YCM laajentaa NXV-mallisarjaansa keskikokoisella pystykaraisella keskuksella. NXV1270 on valmistajan tuore uutuus markkinoilla kysyttyyn kokoluokkaan.
Keraamiset laakerit auttavat minimoimaan lämpöä ja varmistavat lämpövakauden.
IDD-karan muotoilu tarjoaa tehoa, nopeutta ja jäykkyyttä, joita tarvitaan vaativissa koneistussovelluksissa. Samalla karan käyttöikä on pitkä.
Uutuus on ratkaisu silloin, kun metrinen keskus ei enää riitä kokonsa tai tukevuutensa puolesta. Liikkeet koneessa ovat X-akseli 1270 mm, Y-akseli 660 ja Z-akseli 620 mm. Pöydän koko (XxY)on 1350 mm x 660 mm.
Kone yhdistää rakenteensa puolesta tukevuutta, nopeita liikkeitä ergonomiaan ja ketteryyteen.
Y-akselilla on neljä johdetta, jolloin pöytä ei pääse laskemaan päistään, vaan on aina rungon ja johteiden päällä.
X-akselin johdeleveys ja kuusi kelkkaa tuovat tukevuutta poikittaisliikkeen osalta. Suurin kuorma pöydälle on nyt 1500 kg.
YCM:n ajatuksena koneelle oli tuoda markkinoille kompakti ja edullinen keskikokoinen pystykarainen. Aasian markkinoille kone saapui loppuvuodesta 2020 ja on nyt saatavilla myös Euroopan markkinoilla.
Optimoitu kara ja jäykkä rakenne parantavat leikkuutehoa ja työkalun kulumista ja vaimentaa koneistuksen muodonmuutosta OP-optimoinnilla. Kappale-esimerkkejä ilmailun alueelta. Materiaali: A7075, pinnan tasaisuus: 0,05 mm
Vakiona koneessa on 12 000 k/min (18,5kW) kiertävä kara, lisäksi saatavilla nopeampi 15 000 k/min kara. Työkalumakasiini on vakiona 24-paikkainen (optiona 30, 48, ja 60 työkalua). Koneessa on kolmen pisteen lattiakohdistus, kymmenellä tassulla.
Ohjauksena on YCM MXP200FB (Fanuc), Siemens tai Heidenhain TNC640. Edustaja Suomessa on Makrum.
DMG Mori uudistaa jyrsinkonetarjontaansa. Uusi DMF 300|8 mahdollistaa kolmimetristen kappaleiden käsittelyn tasaisella suorituskyvyllä koko mitaltaan. Työalue on aiempaa kookkaampi, ja työalue voidaan myös jakaa, jolloin voidaan haluttaessa käsitellä lyhyempiä kappaleita joustavasti kahdessa erillisessä työtilassa.
DMG Morin DMF-sarjan sisältää liikkuvapylväisiä jyrsinkoneita eri kokoluokkiin.
Valmistaja esitteli sarjaan hiljattain uudistetun 200|8-mallin, ja nyt sarja täydentyy sitä kookkaammalla 300|8-mallilla.
Koneessa on 3300 mm:n pöytä, ja työalue (3000 x 800 x 850 mm) kaikkineen on valmistajan mukaan 60 prosenttia aiempaa kookkaampi. Tämä johtuu siitä, että koneen työkalunvaihtojärjestelmä on toteutettu uudella tavalla, mikä tuo käyttöön lisää työtilaa. Työkalunvaihto tapahtuu nyt työpöydän takana, minkä myötä koko kiinnitysalue on koneistuskäytössä.
Uuden DMF 300|8 työalue on lähes kaksi kolmannesta aiempaa isompi. Ulokkeelinen Y-akseli lisää tarkkuutta koko työalueella.
Samasta syystä kone voidaan varustaa 400 mm: n pituisilla työkaluilla, mikä on kokoluokassa harvinainen ominaisuus.
300|8 DMF voidaan varustaa myös optiona integroidulla pyöröpöydällä, kahdella integroidulla pyöröpöydällä tai A-akselina toimivalla lisäpöydällä. Yksi käyttötapa on työalueen jakaminen kahteen osaan, jolloin toista puolta voidaan käyttää asetuksiin samaan aikaan kun toisella puolella koneistetaan.
Uuden DMF 300|8: n myötä valmistaja esittelee lisäksi kiintoisan piirteen DMF-sarjaan: nyt myös jyrsintä-sorvaus-ominaisuus on mahdollinen, kone voidaan varustaa FD-pyöröpöydällä vaativia ja jyrsintä-sorvaustöitä varten. Ominaisuus on nyt saatavana myös DMF 200|8-malliin, samoin kuin valinnainen A-akseli, mikä sopii hyvin mm. suurten akselien työstämiseen.
3,300 mm:n pöytä mahdollistaa myös hyvin pitkien jyrsintäkappaleiden käsittelyn.
Konsepti tarkkaan koneistukseen
Konekonsepti uutuudessa on muiden DMG Morin liikkuvapylväisten jyrsinkoneiden kaltainen.
Ulokkeelinen Y-akseli lisää koneen suorituskykyä, sillä sen myötä karaa voidaan käyttää enimmäisteholla riippumatta karan asennosta koko työskentelyalueella. Tehokas jäähdytysjärjestelmä ja suorakäyttöiset kuularuuvit Y- ja Z-akseleilla puolestaan ovat takaamassa pitkän aikavälin työtarkkuutta.
Peruskokoonpanossaan DMF 300|8:n maksiminopeudet ovat 50 m/min ja X-akselin lineaarikäyttöoption myötä päästään 80 metriin minuutissa. SpeedMASTER-karoja on optiona laaja valikoima.
DMF 300|8:n ohjausvaihtoehdot ovat vakiona CELOS ja Siemens, Heidenhain on lisävaruste. DMF 300|8 on helppo integroida digitaalisiin infrastruktuureihin, ja koneen tuottavuutta voidaan lisätä juuri DMF:lle suunniteltujen teknologiasyklien avulla.
Esimerkiksi vapaasti kääntyvät kulmapäät voidaan ohjelmoida uuden angularTOOL-tekniikan syklin avulla. Pitkän aikavälin kilpailukykyinen tuotanto on mahdollista automaattisen tuotannon käyttöliittymän ansiosta.
Kalajoella toimiva konevalmistaja ja alihankintayritys Siipotec Oy vahvistaa konekantaansa. Viime vuonna hankitun Hartford-portaalikoneistuskeskuksen rinnalle yritys hankki alkuvuodesta muutamaa pykälää pienemmän koneistuskeskuksen samalta valmistajalta.
Siipotec on Kalajoella toimiva yritys, joka valmistaa ja räätälöi yksilöllisiä automaatioratkaisuja puunjalostusteollisuuteen ja osin myös muille teollisuuden aloille. Ovi- ja ikkunateollisuus on iso asiakasryhmä, ja näin ollen toimitettavilla työstökoneratkaisuilla käsitellään puun lisäksi alumiineja.
Markkinat ovat kotimaassa, ja koneita on toimitettu myös Ruotsiin.
Yrityksen toiminta alkoi 25 vuotta sitten toiminimenä, sen jälkeen puitteet ovat kasvaneet, yritysmuoto vaihtunut ja tiloja laajennettu useita kertoja.
Yrityksen tuotanto toimii nyt Kalajoella noin 2000 neliön tiloissa, lisäksi on 300 neliötä toimistotilaa. Lisäksi uusi tilalaajennus käynnistynyt nyt keväällä.
Yksilöllisesti alusta loppuun
Siipotec tekee tuotantolinjaratkaisuja ja toiminnassa räätälöinti on keskeistä. Yrityksellä on käytössään runsas potentiaali niin sähkö- kuin mekaniikkapuolellakin. Suunnittelu onkin valmistettavien CNC-koneiden ja muiden tuotteiden hinnassa suurin kustannuserä.
Vahva kaksikko. Taaempana portaalikeskus Hartford SW320, etualalla uusi
pystykarainen koneistuskeskus HCMC 1270 samalta valmistajalta.
Siipotec tarjoaa alihankintakoneistusta varsin merkittävästi: puolet koko koneistuskapasiteetista myydään alihankintana varsinkin kulutusteräksiin. Oma koneistamo on toiminut viitisentoista vuotta ja se palvelee niin omien tuotteiden valmistusta kuin myös alihankintaa. Lisäksi palettiin kuuluvat huolto- ja varaosapalvelut.
Viime aikoina vahvasti kasvuyritys on panostanut isosti mm. tilojensa lisäksi konekannan uudistamiseen ja kehittämiseen. Yrityksessä on töitä tehty pitkään taiwanilaisin konein, ensimmäinen tuli taloon avainkoneeksi heti oman koneistamon käynnistyessä.
”Ne ovat sopineet meille hyvin, ne ovat olleet asiallisia käytössä, tarkkuuksiltaan sopivia ja lisäksi toki kustannuksiltaan järkeviä”, sanoo toimitusjohtaja Raimo Siipo.
Luotettavaa konekalustoa
Viime vuonna yrityksen konekantaan tehtiin iso hyppäys, kun koneistamoon asennettiin uusi portaalikoneistuskeskus, Hartford SW320.
”Tämän kokoluokan työstökeskus mahdollistaa kookkaiden kappaleiden valmistuksen. Konevalinnassa keskeisiä vaikuttimia olivat tukevuus, kokoluokka sekä meille aiemmasta tuttu Fanuc-ohjaus. Sen myötä kone saatiin sujuvasti ja nopeasti tuotantoon. Lisäksi konevalmistajan koko, vahva suomalainen edustus ja laaja käyttäjäkunta vaikuttivat valintaan”, toteaa Siipo.
Hartfordin mallistoon kuuluvat erilaiset portaalikoneet, koneistuskeskukset sekä avarruskoneet. Suomessa edustaja on MTC Flextek. SW320:n pöytäkoko on 3000×1830 mm ja kappaleen maksimipaino työpöydälle 10 000 kg. Karamoottorin teho on 26 kW, Hi-Lo -vaihdelaatikko tuo vääntöä töihin.
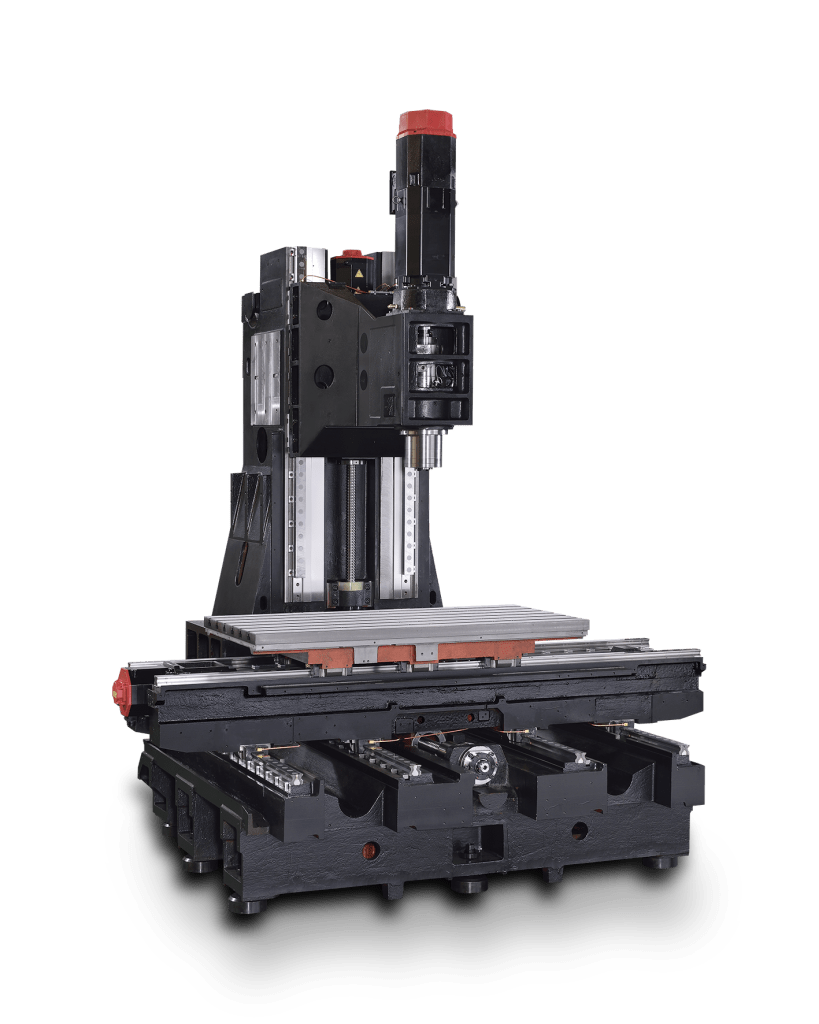
Tämän vuoden alussa Siipotecin konekanta uudistui lisää, kun yritys hankki toisen uuden koneen samalta valmistajalta, pystykaraisen HCMC 1270:n 1370×650 mm:n pöydällä ja 1200 kg:n kapasiteetilla.
HCMC 1270:n pöydän koko on 1370×650 mm ja kapasiteetti 1200 kg.
Raimo Siipon mukaan portaalikonetta pienempi kokoluokka lisää joustavuutta ja työn tehokkuutta.
”Kone mahdollistaa pienempien kappaleiden käsittelyn sopivan kokoluokan koneella. Aiemmin käytössämme olleeseen pieneen koneistuskeskuksen verraten myös kapasiteetti nousee aiemmasta.”
Koneen valinnassa ohjasivat hyvät kokemukset kookkaammasta Hartfordista sekä maahantuojan kokonaispalvelusta. Saman valmistajan koneesta on etua myös mm. työkalujen suhteen.
”Saman maahantuojan kanssa toimiminen lisää kokonaiskuvion helppoutta. Kun homma toimii, ei kannata asiaa sen enempää hämmentää”, sanoo Siipo.
Kehittyvää huolto- ja varaosatoimintaa
Yritys tilasi uuden koneensa loppukesällä, ja se asennettiin helmikuussa.
”Tuotantoon kone saatiin jo samana päivänä asennuksen kanssa. Tuttuun ohjaukseen ei erityiskoulutuksia tarvittu.”
Koneen hankintaan Siipotec sai tukea Pohjois-Pohjanmaan ELY-keskukselta, ja hankkeessa oli mukana myös Euroopan aluekehitysrahasto. ELY-keskus tukee myös uutta parhaillaan toteutettavaa hallilaajennusta, mikä keskittyy vahvasti yrityksen huolto- ja varaosapalveluiden kehitystyöhön.
”Korona-ajan alku viime vuonna toi lisäpuskua huoltopuolen asioiden kehitykseen. Kun viime keväänä alkoi näyttää siltä, että koneenrakennus alkaa koronan myötä takkuamaan, aloimme heti hakea huollosta uutta iskua.”
”Onneksi ei lopulta käynyt niin kuin pahimmissa skenaarioissa keväällä näytti, mutta huoltopuolen kehitys jatkuu silti nyt vahvana. Rakennamme tästä uuden vahvan tukijalan yrityksen toiminalle.
Laajennus valmistuu myöhemmin tänä vuonna. Se eriyttää huollon ja varaosapalvelun toimintoja ja vapauttaa samalla lisää tilaa tuotannolle, mitä jatkossa tarvitaan”, Raimo Siipo kertoo.
Savon ammattiopisto vahvistaa metallin alueen koulutuksen kone- ja laitekantaansa. Vastapäättynyt koneiden, laitteiden ja mm. simulaatioympäristöjen investointihanke vie oppilaitoksen teknologiaa tämän päivän teollisuuden edellyttämälle tasolle ja kehittää olennaisesti mm. koneistuksen koulutusympäristöä.
Kuopiossa toimiva Savon ammattiopisto on osa Savon koulutuskuntayhtymää, monialaista Iisalmen, Kuopion ja Varkauden alueilla toimivaa koulutusorganisaatiota.
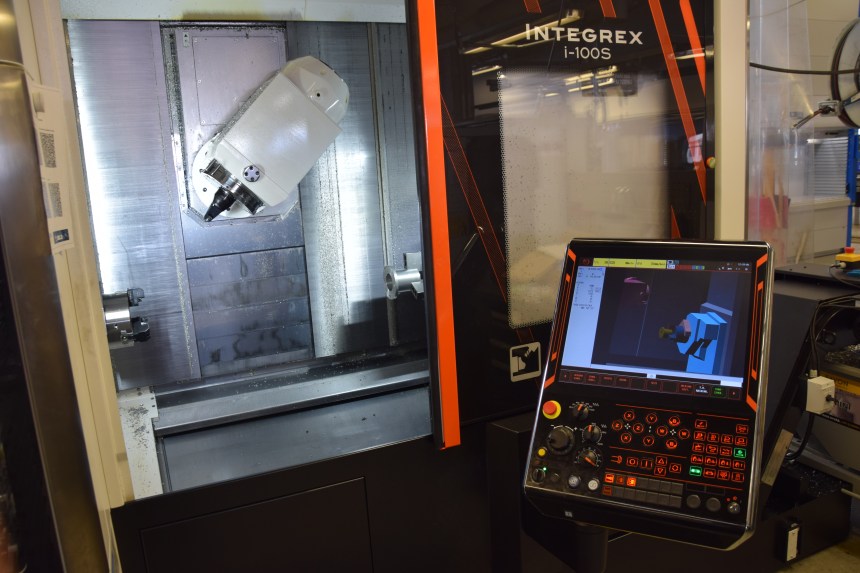
Integrex i-100S-monitoimisorvissa pyörintähalkaisija on 530 mm ja tankokapasiteetti 51 mm. Ohjaus on uusi Mazatrol.
Tekniikkaa oppilaitoksessa opiskellaan useilla aloilla ja yksi niistä on kone- ja tuotantotekniikka. Sen puitteissa Savon ammattiopisto tarjoaa koneistuksen, levytyön ja hitsauksen sekä koneasennuksen koulutusta.
”Koulutus vastaa tämän alueen tarpeisiin. Savon alue on yksi metallin keskittymä ja konepajasektorin yrityksiä on runsaasti. Koulutusyhteistyö yritysten kanssa on arkipäivää, se on tiivistä ja monimuotoista. Alueen yritykset tarvitsevat koulutettuja osaajia”, sanoo CNC-koneistuksen opettaja Jukka Marttinen.
Tiivistä yritysyhteistyötä
Kone- ja tuotantotekniikkaa opiskelee Kuopiossa nuoriso- ja aikuisopinnoissa nyt noin 150 opiskelijaa, henkilökuntaa 15 henkilöä, ja oppilaitoksena Savon ammattipisto on tuttu nimi esimerkiksi Taitaja-kisojen yhteydestä.
Talon opiskelijat ovat pärjänneet kisassa lajivoittoihin ja World Skills -edustuksiin saakka.
Mazakin monitoimisorvi Integrex i-100S on hankinta Savon Ammattioppilaitoksen koneistuksen koulutustarpeisiin. Koneella vahvasti käyttöönotossa mukana ollut Juho Saastamoinen, Taitaja-kilpailun aluesemifinaalin tämän vuoden voittaja ja kevään finaaliin matkaava kolmannen vuoden opiskelija.
Parhaillaan Savon ammattiopistossa kehitetään yhtenä painopistealueena kone- ja tuotantotekniikan koulutuksen puitteita ja ammattiopiston kone- ja laitekantaa voimakkaasti eteenpäin.
”Teknologia kehittyy ja automaatio sekä robotisaatio lisääntyvät yrityksissä voimakkaasti. Automaatiota myös hyödynnetään tänä päivänä yhä laajemmin myös pienemmissä yrityksissä. Kehityshanke vastaa tähän teemaan”, Marttinen kertoo.
”Laajempana yhteytenä on alan koulutuksen muutto jatkossa uudelle kampusalueelle lähelle Savonia-ammattikorkeakoulua. Se mahdollistaa jatkossa yhä syvemmän yhteistyön myös yritysten suuntaan”, sanoo levypuolen ja hitsauksen opettaja Jukka Saastamoinen.
Jukka Marttinen (oikealla) ja Jukka Saastamoinen ovat olleet Teknologia digitalisoituu -hankkeessa alusta saakka. Hanke kehitti Savon ammattiopiston kone- ja tuotantotekniikan konekantaa monella tasolla.
Vahva paketti koulutuskäyttöön
Kone- ja laitekannan kehityskokonaisuus pitää sisällään satsauksen mm. Bystronic -kuitulaserleikkausteknologiaan, mobiiliin hitsausautomaatioon, varastoautomaatioon, liikuteltaviin simulaatioympäristöihin ja hitsauksen pilvipalvelujen hyödyntämiseen.
Lisäksi kokonaisuuden tuoreena ja samalla myös mittavimpana yksittäisenä panostuksena vahvistettiin olennaisesti koneistuksen oppimisympäristöä uuden alan teknologiakärkeä edustavan monitoimisorvin myötä.
Kuopioon asennettiin vuodenvaihteessa Mazakin Integrex i-sarjan monitoimisorvi i-100S, nykyaikainen, mutta kompakti ja siten myös opetuskäyttöön hyvin sopiva paketti sorvaus/jyrsinkaralla sekä kääntyvällä B-akselilla. Integrex i-100S:n pyörintähalkaisija koneessa on 530 mm, sorvauspituus 854 mm ja tankokapasiteetti 51 mm.
”Koneessa ovat mukana sorvaus, poraus-, kierteitys ja jyrsintäominaisuudet 5-akselityöstöön saakka ja konetta ohjataan uudella ja erittäin monipuolisella Mazatrol-ohjauksella, joka lukee mm. solid-muodot suoraan.Otimme koneeseen mukaan robottivalmiuden. Luulavimmin kone varustettaanjatkossa yhteistyörobotilla”, Marttinen sanoo.
Hitsauksen pilvipalvelun kehitys oli hankkeen osa-alue. Eri kampuksille sijoitetut hitsauskoneet välittävät reaaliaikaista dataa pilvipalveluun. Järjestelmä mahdollistaa mm. hitsauksen monipuolisen tiedonsiirron, jäljitettävyyden sekä koneiden keskinäisen yhteydenpidon.
Kolmen vuoden jatkohanke
Kuopiossa toteutettu projekti oli mittava hanke, mutta samalla tärkeä osa koulutuksen kehittämistä ajan vaateisiin.
”Koneet ja laitteet mahdollistavat koulutuksen tason, millä teollisuus tänä päivänä toimii ja vahvistaa siten koulutuksen yhä vain tiiviimpää yhteyttä työelämään ja yritysten tarpeisiin”, sanoo Jukka Marttinen.
”Ajanmukainen oppimisympäristö on myös vetovoimatekijä. Nykyaikainen konekanta lisää opiskelijoiden alaa kohtaa tuntemaa kiinnostusta ja turvaa siten osaltaan osaavan työvoiman saatavuutta jatkossa”, toteaa Jukka Saastamoinen.
Kuopion kone- ja laitehankinnat mahdollistaneen Teknologia digitalisoituu -hankkeen kustannusten kokoluokka oli yli 1,8 miljoonaa euroa. Hanke toteutettiin EU:n alueellisella EAKR-rahoitustuella.
Simulointiympäristöjen avulla opiskelijat opiskelevat aidontuntuisissa tilanteissa ja saavat taidoistaan myös välitöntä palautetta. Kuvassa Jukka Saastamoinen demoaa hitsauksen simulointikokonaisuutta.
Savon ammattioppilaitoksessa on parhaillaan käynnissä jatkokokonaisuutena viime vuodenvaihteessa käynnistynyt nk. Teollisuuden uudet osaajat -hanke, minkä ajatuksena on kehittää joustavia koulutusmuotoja sekä oppilaitoksen ja yritysten osaamista.
Yksi hankkeen koulutusten tavoitteista on viedä eteenpäin Teknologia digitalisoituu -hankkeessa hankittujen koneiden, laitteiden ja oppimisympäristöjen käyttöönottoa ja hyödyntämistä. Teollisuuden uudet osaajat -hanke kestää kolme vuotta. Hanke on EU:n sosiaalirahaston rahoittama.
Tamperelainen Nomet Oy kehittää tuotantoaan. Pitkät perinteet omaava, viime vuonna 70 vuoden ikään ehtinyt metallin sopimusvalmistaja investoi parhaillaan vahvasti tuotantokalustoon ja samalla toimintapuitteisiinsa. Yritykselle räätälöity Union TM125 vaakakarainen koneistuskeskus asennetaan vuosien 2021/22 vaihteessa yrityksen tuotantoon.
Nomet on pitkän linjan yritys. Heikki Jokinen aloitti vuonna 1950 konepajatoiminnan Nokialla ja pitkään yrityksen nimenä oli Nokian Metalli.
Vuonna 1970 vaihtui omistajaksi Rolate ja vuonna 1973 muutettiin nykyiselle tontille Tampereen Vehmaisiin ja samalla lähemmäksi asiakaskuntaansa. Samalla yrityksen nimi muutettiin Nokian Metallista tuli nimenmuutoksen myötä Nomet Oy.
FMS-linjassa toimii kolme isoa ja yksi pienempi vaakakarainen keskus.
”Sinä tiedät mitä – me tiedämme miten”
Tämän päivän Nomet on monipuolinen, kansainvälinen alan toimija, minkä asiakaskunta käsittää toimijoita monelta eri teollisuuden sektorilta. Markkina-alueet ovat pienestä keskisuuriin kokonaisuuksiin ja toimintaa tiivistää talon slogan ”Sinä tiedät mitä – me tiedämme miten”.
”Se ei tarkoita vain alihankkijan roolia, vaan kumppanuutta asiakkaidemme suuntaan. Sitä haluamme tarjota kokonaisvaltaisena partnerina”, kertoo Nometin menetelmäkehityspäällikkö Markus Lintula.
”Menetelmäosaamiseen on vahvasti satsattu viimeisten vuosien aikana ja haluammekin olla mahdollisuuksien mukaan asiakkaan mukana suunnittelupöydältä lähtien. Avoin ja kehittävä yhteistyö, asiakkaan oman alan asiantuntemus höystettynä meidän koneistus- ja suunnittelu osaamisellamme on sitä kumppanuutta parhaimmillaan.”
Vahvasti kehittyvä konekanta
Nomet toimii Vehmaisissa yli 5500m2 tuotantotilassa vahvalla kone- ja laitekannalla.
Ensimmäisen tietokoneohjatun NC-työstökoneensa Nomet osti 1980-luvulla ja nyt ajanmukaisia NC-koneita on käytössä yli 30.
Iso 2000-luvun satsaus oli FMS-linja, mihin integroitiin kolme isoa ja yksi pienempi vaakakarainen keskus. Samalla vuosikymmenellä myös automaatioastetta nostettiin uusien robottivaihtajilla olevien työstökeskusten myötä. Laadun varmistukseksi hankittiin ison kokoluokan 3D-mittakone.
Viime vuosikymmenellä Nomet investoi mm. tietokoneavusteiseen NC-ohjelmien suunnitteluun. Vuonna 2018 yritys hankki ensimmäisen 5-akselisen koneistuskeskuksen sorvaavalla pöydällä ja 1050 mm:n pyörähdyshalkaisijalla. Lisäksi hankittiin toisen CAM-ohjelmiston hankinta vahvistamaan ohjelmointiosaamista.
Muita viime aikojen investointeja ovat NC-ohjattu jyrsinkone oman kiinnitinsuunnittelun valmistamisen tukemiseen, työkalujen esiasetuslaite max. Ø700mm työkaluhalkaisijalla ja pitkäsorviautomaatti kokoluokkaan Ø3-35mm. Lisäksi yritys on kehittänyt tiloissaan kokoonpanon aluetta.
Union TM125 on pöytätyyppinen kookas, mutta kompakti koneistuskeskus.
Tämän vuoden alkuun sijoittuu perinteikkään Nometin tuorein satsaus tuotantoonsa.
Yritys tilasi maahantuoja Makrumilta hiljattain saksalaisen Union TM125-koneistuskeskuksen.
”Koneinvestoinnin tausta on asiakaslähtöinen ja ajatuksena kappalekokoluokan kasvattaminen nykyisestä 2000 mm:stä 2500 mm:iin. Samalla kyseessä on korvausinvestointi olemassa oleville keskuksille”, Lintula sanoo.
Konevalinnassa oli mukana useampi merkki, mutta Union erottui joukosta edukseen jo hankintaprosessin alkuvaiheessa.
”Kyseessä on perinteikäs firma, sen osaaminen on vahvaa ja samoin ymmärrys meidän vaatimuksistamme. Keskeistä on, että kone räätälöidään tarkoin meidän kappalekirjoamme ja työstettäviä tuotteita vastaavaksi. Meidät vakuutti Unionin vahva osaaminen juuri sillä sektorilla, mitä me työstämme.”
Union TM125 on pöytätyyppinen kookas, mutta kompakti koneistuskeskus, missä X/Y/Z-liikkeet ovat 2500/2150/1600 mm ja W 600 mm. Nometin kone on varustettu B-akselilla ja UC-L25-kulmapäällä ja 280-paikkaisella makasiinilla. Karateho on 31/34 kW ja vääntö 1433 Nm. 3-paikkainen palettirata ja 6-akselinen käsittelyrobotti ovat osa järjestelmää.
”Kone on parhaillaan kovaa vauhtia työn alla Chemnitzissä ja tällä hetkellä projekti on aikataulussa. Nyt toivomme, että pandemia ei sotke aikataulua. Parhaillaan tiloissamme tehdään suuria muutoksia uutta hankintaa ajatelleen. Viisi työstökonetta, yksi seinä ja kaksi sähkökaappia tekevät tilaa TM125:lle”, Lintula sanoo.
Nomet toimii Vehmaisissa yli 5500m2 tuotantotilassa vahvalla kone- ja laitekannalla.
Määrätietoisesti uudistuen eteenpäin
Jatkossa 70-vuotias Nomet suuntaa eteenpäin perinteitään kunnioittaen, mutta uudistuen.
”Tällä vuosikymmenellä Nomet tekee lisää koneinvestointeja tulevaisuuteensa satsaten. Jatkosuunnitelmissa olevat investoinnit ovat toinen pitkäsorviautomaatti sekä työstökeskus kokoluokkaan Ø800mm. Myös digitalisaatio etenee luomalla virtuaalinen kaksonen Työstökoneesta ja simuloinnista. Samalla yhteistyötä asiakkaiden kanssa syvennetään ja tuotetaan entistä enemmän arvoa kokonaisvaltaisemmilla toimituksilla.
”Lisäksi investoimme led-valaistuksiin kaikkialla tuotanto- sekä ulkotiloissa, mikä lisää paitsi työntekijöiden viihtyvyyttä, pienentää hiilidioksidipäästöjä yli 30 000 kg vuodessa. Voisi sanoa, että Nomet on kestävän vihreän kehityksen viitoittamalla tiellä.”
”Oman tekemisen kehittämisellä, investointipolun luomisella sekä uusien asiakkaiden ja tuotteiden määrätietoisella ylösajolla yrityksen suunta on positiivisessa vireessä ja jatkuvalla kehityksellä ja uusilla investoinneilla uskomme, että suunta pysyy oikeana ja jatkaa kasvuaan”, Markus Lintula toteaa.
Chiron on esitellyt uusia koneistuskeskusmalleja. DZ 22 W on viisiakselinen malli suurten työkappaleiden tarkkuuskoneistukseen, FZ 16 S viisiakselinen HSK-A100 -keskus järeään lastunpoistoon. DZ 16 W on esitelty nyt pakettina VariocellUno-automaatiolla varustettuna.
Uuden ns. 22-sarjan käynnistävä Chiron DZ 22 W on saksalaisvalmistajan uutuus kookkaiden kappaleiden käsittelyyn. Kone perustuu samaan alustaan kuin ns. 16-sarja, ja on suunniteltu esimerkiksi kookkaiden teräs- ja alumiinikomponenttien kuten sähkömoottori- ja voimansiirtokoteloiden tai alustakomponenttien koneistukseen.
Chiron DZ 22 W
Suurille kappaleille
Chironin mukaan liikkuvapylväinen, jäykkärunkoinen ja aktiivikomponenttiensa osalta jäähdytetty Z 22 W mahdollistaa korkean tarkkuuden kookkaiden komponenttien käsittelyssä. Enimmäiskappalekoko koneelle on 599 mm x 340 mm ja -paino 600 kg.
Syöttönopeudet koneessa ovat max. 75 m/min ja integroitu työkappaleen vaihtolaite mahdollistaa aihioiden ja valmiiden osien lastaamisen ja purkamisen koneen käytön aikana. Työkaluja makasiiniin sopii 2×77 kpl.
Työstä riippuen koneessa voidaan käyttää kahta pääkaraa: nopeaa karaa alumiini- tai alumiiniseoksista valmistettujen työkappaleiden valmistukseen sekä suurimomenttista karaa kookkaille työkaluille ja vaikeasti työstettäville materiaaleille. Lisäyksiköt, esimerkiksi jäähdytys-, hydrauli- tai poistojärjestelmät, on integroitu koneeseen niin, että ne vievät vain vähän tilaa.
22-sarjaa on saatavana eri kokoonpanoissa: DZ 22 S -versiona suoralatauksella tai HSK-A100-koneena. Asiakkaat voivat valita kuularuuvikäytön tai lineaarisen suoravedon. Neliakseliseen tai viisiakseliseen koneistukseen on saatavana pöytävariantteja.
Viisiakselinen FZ 16 S HSK-A100:lla
Mm. ilmailuteollisuudessa tarvitaan koneita, jotka valmistavat komponentteja kiinteästä lohkosta. Tarvitaan vahvaa jyrsintätehoa sekä korkeaa tarkkuutta, ja uusi Chiron FZ 16 S on valmistajan mukaan kone näihin vaatimuksiin.
Viisiakselisen HSK-A100-kartiolla varustetun koneen pääkaran vääntömomentti on 400 Nm, ja kara on tarkoitettu haastavien, titaanista tai nikkelipohjaisista seoksista, kuten Inconelista valmistettujen osien koneistukseen. HSK-A100-kartio ja liikkuva staattisen ja dynaamisen jäykkyyden takaava gantry-muotoilu syväkoneistukseen ja ja onteloiden koneistamisille. Vankka rakenne ja lämpöstabiilius lisäävät tarkkuutta.
Dz 16 W +Variocell
Chiron DZ 16 W + VariocellUno
Chiron on lanseerannut myös 16-sarjanDZ 16 W:n pakettina VariocellUno-automaatioyksikön kanssa. Käsittelyrobotin ja työkappaleyksikön sisältävä versio on suunniteltu nopean toistuvan tuotannon tarpeisiin, työkappaleita käsittelee kuusiakselinen robotti.
Kokonaisuus on saatavana joko varastolla, palettijärjestelmällä tai kuljetinhihnalla varustettuna asiakkaan yksilöllisistä vaatimuksista riippuen.
Suuri pyöröovi mahdollistaa helpon pääsyn työalueelle. Automaatioyksikköä voidaan siirtää myös asennus- ja huoltotöitä varten. Automaatioyksikkö on koneisiin saatavana myös jälkiasennuksena.
Chiron Groupin tuotteita ovat on CNC-koneistuskeskukset ja sorvauskeskukset sekä erikoisratkaisut ja keskeisiä asiakasaloja ovat auto- ja konepajateollisuus, lääketiede, ilmailuteollisuus ja työkalutuotanto. Konserni työllistää yli 2000 työntekijää, liikevaihto oli 443 miljoonaa euroa vuonna 2019. Pääkonttori sijaitsee Saksan Tuttlingenissa. Suomen edustaja on Machinery.
Järvensivun Konepaja vahvistaa koneistuskapasiteettiaan. Yksi uusi työalueeltaan reilu koneistuskeskus oli hakusessa alan pitkän linjan toimijan tarpeisiin viime vuonna, ja sellainen Pirkkalaan myös hankittiin, Akira-Seiki Performa HV 10A.
Järvensivun Konepaja Pirkkalassa on raskaan alihankinnan koneistaja. Tekemisen ytimen ohikulkija huomaa ulospäinkin hyvin Pirkkalan lentokentän tielle hyvin näkyvästä valohammaspyörästä tuotantohallin seinässä.
”Sen asettaminen hallin seinään oli oma ajatukseni. Alan ihmiset tunnistavat, mikä se on, muille sitä on tietysti saanut välillä selittää”, toteaa perheyrityksen toimitusjohtaja Mikko Järvensivu.
Uusi Akira-Seiki Performa HV 10 A on Järvensivun Konepajan tuore konehankinta. Mittaustöissä Ilari Pajunen.
Raskaampaa alihankintaa
Kuten valomainoskin viestii, talon tuotteita ovat ketju- ja hammaspyörät, voimansiirron akselikappaleet sekä nosturien osat. Asiakkaat puolestaan ovat koneenrakennuksen ja raskaan puunjalostusteollisuuden yrityksiä ja valmistetut tuotteet päätyvät loppukäyttöön eri puolille maailmaa.
Alalla Järvensivun Konepaja on pitkän linjan toimija. Työt käynnistyivät vuonna 1962, eli tasaiset 60 vuotta täyttyvät ensi vuonna.
”Isäni aloitti aikanaan yhden miehen ja yhden sorvin yrityksenä, ja tällä tontilla yritys on toiminut aina. Olimme ensimmäinen yritys alueella ja ympäristö oli silloin pelkkää metsää. Sen jälkeen maisema onkin muuttunut täysin. Lentokenttä ja uusi tie toivat alueelle yritystoimintaa, joka kehittyy edelleenkin koko ajan. Samaan aikaan oman toimintamme on laajentunut ja tonttitilakin kasvanut”, sanoo toimitusjohtaja Mikko Järvensivu.
Nyt yrityksen käytössä on useita tuotantohalleja eri aikakausilta. Uusin, minkä seinässä on myös se valomainos, on vuodelta 2013.
Mikko Järvensivun mukaan kone on pätevä lisä ensi vuonna kuudenkymmenen vuoden ikään ehtivän Järvensivun Konepajan kapasiteettiin. Moottorivalinta ja vahvistetut johderatkaisut lisäävät suorituskykyä edelleen.
Uusi koneistuskeskus
Järvensivun Konepaja tekee raskasta alihankintaa, ja alallaan se on vuosien mittaan jalostunut monipuoliseksi toimijaksi.
Yrityksen tekemistä ovat sorvaukset, jyrsinnät, poraukset, kiilaurien teot ja hammastukset. Koneistusten lisäksi tehdään myös vahvemman puolen levytöitä.
Konekanta talossa on mittava, käytössä on monia kymmeniä työstö- ja levytyökoneita eri aikakausilta, ja toki konekanta uudistuu ajan myötä. Viime vuosina yritys on uudistanut mm. avarruksen, pystysorvauksen ja pitkien kappaleiden sorvauksen kalustoaan. Myös koneistuskeskuskalusto eri kokoluokissa on vahvistunut. Siihen segmenttiin liittyy myös talon tuorein konekannan lisäys, yritys hankki viime vuoden loppuvuodesta yhden kookkaan koneistuskeskuksen.
”Kun raskaampaa tavaraa teemme, olemme kaivanneet tänne uutta ja isoilla dimensioilla eli yli kahden ja puolen metrin X-liikkeellä varustettua pystykaraista koneistuskeskusta. Koneen hankintaan tuli mahdollisuus, kun vanhalta puolelta poistimme käytöstä yhden ikääntyneen karusellisorvin. Näin uudelle koneelle vapautui sille sopiva paikka. Markkina-analyysin jälkeen ratkaisuksi löytyi Akira-Seikin kone, missä X-liike on 2600 mm, Y-pystyliikettä on noin metri ja Z-liikettä 815 mm”, Mikko Järvensivu kertoo.
”Hankinnan taustalla oli ihan yksinkertaisesti se, että meillä on sellaisia töitä, jotka vaativat työalueeltaan tämän kokoisen koneen, eikä niitä tunnetusti kovasti markkinoilla ole. Aiempi vaakakarainen koneistuskeskuksemme on vielä myös käytössä, mutta tällä pääsemme samoille mitoille ja etuna toki on koneen uusi teknologia”, sanoo Järvensivu.
Kookas työalue oli hankinnan keskeinen tekijä. Koneessa X-liike on 2600 mm, Y-pystyliike 1030 mm, Z-liike 815 mm.
Tehoa ja momenttia
Vossin toimittama Akira-Seiki Performa HV 10A on juhta raskaan koneistuksen tarpeisiin. Sarjansa kookkain kone tarjoaa avaran työalueen ja muutenkin tukevaa suorituskykyä koneistuksen toimintoihin.
Ominaisuuksia on sovellettu vielä edelleen Järvensivun tarpeisiin.
”Koneessa ovat mukana vahvistetut johdejärjestelmät ja mahdollisimman tehokas moottori. Otimme mukaan myös alennusvaihteen, jolla saadaan momentti varmasti riittämään. Jos normaalisti saadaan esimerkiksi 24 mm:n kierretappi pyöritettyä reikään, niin tällä päästään se vielä tuplaamaan”, tiivistää Järvensivu.
”Tärkeää meille on myös vaikkapa se, että koneessa ovat mittasauvat X/Y/Z-akseleilla, mikä mahdollistaa aidosti reaaliaikaisen mittauksen perinteisen pulssianturimittauksen sijaan. Seurauksena on parempi tarkkuus.”
Tietyissä töissä etua tuo koneen lisävaruste 4. akseli. Se on koneeseen toteutettu matovaihdetyyppisenä pyöröpöydällä 400 mm:n kiinnityslaikalla ja varustettuna Heidenhainin servo- ja 4.akselin lisäfunktiojärjestelmällä. Työkalumakasiini koneessa on 28-paikkainen.
Raskaisiin töihin soveltuva Akira-Seiki on jo mukana yrityksen tuotannossa, ja osin yrityksessä pohdinnassa ovat jälleen uudetkin investointikuviot. Lähiaikoina Mikko Järvensivun mukaan uudistetaan yrityksen leikkauskalustoa.
Viime vuosi oli tunnetusti hankala ajanjakso, mutta Järvensivun Konepaja selvisi vuodesta lievin kolhuin. Yritys kirjasi vuonna 2020 noin 4,5 miljoonan euron liikevaihdon ja kasvuakin tuli muutama prosenttia edellistilikaudesta.
”Toimimme usean eri teollisuuden sektorin palvelijana, mikä tasapainottaa vaihteluita. Se auttoi myös viime vuoden osaltakin toimintaa. Eri toimintojemme sisällä vaihtelua toki oli, ja sen myötä jouduimme asioita jonkin verran sopeuttamaan. Varsin positiivisin tunnelmin tätä vuotta kuitenkin edetään”, sanoo Mikko Järvensivu.
Okun Hammaspyörä kehittää valmistustaan Outokummussa. Yrityksen toteuttama mittava investointikokonaisuus automatisoi yrityksen tuotantoa ja luo tukevan pohjan yrityksen tulevien vuosien jatkokehitykselle.
Okun Hammaspyörän kehitys on viime vuosina ollut vahvaa. Samalla yritys on muokannut toimintansa perustoja uudelleen, ja yksi keskeinen nimittäjä siinä on ollut juuri kokonaisvaltainen automaatio. Matka on kuitenkin yhä kesken, toteaa toimitusjohtaja Jarno Surakka.
”Kun asioita uudistaa, pitää vision kantaa nykyhetkestä eteenpäin vuosien päähän. Meillä on varsin selkeä kuva, millainen tämä yritys ja sen tuotanto on kymmenen vuoden päästä. Sitä kohti tässä olemme matkalla”, toteaa Surakka.
Uusi tuotantokokonaisuus automatisoi ja tehostaa Okun Hammaspyörän valmistusta Outokummussa.
Teknologiakonserni
Okun Hammaspyörä on Outokummussa toimiva sopimusvalmistaja, minkä tuotteita ovat puutavaranostimissa käytettävät pilarit, kääntöpesät sekä hammastangot. Yritys kuuluu outokumpulaisen New Steel Oy:n ympärille muodostettuun NS Groupiin yhdessä Joroisissa toimivan Jormet Oy:n kanssa.
Vuonna 1989 aloittanut alihankintayritys New Steel osti pilarintuotantoon erikoistuneen Okun Hammaspyörän vuonna 1996, muodostui konserni, joka täydentyi siitä paria vuotta myöhemmin työkalujen ja koneosien vähittäismyyntiin erikoistuneella Okun Koneosalla. Vuonna 2007 kokonaisuuteen liitettiin yrityskaupan myötä Jormet Oy. Tuolloin mukaan tulivat kookkaat teräsrakenteet.
NS Group-nimellä kokonaisuus on toiminut vuodesta 2005. Perheyritys konsernista tuli vuonna 2010, ja samassa yhteydessä toteutettiin myös sukupolvenvaihdos.
Konsernia johtaa ja Okun Hammaspyörän toimitusjohtaja on Jarno Surakka, hänen veljensä Juha Surakka on Jormetin toimitusjohtaja.
Lisääntynyt tarkkuus ja tuotantonopeus ovat iso etu mm. Okun Hammaspyörän keskeisen tuotesegmentin eli metsäteollisuuden konevalmistajille toimittavien hammastankojen valmistuksessa, kertoo toimitusjohtaja Jarno Surakka.
Metsäsektorin sopimusvalmistaja
Okun Hammaspyörä on metsäsektorin toimija, minkä toimintakenttää on koko Eurooppa.
Yritys toimii yhteistyössä Jormet Oy:n kanssa ja juuri tämä kokonaisvaltaisuus on yksi nykytoiminnan ydin. Yhteistyössä konsernin yritykset toimittavat sopimusvalmistuksena suoraan loppuasiakkaidensa kokoonpanolinjoille valmiita kokonaisuuksia.
”Yksi esimerkki on kuormaimien kääntölaitteiden komponenttivalmistus, siinä yritysten pilari-, hammastanko- ja kääntöpesävalmistus täydentävät toisiaan”, kertoo Jarno Surakka.
Sukupolvenvaihdoksen jälkeen viime vuosikymmenellä konsernin toimintaa on muokattu nykyaikaiseen muottiin reippain ottein. Kun aikoinaan konserni työllisti henkilökuntaa toiminnoissaan lähes 180 henkilöä, muutoksen myötä nykyisin työntekijöitä on noin 90.
Samaan aikaan tuotantoteknologiaa on muokattu tämän päivän vaateisiin soveltuvaksi koskien kaikkia talon yksiköitä.
”Kenttä on erittäin kilpailtu ja vaatii tuotantoteknologialta paljon. Kun muissa kustannuksissa on Suomessa vaikea kilpailla, on meidän täällä toimijoiden haettava kilpailukyky huipputeknologiasta ja erikoistumista. Se on elinehto, sanoo Jarno Surakka.
Mazatrol Smooth-ohjaus mahdollistaa sujuvan ohjelmoinnin ja nopeat asetukset.
Kookas investointikokonaisuus
Okun Hammaspyörän tuotannossa ovat automaatiosovellutukset olleet mukana eri muodoissaan jo kauan, mutta uuden tason teknologia on saavuttanut uuden investointikokonaisuuden myötä.
Yritys investoi mittavassa tuotannon uudistuskokonaisuudessa vaakakaraiseen Mazak-koneistuskeskusteknologiaan, palettiautomaatioon sekä investoinnin edellytyksenä myös tilojen uudistamiseen. Uusi vaakakarainen Mazak HCN-8800-koneistuskeskus Palletech-automaatiolla varustettuna sijoittuu New Steelin käytössä aiemmin olleisiin tiloihin Outokummussa. Koneistuskeskus saapui yrityksen käyttöön aiemmin viime vuonna, ja kokonaisuus täydentyi Palletechilla viime syksynä. Projektissa tuki osaltaan myös Ely-keskus.
Mazakin HCN-sarjassa on vaakakaraisia keskuksia eri kokoluokkiin, 8800-mallissa palettikoko on 800 x 800 mm, työkappaleen suurin korkeus käsittelyyn on 1 450 mm. 50-kartioisen koneen akseliliikkeet (X/Y/Z) ovat 1 400/1 200/1 325 mm.
Koneet on muokattu helppoon automatisointiin soveltuviksi esimerkiksi FMS- tai Palletech-palettijärjestelmin. Standardimoduuleista koostuva yksikerroksinen Palletech joustavalla palettipaikkojen määrällä mahdollistaa sujuvan automaation, paikkoja on enimmillään saatavilla jopa 240 kpl.
Tarkkuus ja nopeus
Okun Hammaspyörälle keskeiset syyt kokonaisuuden hankintaan olivat tarkkuus ja tuotantonopeus, nuo tämän päivän tuotannon tutut määreet.
Viimeistelytoimintoja, kookas valulohko käsittelyssä. Työssä Markus Kurki.
”Automaatio on ensinnäkin tarkkuudelle suuri asia. Kun aiemman 6–7 työvaiheen, usean irrotuksen ja kiinnityksen jälkeen päästään asiat tekemään yhdellä koneella ja yhdellä kiinnityksellä, on selvää, että geometrinen tarkkuus on aivan eri tasolla. Samaan aikaan inhimilliselle puolella automaatio lisää työn motivaatiota, kun toistuva työ vähenee. Ja kaiken myötä tuotannon nopeus ja tuottavuus kasvavat.”
Tarkkuus tuotteiden koneistuksessa vaatii koneen ominaisuuksien lisäksi tehokkaat kiinnitysratkaisut, ja niihin Outokummussa on satsattu erityisesti.
”Kiinnitys vaati panostuksensa, ja oli haastavampi asia kuin ennakolta kuvittelimmekaan. Onnistuimme kuitenkin toteutuksessa, ja tuotanto on käynnissä.”
Koska kehitys ei tunnetusti pysähdy, on optio jatkosta Okulla olemassa. Sen mm. miehittämättömään työstöön soveltuva Palletech-teknologia hyvin mahdollistaa.
Palletech-järjestelmä asennettiin alkuvuonna saapuneen Mazak HCH-8800-keskuksen yhteyteen viime syksynä.
”Valmistamme hammastankoja 250 kappaleen viikkotasolla ja tuotanto tapahtuu osin vielä aiemmalla hammastustekniikalla. Ajatuksemme on, että valmistus siirtyy yhä enemmän tehtäväksi tässä uudessa automaatiokokonaisuudessa. Tuotantokoneita on jatkossa useita, ja se toimii ajan digitaalisten mahdollisuuksien mukaan kokonaisuutena”, sanoo Jarno Surakka.
Jatkossa Okun Hammaspyörän tavoitteena on kasvun vahvistaminen, ja sen uudet tuotannon muutokset ja tuotannon automaation kehittäminen toki hyvin mahdollistavat. Yritys palvelee konevalmistusta niin kotimaassa kuin ulkomaillakin, ja jatkossa mm. juuri vientisuuntausta on tarkoitus vahvistaa edelleen. Ruotsissa ovat tällä hetkellä suurimmat viennin asiakkaat. Jatkossa tähtäämme Keski-Eurooppaan, toteaa toimitusjohtaja Jarno Surakka.
Okun Hammaspyörä Oy: Outokummussa toimiva Puutavaranostimien kääntölaitekomponenttien valmistaja. Vuonna 1978 perustettu yritys kuuluu New Steel Oy:n ympärille muodostettuun NS Groupiin yhdessä Okun Koneosan ja Joroisissa toimivan Jormet Oy:n kanssa. Okun Hammaspyörän liikevaihto oli 9,5 miljoonaa euroa (2019).
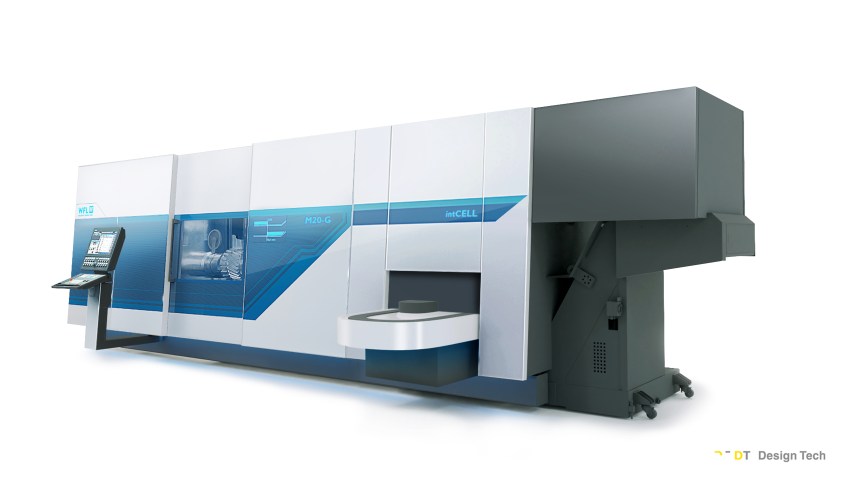
Itävaltalaisvalmistaja WFL uudistaa tuotepalettiaan. Uusi M20 Millturn on laajennus tuotevalikoimaan, valmistajan tarjonnassa kokoluokaltaan kompakti kone tarjoaa suorituskykyistä teknologiaa älykkäällä konseptilla Ø 500 mm:n kokoluokkaan.
Itävaltalainen WFL tunnetaan varsinkin kookkaista sorvaus-, poraus- ja jyrsintäkeskuksistaan.Ne ovat olleet itävaltalaisen konevalmistajan WFL:n toiminnan ydintä jo kolmen vuosikymmenen ajan.
WFL valmistaa myös hieman pienemmän kokoluokan koneita, ja niistä uusi M-sarjan täydennys M20 käypä esimerkki. Kone on kehitetty suhteellisen kompaktia, mutta suorituskykyistä koneistuskeskusta arvostaville ja erityishuomiota teknologialtaan nyt kokonaan uudistetussa mallissa on valmistajan mukaan kiinnitetty monipuolisuuteen. Integroitu moottorikara mahdollistaa vaativat koneistusteknologiat ja sen myötä koneen sovelluskirjo on laaja, kone sopii hyvin esimerkiksi ilmailun, auto-, konepaja- ja muoviteollisuuden vaativiin koneistustehtäviin.
Kone soveltuu enintään Ø 500 mm:n työkappaleiden koneistukseen.
Paketti moneen tarpeeseen
WFL:n mukaan uutta M20 -konetta kehitettäessä ideana oli toteuttaa kompakti ja tarkka paketti nykyaikaisin koneistusmahdollisuuksin. M20 on 5500 mm pitkä, leveyttä sillä on 3190 mm ja korkeutta 2500 mm. Istukan halkaisija koneessa on 250 mm tai 315 mm.
X-akselin liikematka koneessa on 575 mm (+475; -100), Y-akselin liike 260 mm (±130) ja Z-akselin liike 1250 mm. Kone soveltuu enintään Ø 500 mm:n työkappaleiden koneistukseen ja on varustettu 44 kW:n (32) pääkaralla 40 % (100 %). Maksimikierrokset ovat 4000 1/min.
Koneessa on B-akseli ja kääntöalue ±120°, jyrsintäkaran kierrokset ovat 20 000 rpm. Näiden myötä tarjolla ovat hyvät mahdollisuudet myös suurnopeustyökalujen käyttöön. Integroitu moottorikarakonsepti koneen peruspiirteenä on keskeinen tekijä koneen suorituskyvylle ja sen myötä M20 Millturn sopii monipuolisiin ja vaativiin koneistusprosesseihin.
Koneen runko on valmistettu pallografiitista, mikä on vahva ja hyvät vaimennusominaisuudet tarjoava materiaali. Värinää vaimentavan, valukomponentteja sisältävän ja siten jäykän rakenteen vuoksi myös raskas lastuaminen on mahdollista värinättömästi.
Vakiona M20:n makasiiniin mahtuu 40 työkalua.
Työkalujen hallinta ja automaatio
Joustava koneistus vaatii laajaa työkalukapasiteettia, M20:n makasiiniin mahtuu 40 tai optiona 80 työkalua HSK-63- tai PSC63 (Capto C6) -kartiolla. Työkalun enimmäispaino on 10 kg ja suurin halkaisija on 90 mm (vierekkäin) tai 130 mm (ei vierekkäin). Tarvittaessa kone voidaan varustaa myös tangonsyöttölaitteella.
Kätevä piirre järjestelmässä on automaattinen työkalun vaihto alempaan B-akselilla varustettuun työkalunpitimeen. Sen myötä työkalut voidaan ladata koneistuksen aikana ja käyttää sitten automaattisesti makasiinin työkaluja. Varastoidut työkalut voidaan sijoittaa ylempään- tai alempaan työkalupidikkeeseen.
B-akseli soveltuu myös sorvaukseen. Koska B-akselin kulmaa voidaan muokata koneistuksen aikana esim. turbiinipyörien tai suurten dieselmoottoreiden mäntien koneistus voidaan tehdä yhdellä työkalulla sen sijaan normaalista vaadittavien useiden työkalujen sijaan. Tämä vähentää tarvittavien työkalujen määrää ja tuottaa myös paremman koneistustuloksen.
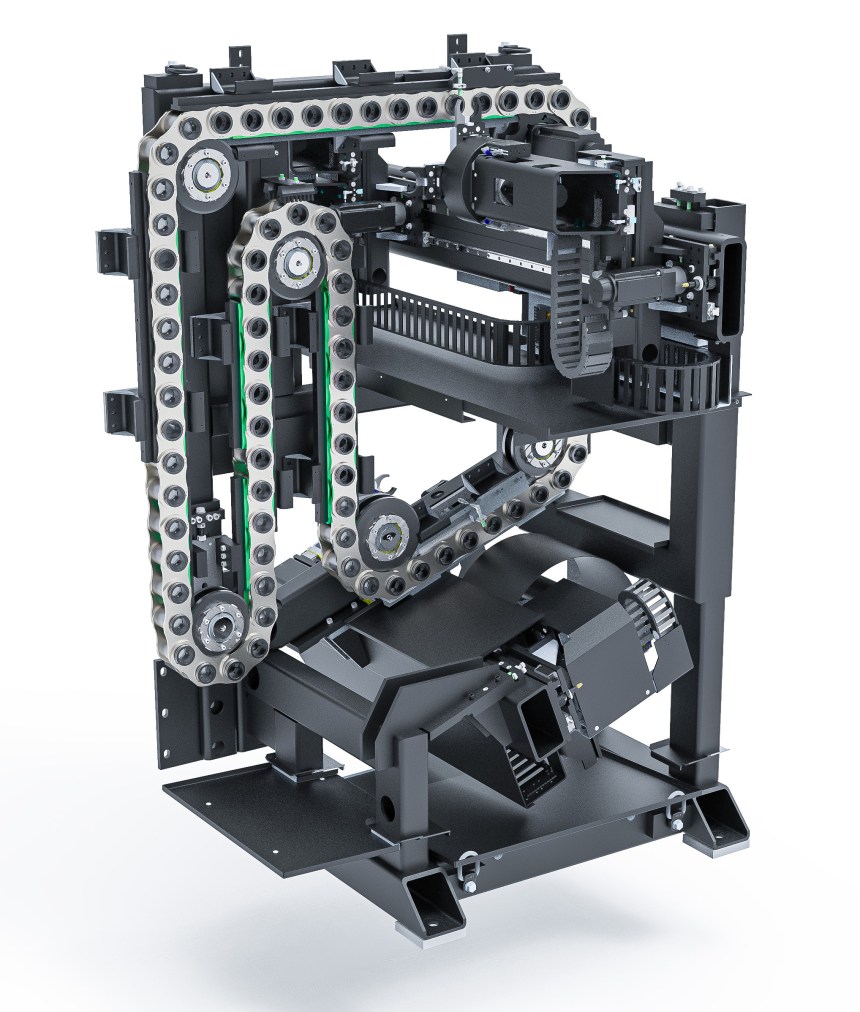
Työkappaleiden automaattiseen lastaamiseen ja purkamiseen on tarjolla erilaisia automaatiovaihtoehtoja. Integroitu työkappaleen käsittely- ja/tai latausjärjestelmä, mikä voidaan lisätä koneen oikealle puolelle, edustaa uutta automaatiovaihtoehtoa.
Koneeseen liitettävä työkappaleen käsittely- ja/tai latausjärjestelmä edustaa uutta automaatiovaihtoehtoa.
Uusi visuaalinen käyttöpaneeli
Ohjaus koneessa on Siemensin 840D sl kosketusnäytöllä. Innovatiivinen monikosketusversio, jossa laajakuva on 24 tuuman edessä 16:9-muodossa ja Full HD (1920 x 1080), on asennettu M20 Millturniin.
Näyttö voidaan myös jakaa ja erilaisia ohjelmia voidaan näyttää useilla alisivustoilla. Se mahdollistaa toimintojen, kuten WFL iControl -prosessin seurannan, grafiikan, ohjelmien, tilastojen ja reaaliaikaisten tietojen näyttämisen rinnakkain. CrashGuard-, CrashGuard Studio- ja Millturn PRO -ohjelmat voidaan näyttää otsikkorivillä selkeästi jäsennellyllä tavalla. Tämän alla olevaa ikkunaa käytetään näyttämään tietoja akselien kuormista, työkaluista, CrashGuard Viewerista, akselien liikkeistä reaaliajassa ja paljon muuta. Tämä tarjoaa koneistajille suuren määrän vaihtoehtoja valmistusprosessin seurantaan.
WFL:n valikoimassa on yli 20 konetta työalueella 1000 – 14 000 mm, halk. 500 – 2000 mm. Valmistajan Suomen edustaja on Masentia.
DMG Morin perinteinen toimintavuoden aloitus Open House järjestettiin helmikuun alussa verkossa Digital Event-teemalla. Tapahtuma tarjosi 2.–4.2.2021 katsauksen talon kehitystrendeihin digitaalisesti ja interaktiivisesti. Kolme koneuutuutta esiteltiin.
DMG Morin alkuvuoteen on vuosia sijoittunut tuttu Open House Pfrontenissa.
Tänä vuonna tapahtuman korvasi Digital Event, joka tarjosi osallistujille live-esityksiä sekä asiantuntijakeskusteluja, trendejä ja näkymiä viimeaikaiseen kehitykseen. Yksi päivä esiteltiin uusinta teknologista kehitystä uusien konemallien esittelyjen myötä, muut päivät keskittyivät automaatioon ja digitalisointiin.
Tapahtuman tunnuksena oli ”tapaa asiantuntijasi”, ja sen puitteissa osallistujilla oli mahdollisuus yksityiskohtaisiin verkkokeskusteluihin yhteyshenkilöidensä kanssa. Digital Showroomissa DMG MORI esitteli yli 25 koneyksikköä, monet niistä automatisoituina valmistusratkaisuina.
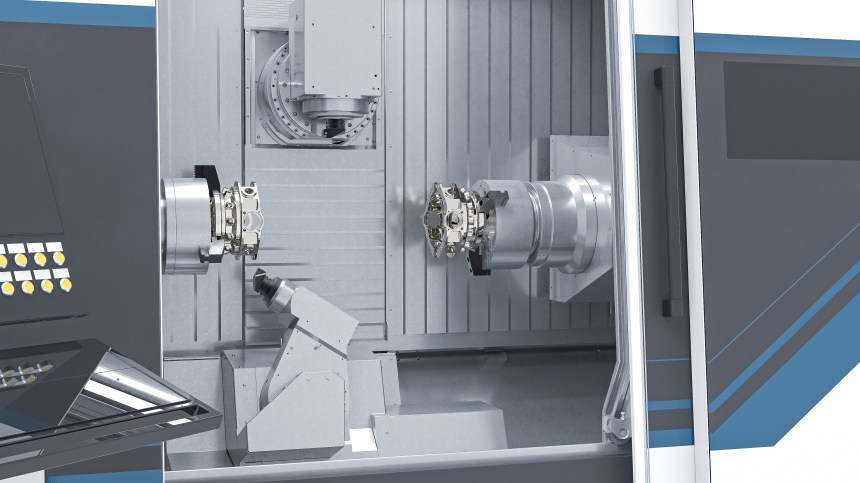
CLX 450 TC-sorvimalli lanseerattiin tapahtumassa. CompactMASTER-kääntö-/jyrsinkaralla varustettu B-akseli korvaa perinteisen työkalutornin.
CLX 450 TC aloittaa sarjan
Digital Eventin avasivat DMG Mori Company Limitedin pääjohtaja Masahiko Mori ja DMG Mori Aktiengesellschaftin johtokunnan puheenjohtaja Christian Thönes ja yleisesittelyjen jälkeen tapahtuman kärjessä olivat uusien konemallien maailmanensi-illat. Niitä oli nyt kolme.
Ensimmäinen uutuuksista oli CLX 450 TC-koneistuskeskus, kuudelta sivulta koneistuksen mahdollsta uutuusmalli, minkä myötä DMG Mori aloittaa uuden konesarjan. Sen keskeinen elementti on compactMASTER-sorvaus -/jyrsintäkaralla varustettu B-akseli, mikä vähentää mm. tarvetta työkalunvaihtoihin. Pää- ja vastakaralle tarvitaan vain yksi työkalu kummallekin ja vaativa koneistus mahdollistuu vakiotyökaluilla.
Uusi malli vastaa valmistajan mukaan teollisuuden kasvaviin tuotantovaatimuksiin myös pienemmillä sarjoilla ja tuo joustavuutta koneistukseen. Asetusajat lyhenevät ja tuotannon nopeus kasvaa. Koneessa on mukana myös automaattinen työkalunvaihtaja.
M1 on DMG Morin uusi economy-malli 600 kg painaville työkappaleille.
Uusi kompaktikeskus M1
Toinen esitelty kone olikolmiakselinen pystykarainen uutuuskoneistuskeskusM1. Kuuden neliömetrin lattia-alaan sopiva ja 550 × 550 × 510 mm:n työalueella ja 850 × 650 mm:n pöydällä varustettu kone on DMG Morin uusi economy-malli 600 kg painaville työkappaleille.
Kyseessä on uusi linja DMG Morin laajaan 45 tuotelinjan palettiin, joka pajan yleiskone monipuolisin ominaisuuksin, mutta taloudelliseen hintaluokkaan. Korkea staattinen ja dynaaminen jäykkyys, värinänvaimennus ja korkea lämpövakaus ovat varsin ainutlaatuisia ominaisuuksia luokassaan. Kyseessä on tarkka ja vahva paketti vaikeampiinkin jyrsintäolosuhteisiin ja pitkäaikaiseen käyttöön. M1 oli esillä loppusyksyllä Suomessakin DMG Morin Open Housessa Pirkkalassa.
DMF 300|8 -uutuusmallin 3 000 mm:n pituinen pöytä tarjoaa joustavuutta pitkien työkappaleiden koneistukseen koko pöydän mitalta tai pöytä voidaan jakaa myös kahteen erilliseen työtilaan.
DMF 300|8 pitkille kappaleille
Kolmantena uutuutena DMG Morin Digital Eventissä oli esillä pitkien kappaleiden koneistukseen tarkoitettu DMF 300|8-koneistuskeskus. Koneen 3 000 mm:n pituinen pöytä tarjoaa joustavuutta pitkien työkappaleiden koneistukseen koko pöydän mitalta tai pöytä voidaan jakaa myös kahteen erilliseen työtilaan, jolloin toisella puolella koneistettaessa voidaan toisella puolella tehdä asetustöitä.
Kone on kookas laajennus valmistajan DMF 200|8:n rinnalle. Konekonsepti on DMF 200|8:n kaltainen, pitkä kannakepalkki mahdollistaa tasaisen jyrsinnän koko työtilassa, ja työkalun vaihto tapahtuu työpöydän takana prosessiturvallisesti – työkalun pituus on max. 400 mm. Koneeseen on saatavilla oleva jyrsintä-sorvaus-optio. Integroitu jäähdytyskonsepti takaa korkean pitkän aikavälin lämpötarkkuuden.
Ohjelmistotuotteita digitalisaatioon
Teollisuuden digitalisointi jatkaa tunnetusti etenemistään, ja se muuntaa myös työstökonemaailmaa ja niiden valmistusta. DMG Morin mukaan sen tavoitteena on mahdollistaa asiakkailleen kokonaisvaltainen ja kokonaisvaltainen prosessiketjun digitalisointi. DMG Mori on laajentanut osaamistaan ytimestään eli korkean teknologian koneista digitaalisiin tuotteisiin ja palveluihin, tarjonnan kirjoon kuuluu monenlaista alkaen tuotantokoneiden älykkyydestä ja datapohjaisiin järjestelmiin liitettävyydestä työn valmistelua, tuotannon suunnittelua sekä huoltoa ja korjausta varten aina yritysten verkkojen esteettömään integrointiin ja hajautettuihin arvonluontijärjestelmiin. Mahdollisuudet olivat esillä myös Digital Eventissä, talon asiantuntijat seuraavat käyttäjiä konsultoinnista uusien liiketoimintamallien kumppanuuteen perustuvaan käyttöönottoon.
Helmikuun alun avasivat DMG Morin pääjohtaja Masahiko Mori ja DMG Mori Aktiengesellschaftin johtokunnan puheenjohtaja Christian Thönes. Keskellä markkinointijohtaja Irene Bader.
Uusia automaatioratkaisuja esittelyssä
Toinen yleinen kehitystrendi on automaation lisääntyminen. DMG Morin mukaan automatisoidut valmistusprosessit tekevät paljon muutakin kuin vähentävät työvoimakustannuksia, ne lisäävät tehokkuutta, laatua ja joustavuutta jopa paikallisen tuotannon avulla. DMG Mori voi tarjota lähes jokaisen CNC-koneen valikoimassaan automatisoituna valmistusratkaisuna. DMG MORI:n automaatioportfolion viimeisimpään kehitykseen kuuluu ensinnäkin palettijärjestelmä PH Wheel. DMG Mori on laajentanut automatisoitujen ohjattujen ajoneuvojen (AGV) aluetta TH-AGV:n avulla. Automaattikuljetusjärjestelmä mahdollistaa jopa 16 muotin autonomisen siirron vastaaviin koneisiin. DMG Morin Digital Event järjestettiin 2-4. helmikuuta.