Konepajayhtiö ITA Nordic Oy ja Steelsalo Oy ovat allekirjoittaneet 22.1.2025 yrityskauppasopimuksen, jolla Salon Konepajan koko osakekanta siirtyy ITA Nordicin omistukseen.
ITA Nordic Oy on suomalainen, kone- ja laitevalmistajien sopimusvalmistaja, joka on erikoistunut laadukkaiden ja teknisesti vaativien sorvattavien, jyrsittävien tarkkuuskappaleiden valmistukseen ja kokoonpanoon.
Yrityskaupan myötä ITA Nordicin liikevaihto kasvaa 19 milj. eurosta 27 milj. euroon ja henkilökunnan määrä 84 työntekijästä 120:een. Kauppa on osa ITA Nordicin kasvustrategiaa ja vahvistaa osaamista teknisesti vaativien komponenttien valmistajana. Asiakkaina on alansa johtavia yrityksiä, kuten ABB, Sandvik ja Wärtsilä.
Salon Konepaja on koneistukseen ja sopimusvalmistukseen erikoistunut konepaja, jonka liikevaihto on 8 milj. euroa ja henkilöstön määrä 36 henkeä. Yhtiön ydinosaamista ovat koneistetut, geometrisesti vaativat ja tarkasti toleroidut tuotteet
Toiminta Salon tehtaalla tulee jatkumaan ennallaan ja osaavan henkilökunnan työpaikat säilyvät Salossa. ”Haluamme olla kasvollinen suomalainen omistaja ja luoda työtä Suomeen. Asiakkaille yrityskauppa tulee näkymään laajempana toimituskykynä, laadukkaina tuotteina sekä mahdollisuutena vastata paremmin tuleviin vaatimuksiin vastuullisuusasioissa”, kertoo ITA Nordicin hallituksen puheenjohtaja Tommi Matikainen.
”Myyjänä pidin erityisen tärkeänä, että toimintaa tulee jatkamaan suomalainen teollinen toimija, jolla on kyky ja halua investoida jatkossa myös Salon tehtaalla”, kertoo Steelsalon omistaja Simo Halonen.
Alumiini, PVC- ja teräsprofiilien työstökoneita valmistavat Elumatec ja Emmegi fuusioituvat. Toiminta jatkuu Pohjoismaissa Voilàp Scandinaviassa.
Voilàp Scandinavia Ab on uusi keskus, joka tarjoaa Voilàp Groupin tuotemerkkien tuotteita Ruotsissa, Norjassa, Suomessa ja Virossa. Tällä hetkellä Voilàp Groupin yrityksiä ovat Elumatec, Emmegi, Emmegisoft, Imecon, Keraglass, Motiqa, Pladway, Someco, Tekna ja Voilàp Digital.
Voilàp Scandinavia
Yhdistyminen tapahtuu keväällä 2025 Norjassa ja Ruotsissa. Suomen ja Viron markkinoilla Elumatecin ja Emmegin fuusio ei aiheuta vastaavaa muutosta. Käytännössä Emmegi Scandinavia Ab, filial i Finland muuttaa nimeään ja uudeksi nimeksi tulee Voilàp Scandinavia Ab Finland. Yhdistymisen jälkeen Voilàp Scandinavia Ab:ssa työskentelee 20 henkilöä Ruotsissa, Norjassa ja Suomessa myynti-, huolto-, ja hallintotehtävissä.
Suomessa ja Virossa Elumatecin myyntiä jatkaa Projecta Oy ja Teknan myyntiä Awutek Oy. Emmegin myynti jatkuu uuden nimen, Voilàp Scandinavia Ab Finland, alla.
Laajentunut tuotevalikoima
Voilàpin mukaan laajentunut tuotevalikoima ja parannettu asiakaspalvelu tuovat toimintaan uusia mahdollisuuksia. Yksi yhtenäinen tiimi keskittyy edelleen laatuun, suorituskykyyn ja innovaatioihin brändistä riippumatta. Yhdistymisen jälkeen Voilàp Scandinavia Ab:ssa työskentelee 20 henkilöä Ruotsissa, Norjassa ja Suomessa myynti-, huolto-, ja hallintotehtävissä.
Elumatec ja Emmegi
Eugen Lutz perusti Elun vuonna 1928 Saksan Mühlackerissa. Vuonna 1984 yrityksen nimi muuttui Elumatecksi. Tammikuussa 2016 yrityskaupan jälkeen Elumatecista tuli osa samaa konsernia Emmegin kanssa. Aluksi Elu valmisti hiekkavalettuja osia; puuntyöstökoneet tulivat myöhemmin. 60-luvulla Elu keskittyi eri materiaalien profiilien työstöön. Elumatecin tuotteita ovat alumiini-, PVC- ja teräsprofiilien työstökoneet.
Emmegin historia alkoi vuonna 1970 Limidi di Solierassa (Modena, Italia), jossa sen pääkonttori sijaitsee edelleen. Perustaja on Giuseppe Caiumi, yrityksen tuotteita ovat alumiinin, PVC- ja teräsprofiilien työstöjärjestelmien suunnittelussa, valmistuksessa ja myynnissä.
DMG Mori järjesti perinteisen markkinavuoden aloittavan Open House -tapahtuman helmikuussa Saksan Pfrontenissa. Tuttuun tapaan kattaus tapahtumassa oli vahva, viisi koneuutuutta lanseerattiin.
DMG Morin Pfrontenin tapahtuman perinteet ovat pitkät. Open House Pfrontenissa järjestettiin ensimmäistä kertaa 30 vuotta sitten. Vuosien myötä tapahtuma on vakiinnuttanut paikkansa ajankohtaisen malliston sekä alkuvuoteen sijoittuvien uutuuksien esittelyareenana. Näin tälläkin kertaa, DMG Morin Machining Transformation eli MX-teeman myötä prosessien integraatio korostui tapahtumassa, Green Transformation (GX) taas merkitsee kestävämpää tuotantoa pienemmällä energiankulutuksella.
Näistä teemoista tapahtumassa oli esillä useita esimerkkejä, tuttuun tapaan livenä tarkastelussa, ja teemat korostuivat myös uutuuksien esittelyissä.
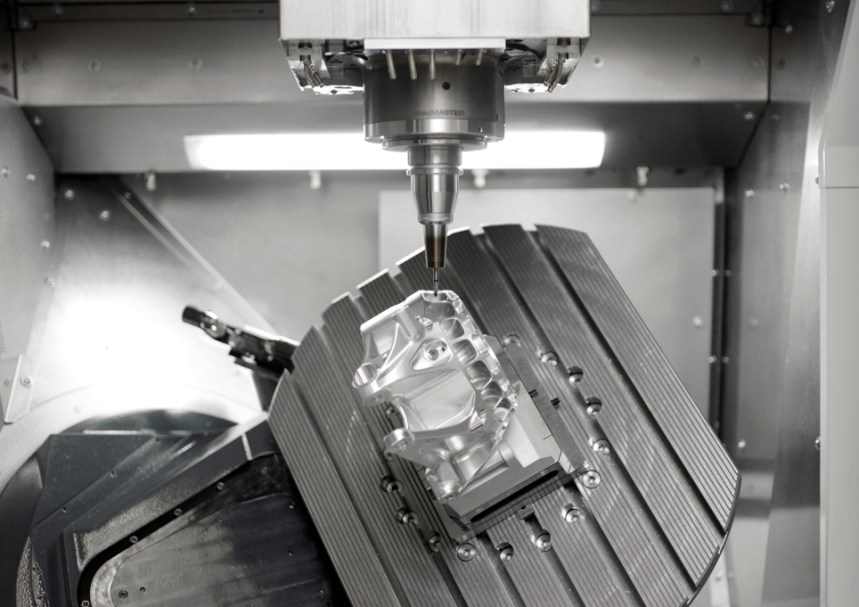
Uudet DMU 60 eVo-yleiskoneistuskeskukset esiteltiin Pfrontenissa.
Uusi DMU 60 eVo
Uutuuksien osalta viisi maailmanensi-iltaa oli ohjelmassa. Tapahtumassa esiteltiin ensinnäkin uusi toinen sukupolvi viisiakselisista DMU 60 eVo-yleiskoneistuskeskuksista. DMU 60 eVo 2. Generation -mallissa innovatiiviseen pöytäkinematiikkaan perustuen hyväksi havaittua konekonseptia on kehitetty edelleen vastaamaan kasvavia tarkkuuden, dynamiikan ja joustavuuden vaatimuksia.
DMU 60 eVo 2. Generation yhdistää Machining Transformation (MX) -konseptin teemoin samaan pakettiin valmistusprosessit, kuten jyrsintäsorvauksen, gearSKIVING-teknologiasykliä käyttävän hammaspyörien kiinnityksen ja hionnan. Tämä prosessi-integraatio tekee DMU 60 eVo 2. Generationista monikäyttöisenkoneistusratkaisun, joka voidaan joustavasti mukauttaa monenlaisiin vaatimuksiin eri teollisuudenaloilla.
Samalla älykkäät automaatioratkaisut optimoivat koneen käytön tarvittaessa ympäri vuorokauden. Ohjausvaihtoehdot ovat SINUMERIK One ja HEIDENHAIN TNC 7 – CELOS X:ssä.
ULTRASONIC 20 linear
Ultraäänituettuun hiontaan tarkoitettu ULTRASONIC 20 linear esiteltiin uudistuneena. 600:n asennetun edeltäjämallin kokemuksellaan valmistaja on uudistanut mallin täysin ja kehittänyt sen paikannustarkkuutta edelleen 3 µm lineaaristen akselien ja 3″ pyörivän kääntöakselin myötä. ULTRASONIC-tekniikalla varustettu kone on samalla DMG MORI:n tarkin 5-akselinen työstökeskus ja tarkoitettu ultraäänituettuun jyrsintään ja vaativien materiaalien, kuten lasin, keramiikkakomposiittien käsittelyyn.
Työkalunkierron ultraäänen superpositio jopa 15 µm:n amplitudilla vähentää valmistajan mukaan prosessivoimia 50 prosenttia ja mahdollistaa samalla aiempaa suuremmat syöttönopeudet, paremman pinnanlaadun ja pidemmän työkalun käyttöiän.
DMX 60 U / DMX 80 U vaativaan koneistukseen.
DMX 60 U / DMX 80 U
DMG Mori esitteli Pfrontenissa myös uudet DMX 60 U ja DMX 80 U -työstökeskusmallit. Kolmeakselisten DMV-pystyjyrsinkoneiden rakenteen pohjalle kehitetyt koneet on tarkoitettu monimutkaisten, jopa 300 ja 350 kg painavien työkappaleiden 5-puoliseen koneistukseen yleisessä konepajateollisuudessa ja mm. muottiteollisuudessa.
Liikealue DMX 60 U-mallissa on 600 x 600 x 510 mm ja suuremmassa DMX 80 U -mallissa 800 x 600 x 510 mm. Kiinteistä valukomponenteista valmistettu monoliittinen konepeti ja leveät rullaohjaimet ovat perusta tarkalle tuotannolle ja mahdollistavat DMX U -malleille 45 prosenttia suuremman jäykkyyden edeltäjiin verrattuna ja dynaamisen koneistuksen nopeilla liikkeillä, jopa 42 m/min.
Lämpötilan kompensointiominaisuudet on kehitetty takaamaan korkean lämpöstabiilisuuden ja siten tasaisen tarkan tuotannon, suorat paikanmittausjärjestelmät ja suorat käytöt X- ja Y-akselilla lisäävät paikannustarkkuutta. Pyöreän muodon tarkkuus on 6 µm. DMX 60 U ja DMX 80 U ovat myös täysiverisiä Machining Transformation (MX) teemaan lukuisten automaatioratkaisujen, CELOS X -sovelluspohjaisen ohjausjärjestelmän ja energiatehokkaan toiminnan ansiosta.
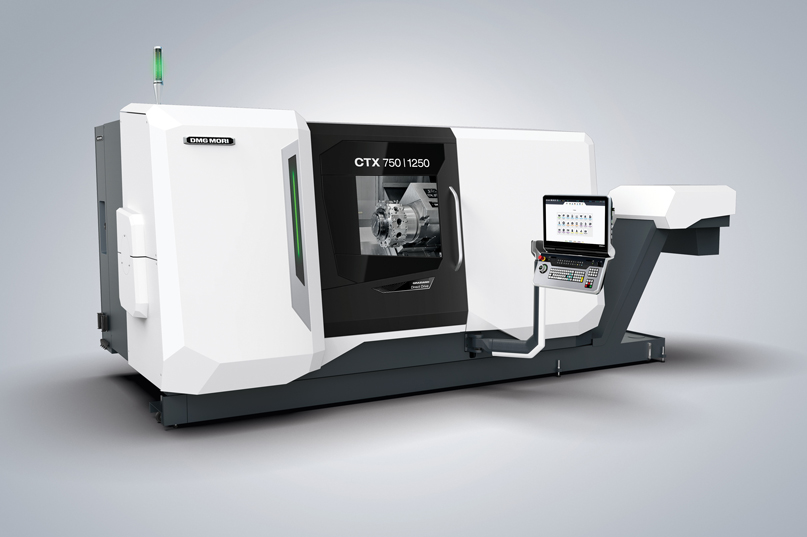
Uusissa CTX 750|1250-malleissa suorituskyky ja tarkkuus ovat lisääntyneet ja samoin energiatehokkuutta on kehitetty eteenpäin.
Yleissorvimallit CTX 750|1250
Machining Transformation teema korostuu myös uusissa kuudennen sukupolven CTX-yleissorvauskoneissa. Sarjan viimeisimmissä täydennyksissä eli CTX 750|1250 -malleissa suorituskyky ja tarkkuus ovat lisääntyneet ja samoin energiatehokkuutta kehitetty eteenpäin.
Lattialla mallit sopivat 11,7 m²:n tilaan, ja koneilla voidaan käsitellä ø 700 x 1 290 mm työkappaleita. Vasen ja oikea kara, valinnainen Y-akseli +/- 85 mm:n liikeradalla, 6 000 rpm:n karanopeus ja työkaluyhdelmä mahdollistavat vaativien geometrioiden 6-puolisen koneistuksen maksimaalisella tarkkuudella integroitujen prosessien avulla. CTX 750|1250:n erittäin jäykkä konekonsepti, jopa 55 mm leveät lineaariset ohjaimet, integroitu jäähdytys ja suorat Magnescalen mittausjärjestelmät takaavat 6 µm:n ja 12″:n paikannustarkkuuden.
Tapahtumassa esittelyssä oli myös täydentynyt PH Cell -sarja palettien käsittelyyn 300-2000 kg:n kapasiteetein sekä PH Cell Twinin kahden koneen yhdistämiseen 24/7 tuotantoa ja karan käyntiaikojen pidentämistä ajatellen. Uusi e-PALLET-järjestelmä mahdollistaa älykkäiden kiinnityslaitteiden käytön ja käyttää älykkäitä ohjelmistoja. Se lisää myös joustavuutta ja optimoi prosesseja. Intuitiivista käyttöä täydentää Clamping Master. DMG Mori Finland järjesti tuttuun tapaan matkan Pfrontenin tapahtumaan. fi/dmgmori.com
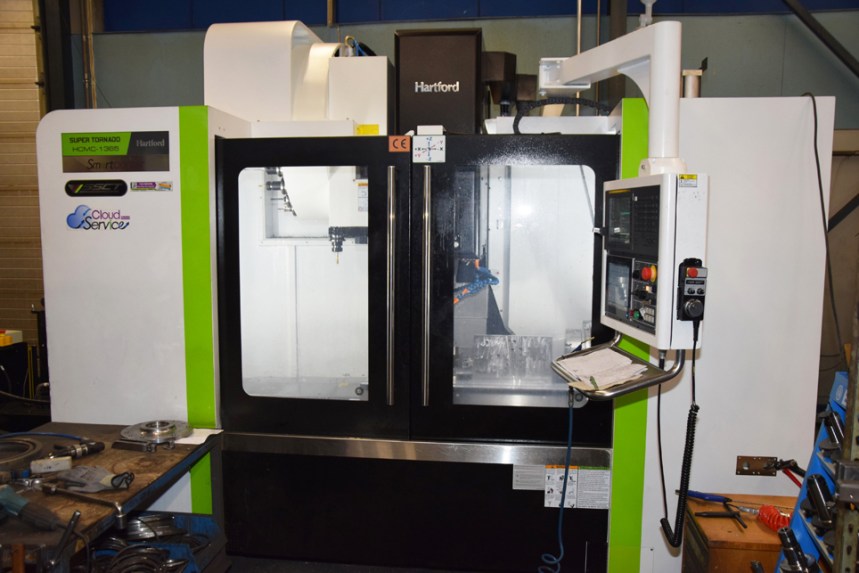
Riihimäen Rauta-Metalli Oy vahvistaa mahdollisuuksiaan koneistuksen alihankinnan palvelutarjonnassa. Koneistuskeskusinvestointi uuteen Hartford-teknologiaan tuo uutta tehokkuutta ja lisää kapasiteettia töihin.
Riihimäen Rauta-Metalli Oy on lähes 40 vuoden kokemuksen koneistuksen alihankintatöistä omaava yritys. Painopiste on CNC-koneistuksessa. Myös manuaalikonein töitä tehdään, erikoisosaamista on hammaspyörien ja hammasakselien valmistus.
Harford HCMC-1365-koneistuskeskus vahvistaa Riihimäen Rauta-Metallin konekantaa.
”Appivanhempani perustivat yrityksen vuonna 1987, ja itse olen koko työurani tehnyt täällä. Koneinsinööriksi opiskelin välillä, yritystä olen vetänyt kymmenisen vuotta”, kertoo toimitusjohtaja Esa Rintala.
Pitkiä asiakkuuksia
Riihimäen Rauta-Metalli Oy tekee töitä lähialueen isoille vientiyrityksille mm. Kumera Drives Oy:lle. Lisäksi on useita pienempiä asiakkaita, pitkäkestoisia asiakkuuksia kaikki. Pitkät asiakkuudet ovat kantaneet yritystä myös näiden yleisesti haastavampien aikojen yli. Esimerkiksi vuosi 2023 oli talossa kiireinen.
”Kriisit eivät ole meillä juuri näkyneet, paitsi tietenkin materiaalihintojen puolesta. Nyt rakennusalan hiljentymisellä on ollut vaikutusta viime aikoina myös meille, enemmän viime kesänä ja nyt syksyllä. Nyt toivomme, että tämän kevään mittaan kysyntä taas piristyisi, nyt töitä ainakin on taas enemmän kuin marras-joulukuussa.” Konekanta Rauta-Metallilla on monipuolinen. Nimikkeitä on runsaasti, ja se heijastuu myös konekantaan. ”Sarjakoot ovat pieniä, toki isompiakin välillä teemme. Tiettyä työtä saatetaan tehdä pari kolme päivää ja sen jälkeen tekeminen muuttuu tai päivän aikana tehdään useammat asetukset. Tähän ympäristöön konekannan pitää olla joustava ja notkea.”
Ohjaus koneessa on Fanucin Oi-MF Plus. Konetta operoi Akseli Virman.
”Periaatteemme on ollut, että niin kauan kuin kone pysyy laadukkaana, se pidetään tuotannossa mukana. Kaikkea tarvitaan, ja myös varalle on hyvä olla koneita. Toistaiseksi on tilaa koneille ollut hyvin, koneita on kaikkiaan manuaalikoneetkin laskien toistakymmentä. Koneistajia meillä on viisi”, Rintala sanoo.
Tuttu merkki, isompi koko
Konekantaansa Rauta-Metalli uudistaa tarpeen mukaan, viimeksi parisen vuotta sitten taloon hankittiin mm. uusi CNC-sorvi. Parhaillaan annoksen lisäiskua yrityksen jatkoon tuo uusi konehankinta, kun pari kuukautta töitä tehnyt pystykarainen Hartford HCMC-1365 -koneistuskeskus korvaa talon vanhempaa koneistuskapasiteettia ja vahvistaa palvelutarjontaa.
”Etsin eri konevalmistajilta meitä yli 20 vuotta palvellutta Hartford-työstökeskustamme korvaamaan nykyteknologian konetta, mikä olisi samankokoinen tai työalueeltaan aavistuksen isompi kuin vanha koneemme. Vertailujen jälkeen MTC Flextekiltä löytyi Hartfordin HCMC-1365 -työstökeskus, mikä oli juuri sopivasti aavistuksen isompi kuin edeltäjänsä.” ”Sattumahan tuo osittain oli, että merkki ei vaihtunut, mikään itsestäänselvyys se ei ollut. Kun kokemukset aiemmasta koneesta olivat hyvät, kone oli edeltäjäänsä järeämpi karaltaan sekä tukevampi johteiltaan, ja myös hintaluokka oli sopiva, niin oli helppo valita saman merkkistä teknologiaa meille myös jatkoon.”
Kone on kokoluokassaan varustettu kookkaalla työalueella. Neljäs pyörähdysakseli lisää toiminnallisuutta.
Lisäksi tuttu maahantuoja, eli toimiviksi todetut huollot vaikuttivat Rintalan mukaan ratkaisuun. Yritys sai hankintaan ELY-kehittämistukea. Hanke on osin kesken, kokonaisuuteen kuuluu myös talous- ja ohjelmistopuolta.
Hyviä ominaisuuksia
Uusi Hartford tarjoaa Rintalan mukaan tukun hyviä ominaisuuksia käytännön töihin. ”Koneessa on mukana neljäs pyörähdysakseli, mikä vahvistaa palvelujamme jatkossa. Teemme pyörähdyssymmetrisiä kappaleita, joiden koneistuksia voimme tehdä tällä koneella nyt sorvien sijaan. Lisäksi otimme CAMin tukemaan ohjelmointia, jotta pystymme vastaamaan kysyntään aiempaa paremmin. Sorvien ohjaukset ovat olleet jo monipuolisemmat, mutta jyrsintäpuolelle CAMi on erittäin tervetullut uudistus, Rintala sanoo. Pöytäkoko koneessa on 1400 x 650 mm, ja akseliliikkeet X 1300, Y 650, Z 630 mm.
”Y-akselin liike on tässä koneessa 650 mm, vanhassa oli 610, tämä lisää mahdollisuuksia saada uusia isomman halkaisijan töitä” Koneessa on BT50-kartio, korkeavääntöisen vaihteistollisen karan kierrokset ovat 8000 1/min, työkalukapasiteetti 24. Ohjaus on Fanuc. ”Asiallisia yksityiskohtia koneessa on useita, niistä meille mielenkiintoisin piirre on, että leikkuunestesäiliö ja lastunkuljetin ovat koneen ulkopuolella. Usein työstökeskuksissa on L:n muotoinen säiliö koneen alla, jolloin se on työläs puhdistaa. Ulkopuolella oleva säiliö nopeuttaa huoltoja huomattavasti, pumppaus, imurointi ja täyttö käyvät parissa tunnissa.”
Monipuolisuutta ja tehokkuutta. Uusi teknologia tuo lisätehoja töihin, Esa Rintala ja Akseli Virman toteavat.
”Meillä on vanhemmissa työstökeskuksissa myös ollut ongelmana se, että lamellikuljettimilla on aiemmissa saatu raskaista ja sekalaisista lastuista koneellisesti poistettua lastutilasta vain osa, ehkä kymmenen prosenttia, ja loppu on pitänyt poistaa käsipelein. Tässä koneessa on kaksi ruuvikuljetinta koneen sisällä, ja ne työntävät lastun takana olevalle lamellikuljettimelle. Näin ei tarvitse hukata aikaa lapioimiseen”, sanoo Rintala.
Rauhallisesti ja vakaasti
Uusi kone tuo töihin Riihimäellä jälleen yhden lisäaskeleen tehokkuutta ja luotettavuutta. Jatkoon yrityksessä suunnataan rauhallisesti ja jalat maassa.
”Kehitämme toimintojamme vähitellen ja pyrimme varmistamaan, että pysymme markkinoilla mukana ja tehokkaana toimijana jatkossakin. Se on ydin asioille nyt ja tulevaisuudessa”, sanoo Esa Rintala.
Teollisuuden yleisten tunnelmien myötä työstökonekaupan viime vuoteen liittyi haasteita. Loppuvuotta kohden tilanne kuitenkin koheni ja tunnelmat tähän vuoteen ovat positiiviset. Markkinaodotus on parempaan suuntaan ja myös korot alhaalla tarjoten hyvää pohjaa investoinneille, toteaa Cron-Tek Oy:n toimitusjohtaja, Teknisen Kaupan Liiton metallintyöstökonejaoston puheenjohtaja Petri Järvinen.
Petri Järvisen mukaan viime vuonna alkuvuosi lähti suhteellisen hyvin liikkeelle ja myynti oli edellisvuoden tahdissa, mutta maaliskuun puolen välin jälkeen hiljeni. ”Perinteiseen tapaan odotus oli, että maaliskuun Konepajamessujen aikana ja heti sen jälkeen kaupankäynti jälleen normalisoituu ja taas mennään, mutta tällä kertaa tämä ei toteutunut.
Messujen aikana yllättävän monella alihankkijalla oli tiedotettavana, että nyt on jo tilaussaanti heikentynyt sekä myös tarjouspyyntöjen määrä laskenut rajusti. Joitain konetilauksia messujen aikana saatiin, joten tunnelmat konemyyjillä olivat osittain positiiviset, mutta toisaalta kentän viestin myötä vakavuus tulevasta lisääntyi”, summaa Järvinen.
Vaimeat kevät ja kesä
Kevättä eteenpäin tilanne jatkui kuitenkin alavireisenä. ”Edellisvuoden loppupuolen odotusten pohjalta konemyynnin piti lähteä piristymään huhtikuun tietämissä, mutta asiakkaiden tilanne oli valtaosin edelleen synkkä. Tosin jo 2023 syksyn mittaan vahvistunut erittäin suuri polarisoituminen asiakkaiden työtilanteissa kasvoi. Osalla, tosin pienellä joukolla, tilanne oli edelleen hyvä, suurella osalla tilanne rauhoittui ja jouduttiin lomautuksiin ja osalla työtilanne hiljeni todella rajusti ja irtisanomisilta ei vältytty.”
Konemyynti tippui vuoden toisen neljänneksen aikana noin 15 % verrattuna edellisvuoteen. ”Kesälomille lähdettiin odottavin tunnelmin, että kyllä se nyt viimeistään lomien jälkeen tilanne piristyy ja myös lomien jälkeen työn teko alkoi odottavissa tunnelmissa. Valtaosalla asiakkaista tilanne ei kuitenkaan parantunut, joten koneinvestointeja siirrettiin edelleen eteenpäin, parempia aikoja odotellessa. Saatujen konetilauksien määrä oli erittäin alhainen, myynnin laskiessa hieman yli 50 % edellisvuoteen verrattuna.”
Selkeä käänne syksyllä
Loppuvuotta kohden tilanne alkoi kuitenkin kääntymään. ”Viime vuoden viimeinen neljännes oli saatujen konetilauksien määrässä erittäin hyvä verrattuna yleiseen markkinatilanteeseen Suomessa. Kone- ja metallituoteteollisuudessa positiivinen vire alkoi kasvamaan ja vauhditti konekauppoja. Saatujen tilausten määrä kasvoi yli 75 % verrattuna edelliseen vuoteen siivittäen näin koko vuoden myynnin edellisvuoden tasolle. Vuoden aikana kerääntynyt koneiden runsas tarjoussuma odotteli kuitenkin edelleen purkautumistaan”, Järvinen sanoo.
Myös viimeisellä neljänneksellä saatiin uusia tositarkoituksella liikkeellä olevia konekyselyitä runsaasti. Valtaosaltaan näiden toteutuminen siirtyi tälle vuodelle. ”Kokonaisuutta katsoen viimeiset kolme vuotta työstökoneinvestoinneissa ovat laahanneet matalalla tasolla verrattuna tavoiteltavaan tasoon, jolloin konekanta uusiutuisi ripeämmin ja konepajojen kilpailukyky nousisi uuden tuottavamman kaluston kera halutulle tasolle. Automaation määrä koneinvestoinneissa on edelleen hyvä, kuten jo aiempinakin vuosina konepaja-alalla on ollut.”
Parempaan päin
Nyt alkuvuosi on Petri Järvisen mukaan lähtenyt koneiden tilaussaannissa kohtalaisesti liikkeelle. ”Yleinen markkinaodotus on koko ajan parempaan suuntaan ja keväästä odotetaan jo huomattavasti pirteämpää, asiakkaan sanomana pelkistäen ”positiivista kutinaa on enemmän”. ”Myös korot ovat alhaisella tasolla tarjoten hienon pohjan investoinneille.” Toki haasteita on vientimarkkinoilla edelleen, Saksan ja Ranskan vaikeudet sekä Euroopan teollisuuden pitkittyneet ongelmat.
”Konepajateollisuuden tilaukset kasvoivat loppuvuodesta erittäin vahvasti ja vaikka mukana on risteilijätilaus piikkinä, niin suunta on jo parempi. Saatujen tilausten ansiosta myös konepajateollisuuden kasvanut tilauskanta antaa positiivista pohjaa tekemiselle. Siihen kun aktiivisen ja taidokkaan vääntämisen kautta saadaan vielä päälle uusia tilauksia, niin kevään koittaessa hymy vierähtää monille kasvoille. Metallintyöstökonejaoston jäsenyritykset ovat valmiina auttamaan kannattavien investointien avulla kasvun polulle”, Petri Järvinen kannustaa.
Mainiota helmikuuta! Konekuriirin helmikuun numero 2/2025 on ilmestynyt. Ja täyttä ja tiivistä koneasiaa on jälleen paketin koko sisältö – helmikuun numerossa talvenselän ajan mielenkiintoisimmat konepajateollisuuden teknologiauutuudet, konemarkkinoiden ajankohtaisuutiset ja investointiartikkeleita mm. Raahesta, Oulaisista, Isokyröstä ja Riihimäeltä. Jep jep, kannattaa lukea!
Miilux Oy on ottanut käyttöön uutta oikaisuteknologiaa Raahen Teräspalvelukeskuksessa. Uusi Faccin R9-2500×30-oikaisuvalssi tuo merkittävän parannuksen raskaiden teräslevyjen käsittelyyn, mahdollistaen entistä laadukkaamman ja tarkemman työskentelyn. Investoinnin myötä läpimenoajat lyhenevät, prosessien tehokkuus kasvaa ja laatu paranee, mikä vahvistaa Miiluxin asemaa laadukkaiden teräsratkaisujen toimittajana.
Miilux Oy tunnetaan kulutus- ja suojausterästuotteistaan. Yritys on konepaja, joka tuottaa palveluita sekä valmistaa ja myy oman brändin alla kauha- ja lavatuotteita muun muassa kaivosteollisuuteen. Miilux Oy valmistaa myös kulutusosia puumurskaimiin, hakkureihin ja kierrätysmurskaimiin.
Uusi Faccin R9-2500×30 tehostaa raskaiden kulutusteräslevyjen oikaisua Raahen Teräspalvelukeskuksessa.
Miilux Oy on osa vuonna 1967 perustettua raahelaista Miilukangas-konsernia, jolla on tuotantoa Raahen lisäksi Puolassa ja Turkissa. Parhaillaan Miilux viettää nykymuotoisen toimintansa 25-juhlavuottaan, sillä yrityksen perusta, teräslevyjen karkaisutoiminta, käynnistyi vuonna 2000 Raahessa.
Tehoa ja laatua oikaisuun
Raahessa sijaitseva Miiluxin Teräspalvelukeskus toimii perinteikkäässä ympäristössä palvellen teollisuuden asiakkaita monipuolisilla terästuotteillaan. Teräspalvelukeskuksessa valmistetaan yrityksen kulutus- ja rakenneterästuotteita hyödyntäen Miiluxin omia tuotemerkkejä, karkaisuteknologiaa ja innovaatioita. Kulutusteräslevyjä valmistetaan sekä vakiomittaisina varastokokoina että asiakkaan tarkkojen mittojen mukaisesti. Monipuoliset palvelut takaavat joustavan ja tehokkaan tuotannon: Teräspalvelukeskuksessa toimii kattava terminen leikkauspalvelu, joka sisältää poltto-, plasma- ja laserleikkauksen. Lisäksi teräspalvelukeskuksen laaja hitsaus- ja särmäyskapasiteetti mahdollistaa monipuolisten teräsrakenteiden valmistuksen, ja usein tuotteita myös koneistetaan asiakkaiden tarpeiden mukaisesti.
Tehoa ja tarkkuutta. Uusi kone mahdollistaa tehtaalla tarkemman ja nopeamman työskentelyn raskaiden teräslevyjen kanssa, mikä vähentää läpimenoaikoja ja parantaa prosessien luotettavuutta, toteavat Teräspalvelukeskuksen tuotantopäällikkö Harri Lukkarila (oikealla), myynti- ja tuotantojohtaja Olli Mattila sekä operaattori Ilari Nissilä.
Miilux panostaa jatkuvasti teräspalvelukeskuksensa kehittämiseen, ja parhaillaan yhtiö edistää kulutusteräksen prosessointimahdollisuuksia Raahessa. Uusin investointi, Vossi Groupin toimittama Faccin R9-2500×30-oikaisuvalssi, on otettu käyttöön kulutusterästen oikaisussa ja tuotteiden laadun tasomaisuuden varmistamisessa. Tämä moderni oikaisuvalssi korvaa konepajassa aiemmin käytössä olleen oikaisukoneen, jolla oli takanaan vaikuttava 50 vuoden työhistoria, joista viimeiset 20 vuotta se toimi Miiluxin palveluksessa. ”Uusi teknologia tuo oikaisuprosesseihin lisää tehoa ja nopeutta sekä automatiikan ansiosta käytön helppoutta. Myös tuotteiden laatuun uudella teknologialla on runsaasti myönteisiä vaikutuksia”, kertoo Miilux Oy:n myynti- ja tuotantojohtaja Olli Mattila.
Helppokäyttöinen kone mahdollistaa sekä manuaali- että täysautomaattiajot, screenit välittävät tietoa toiminnoista. Operaattorina Ilari Nissilä.
”Miilux Style” -ratkaisu
Investointi uuteen oikaisukoneeseen on ollut Miiluxilla pitkään suunnitteilla. Kolmen vuoden vertailujen ja perusteellisen harkinnan jälkeen prosessi huipentui loppuvuodesta 2023 investointipäätökseen. Kokonaisuudessaan kyseessä on merkittävä investointi, sillä projektin kokonaiskustannukset nousevat lähes kahteen miljoonaan euroon. Teknologian valmistajan valintaan vaikuttivat tarkasti harkitut tekijät.
”Ensinnäkin viestit Turkin tehtaaltamme vakuuttivat. Vastaava kone on ollut siellä käytössä useamman vuoden ajan, ja käyttäjäkokemukset olivat hyvät.” kertoo Miilux Oy:n myynti- ja tuotantojohtaja Olli Mattila. Myös käytettävissä oleva tila oli tärkeä ratkaiseva tekijä. ”Faccin pystyi toimittamaan meille räätälöidyn koneen, joka sovitettiin hallimme tiloihin. Valmistaja lanseerasi tästä jopa oman termin – ’Miilux Style’,” Mattila hymyilee Tämä tarkoittaa muun muassa sitä, että hydrauliikkakoneikko on sijoitettu koneen katolle standardiversion sijaan, jossa se olisi koneen vieressä. Näin kone saatiin mahtumaan hallin lattiatilaan seinän ja keskikäytävän väliin. Lisäksi kotimainen ja tuttu laitetoimittaja oli tärkeässä roolissa valinnassa. ”Yhteistyömme Vossin kanssa on pitkäaikainen ja sujunut aina hyvin. Heidän toimittamiaan koneita on käytössämme tuotannossamme useita, mukaan lukien kaksi aiempaa Faccinin mankelia,” Mattila kertoo.
Miilux Stylea. Uusi kone muokattiin Miiluxin Teräspalvelukeskuksen tarpeisiin ja tiloihin soveltuvaksi. Hydraulikoneikko on sijoitettu koneen katolle, joten rekka mahtuu käytävälle koneen viereen.
Uusia mahdollisuuksia
Sujuvasti loppuvuodesta asennettu ja käyttöönotettu levynoikaisukone tuo Miiluxin Raahen tuotantoon uusia mahdollisuuksia. Kone on ahkerassa käytössä, koska sillä oikaistaan karkaistuja kulutusteräslevyjä. Karkaisuprosessi aiheuttaa levyihin epätasaisuuksia, jotka edellyttävät oikaisua ennen jatkokäsittelyä.
Olli Mattilan mukaan koneen voimakas puristuskapasiteetti mahdollistaa aiempaa tarkemman ja nopeamman työskentelyn raskaiden teräslevyjen kanssa. Tämä lyhentää läpimenoaikoja ja parantaa prosessien luotettavuutta. Aiemmalla koneella voitiin käsitellä enintään 10 mm vahvuisia kulutusteräslevyjä, mutta uuden koneen myötä Miiluxin tuotteilla saavutetaan jopa 16 mm vahvuudet. Tämä laajentaa yrityksen palvelutarjontaa ja parantaa asiakaspalvelua. Samalla uuden teknologian tarkkuus vähentää merkittävästi materiaalihukkaa ja uudelleentyöstön tarvetta, mikä tuo säästöjä niin ajassa kuin materiaaleissa. Myös lopputuotteen laatu varmistuu entistä paremmin.
Faccinin koneita Miiluxilla on käytössä uuden oikaisukoneen lisäksi muitakin. Kuvassa kookasta kalustoa järeään levynpyöristykseen.
”Kone mahdollistaa tasalaatuisen ja korkeatasoisen oikaisun, mikä takaa, että jokainen tuote täyttää korkeimmatkin laatuvaatimukset. Asiakkaamme voivat luottaa siihen, että heidän saamansa tuotteet kestävät vaativimmissakin olosuhteissa,” tiivistää Mattila.
Kasvun näkymiä
Uuden investoinnin myötä Miiluxin tuotantomahdollisuudet ottavat askeleen eteenpäin, ja myönteinen kehitys saa osaltaan lisävahvistusta. Yritys on kyennyt kasvamaan ja kehittämään toimintaansa viime vuosien yleisistä haasteista huolimatta. ”Markkinat ovat kehittyneet positiivisesti molemmilla liiketoiminta-alueillamme, mutta erityisesti kasvu on tullut konepajaliiketoiminnastamme. Kysyntä on kasvanut vahvasti, ja sen kehitys näyttää jatkuvan. Tämän myötä olemme hiljattain järjestelleet lisää tilaa näille toiminnoille täällä Raahessa,” kertoo myynti- ja tuotantojohtaja Olli Mattila.
Kari Harju
Miilux Oy
Kulutus ja rakenneteräkset, kauhatuotteet mm. kaivoteollisuuteen Osa Miilukangas-konsernia Päätoimipaikka Raahe, lisäksi tehtaat Turkissa ja Puolassa Uusi oikaisukone Faccin R9-2500×30
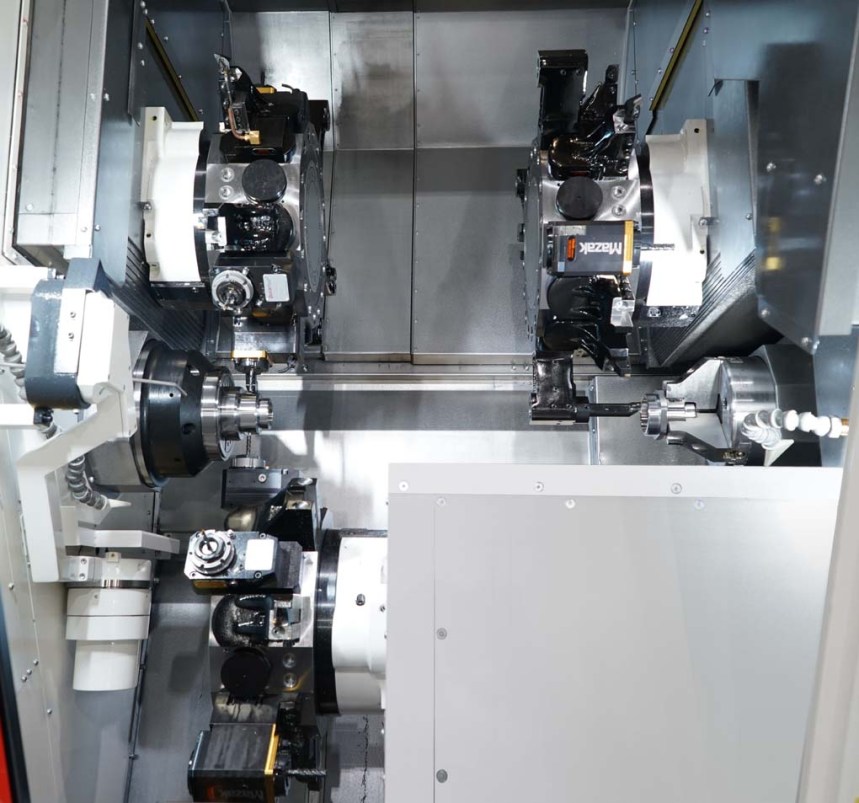
Yamazaki Mazak on tuonut markkinoille uudet kaksikaraiset ja kolmirevolveriset HQR NEO -sorvauskeskukset. 12-akseliset sorvit on suunnattu tankotyön lisäksi myös istukkakappaleille.
Kolmannen revolverin ansiosta kappaleajat lyhenevät tyypillisesti noin 25 – 30 % verrattuna kaksirevolveriseen koneeseen. HQR NEO -sarjassa on uusi MAZATROL SmoothG³ -ohjausjärjestelmä, joka on optimoitu monirevolveriseen suursarjatyöstöön. Ohjelmointi tapahtuu kolmekanavaisesti EIA/ISO-koodilla.
Kolme revolveria ja 12 akselia. Ohjelmointi tapahtuu uudella 3-kanavaisella MAZATROL SmoothG³ -ohjauksella.
Lyhemmät kappaleajat, lisää tuottavuutta
Ensimmäisenä uudesta mallisarjasta on lanseerattu mallit HQR-200/3 NEO (tankokapasiteetti 65 tai 102 mm) ja HQR-250/3 NEO (tankokapasiteetti 80 mm). Istukkakoot ovat 8” (210 mm) tai 10” (254 mm). Myöhemmin mallistoon on tulossa myös pienemmille tankohalkaisijoille suunnattuja versioita. Kahden sorvauskaran välinen etäisyys on molemmissa malleissa 860 mm. Suurin pyörintähalkaisija on alarevolverin päällä 320 ja 370 mm ylärevolvereilla. Sorvit voidaan varustaa holkki-, 3-leuka- tai 5-leukaistukoilla. Koneen paino on lähes 16 000 kg, ja kaikissa lineaariakseleissa on tukevat ja nopeat lineaarirullajohteet.
Kaksi työkalurevolveria on karalinjan yläpuolella ja yksi sen alla. Alarevolveri voi liikkua kummankin sorvauskaran alueelle ja näin sen avulla voidaan tasapainottaa tahtiaikoja karojen välillä työkappaleen mukaan. Kolmannen revolverin avulla voidaan työstöaikoja pudottaa kappalekohtaisesti noin neljänneksen verran. Tämän ansiosta uudella koneella voidaan nostaa tuottavuutta merkittävästi varsinkin suuremmilla valmistusmäärillä.
: Kolmen terän yhtäaikaisella työstöllä saavutetaan tyypillisesti 25 – 30 % nopeampi kappaleaika verrattuna kaksirevolveriseen koneeseen.
Varustelu asiakaskohtaisesti tarpeen mukaan
Kaikissa kolmessa työkalurevolverissa on pyörivät työkalut ja Y-akselit (liike 100 mm). Työkalupaikkoja revolvereissa voi olla 12 tai 16 kappaletta. Pyörivien työkalujen käyttö on hihnatonta ja niiden teho on 5,5 tai 11 kW. Työkalujen mittaus ja rikkotarkastus hoituvat näppärästi vakiovarusteina olevilla kahdella automaattisella mittalaitteella. HQR NEO -sorvauskeskukset voidaan varustaa monipuolisesti tarpeen mukaan. Tankotöitä varten on saatavissa erilaisten tankomakasiinien lisäksi pihtityyppinen nopea kappaleenpoistaja, joka nostaa valmiin työkappaleen 2. karalta liukuhihnakuljettimelle ja tuo sen koneen oikealle puolelle. Lyhyitä tankomakasiineja varten on tarjolla myös jämäpalan poistaja, joka tuo palan automaattisesti koneen vasemmalle puolelle. Lastuamisnestejärjestelmiä on saatavilla useita vaihtoehtoja aina 3 x 70 bar revolverikohtaiseen järjestelmään saakka. Korkeapainejärjestelmissä on tyypillisesti mukana myös lastuamisnesteen jäähdytys.
Tekniset tiedot Mazak HQR-200/3 NEO ja HQR-250/3 NEO
Uusi 3-kanavainen ohjaus MAZATROL SmoothG³
HQR NEO -sorvauskeskuksissa on uusi EIA/ISO (G-koodi) -ohjelmointiin perustuva nopea ohjausjärjestelmä. Se on optimoitu monikanavatyöstöön, ja sen avulla nopea ja turvallinen työstö usealla terällä samanaikaisesti on mahdollista. Ohjaus voidaan varustaa myös uudella Smooth Oscillation Cutting -optiolla, jonka avulla saadaan lastut katkeamaan paremmin esimerkiksi muovia tai muuta pitkälastuista materiaalia sorvattaessa.
MAZATROL SmoothG³ -ohjaus tarjoaa vakiona muun muassa seuraavat ominaisuudet: • 19 tuuman kosketusnäyttö • 3-kanavainen ohjelmointi (revolverien ohjelmakoodit rinnakkain näytöllä) • Revolverien keskinäinen synkronointi ja viiveet huomioiva ohjelmointimahdollisuus • G-koodiohjelmointi (EIA/ISO) • Suomenkielinen käyttöliittymä • Tekoälyä hyödyntävä lämpötilakompensointi (Ai Thermal Shield) • 3D-simulointi ja törmäyksenvalvonta (Safety Shield) www.machinetools.wihuri.fi
Koneparkki Oy on käytettyjen koneiden kaupassa vielä uusi yritys, mutta sen vetäjä konkaritasoa. Pitkän linjan asiantuntemuksella ja toimivilla verkostoilla mennään, toteaa toimitusjohtaja Kari Pirttilä.
Parisen vuotta sitten käynnistynyt Koneparkki on keskittynyt käytettyjen metallityöstökoneiden ostoon ja myyntiin, markkina-alue on Suomi ja Eurooppa kokonaisuudessaan. Lisäksi yritys tekee konearviointeja ja toimii asiakkaidensa neuvottelukumppaneina suuremmissa investointihankkeissa.
Pitkällä uralla
Käytettyjen kauppa vaatii omanlaistaan osaamista ja asiantuntemusta. Pirttilälle sitä on kertynyt vuosikymmenien uralla metallin konekaupassa. Työura alkoi jo Tekun opiskeluaikana Machineryn tytäryhtiö Konepalvelu Oy:ssä 1980-luvulla ja jatkui vuodesta 1997 Machineryn aluemyyjänä. Myöhemmin hän toimi Tampereen toimipisteen aluepäällikkönä ja toimi myöhemmin koko työstökoneosaston vetäjänä. ”Olen aina ollut aktiivinen myyntityössä ja asiakaspinnassa. Myös yhteydenpito päämiehiin ympäri maailmaa ja heidän organisaatioihinsa on ollut iso osa työuraani”, Pirttilä sanoo. Pari vuotta sitten Pirttilä teki siirron, joka, joka teki hänestä yrittäjän. ”Aikansa kutakin, nyt oli sopiva aika. Machinery on ollut hyvä työnantaja, työ vaihtelevaa ja minulla on ollut kymmeniä hienoja työkavereita. Osa näistä henkilöistä toimii myös nykyään muissa metallialan yrityksissä ja teen heistä useiden kanssa yhteistyötä.” ”Toinen ratkaiseva tekijä oli se, että jokin aika sitten Machinery Oy päätti luopua käytettyjen koneiden kaupasta. Itse olen aina nähnyt käytetyt koneet osana konekauppaa ja päätin lähteä takaisin juurilleni eli tekemään sitä, mitä Konepalvelu aikanaan teki”, Pirttilä toteaa.
Kari Pirttilän ura metallin konekaupassa on pitkä. Koneparkin hän perusti parisen vuotta sitten.
Vahvuuksia toimintaan
Pirttilän mukaan pitkä alan tausta tuo vahvuutensa toimintaan. Niin kuin monessa muussakin työssä, verkostot ovat tärkeitä. ”Verkosto kattaa niin päämiehet, alan myynti/huoltoliikkeet, yksittäiset asentajat, parhaat osaajat eri osa-alueille, kuljetusliikkeet, rahoitusyhtiöt, markkinointi, ulkomaiset konekauppiaat, noin esimerkiksi. Itse olen kouluttautunut käymällä päämiesvierailulla sekä messuilla ja saanut kymmeniä tuotekoulutuksia. Lisäksi olen joitakin satoja kertoja käynyt asiakkaiden kanssa päämiesten tehtaissa tutustumassa uusimpiin konemalleihin ja teknologioihin. Tunnen ja tiedän koko toimitusketjun tarvekartoituksesta koneen toimitukseen, asennukseen, koulutukseen ja hyväksyntään. Asiakkaiden luona käymällä näkee myös tuotannon pullonkauloja/ongelmia ja myös sen, miten niitä ratkotaan eri yrityksissä”, toteaa Pirttilä.
Moninaista apua asiakkaalle
Käytettyjen koneiden asiantuntija voi Pirttilän mukaan auttaa asiakasta monin tavoin, olipa kyse sitten koneiden myynnistä tai sopivan koneen etsinnästä markkinoilta. ”Asiakkaalla voi esimerkiksi tuotantosuunnitelmien muutosten vuoksi kone jäädä liian pienelle käyttöasteelle ollakseen yritykselle kannattava. ”Annan koneesta markkinoiden mukaisen hinta-arvion, teen tarvittavan myyntimateriaalin ja hoidan markkinoinnin. Kun koneelle sitten löytyy sopiva ostaja, hoidan tarvittaessa koneen irrotuksen, siirron uuteen paikkaan ja asennuksen”, Pirttilä sanoo. ”Usein kokonaisuuteen liittyy myös rahoitustarve tai vaihtokoneita, jotka voin myös hoitaa eteenpäin. Palvelu on kokonaisvaltaista ja pyrin tekemään asiat asiakkailleni helpoksi. Kevyt organisaatio toimii pienillä kuluilla ja tehokkaasti. Käyttämäni kumppanit ovat myös alan parhaita osaajia.”
Osa teollisuutta nyt ja aina
Koneparkki on toiminut vuodesta 2023 lähtien. Toiminnan suunta on ollut ylöspäin. ”Pyrin tekemään asiat hyvin ja nk. viidakkorumpu on tuonut säännöllisesti uusia asiakkaita. Teknisen Kaupan asiakaskunnassa on tapahtunut paljon muutoksia, on tehty yrityskauppoja, sukupolvenvaihdoksia ja myös yrityksien vetäjissä/johdossa on nuorennusleikkauksia menossa. Tälläkin alalla kontaktit ovat äärettömän tärkeitä. Jos sinua ei tunneta tai löydetä kentällä, toiminta tyrehtyy.” ”Käytetyt koneet ovat aina olleet ja tulevat olemaan osana teollisuutta. Ns. huonona aikana tai pienempään tarpeeseen käytetty kone on hyvä vaihtoehto”, Pirttilä sanoo. ”Investoinnit ovat aina suuria ja ne pitäisi tehdä kannattavasti. Käytetyssä koneessa on riskinsä mutta niin asiat ovat myös uuden koneen kohdalla. Jos kone tuottaa riittävää laatua ja kannattavasti, on investointi onnistunut.” ”Käytetty kone on hyvä vaihtoehto ja hyvä ratkaisu, jos investoinnin yksityiskohdat osuvat kohdilleen. Kun sopiva tekniikka, hinta, mahdolliset investointituet, rahoitus, tekninen tuki ja takuuasiat ovat hoidossa, homma kyllä toimii, toteaa Pirttilä.
DMG Mori Precision Boring Co Ltd:n avarruskoneet ovat tuore laajennus DMG Morin tuotetarjontaan. DMG Mori Precision Boringin (aiemmin Kuraki Co. Ltd) koneet on suunniteltu suurten, raskaiden työkappaleiden käsittelyyn esimerkiksi muottien valmistuksessa sekä energiateknologin alueella.
Kuraki Co, Ltd:n on vuonna 1938 Nagaokassa Japanissa perustettu yritys, mikä valmistaa avarruskoneita ja jyrsinkoneita suurten ja raskaiden työkappaleiden koneistukseen. Koneita yritys on toimittanut vuosien myötä noin 7 000 yksikköä maailmanlaajuisesti. Vuodesta 2024 lähtien yritys toimii nimellä DMG Mori Precision Boring Co., Ltd.
Pyöröpöytien johteet kaavitaan käsin, samoin kuin X-, Y- ja Z-akseleiden johteet.
Useille sektoreille
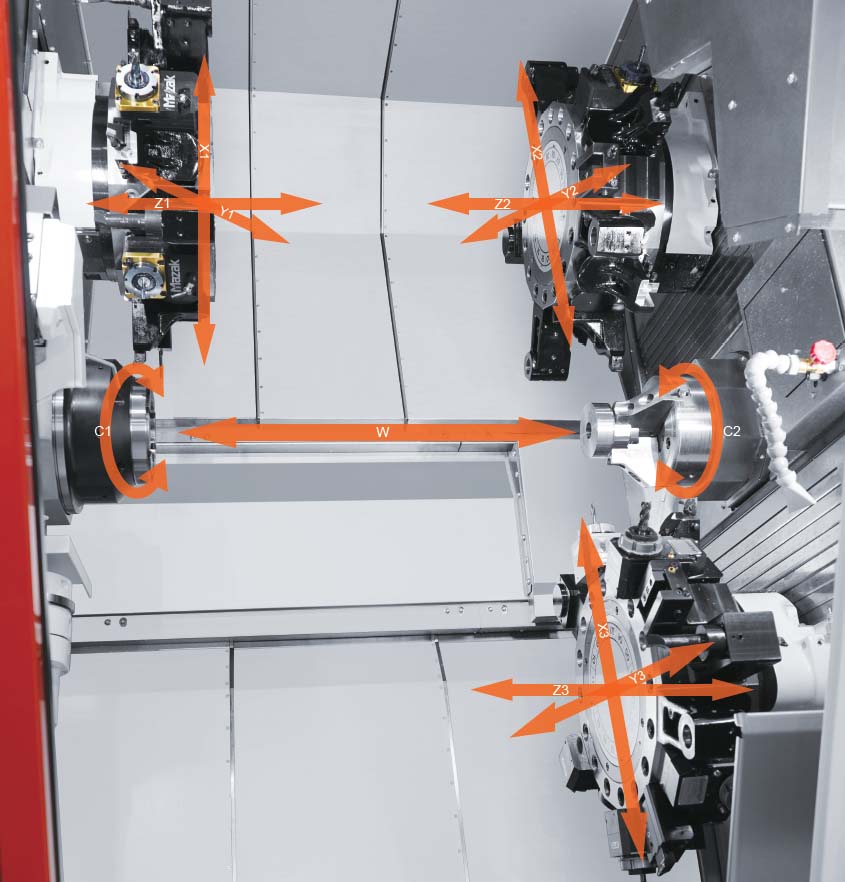
Vaakakaraiset avarruskoneet ovat tehokkaita, kun tarvitaan korkeita karanopeuksia ja suuria syöttöarvoja. Suuret vääntömomentit mahdollistavat raskaan koneistuksen muottien ja runkorakenteiden valmistuksessa tai energiasektorin tuotantotehtävissä. Näihin töihin DMG Mori Precision Boring -koneiden tarjoamista mahdollisuuksista kertoo seuraavassa General Manager Kenichi Nakamura yrityksen tuotekehitysosastolta. Yksi etu liittyy hänen mukaansa koneiden W-akselin toimintaan. ”Tyypillisesti vaakakaraisissa avarruskoneissa W-akselin liikettä (karan liike sisään ja ulos) käytetään vain paikannukseen, jolloin koneistus W-akselin liikkuessa ei ole mahdollinen. DMG Mori Precision Boring -koneet on suunniteltu koneistamaan myös W-akselin liikkuessa. Esimerkiksi jatkuvassa porauksessa tai kierteityksessä pienellä halkaisijalla energiakulutus vähenee käyttämällä W-akselia. Lisäksi koneissa B-akselin pyöröpöytä on varustettu ainutlaatuisella käyttömekanismilla, joka mahdollistaa tarkan indeksoinnin myös painavilla työkappaleilla. Tehokas kiinnitysmekanismi mahdollistaa koneistuksen suurilla porahalkaisijoilla”, Nakamura toteaa.
Laajalla tuotepaletilla
DMG Mori Precision Boring Co., Ltd:n tuotepaletti on Nakamuran mukaan suunniteltu monipuoliseksi. ”Portfoliomme kattaa sekä pienemmät että hyvin suuret koneet. Pöytätyyppejä on pitkille ja useille työkappaleille, yhdistelmäpöytätyypit koostuvat pöydästä ja pyörivästä pöydästä tai pintakarasta ja syväporauskarasta. Myös asiakaskohtaiset muutokset ovat mahdollisia akselin iskuun ja pöydän kokoon”. Tarkkuutta vankkarakenteisissa koneissa varmistavat osaltaan box-tyyppiset johteet X-, Y- ja Z-akseleissa. ”Niissä kiinteä puoli on karkaistu ja kiillotettu, liikkuva puoli on päällystetty Turcitella ja kaavittu käsin jäykkyyden ja tärinänvaimennuksen varmistamiseksi. Suurikokoisia kuularuuveja, joissa on pieni etukulma, käytetään X-, Y- ja Z-akseleiden ohjaamiseen ja syöttöjäykkyyden ja voiman lisäämiseen. W-akselia ohjaa jyrsinkaran tarkkuuskoneistettu sisähalkaisija ja karakotelon takaosassa oleva lisäohjain. W-akselia ohjaa kuularuuvi, jolla on pieni johtokulma ja suuri halkaisija.” DMG Mori Precision Boring -koneet voidaan varustaa useilla erilaisilla valvonta- ja diagnoosijärjestelmillä. ”Vaihtoehtoina ovat karakuormituksen valvonta, mihin kuuluvat ohituksen ohjaustoiminnot, jokaisen työkalun karakuormituksen valvonta, energiansäästötoiminto, mikä optimoi koneen virrankulutuksen valmiustilassa sekä karan lämpövääristymän kompensointijärjestelmä, mikä kompensoi karan nopeasta pyörimisestä johtuvaa lämpölaajenemista. Ohjaus koneissa on Fanuc Series 31i.”
Koneiden alustan ja karan rakenne mahdollistaa osaltaan tarkat koneistukset.
Kehittyviä mahdollisuuksia
Vaakakaraiset avarruskoneet valmistetaan ja markkinoidaan osana DMG Mori-konsernin toimintoja. ”Uuden järjestelyn myötä voimme hyödyntää DMG Mori -konsernin resursseja, maailmanlaajuista myynti-, huolto- ja varaosaverkostoa. Tämä mahdollistaa asiakkaillemme nopeat vasteajat ja kattavat varaosatoimitukset huoltotapauksissa. Lisäksi tulevat edut esimerkiksi ohjauskonseptimme integroimisesta CELOS X:n ja MAPPS X:n kanssa tai karan kierrosnopeuksien kasvusta. Tämä kehittää tuotteitamme ja mahdollistaa uusia koneistusskenaarioita.” ”Koneemme on suunniteltu joustaviksi ratkaisuiksi raskaaseen koneistukseen. Tulevaisuudessa konesuunnittelussa on kutenkin reagoitava yhä kasvaviin nopeuksiin, henkilöstöpulaan ja kappaleiden lisääntyvään monimutkaisuuteen. Jatkamme työskentelyä karan ja syöttönopeuksien lisäämiseksi myös tulevaisuudessa. Näemme isosti tulevaisuuden potentiaalia paletinvaihtajan standardoinnissa tai edelleen kehittyvässä käytettävyydessä sekä prosessointiohjelmistojen tukeen liittyvissä asioissa”, Kenichi Nakamura toteaa. fi/dmgmori.com