puitteille oli, kun yritys osti Tampereen Ruskosta kookkaan teollisuushallin ja muutti sen tarpeisiinsa kone-esittely- ja myyntitilaksi.
”Työntekijöitä oli enimmillään 13, vuonna 1998. Keskimäärin toimittiin kuitenkin 8-10 henkilön työpanoksella”, Tavasti kertoo.
Kehitys jatkui 2000-luvun puolelle, yrityksen ennätysvuosi oli vuosi 2006, silloin tehtiin noin seitsemän miljoonan euron liikevaihto. Kun maan talous sitten jälleen notkahti vuonna 2008, seurasi kausi, jonka mainingeista toipuminen on koko maassa kestänyt pitkään.
”Investoinnit ovat tässä maassa varovaisia viimeiset kymmenen vuotta, ja osin sama tilanne jatkuu yhä. Kuitenkin investointeja pitäisi tehdä, kalusto ikääntyy ja sitä pitäisi uusia, jos kehityksen kelkassa aiotaan pysyä. Tässä riittää jatkossakin tekemistä”, Tavasti sanoo.
Maketek itse toimii nyt aiemmista vuosista osin muuntunein muodoin. Ruskon toimitiloja on vuokrattu VTT:n käyttöön. Konevarasto toimii Ruskossa konttoritilojen vieressä ja tarjoaa pohjan nopeille asiakastoimituksille.
Myös konepaletti on muuttunut, tsekkikoneiden perinteitä pitävät kirjavien edustusmuutosten myötä yrityksen paletissa yllä tsekkiläiset Pilous-sahat. Toinen keskeinen edustus ovat bulgarialaiset ZMM-sorvit. Maketek Oy työllistää nyt viisi henkilöä.
”Ydinporukalla mennään. Vahvuutemme on ollut aina erittäin vahva huollon osaaminen, ja se on edelleen toiminnan ydinasia.”
Mainosilmettä kolmen vuosikymmenen takaa. Konekuriirin kakkossivulta SK-Koneen ilmoitus/1991.
Monenlaista muutosta
Kun vuosia kuluu, muutoksia tapahtuu niin yritystasolla kuin toimintatavoissakin.
Aikanaan ”vanhantyyppisen idän” aikana koneet ostettiin Suomenkin markkinoille valtiontehtailta isona nippuna kerran vuodessa. Kun toimintatavat ja tehtaitten omistussuhteet idän suunnalla muuttuivat, muuttuivat myös toimintatavat. Kaupankäynnistä tuli yksittäistoimituksia ja myös yksilötason toimintaa, missä henkilösuhteet ovat tärkeässä asemassa.
”Sen myötä minulla itsellänikin on runsaasti ystäviä ja tuttuja Tsekissä. Heitä tulee tapailtua esimerkiksi Brnon konemessuilla. Vahvassa vauhdissa olevat messut ovat edelleen sikäläinen alan vuosittainen kohokohta”, sanoo Markku Tavasti.
Toisen ison muutoksen konekauppaan toi internet, jonka kehitys 1990-luvulta lähtien on muuntanut toimintatapoja monella suunnalla.
”Konekaupan alalla se on tuonut mukanaan sen ilmiön, että joiltakin tehtailta asiakkaiden on nyt mahdollista ostaa koneita suoraan. Tämä onkin yksi haaste, mutta on kone-edustajillakin yhä roolinsa kokonaisuudessa. Esimerkiksi edustaja huolehtii ja avustaa paikallisissa huolto- ja elinkaaripalveluissa. Tällainen tuki suorista tehdasostoista puuttuu, ja se on toki hyvä pitää mielessä”, sanoo Markku Tavasti.
Ruskon toimitila on Maketekin maamerkki.
Matkalla eteenpäin
Maketekilla on takanaan pian kolmekymmentä vuotta, mutta yritys suuntaa eteenpäin ja kuten näinä kaikkina näinä vuosina aiemminkin, näkyy säännöllisesti ilmoittajana myös Konekuriirissa.
Vaikka virtaa yrityksen pyörittämiseen riittää, on viestikapulan jättöä nuoremmille Markku Tavasti (72) on toki tuumannut.
”Jos sopiva ostaja yritykselle ilmaantuisi, kaupat voisivat syntyä nopeastikin. Minun tavoitteeni kuitenkin on, että tämä alan osaajien nippu pysyisi jatkossakin kasassa. Ammattitaito tällä porukalla, jos kenellä, on raudankovalla tasolla”, Markku Tavasti sanoo.
”Niin kauan kuin ne asiat etenevät, tehdään täysillä töitä. Seuraava isompi ponnistus Maketekillekin on maaliskuun Konepaja Tampereella. Olemme mukana tutulla paikalla noin sadan neliömetrin osastolla E-hallissa vahvan konetarjonnan myötä. Konepaja on nykyisin alan tärkeä näyttelyareena ja panostamme tapatumaan sen mukaisesti, eli isosti”, Markku Tavasti sanoo.
Saksalainen laatusahojen valmistaja Behringer GmbH juhlisti 100-vuotista taivaltaan kolmen päivän ajan. Asiakkaita hemmoteltiin juuri valmistuvaan uuteen tuotantohalliin pystytetyssä juhlagaalassa.
Keskellä ensimmäisen polven Behringer-saha, vasemmalla Behringer-yhtiön omistaja ja johtaja Christian Behringer ja oikealla Behringerin maahantuojan tj. Mika Koivuniemi.
Sadassa vuodessa Behringer GmbH on kasvanut Kirchardissa yhden miehen korjauspajasta 55 miljoonan euron liikevaihtoa tahkoavaksi metallikatkaisusahojen sekä teräsvalimon kombinaatioksi. Lisäksi konserniin kuuluvat pyörösahavalmistaja Behringer-Eisele sekä palkkityöstökoneita valmistava Vernet-Behringer.
Behringer-konsernin tuotteiden maahantuojan Prodmac Oy:n yrittäjäpariskunta Heta ja Mika Koivuniemi nauttivat lämminhenkisestä juhlasta.
Yhtiön virallinen juhlinta alkoi marraskuisena torstaina. 100-vuotisjuhla alkoi asiakkaille ja liikekumppaneille suunnatulla gaalaillallisella. Seuraavana päivänä juhlivat yhtiön työntekijät ja heidän läheisensä. Lauantaina ovet olivat auki kyläläisille sekä muille kiinnostuneille.
Uuteen, takanurkastaan vielä verhousta vaille olleeseen uuteen tuotantohalliin oli koottu laaja tuotantokonenäyttely Behringer-konsernin tuotteista. Behringerin vannesahojen lisäksi näytillä oli Behringer-Eiselen pyörösahoja sekä Vernet-Behringerin palkkityöstökonesolu.
Kiinnostuneet pääsivät myös kurkkaamaan Behringerin kuumaan ytimeen, huippulaatuisia osia valmistamaan teräsvalimoon. Sen tuotannosta Behringer-sahoissa tarvittavat osat edustavat vain noin viidesosaa.
Kätevä mies ja korjaamo
Vuonna 1919 August Behringer aloitti kotipaikkakunnallaan pienimuotoisen korjaamotoiminnan. Yrittäjä erikoistui moottoripyörien ja tuon ajan elektroniikkalaitteiden, lähinnä radioiden huoltamiseen ja korjaamiseen. Yritys kasvoi hiljalleen.
Toisen maailmansodan jälkeen August Behringer esitteli 1945 ensimmäisen sähkömoottorisen nytkysahansa. Siitä tuli menestys, ja kysyntää tyydyttääkseen Behringer päätti perustaa teräsvalimon 1952. Sahatuotannossa tarvittavien osien lisäksi se tuotti osia nopeasti kasvavan Saksan talouden rattaiden pyörittämiseen.
Juhlaillallisen aikana yleisöä viihdyttivät monet akrobatian taitajat.
Seuraavat pari vuosikymmentä yritys kasvoi tasaisesti kahden peruspilarin varassa. 1970 otettiin käyttöön uusi valimo, ja samalla vuosikymmenellä Behringer esitteli ensimmäiset täysautomaattiset vannesahamallit. Koneiden koko kasvoi, 1980-luvun alussa esiteltiin halkaisijaltaan yli metristä materiaalia katkaisemaan kykenevät mallit.
1990-luvun puolivälissä yhtiö osti ranskalaisen, palkki- ja levytyöstökoneita valmistavan Vernetin ja vuosituhannen vaihteessa pyörösahavalmistaja Eiselen.
2001 Behringer toi markkinoille suuriin teränopeuksiin pystyvät, kovametalliteriä pyörittävät tehokkaat sahamallit ja kahta vuotta myöhemmin mallisto täydentyi lohkosahoilla. Vuosikymmenen lopulla yhtiö investoi uuteen teknologiakeskukseen sekä moderniin valimoon, joka vihittiin käyttöön 2010.
Viimeisten viiden vuoden aikana Behringer on osoittanut pystyvänsä rakentamaan 1000×2000 mm ja isompienkin materiaalien katkaisuun soveltuvia sahoja. Terien, anturien ja automaation kehitys on mahdollistanut aina vain tehokkaampien ja tarkempien vannesahamallien kehityksen. Tuorein yhtiön innovaatio on kaikenkattava, itseoppiva katkaisunhallintaohjelmisto BehrConnect.
Behringerin tämän hetken vakiomallisto alkaa klassisesta, 220 mm materiaaleille riittävästä nytkysahasta. Toista ääripäätä edustavat ⌀ yli 2-metristä materiaalia katkaisemaan kykenevät koneet.
15 miljoonan investointiohjelma
100-vuotiaanakin Behringer kasvaa yhä pontevasti, mistä kertovat kolmen edellisen vuoden aikana tehdyt 15 miljoonan euron investoinnit. Uusi 6000 neliön tuotantohalli paitsi avartaa tuotannon pullonkauloja, myös antaa mahdollisuuden entistä suurempien katkaisusolujen valmistamiseen ja koekäyttöihin.
Behringerin teräsvalimo on toiminut kohta seitsemän vuosikymmentä. Valuosien ehdoton huippulaatu edellyttää huomattavan tarkkaa seosaineiden sekä lämpötilojen hallintaa. Sitä osaamista voidaan hyödyntää Behringerin-sahojen runkojen ja sahakaarien osissa.
Lämminhenkinen gaala
Perisaksalaiseen, työteliääseen tapaan yhtiön omistajat, serkukset Rolf ja Christian Behringer pitäytyivät 100-vuotisjuhlassakin vain asiassa. Ylenpalttisia yhtiön tai sen saavutusten hehkutuksia ei nähty. Sellaisten sijaan juhlapuheessa kerrottiin yrittäjäperheen tarina ja kerrattiin lyhyesti yhtiön laajenemisen ja koneiden kehityksen merkkipaaluja.
Tarjoilussa toteutettiin varsin perinteistä, hyvin tehtyä saksalaisen keittiön linjaa. Viinit olivat mitä ilmeisimmin suhteellisen läheltä ja pienehköiltä tuottajilta valittuja. Asiaosuuksia ja ruokailua rytmittivät monenlaiset akrobaatit ja jonglöörit. Leivoskahvien jälkeen lavan valtasi osaava viihdebändi, ja baarissa tarjoiltiin juomien ohella monenlaista pikkupurtavaa.
Behringerin HBE-sarjan tehokkaista perussahoista näyttelyssä esiteltiin malliston suurin, yli metristä materiaalia katkaiseva 1060A Performance.
Suomen delegaatio
Behringer-sahojen Suomen maahantuoja Prodmac Oy:n omistajat Mika ja Heta Koivuniemi sekä kourallinen tärkeitä saha-asiakkaita juhlivat Kirchardissa.
Toimitusjohtaja Mika Koivuniemi yllättyi uuteen tuotantohalliin rakennetun konenäyttelyn laajuudesta. Mukana oli uutuusmallien lisäksi kokonainen Vernet-Behringerin palkkityöstökonekeskus.
”Näin isoa tuotantokoneiden näyttelyä olisi voinut kyllä esitellä laajemmallekin asiakaspiirille”, totesi Mika Koivuniemi juhlatunnelmissa.
”Harmi kun Behringer ei kertonut etukäteen tästä! He halusivat varmaan pitää tämän näyttelyn yllätyksenä paikalle tuleville. Mutta täytyy antaa tunnustusta, onhan tämä juhla hienosti järjestetty.”
Behringer GmbH
Behringer, Behringer-Eisele sahat ja Vernet-Behringer palkkityöstökoneet Maahantuoja Prodmac Oy