Riihimäen Rauta-Metalli Oy vahvistaa palvelujaan – Uusi koneistusteknologia tuo lisätehoja tuotantoon

Riihimäen Rauta-Metalli Oy vahvistaa mahdollisuuksiaan koneistuksen alihankinnan palvelutarjonnassa. Koneistuskeskusinvestointi uuteen Hartford-teknologiaan tuo uutta tehokkuutta ja lisää kapasiteettia töihin.
Riihimäen Rauta-Metalli Oy on lähes 40 vuoden kokemuksen koneistuksen alihankintatöistä omaava yritys. Painopiste on CNC-koneistuksessa. Myös manuaalikonein töitä tehdään, erikoisosaamista on hammaspyörien ja hammasakselien valmistus.
”Appivanhempani perustivat yrityksen vuonna 1987, ja itse olen koko työurani tehnyt täällä. Koneinsinööriksi opiskelin välillä, yritystä olen vetänyt kymmenisen vuotta”, kertoo toimitusjohtaja Esa Rintala.
Pitkiä asiakkuuksia
Riihimäen Rauta-Metalli Oy tekee töitä lähialueen isoille vientiyrityksille mm. Kumera Drives Oy:lle.
Lisäksi on useita pienempiä asiakkaita, pitkäkestoisia asiakkuuksia kaikki.
Pitkät asiakkuudet ovat kantaneet yritystä myös näiden yleisesti haastavampien aikojen yli. Esimerkiksi vuosi 2023 oli talossa kiireinen.
”Kriisit eivät ole meillä juuri näkyneet, paitsi tietenkin materiaalihintojen puolesta. Nyt rakennusalan hiljentymisellä on ollut vaikutusta viime aikoina myös meille, enemmän viime kesänä ja nyt syksyllä. Nyt toivomme, että tämän kevään mittaan kysyntä taas piristyisi, nyt töitä ainakin on taas enemmän kuin marras-joulukuussa.”
Konekanta Rauta-Metallilla on monipuolinen. Nimikkeitä on runsaasti, ja se heijastuu myös konekantaan.
”Sarjakoot ovat pieniä, toki isompiakin välillä teemme. Tiettyä työtä saatetaan tehdä pari kolme päivää ja sen jälkeen tekeminen muuttuu tai päivän aikana tehdään useammat asetukset. Tähän ympäristöön konekannan pitää olla joustava ja notkea.”

”Periaatteemme on ollut, että niin kauan kuin kone pysyy laadukkaana, se pidetään tuotannossa mukana. Kaikkea tarvitaan, ja myös varalle on hyvä olla koneita. Toistaiseksi on tilaa koneille ollut hyvin, koneita on kaikkiaan manuaalikoneetkin laskien toistakymmentä. Koneistajia meillä on viisi”, Rintala sanoo.
Tuttu merkki, isompi koko
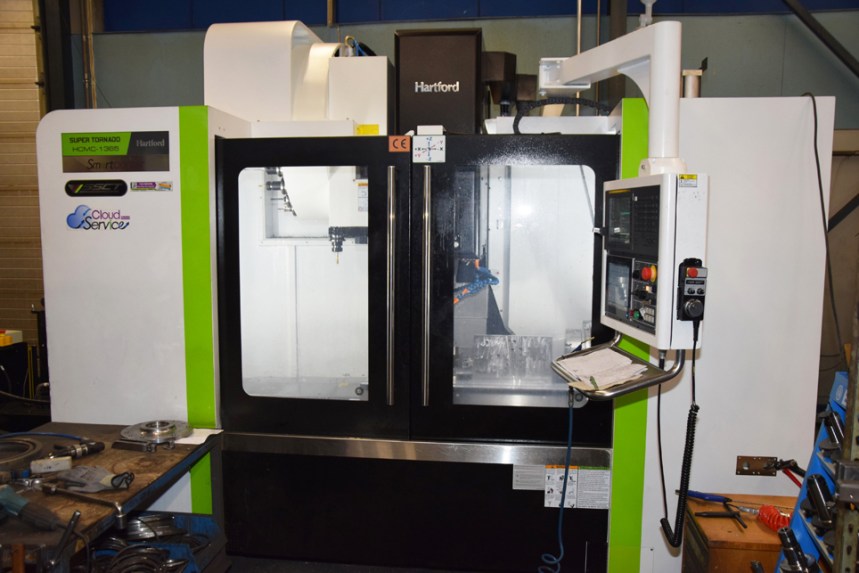
Konekantaansa Rauta-Metalli uudistaa tarpeen mukaan, viimeksi parisen vuotta sitten taloon hankittiin mm. uusi CNC-sorvi. Parhaillaan annoksen lisäiskua yrityksen jatkoon tuo uusi konehankinta, kun pari kuukautta töitä tehnyt pystykarainen Hartford HCMC-1365 -koneistuskeskus korvaa talon vanhempaa koneistuskapasiteettia ja vahvistaa palvelutarjontaa.
”Etsin eri konevalmistajilta meitä yli 20 vuotta palvellutta Hartford-työstökeskustamme korvaamaan nykyteknologian konetta, mikä olisi samankokoinen tai työalueeltaan aavistuksen isompi kuin vanha koneemme. Vertailujen jälkeen MTC Flextekiltä löytyi Hartfordin HCMC-1365 -työstökeskus, mikä oli juuri sopivasti aavistuksen isompi kuin edeltäjänsä.”
”Sattumahan tuo osittain oli, että merkki ei vaihtunut, mikään itsestäänselvyys se ei ollut. Kun kokemukset aiemmasta koneesta olivat hyvät, kone oli edeltäjäänsä järeämpi karaltaan sekä tukevampi johteiltaan, ja myös hintaluokka oli sopiva, niin oli helppo valita saman merkkistä teknologiaa meille myös jatkoon.”

Lisäksi tuttu maahantuoja, eli toimiviksi todetut huollot vaikuttivat Rintalan mukaan ratkaisuun. Yritys sai hankintaan ELY-kehittämistukea. Hanke on osin kesken, kokonaisuuteen kuuluu myös talous- ja ohjelmistopuolta.
Hyviä ominaisuuksia
Uusi Hartford tarjoaa Rintalan mukaan tukun hyviä ominaisuuksia käytännön töihin.
”Koneessa on mukana neljäs pyörähdysakseli, mikä vahvistaa palvelujamme jatkossa.
Teemme pyörähdyssymmetrisiä kappaleita, joiden koneistuksia voimme tehdä tällä koneella nyt sorvien sijaan.
Lisäksi otimme CAMin tukemaan ohjelmointia, jotta pystymme vastaamaan kysyntään aiempaa paremmin. Sorvien ohjaukset ovat olleet jo monipuolisemmat, mutta jyrsintäpuolelle CAMi on erittäin tervetullut uudistus, Rintala sanoo.
Pöytäkoko koneessa on 1400 x 650 mm, ja akseliliikkeet X 1300, Y 650, Z 630 mm.
”Y-akselin liike on tässä koneessa 650 mm, vanhassa oli 610, tämä lisää mahdollisuuksia saada uusia isomman halkaisijan töitä”
Koneessa on BT50-kartio, korkeavääntöisen vaihteistollisen karan kierrokset ovat 8000 1/min, työkalukapasiteetti 24. Ohjaus on Fanuc.
”Asiallisia yksityiskohtia koneessa on useita, niistä meille mielenkiintoisin piirre on, että leikkuunestesäiliö ja lastunkuljetin ovat koneen ulkopuolella. Usein työstökeskuksissa on L:n muotoinen säiliö koneen alla, jolloin se on työläs puhdistaa. Ulkopuolella oleva säiliö nopeuttaa huoltoja huomattavasti, pumppaus, imurointi ja täyttö käyvät parissa tunnissa.”

”Meillä on vanhemmissa työstökeskuksissa myös ollut ongelmana se, että lamellikuljettimilla on aiemmissa saatu raskaista ja sekalaisista lastuista koneellisesti poistettua lastutilasta vain osa, ehkä kymmenen prosenttia, ja loppu on pitänyt poistaa käsipelein. Tässä koneessa on kaksi ruuvikuljetinta koneen sisällä, ja ne työntävät lastun takana olevalle lamellikuljettimelle. Näin ei tarvitse hukata aikaa lapioimiseen”, sanoo Rintala.
Rauhallisesti ja vakaasti
Uusi kone tuo töihin Riihimäellä jälleen yhden lisäaskeleen tehokkuutta ja luotettavuutta.
Jatkoon yrityksessä suunnataan rauhallisesti ja jalat maassa.
”Kehitämme toimintojamme vähitellen ja pyrimme varmistamaan, että pysymme markkinoilla mukana ja tehokkaana toimijana jatkossakin. Se on ydin asioille nyt ja tulevaisuudessa”, sanoo Esa Rintala.
Kari Harju
Riihimäen Rauta-Metalli
Koneistuksen alihankintatyöt
Perustettu 1987
Toimipaikka Riihimäki
Henkilöstö: 6
Koneistuskeskus Hartford HCMC-1365