Saarijärvellä sijaitseva perheyritys RTA-Metalli Oy on investoinut jo toiseen järeän kokoluokan Fermat jyrsin- ja avarruskoneeseen.
Uusi kone on Fermat WRF 160 CNC lattiatyypin avarruskone, jossa liikkeet ovat X=20,2 m, Y=3,5 m, Z(RAM)=1,5 m. Lisäksi 20 tonnin pyöröpöytä, jonka V-akseli = 2 m sekä 16,5×2 m lattiatasot. Kokonaisuuteen kuuluu myös mm. kaksi Fermatin itsevalmistamaa UHAmi SD servotoimista automaattista universaalijyrsinpäätä. Koneinvestointi on osa nopeasti kasvaneen yrityksen laajempaa investointikokonaisuutta, johon sisältyy mm. uusi tehdasrakennus.
Erinomaiset käyttökokemukset 2019 vuodesta asti käytössä olleesta Fermat Variant 10 000 jyrsinkoneesta vakuuttivat valitsemaan jälleen tshekkiläisen Fermatin. Käytössä olevan koneen liikealueet: X=15 m, Y=3,2 m, Z(RAM)=1,43 m ja 10 tonnin pyöröpöytä, jonka V-liike = 2 m. Uusi Fermat WRF 160 CNC asennetaan loppuvuodesta 2024.
Kuva: Erinomaiset käyttökokemukset 2019 vuodesta asti käytössä olleesta Fermat Variant 10 000 jyrsinkoneesta vakuuttivat valitsemaan jälleen tshekkiläisen Fermatin. Käytössä olevan koneen liikealueet: X=15 m, Y=3,2 m, Z(RAM)=1,43 m ja 10 tonnin pyöröpöytä, jonka V-liike = 2 m. Kuvassa vasemmalta Vossin hallituksen puheenjohtaja Jarkko Vossi sekä RTA-Metallin operatiivinen johtaja Timo Paananen ja toimitusjohtaja Hanna Auvinen.
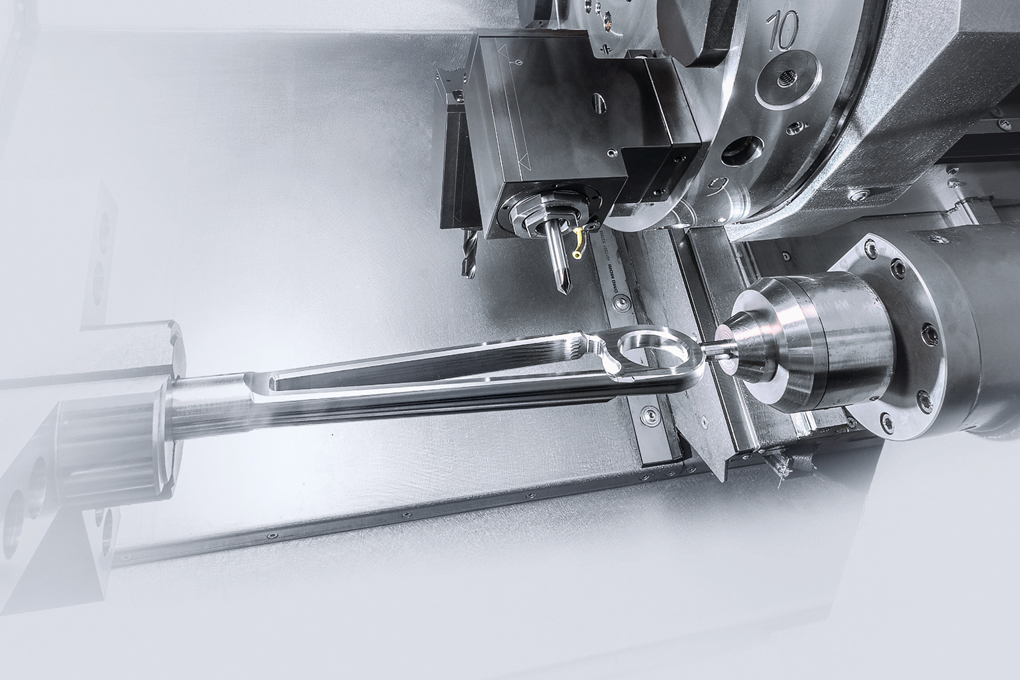
DMG Mori laajentaa CTX-yleissorvimallistoaan. Uudet täydennykset sarjaan ovat mallit CTX 450 ja CTX 550.
DMG Mori esitteli Open House Pfronten 2023 -tapahtumassa CTX 350:n, nyt EMO-tapahtumassa esiteltiin sille kaksi kookkaampaa sisarmallia, CTX 450 ja CTX 550.
CTX-kuuluu monipuolisesti varustettuja yleissorveja taloudelliseen hintasegmenttiin. Esimerkiksi uudet CTX 450 ja CTX 550-mallit on varustettu pää- ja vastakaralla sekä 130 mm:n Y-akselilla, mikä mahdollistaa monimutkaisten työkappaleiden täydellisen 6-puolisen koneistuksen. Sorvaushalkaisija on ø 480 mm ja -pituus 800 mm tai 1 225 mm.
CTX 450:ssä ja CTX 550:ssä on pää- ja vastakara sekä Y-akseli
130 mm:n liikkein. Tämä mahdollistaa monimutkaisten työkappaleiden koneistuksen kuudelta sivulta.
Machining Transformation
EMO-messuilla DMG Morin yhteisteemana oli Machining Transformation, mikä edelleen jakautui neljään MX-pilariin eli prosessi-integraatio, automaatio, digitaalinen muutos ja Green Transformation.
Valmistajan mukaan uudet CTX-mallit ovat osa kokonaisuutta, sorvit voidaan automatisoida useillakin eri tavoilla, ratkaisuja siihen ovat esimerkiksi esimerkiksi Robo2Go- tai MATRIS.
Uudet yleissorvit voidaan helposti myös integroida yritysverkkoihin. Sovelluspohjainen ohjaus 24″ kosketusnäytöllä yksinkertaistaa digitointia, nykyaikaiset käytöt, kuten synkroniset karamoottorit edistävät energiatehokasta toimintaa.
Korkeat standardit suorituskyvylle
CTX 450:ssä on 4000 1/min/360 Nm:n pääkara, suuremman mallissa vastaavasti 32501/min/770 Nm. Vastakara kiertää 5 500 1/min ja vääntömomentti 192 Nm (CTX 550: 4 000 1/min ja 360 Nm).
TurnMASTER-karakonsepti kolmella (ISM80) tai neljällä laakerilla (ISM102) on mahdollistamassa tarkkuutta ja suurta tankokapasiteettia (80 mm tai 102 mm). Paikannustarkkuus C-akselilla on 0,001°.
Sorvien X- ja Y-akselit on varustettu vakiona Magnescalen suoramittausjärjestelmällä, revolverien ilma/öljyjäähdytys on mukana minimoimassa lämpötilapoikkeamia.
Suorituskyvyn yläpäähän on tarjolla vaihtoehtona suoravetorevolveri, jonka nopeus on jopa 10 000 rpm ja vääntömomentti 42 Nm, mikä mahdollistaa vaativat lastuamistoiminnot ja nopeat jyrsinnät.
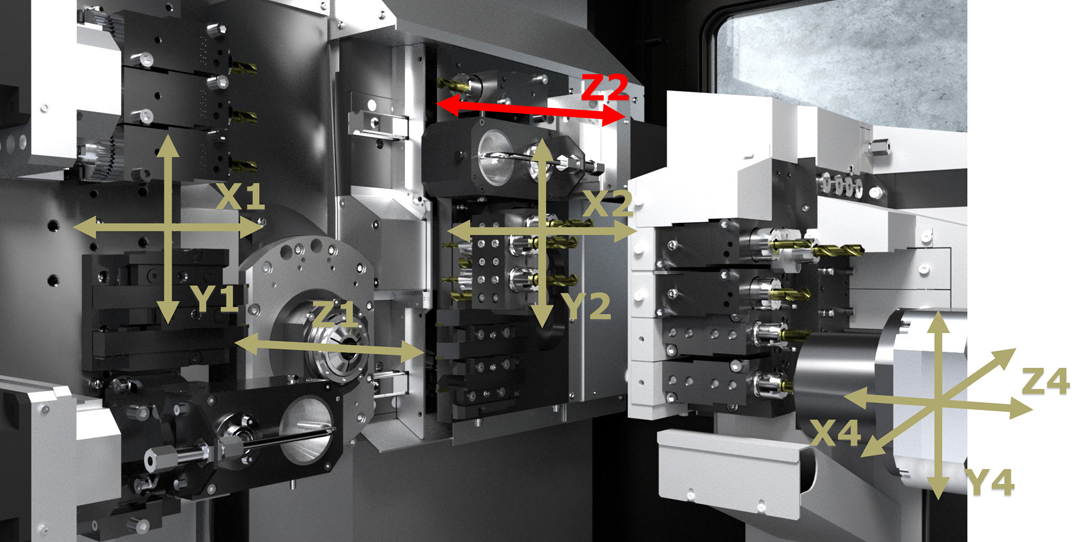
Sveitsiläinen konevalmistaja Tornos on esitellyt uuden Swiss type-sorvisarjan. Uusi XT-sarja oli ensiesittelyssä EMO Hannover 2023 -messuilla syyskuussa.
SWISS XT16 / 32 -sorvit ovat uusi laajennus Tornoksen sorvitarjontaan. XT-sarjan koneet ovat 8- tai 9-akselisia monipuolisia Swiss Type sorveja. Uutuussarja sijoittuu vanhan tutun EVO Deco sarjan ja 5-6 akselisten DT ja GT sarjan väliin.
Kinematiikka. XT 8-akselinen ja punaisella Z2-akseli, jolloin 9-akselinen.
Monipuolinen ja ergonominen
Tornosin mukaan sarjan koneet on suunniteltu kompakteiksi ratkaisuiksi monipuoliseen, tehokkaaseen ja ergonomiseen koneistukseen.
Koneiden ulkoiset mitata ovat ainoastaan 3056x1440x2242 mm, itsenäisiä työkalujärjestelmiä on kolme ja mukautettavat akselivaihtoehdot soveltuvat laajasti eri koneistustarpeisiin. Esteetön koneistusalue mahdollistaa sujuvat asetustoimet.
Koneissa on asynkroninen karamoottori, minkä nimellisteho on 8,2kW (10,7hv) ja maksimiteho 10,5kW (13,4 hv). Keraamiset rullalaakerit parantavat lämmönkestävyyttä, öljyjäähdytys on suljettukiertoinen.
Swiss XT16- mallin perusversiossa ilman Guide Bushia kierrokset ovat 16mm 12 000 k/min asti ja 25,4mm 10 000 k/min asti, vastakara Ø16mm asti 12 000 k/min. Optiona on tarjolla Ø 25,4 mm vetohihnalla Guide Bush 10 000 k/min ja vastakara Ø 25,4 mm asti 10 000 k/min.
Koneissa on asynkroninen karamoottori, minkä nimellisteho on 8,2kW (10,7hv) ja maksimiteho 10,5kW (13,4 hv).
Vastaavasti Swiss XT32-mallissa peruskone ilman Guide Bushia Ø38mm asti 8 000 k/min, vastakara Ø32mm asti 8 000 k/min ja optiona Ø32mm vetohihnalla Guide Bush 8 000 k/min.
Enimmillään 42 työkalupaikkaa
Koneen saa valittua Z-liikkeeltään 250mm- tai 330mm pituisena. Työkalupaikkoja on käytössä enimmillään 42, niistä pyöriviä 18 paikkaa. Mukana on ACB+ -lastunkatkaisujärjestelmä, Guide Bushin poisto/käyttöönotto ovat helppokäyttöisiä toimintoja. Plug and play B-akseli ja Multi-Tool mahdollistavat tuottavuuden maksimoinnin.
Sveitsiläisen pitkäsorvausautomaattien valmistajan Tornosin valikoimaan kuuluvat CNC-ohjauksella varustetut pitkäsorvausautomaatit, monikara-automaattisorvit sekä monimutkaisten ja tarkkojen osien valmistamiseen tarkoitetut työstökeskukset. Tornoksen koneita käytetään tyypillisesti mm. auto-, elektroniikka- ja lääketeollisuuden sekä mikromekaniikan aloilla. Suomen maahantuoja on Makrum Oy.
Teknologia 23 -tapahtuma esitteli uusimmat älykkään ja kestävän teollisuuden teknologiat Helsingin Messukeskuksessa marraskuun alussa.
Teknologia 23 -tapahtumassa vieraili kolmen päivän aikana 12 216 alan ammattilaista ja päättäjää. Osastoilla esittäytyi 400 näytteilleasettajaa, ja ohjelma sisälsi yli 170 puheenvuoroa ja keskustelua. Avainaiheita olivat puhdas siirtymä, toimitusverkostot, vetyteollisuus sekä tekoäly.
Useita osa-alueita yhdessä
Joka toinen vuosi järjestettävä Teknologia koostuu useista osa-alueista, joita ovat automaatio, elektroniikka, energia, hydrauliikka ja pneumatiikka, koneenrakentaminen, kunnossapito, robotiikka, ICT ja 3D.
Teknologia-alallakin kärsitään tunnetusti osaajapulasta ja kilpailu ammattilaisista kiihtyy koko ajan. Marraskuussa näytteilleasettajilla oli tilaisuus kirkastaa työnantajamielikuvaansa, sillä kävijöiksi houkuteltiin alan ammattilaisten lisäksi myös opiskelijoita, joille suunnattu Tulevaisuuden Työnantaja -teemapäivä järjestettiin tapahtuman ensimmäisenä päivänä 7.11. Osaamista esittelivät myös erilaiset tapahtumassa järjestettävät kilpailut. Korkeakoulujen joukkueet mittelivät Amazing Robots -kilpailussa, startupeille suunnatun kilpailun finalistit puolestaan pitchaavat tuomaristolle oman tuotteensa ja ideansa. Tapahtumassa myös palkittiin kunnossapitoaiheiset opinnäyte- ja yritysinnovaatiopalkinnot.
Startup-kilpailun voittajaksi VitalSigns
Teknologia-tapahtuman Startup-kilpailussa ykköseksi nousi VitalSigns. Palkinnon vastaanotti Thomas Andrae.
Teknologia-tapahtuman Startup-kilpailussa ykköseksi nousi VitalSigns, joka sai voitostaan Suomen Messusäätiön 10 000 euron palkinnon. VitalSignsin kehittämä uuden sukupolven lääkinnällinen laite pystyy samanaikaisesti havaitsemaan ja analysoimaan useita biosignaaleja samalla kun se dokumentoi tulokset automaattisesti ja ehdottaa diagnoosia lääkäreille. Laitetta, sen sovellusta ja tekoälypohjaista analyysiä voivat hyödyntää myös kuluttajat, telelääketieteen alustat sekä eläinlääketiede.
Kunniamaininnan sai Finnadvance kehittämilleen organ-on-chip-alustoille, jotka mahdollistavat yhä yksilökohtaisemman lääkehoidon suunnittelun. Startup-kilpailu järjestettiin yhteistyössä Finnish Business Angels Networkin (FiBAN) kanssa. Valinnan teki raati, joka koostui teknologia-alan asiantuntijaorganisaatioiden edustajista.
Korkeakoulujoukkueille järjestetyn Amazing Robots -kilpailun ja 10 000 euron palkintosumman voitti Aalto-yliopiston joukkue suunnittelemallaan hauskalla Ulysses-fisubotilla.
Teknologia-tapahtuma järjestettiin Helsingin Messukeskuksessa 7.–9.11.2023 samaan aikaan kyberturvallisuusalan Cyber Security Nordicin kanssa. Teknologia-tapahtuma järjestetään seuraavan kerran 25.–27.11.2025.
Rensi on vahvistanut levytekniikan alueen tarjontaansa viimeistelyn tuotesektorilla. ADV:n purseenpoisto- ja hiomakoneet kuuluvat nyt valikoimiin. Ensimmäiset koneet Suomeen on toimitettu.
Rensin valikoimiin kuuluvat G-Weike kuitulaserit, Hexagon Surfcam ja Edgecam -ohjelmistot, CNC-muovi-, puu-, alumiinikoneet ja mittakoneet. Rensi on myös merkittävä toimittaja niin särmäyspuristimissa kuin CNC mankeleissa.
ADV on uusi vuoden 2018 lopussa lanseerattu brandi, mutta kiinalaistehtaalla on takana jo 25 vuotta purseenpoistokoneiden, hiomakoneiden ja kiillotuskoneiden suunnittelua ja tuotantoa. Uuden brandin rakennus on parhaillaan käynnissä vauhdilla. Koneet on tehty valvotusti CE kone- ja sähködirektiivien mukaisesti Euroopan markkinoille.
Laserin jälkityöstömallin RWR:n eri variaatioita. Asemat voidaan valita tarpeen mukaan ja kutakin voidaan ajaa yksitellen tai yhdessä
Tuotevalikoiman vahvistaminen
Rensi on toimittanut ensimmäiset ADV:n purseenpoisto- ja hiomakoneet Suomessa.
”ADV on ollut myyty merkki Aasiassa sekä Venäjällä ja he ovat nyt avaamassa Euroopan markkinoita. Nyt oli aika vahvistaa yhteistyötä solmimalla Sole Dealer sopimuksen tehtaan kanssa. ADV:n tuotekehitys kehittää ja lanseeraa kohtuuhintaisia hioma-, levyn pyöristys-, purseenpoisto- ja levyn oikaisukoneita, jotka täydentävät valikoimiamme. Myös robottiautomaation myötä tulee tuotteita Rensin portfolioon”, kertoo Rensin toimitusjohtaja Vesa Sirén.
”Ennen ADV tuotteiden valintaa ohjelmaamme tutkimme ja vierailimme eri valmistajilla sekä manner-Kiinassa että Taiwanissa ja etsimme meille oikeata päämiestä täydentämään portfoliotamme. Päädyimme ADV Ltd:n, minkä etuja ovat mm. laatu ja tuotantovarmuus. ADV:llä on luotettavat runkojen koneistukset ja maalauslinjat yhdistettynä laadukkaaseen sähkö- ja elektroniikkakokoonpanoon. Luonnollisesti 25 vuoden tietotaito purseenpoistosta, levyn hionnasta ja levyn reunojen pyöristyksestä näkyy koneiden rakenteessa”, Sirén toteaa.
”Rensillä on puolestaan etuna laajan nuoren ja osaavan insinöörikunnan lisäksi myös kiinankieliset ammattilaiset, joten läheinen ja henkilökohtainen kontakti ADV:n henkilökuntaan on läpi vuorokauden mahdollista heidän äidinkielellään.”
M300. Vasen kuva alhaalla plasman vasarapää ja hiomapää, oikealla laserkappaleen hiomapää ja reunan pyöristysharja.
Tasainen laatu, säästöä kustannuksiin
ADV:n ohjelmassa on levyn purseenpoistokonemalleja käsikäyttöisestä hyvin edullisesta mallista aina isoihin automaattisiin levyn purseenpoisto-, reunanpyöristys-, pinnan hionta- ja pinnan kiillotusmalleihin. Yhdessä koneessa voi olla jopa seitsemän erilaista asemaa eri levyn pinnan käsittely toimintoa varten.
Levykoneiden lisäksi ADV toimittaa putkien kiillotuskoneita ja lattojen purseenpoisto- ja kiillotuskoneita. Tehdas tekee myös täysikokoisten levyjen kiillotuskoneita ja erikoishiomakoneita eri tuotteiden tekemiseen.
Pieni 450 mm RR malli kahdella hiomanauhalla purseen poistoon ja pinnan hiontaan.
Tyypillisesti laser leikatuissa kappaleissa halutaan poistaa jäyste kappaleen reunasta ja kappaleiden käsittelyvaatimusten ja myös pulverimaalauksen vuoksi on kappaleisiin saatava reunoihin pyöristys.
Plasma- ja polttoleikatuille kappaleille on omat mallinsa, jossa ensimmäinen hiomanauha-asema on korvattu kaksoisvasara-asemalla, jossa kahteen hihnaan kiinnitetyt vasarat pyörivät vastakkaisiin suuntiin ja lyövät purseen irti kappaleen reunasta, jonka jälkeen se voidaan mahdollisesti hioa nauhalla ja vielä pyöristää harjoilla ja myös läpätä hiomahiekkapalikoilla.
Nyt monessa yrityksessä purseen poisto ja reunan pyöristys tehdään käsin ”rälläköimällä” tai vastaavalla menetelmällä. ADV automatisoi toiminnot ja tekee tasalaatuista tuotetta ja säätää kustannuksissa.
Useita eri malleja
Litteän levyn jäysteenpoisto- ja pintakäsittelykone M300 on kompakti laite imupöydällä ja kevennetyllä käsikäyttöisellä kaksipäisellä hiomakoneella. Se on tarkoitettu piensarjatuotantoon peruskoneeksi. Toisella päällä voi hioa purseen ja toisella päällä pyöristää reunat.
RWR 800 on tehtaan myydyin malli, se on tarkoitettu laserleikattujen kappaleiden purseenpoistoon hiomanauhalla, reunan pyöristykseen harjoilla ja levyn pinnan hiontaan hiomanauhalla. Materiaaleina voi olla musta, ruostumaton ja alumiini, alumiinissa suositellaan märkäimuria pölylle ja imupöytää, mustassa voi olla magneettipöytä.
Erilaisia oikaistuja kappaleita.
Tarpeen mukaan koneessa voi olla useita eri asemia, jos vaikka halutaan ruostumattomalle harjahiottu pinta tai peräti kiillotus peilipintaan.
”Saavutettava reunan pyöristys on maksimissaan R2 ja laitteen leveys voi vaihdella 450m leveydestä 1500mm saakka. Myös kaksipuolisia malleja on saatavilla tai takaisinsyöttäviä malleja. Koneet voidaan automatisoida esimerkiksi Rensin cobot ratkaisulla, jolloin cobot syöttää kappaleet hihnalle ja toisessa päässä toinen cobot poimii ja pinoaa kappaleet kuormalavalle. ”Rensin cobot ratkaisut ovat todella edullisia ja toimivia”, kertoo toimitusjohtaja Vesa Sirén.
”Hydraulisen oikaisukoneet on tarkoitettu sekä rullatavaran että valmiiden kappaleiden oikaisuun. Kaikki tietävät kokemuksesta, että tehtäessä levytyökeskuksella tai laserilla lukuisa rei´ityksiä levyyn ja kappaleisiin, ne pyrkivät taipumaan kaarelle. Rullatavara taasen on luonnostaan kaarella. ADV:lla on lukuisia eri levyisiä malleja eri paksuisille levy tavaroille”, kertoo toimitusjohtaja Vesa Sirén. www.rensi.fi
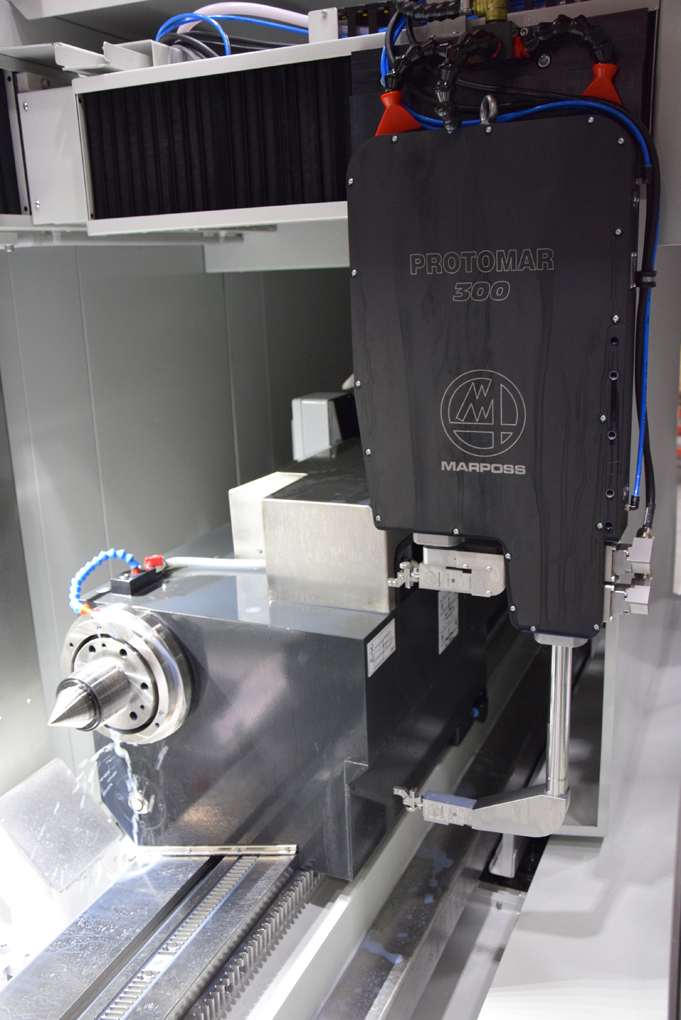
ATA Gears Oy uudistaa tuotantoaan uusien investointien myötä. Tuore hankinta, ominaisuuksiltaan monipuolinen Fermat BHCR63 3000 CNCtuo lisäkapasiteettia ja uusia mahdollisuuksia vaativan pyöröhionnan toimintoihin.
ATA Gears on voimansiirron komponenttien toimittaja, mikä tunnetaan varsinkin kaarevahampaisten kartiohammaspyörätuotteiden valmistajana.
Tuotannosta noin kolme neljännestä on potkurilaitteistojen kulmalaitteita, joita yritys tekee maailman meriteollisuuden tarpeisiin Tampereella kahdessa tehtaassa.
Perinteensä aina vuoteen 1937 saakka ulottavaa yritystä pitkään palvellut punatiilitehdas on antanut nimensä tehdasta läheiselle kaupunginosallekin, uudempi vaativaan 5-akselikoneistukseen keskittyvä tehdas sijaitsee Hautalan alueella Tampereen Linnainmaalla. Lisäksi yrityksellä on raaka-ainevarasto Pälkäneellä.
Fermat BHCR63 3000 CNC on investointi ATA Gearsin vaativan pyöröhionnan tarpeisiin.
Markkinajohtaja
ATA Gears on globaali toimija ja alansa markkinajohtaja, mille pari viime vuotta ovat olleet muutaman välivuoden haastavamman jakson jälkeen huomattavan suosiollisia. Syynä on markkinoiden kansainvälinen kehitys sekä yrityksessä toteutettu toiminnan ja talouden tehostaminen.
”Markkinat meriteollisuudessa ovat elpyneet hiljaisemman jakson jälkeen. Lisäksi uudet investoinnit mm. merituulivoimaloihin ovat lisänneet osaltaan tuotteidemme kysyntää,” kertoo Ata Gearsin Ville Viinanen.
Parin viime vuoden kehityksen myötä ATA Gearsin liikevaihto on 40 miljoonan euron tasolla, mikä merkitsee melkoista kasvua aiempaan noin 30 miljoona tasoon verraten. Yritys työllistää Tampereen toiminnoissaan nyt noin 140 henkilöä.
Kapasiteettia hiontaan
Viime aikojen kysynnän myötävaikutuksella ATA Gears vahvistaa parhaillaan voimakkaasti tuotannon toimintojaan kone- ja laiteinvestointien myötä.
Työkappaleen maksimihalkaisija käsittelyyn on 650mm, kärkiväli 3000mm.
Nykyisen kehitysohjelman kärkeen yritys investoi tänä vuonna nykyaikaiseen pyöröhiomateknologiaan, tsekkivalmistajan Fermatin BHCR63 3000 CNC -pyöröhiomakone aloittelee tuotannollista taivaltaan näinä päivinä ATA Gearsilla Hautalan tehtaalla.
Suomessa Fermat tunnetaan erityisesti avarrus- ja jyrsinkoneistaan, mutta yrityksen perinteiseen ja pitkäaikaiseen osaamiseen kuuluvat myös hiomakoneet. Fermat valmistaa CNC-pyöröhiomakoneita Ø 1200 mm kappalehalkaisijoihin, 6000 mm -pituuksiin ja 5000 kg kappalepainoihin saakka. Kokoonpanot räätälöidään asiakkaan tarpeen mukaan.
Automaattimittaus edistää tarkkaa käsittelyä.
Hiomakoneiden valmistusta varten yrityksellä toimii tehdas Prahassa, avarrus- ja jyrsinkoneet koneet Fermat valmistaa Brnoon ja Lipnikin tehtailla.
Vossin toimittama Fermat BHCR63 3000 CNCon valmistajan uuden malliston kone, sen hankinta vastaus ATA Gearsin hiontatoimintojen modernisointitarpeisiin.
”Käytössämme on ollut aiemmin kaksi, ja nyt viime vuosina vain yksi pyöröhionnan tarpeita palvellut jo ikääntynyt kone, ja sen päivittämistä uuteen kalustoon olemme miettineet jo pitempäänkin. Nyt tämän uusimman investointikokonaisuuden puitteissa tarjoutui siihen sopiva mahdollisuus”, kertoo Viinanen.
Vahva optiopaketti
Markkinavertailujen ja kilpailutuksen jälkeen käyttöön valikoitunut kone on huipputeknologiapaketti monipuolisen hionnan tarpeisiin.
ATA Gearsin koneessa työkappaleen maksimihalkaisija on 650mm, kärkiväli 3000mm ja maksimipaino 4000kg ja se soveltuu kärkien väliin tai istukkaan kiinnitettävien kappaleiden monentyyppisiin hiontoihin sekä ulko- ja sisäpuolisessa hionnassa.
Koneen oheen hankittu vakuumifiltterijärjestelmä mahdollistaa hiontapölyn talteenoton ja kierrätyksen.
Kone hioo työtarkkuudella IT 4, kahdella työkalulla varustettavan hiomapään automaattinen kääntyminen laajentaa hiomakoneen teknisiä mahdollisuuksia.
Ohjaus koneessa on uusi Siemens Sinumerik ONE.
Hyödyllisistä ominaisuuksista yksi keskeisimmistä on prosessinaikainen mittaus. ”Mittausautomaatioon ja monipuoliseen sensoritekniikkaan kiinnitimme projektissa isosti huomiota, ja oikeastaan kaikki olennaiset optiot ovat muutenkin mukana. Halusimme koneeseen mukaan myös mm. vakuumifiltterijärjestelmän, mikä kuivattaa hiontapölyn ja mahdollistaa sen talteenoton. Sen myötä saamme ongelmajätteen määrää pienemmäksi ja tehokas kierrätys mahdollistuu.”
”Fermat-investointiin kannustivat myös suorat yhteydet tehtaalle ja myös suomalaisedustus ja huolto tässä lähellä Tampereella”, Viinanen sanoo. Suomessa Fermatin teknologioita edustaa Vossi Group Oy.
Monipuolinen kone laajalla optiopaketilla. Ohjauksen edessä Ville Viinanen oikealla ja koneenkäyttäjä Misa Lammio.
Panostusta tulevaisuuteen
ATA Gearsin Suomessa pioneeriteknologiaa edustava Fermat BHCR63 3000 CNC tehdashyväksyttiin Fermatin Prahan tehtaalla elokuussa, samassa yhteydessä tehtiin kahden vaativan tuotteen testihionnat ja mittaukset.
Kone asennettiin Hankkion tehtaalle loka-marraskuun vaihteessa.
ATA Gearsin kehitys jatkuu, yritys panostaa tulevaisuuteen mittavalla investointiohjelmalla. Sen myötä uudistetaan ja vahvistetaan yrityksen konekantaa monipuolisesti.
Konekuriiri 10/2023 on ilmestynyt. Tämän vuoden viimeisessä numerossa uutta teknologiaa, ajankohtaisia yritysuutisia, mielenkiintoisia investointiartikkeleja plus napakka katsaus marraskuun alussa järjestettyyn tämän vuoden keskeiseen kansainväliseen levykonetapahtumaan Stuttgartin Blechexpo-messuille.
Tasowheel kehittää toimintojaan jatkuvasti. Organisaatio uudistui hiljattain ja tuotantoa eri yksiköiden välillä on järjestetty osin uudelleen. Samaan aikaan investoinnit jatkuvat. Tikkakosken yksikössä käynnistyi hiljattain automaatiolinja, joka lisää kapasiteettia ja tuo uutta joustavuutta tuotantoon.
Tasowheel Oy on pitkän linjan suomalainen teknologiayritys. Voimansiirron ratkaisuihin, tarkkuusmekaniikkaan ja prosessiteollisuuden laadunohjausjärjestelmiin keskittyvä vuonna 1979 perustettu perheyritys toimii kansainvälisillä markkinoilla, tuotteista epäsuorasti jopa 90% päätyy vientiin. Yritys työllistää noin 140 henkilöä, liikevaihtoa tehdään 25 miljoonan euron vuositasolla.
BT 50 -kartioisille Mazak HCN-6800 NEO -koneille maksimi kappalekoko on 1 050 x 1 300 mm. Ohjauksella Markus Lahtinen.
Keskityksen edut
Tasowheelilla toteutettiin tämän vuoden alussa organisaatiomuutos, jonka myötä aiemmin konsernissa omina yrityksinään toimineet Tasowheel Gears Oy, Tasowheel Tikka Oy, Tasowheel Systems Oy ja Tasowheel Group Oy yhdistyivät Tasowheel Oy:ksi. Samalla järjestettiin koneita ja henkilöstöä. Tampereen toimipisteet keskittyvät jatkossa voimansiirtoratkaisujen ja laadunohjausjärjestelmien valmistukseen sekä kokoonpanoon, Tikkakosken toimipiste pääasiassa 5-akselisorvaukseen ja jyrsintään.
Uuden toimintamallin avulla tehostetaan tuotantoa ja riisutaan päällekkäisiä toimintoja.
”Samanlaisia yksiköitä ja osaamista on tuotu lähemmäksi toisiaan. Rakennamme osaamiskeskuksia, tavoitteenamme on käyttää resurssejamme tehokkaammin, nostaa koneiden käyttöasteita ja parantaa tuote- ja palvelutarjontaamme. Uudistukset tukevat yrityksen kasvustrategiaa”, sanoo tuotanto- ja hankintajohtaja Mikael Mäkinen.
Samalla saavutetaan etuja myös työntekijöiden näkökulmasta. He pääsevät käsiksi monipuolisempiin työtehtäviin, oppimaan uutta ja heillä on mahdollisuus kehittyä moniosaajiksi.
TTS-järjestelmä 504 työkalupaikalla kasvattaa järjestelmän työkalupaikkojen kokonaismäärän yli 824:ään. Työkaluhallinnan tehostaminen oli yksi keskeinen tekijä järjestelmäinvestoinnin taustalla.
Lisäksi Tasowheel pystyy tulevaisuudessa tarjoamaan komponentteja ja palveluita entistä kokonaisvaltaisemmin ja kilpailukykyisemmin sekä nykyisille että uusille asiakkailleen.
”Keskittäminen mahdollistaa resurssien paremman allokoinnin ja tehokkaamman käytön. Tiedonkulku on sujuvampaa, mikä helpottaa yhteistyötä myyntitiimin, suunnittelijoiden ja kokoonpanon välillä. Tämän ansiosta pystymme parantamaan olemassa olevia tuotteitamme ja palveluitamme. Kokoonpano- ja testaustoimintoja yhdistämällä pyrimme saavuttamaan myös uusia liiketoimintamahdollisuuksia.”
Uusi automaatiolinja
Tikkakosken tehdas keskittyy moniakselisorvaukseen ja jyrsintään. Toiminnot kehittyvät parhaillaan vauhdilla. Tikkakoskelle valmistui keväällä 2022 tehdaslaajennus, joka käytännössä tuplasi käytettävissä olevat tuotantotilat nykyiseen 2500 neliömetriin.
”Laajennuksen avulla pystyimme muokkaamaan myös tilojen toimivuutta. Se tuo tietenkin uusia mahdollisuuksia ja mahdollistaa toimintojen kehittämisen”, sanoo Tikkakosken yksikön tuotantopäällikkö Antti Kautto.
Lisäksi laajennus mahdollistaa uudet investoinnit koneistusteknologiaan. Yritys panostaa vahvasti automaatioon ja robotteihin ja uskoo niiden tuomiin mahdollisuuksiin, pääasiassa kaikki uudet koneet hankitaan automaatiovarustuksiin.
Uusi kookas FMS-tuotantolinja sijoittuu Tikkakoskella uuteen tilalaajennukseen.
Automaatiosatsausten mittava uusin ilmentymä on keväällä asennettu uusi FMS-linja.
”FMS on ollut käytössämme vaakakaraisten koneiden yhteydessä täällä ennenkin, mutta uudella linjalla voimme käsitellä aiempaa isompia kappaleita ja saamme merkittävästi lisää joustavuutta toimintoihimme”.
”Linjaan kuuluu kaksi vaakakaraista Mazak HCN-6800 NEO -koneistuskeskusta 160 työkalun ketjumakasiinein, PALLETECH HIGH RISE SYSTEM -palettijärjestelmä 28 paletilla ja kahdella latausasemalla sekä lisätyökalumakasiini TOOL TRANSPORT SYSTEM (TTS) 504 työkalupaikalla.
Sen myötä järjestelmässä on yhteensä peräti 824 työkalupaikkaa”, kertoo tuotepäällikkö Petteri PehkonenWihuri työstökoneilta.
Joustavuutta tuotantoon
Järjestelmässä suurin kappalekoko BT 50 -kartioisille koneille on 1 050 x 1 300 mm, ja koneen pikaliikkeet ovat X, Y, Z 60 m/min. Karanopeuksissa on kaksi aluetta 35–10 000 k/min, moottoriteho 10 % ED 54 kW.
DDM (Direct Drive Motor) pöydän koko on 630 x 630 mm, pöydän suurin kuormitus 1 500 kg, pöydän jako (jatkuva syöttö) 0,0001°Jakotarkkuus 7 s (0,0019º). Ohjaus koneissa on Mazatrol SmoothG.
Järjestelmä mahdollistaa tehokkaan, keskeytymättömän pitkäaikaisen tuotannon.
”Perusajatus on ajaa kokonaisuudella pitkäkestoisesti ilman häiriöitä, siksi koneita on kaksi ja voimme käyttää niitä näin myös ristiin. Lisäksi tarvitsimme kokonaisuuteen työkaluautomaation”, Mäkinen kertoo.
Uusi järjestelmä tuo lisävakautta ja uutta joustavuutta vaativien kappaleiden tuotantoon, toteavat Antti Kautto ja Wihurin työstökoneiden Petteri Pehkonen.
”Vanhassa järjestelmässämme tietty nimike oli aina sidottu tiettyyn työstökoneeseen. Tällöin häiriö pysäytti koko työjonon, koska työkalut olivat työstökoneiden makasiineissa. Uudessa kokonaisuudessa työkalumakasiini palvelee kaikkia linjassa olevia koneita ja jokainen työkalu on käytettävissä jokaisella koneella, mikä takaa jatkuvan tuotannon linjalla. Sillä, että voimme käyttää samoja työkaluja joustavasti kahdella koneella, on työn joustavuuteen ja sitä kautta tuottavuuteen suuri merkitys”, sanoo Kautto.
Kokonaisuus valikoitui Tikkakoskelle kilpailutuksen myötä.
”Tämä ratkaisu osoittautui prosessissa sopivimmaksi. Iso etu on mm se, että koko paketti tulee samalta toimittajalta, sillä se varmistaa prosessien integroinnin. Tietenkin kokonaisuus on iso ja se piti myös kooltaan sopia sille ajateltuun tilaan, ja sen tämä automaatiolinja mahdollistaa. Meillä on runsaasti myös muuten Mazak-teknologiaa käytössä, joten lähtökohdat olivat sikäli notkeat”, sanoo Kautto.
Tikkakoskella on viime vuosina panostettu automaatioon monin tavoin. INTEGREX i-350H ST-sorvaussolu tuotannossa.
Täysin purjein eteenpäin
Uusi kokonaisuus asennettiin keväällä ja on otettu Tikkakoskella käyttöön syksyn mittaan.
”Olemme siirtäneet soveltuvia töitä uudelle järjestelmälle, mutta kapasiteettia on uuden kokonaisuuden myötä nyt runsaasti myös vapaana. Tässä on hyvä mahdollisuus myös uusille tuotteille ja asiakkuuksille”, kertoo Mäkinen.
Tasowheelin tuotanto kokonaisuudessaan on kehittynyt myös viimeisimpinä taloudellisesti haastavina aikoina suotuisasti. Kannattava kasvu on yksi yrityksen keskeisimpiä tavoitteita, ja sitä tuotannon järjestelyt ja investoinnit osaltaan edistävät. ”Kehitämme tuotantoamme eteenpäin. Tavoitteenamme on kasvaa kestävästi ja lähivuosille tavoittelemme merkittävää liikevaihdon kasvua.” Tuotantoprosessien kehittämisen ja monipuolistamisen ohella työturvallisuuteen ja myös ympäristöasioihin panostetaan talossa isosti. Digitalisaatio tuo mahdollisuuksia mm. prosessien valvontaan ja paljon puhutun tekoälyn mahdollisuudet tuotannon suunnittelun tai myynnin aputoimintoina kiinnostavat jatkossa.
”Tasowheelin keskeisenä prioriteettina on palvella asiakkaita parhaalla mahdollisella tavalla. Haluamme tarjota asiakkaillemme ensiluokkaista palvelua ja laadukkaita tuotteita, josta myös uusissa ratkaisuissa on viime kädessä kysymys, Mäkinen toteaa.
Konevalmistaja DN Solutions vahvistaa asemiaan Euroopan markkinoilla. EMO-tapahtuman yhteydessä yritys ilmoitti suunnitelmansa tutkimus- ja kehityskeskuksen avaamisesta Saksaan. Yritys haluaa pienentää hiilijalanjälkeään uuden ”Net Zero” -suunnitelman avulla. Hannoverin EMO:ssa yritys painotti automaatioratkaisujaan.
Tämän vuoden kesäkuussa DN Solutionsille, maailman kolmanneksi suurimmalle CNC-työstökonevalmistajalle, valmistui teknillisen keskus Dormageniin Nordrhein-Westfaleniin. Keskus avattiin marraskuussa ja jo ennen virallista avaamista asiakkaille DN Solutionsin toimitusjohtaja W.J. Kim ilmoitti EMO:n yhteydessä seuraavasta askeleesta Euroopassa.
Kimin mukaan DN Automotivella on hyviä kokemuksia tutkimus- ja kehityskeskuksesta Saksassa, ja tästä syystä yritys suunnittelee nyt oman T&K-keskuksen avaamista Saksaan. Keskus tulee keskittymään uusien, alueellisesti Eurooppaan erikoistuneiden tuotteiden kehittämiseen sekä digitalisaation vahvistamiseen. Kimin mukaan keskuksen avaaminen Euroopassa on tärkeä askel DN Solutionille ja korostaa valmistajan luottamusta Euroopan markkinoihin.
Valmistajan toinen T&K-keskus
DN Solutions avasi ensimmäisen ja ainoan T&K-keskuksensa Etelä-Koreassa vuonna 2008. Keskuksessa työskentelee useita satoja työntekijöitä. Ko. laitoksen avulla DN Solutions ilmoittaa pystyvänsä reagoimaan nopeasti alan haasteisiin ja trendeihin sekä myötävaikuttamaan niiden muokkaamiseen. Asiantuntijat kehittävät ja testaavat uusia tuotteita ja ratkaisuja sekä mukauttavat niitä asiakkaiden erityistarpeisiin.
Euroopan markkinoiden odotetaan hyötyvän samasta strategiasta. DN Solutionsin toisen tuotekehityskeskuksen suunnitelmat ovat jo pitkällä. Henkilöstö- ja liiketoimintastrategia on julkistettu ja paikka valitaan lähiaikoina.
Automaatiota EMO:ssa
EMO-messuilla DN Solutions ilmoitti myös uusista ympäristötavoitteista. Toimitusjohtaja W.J. Kim julkisti uuden ”Net Zero” -kampanjan, minkä tavoitteena on minimoida konsernin hiilijalanjälki vuoteen 2050 mennessä. DN Solutions esitteli jo EMOssa energiaa säästäviä järjestelmiä, kuten sumuttoman öljysumun erotusratkaisun ja tehonkulutuksen valvontajärjestelmän.
Vuonna 1976 perustettu DN Solutions (aiemmin Doosan Machine Tools) tuotevalikoimaan kuuluvat sorvauskeskukset ja koneistuskeskukset. EMO:ssa yritys esitteli mm. automaatiojärjestelmiä, esillä olivat mm. vaakakarainen NHP 5000 -koneistuskeskus palettijärjestelmällä varustettuna ja viisiakselinen DVF 4000+työkalunvaihtaja -yhdistelmä. Kompakti sorvauskeskus LYNX 2100LSYB esiteltiin yhteistyössä cobotin kanssa.
Niin ikään Digital Twin -teknologiaa esiteltiin, Monitoimisorvauskeskus SMX3100ST:n yhteydessä DN Solutions esitteli pöytäsorvaustoimintoa käyttävää skiving-työstötekniikkaa.
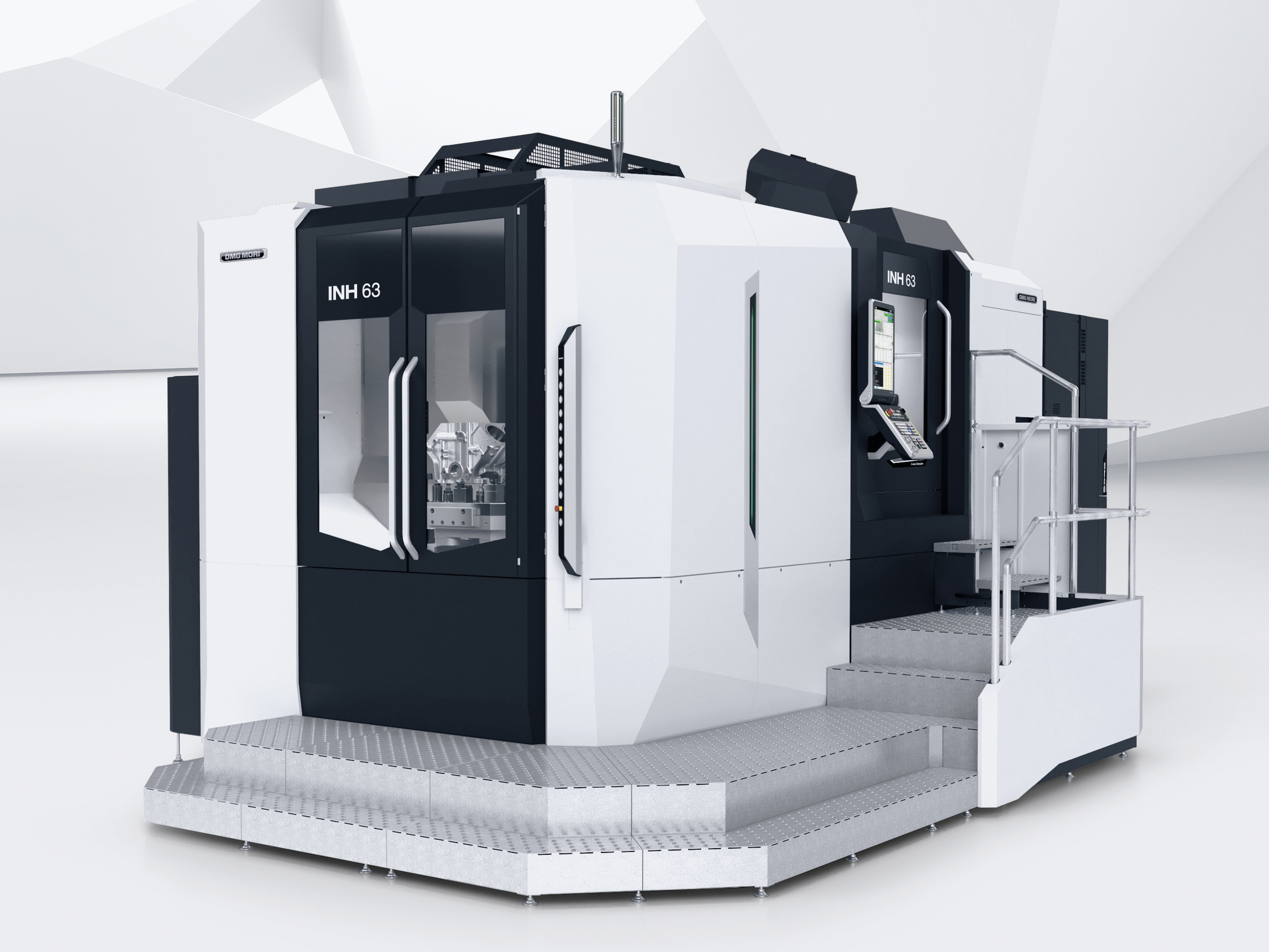
DMG Mori esitteli laajasti uutuuksiaan Hannoverin EMO:ssa. Yksi lanseeraus tapahtumassa oli 5-akselinen vaakakarainen koneistuskeskus INH 63 tarvittaessa pitkälle automatisoituna tuotantoratkaisuna.
DMG Mori esittäytyi EMO:ssa tutulla paikallaan Hallissa 2 DMG Mori Cityssä. Yhteisteemana oli Machining Transformation, mikä edelleen jakautui neljään MX-pilariin, jotka ovat prosessi-integraatio, automaatio, digitaalinen muutos ja Green Transformation.
Teemaan esiteltiin uusia lanseerauksia, yksi niistä oli uusi 5-akselinen vaakakarainen koneistuskeskusmalli INH 63:n. Uusi 5-akselinen, vaakakarainen ja vankkarakenteinen koneistuskeskus on suunniteltu mahdollistamaan monimutkaisten komponenttien tarkka valmistus tuhannen kg:n työkappalepainoihin saakka.
Työskentelyalue koneessa on ø 1 070 x 1 000 mm ja suurin palettikoko 630 x 630 mm. INH 63 voidaan helposti integroida automatisoituihin tuotantojärjestelmiin.
Uusi NH 63 on kompakti 5-akselinen vaakakarainen koneistuskeskus.
Monipuoliseen valmistukseen
Valmistajan mukaan uutuusmalli soveltuu tarkkuutensa ja nopeutensa puolesta monenlaisiin tehtäviin, kuten muottien tai akkukoteloiden tuotantoon sähköajoneuvoihin sekä venttiilikoteloiden valmistukseen, ja uuden mallin myötä tuottavuus on kasvanut merkittävästi edelliseen vastaavaan konesukupolveen verrattuna.
Koneen rakenne on FEM-optimoitu symmetriseksi, X-, Y- ja Z-akseleissa ovat kaksoispalloruuvit ja MAGNESCALEN suorat SmartSCALE-mittausjärjestelmät mahdollistavat korkean paikannustarkkuuden. Kuularuuvien ja muiden lämmönlähteiden tehokas jäähdytys vaimentaa lämpösiirtymiä. 5-akselisessa koneistuksessa INH 63 tarjoaa koneistustöihin laajan kääntöalueen + 45° – -195°, suorat A-akselin ja B-akselin käyttömoottorit saavuttavat nopeuden 30 1/min ja 90 1/min. Lisäksi koneessa on powerMASTER-kara, jonka nopeus on 12 000 rpm ja 808 Nm:n vääntömomentti raskaaseen leikkaukseen. Valinnaisena on saatavana myös 16 000 rpm:n kara ja 1 414 Nm. DMG MORI tarjoaa MASTER-karoille 36 kuukauden takuun ilman käyttöaikarajoituksia.
Automatisoitua tuotantoa varten INH 63 voidaan integroida esimerkiksi lineaarisiin palettijärjestelmiin.
Uutuuskone on varustettu pyörötyyppisellä makasiinilla, jossa on vakiona 63 työkalupaikkaa, ja se voidaan laajentaa kuusipyöräiseksi, jolloin tilaa on jopa 363 työkalulle. Makasiini on tarkoitettu työkaluille, joiden paino on ø 320 x 700 mm ja 35 kg (valinnaisesti 50 kg).
Suuri kapasiteetti mahdollistaa koneelle pitkän itsenäisen toiminnan, kun INH 63 on integroitu esimerkiksi suuriin palettiratkaisuihin. Optinen muotin murtumis- ja lastunhallinta tukee osaltaan prosessivarmaa tuotantoa.
Joustavaa, energiatehokasta automaatiota
INH 63 on suunniteltu myös joustavaan automatisoituun tuotantoon.
Saatavilla on sekä lineaarisia palettipooleja (LPP) että CPP-varastointijärjestelmiä riippuen tarvittavasta palettipaikkojen määrästä ja käytettävissä olevasta tilasta. Jatkossa DMG Mori mahdollistaa työkappaleen käsittelyn myös MATRIS- tai AMR-tekniikoilla.
Kone soveltuu monentyyppiseen tuotantoon.
Yksi koneen ominaisuus on valmistajan mukaan myös energiatehokkuus.
Mukana oleva zero-sludgeCOOLANT pro, pystysuora jäähdytysnestesäiliö, mahdollistaa voiteluaineiden ja jäähdytysnesteiden helpon erottelun. Tämä pidentää jäähdytysnesteen säilyvyyttä ja vähentää CO2-päästöjä jopa 7,5 tonnia vuodessa.
Työalueen jäähdytysnestesuuttimet, joiden halkaisija on ø 3,8 mm, eivät tukkeudu, ja ne toimivat lisävarusteena saatavan AI Chip Removal -laitteen kanssa tarpeen mukaan riippuen lastujen määrästä. Muita energiaa säästäviä vaihtoehtoja ovat sisäinen jäähdytysnesteen syöttö jopa 100 baariin ja zeroFOG-emulsio-sumujärjestelmä CO2-päästöjen vähentämiseen.