Konepaja-, Nordic Welding Expo- ja 3D & New Materials -messukokonaisuus keräsi tänä vuonna Tampereen Messu- ja Urheilukeskukseen yhteensä 6708 messukävijää valmistavasta teollisuudesta sekä alan oppilaitoksista.Ohessa kuvakatsauksen toinen osa, pääjuttu ja katsauksen ensimmäinen osa on julkaistu Konekuriirin uutissivulla 12.4.
Prodmac Oy esitteli osastollaan mm. Behringerin uusia saharatkaisuja, Euromacin tuotteita taivutukseen sekä mm. kuvan MEP:in Shark 332 RC Konnect automaattista kulmavannesahaa. Hyvin suojatussa mallissa 60 asteen kulmasahaus vasemmalle ja oikealle, 1500 mm syöttöliike, optiot 3000 ja 4500 mm
Edufix on konepajateollisuuden huolto- ja tarvikeyritys sekä käyttökouluttaja, Contos koneiden ja laitteiden maahantuoja. Konepajan osastolla oli tietoa ja tarjontaa kumpaankin aihepiiriin ja tietoa mm. lastuamisnesteisiin liittyen. Jukka Honkanen varmisti messukoneena Speronin esiasetuslaitetta esittelytikkiin.
Purseenpoiston ratkaisujen kysyntä on markkinoilla ollut viime vuosina runsasta mm. laserleikkauksen jälkeiseen viimeistelyyn ja reunanpyöristykseen. CoastOnen osastolla A-hallissa oli esillä monipuolinen sovellutus teemaan Lissmacin SMD 3 S-sarjasta. Mallissa SMD 335 työleveys 1350 mm, materiaalivahvuus käsittelyyn 1-120 mm.
SmartAir esitteli messuilla mahdollisuuksiaan paineilman kulutuksen mittaukseen ja etävalvontaan. Yrityksen ratkaisulla mitattiin Tampereen messukolmikon koko paineilma. Mittauksilla ja seurannalla voidaan saada aikaan paineilman kulutuksessa isot säästöt, totesi osastolla Sami Uusi-Erkkilä.
MTC Flextekin osastolla oli mukana runsaasti tarjontaa eri tuote- ja palvelualueelle. Kuvassa koneista RoboDrill malliston suurin Robodrill eli malli α D21LiB5 Plus. RoboDrill-koneita on saatavilla eri karan teho- ja nopeusvaihtoehdoilla 3-, 4- tai 5-akselisina, automatisointi saman valmistajan roboteilla on saumatonta.
Kääntöpöytävarustus on kätevä tapa lisätä koneeseen akseleita ja siten jalostaa tuotannon tehokkuutta eteenpäin. Nurminen Toolsin edustuksiin kuuluu sveitsiläinen valmistaja pL Lehmann, jonka mallistoon kuuluvat alan ratkaisut. Messuosastolla ratkaisuja esittelivät Lehmannin Alexander Gregory ja Nurmisen Sami Hellsten.
Messujen ulkoisilta mitoiltaan suurin kone. Cutlite Penta toimittaa markkinoille laserkoneita ja erikoisjärjestelmiä, jotka voidaan varustaa myös viisteleikkausominaisuudella. Kone 30 kW:n tunnuksin oli mukana messuilla Alikon osastolla. Uusi edustus on kiinnostanut markkinoita mukavasti, totesi toimitusjohtaja Stanislav Demin.
Tekupitin palettiin kuuluvat varaosat ja lisälaitteet, ja niitä oli mukana mukava kattaus Konepajassa. Osastolla nähtiin mm. muljupumppuja, sumuimureita sekä kuljetinratkaisuja. Tiskin taakse kuvaan asettuivat Tekupitilta Jari Vainio vasemmalle ja Jouni Pääskynen oikealle. Silvia Mucedola oli saapunut Suomen kevättalveen Italiasta Micronfilterilta.
Metallin, prosessiteollisuuden sekä hydrauliikka alojen tuotteita myyvän ja markkinoivan IP-Produkter Oy:n metallintyöstökoneosaston valikoimaan kuuluvat ratkaisut tankosorvaukseen, jyrsintään sekä hammaspyörien valmistukseen. Konepajassa esillä olivat mm. Citizen Miyanot. Lähinnä jyrsintä-sorvauskeskus ANX-42SYY.
FMS Servicen osastolla oli esittelyssä mm. Bodor Laserin kompakti i5 -tasolaser 1000×1500 mm työalueella. Sarjaan kuuluvat myös i6- ja i7-mallit 2000 x 1000mm 3048 x 1524mm työalueella. 12 kW vakiona, lasersäteen kuviointiohjaus saatavilla optiona. Myös pienikokoinen pysyvään ja tarkkaan merkintään sopiva merkintälaser oli esittelyssä.
Kolmas osa lähiaikoina. Koko juttu kuvineen huhtikuun Konekuriirissa.
Konekuriirin huhtikuun numero 4/2024 on ilmestynyt. Uutta teknologiaa, alan uutisia, investointiartikkeleja sekä totta kai, TUHTI KUVALLINEN PAKETTI Pajan trilogiasta eli maaliskuisilta tamperelaisilta Konepaja-, Nordic Welding Expo- ja 3D & New Materials -messuilta. Kannattaa lukea, Konekuriiri on aina täyttä koneasiaa!
Tämän päivän valmistus edellyttää tehokkaita ja joustavia tuotantoratkaisuja. Saksassa Weiterstadtin kaupungissa toimiva uusi korkeataajuusmoottorikarojen valmistaja Spinology GmbH investoi konekantaansa 3-akselisen koneistuskeskuksen, mikä muokattiin 4-akseliseksi kääntöpöydän avulla.
Vuonna 2020 perustettu Spinology on yksi Saksan nuorimpia moottorikarojen valmistajia. Yritystä pyrittävät neljä nuorta koneinsinööriä Andreas Schleifer, Marc Schmidt-Winterstein, Dominik Eschenbach ja Marcel Linke. Jo opiskeluaikoina he joutuivat tekemisiin moottorikarojen kanssa, huomasivat innostuneensa ja keräsivät opiskelun jälkeen kokemusta alalta, kunnes päättivät yhdessä toteuttaa karaideansa ja perustaa yrityksen.
Yritys käynnistyi sopivien tilojen etsimisen ohella ensimmäisen tuotteen, korkeataajuisen moottorikaran, kehittely.
”Haluamme tuoda markkinoille kompakti ja suorituskykyisen moottorikaran, joka voidaan konfiguroida asiakkaan toiveiden mukaisesti, joka on 100 % Made-in-Germany. Tätä varten tutkimme karan koko rakenteen, asetimme jopa hyväksi todetut tekijät kyseenalaisiksi ja etsimme uusia ratkaisuja”, kertoo toimitusjohtaja Andreas Schleifer, joka vastaa yhdessä Marc Schmidt-Wintersteinin kanssa kehitystyöstä ja suunnittelusta.
Tästä syntyi Spinology X22. Vuonna 2021 lanseerattu moottorikara on rakenteeltaan modulaarinen. Karoja löytyy sekä ilma- että nestejäähdytyksellä, huipputeholla, maks. 7,5 kW, sekä kierrosluvulla maks. 50 000 min-1. Rakenne mahdollistaa monenlaisia versioita ja asiakaspiiri on laaja teollisuuden työkalukoneiden ja laitteistojen valmistajista yksityisiin alan harrastajiin.
Päämääränä korkea oman valmistuksen osuus
Kaikki moottorikaran pääkomponentit, kuten kotelo ja jäähdytyslevyt sekä akselit, laakeri-istukat syntyvät omassa tuotantohallissa, ja tulevaisuudessa on tarkoitus laajentaa oman valmistuksen osuutta edelleen esimerkiksi käyttämällä itsekehitettyjä moottorielementtejä. ”Teemme korkean teknologian valmistusta ja sen vuoksi on tärkeää, että lastuavat työkalukoneemme sopivat vaatimuksiimme mm. tarkkuuden, joustavuuden ja suorituskyvyn osalta” painottaa Marc Schmidt-Winterstein.
Moottorikaran jäähdytyslevy voidaan työstää neljällä akselilla interpoloivasti.
Konehankinnan yhteydessä yritys harkitsi aluksi 5-akselisen monitoimisorvin harkintaa, mutta päätyi joustavuus- ja kustannussyistä kolmiakseliseen koneistuskeskukseen.
”Kehitämme monta erilaista prototyyppiä ja piensarjaa samaan aikaan, joten koneet pitää varustella usein uudelleen. Siihen kaksi konetta, sorvi- ja jyrsinkone, sopivat mielestämme parhaiten. Yritys hankki Y-akselilla, vastakaralla ja pyörivillä työkaluilla varustetun sorvin ja kolmiakselisen jyrsinkoneiseen, joka on varustettu ylimääräisellä, työpöydälle asetettavalla neljännellä akselilla. Mm. koteloiden ja jäähdytyslevyjen käsittelyyn CNC-kääntöpöytä sopi hyvin.
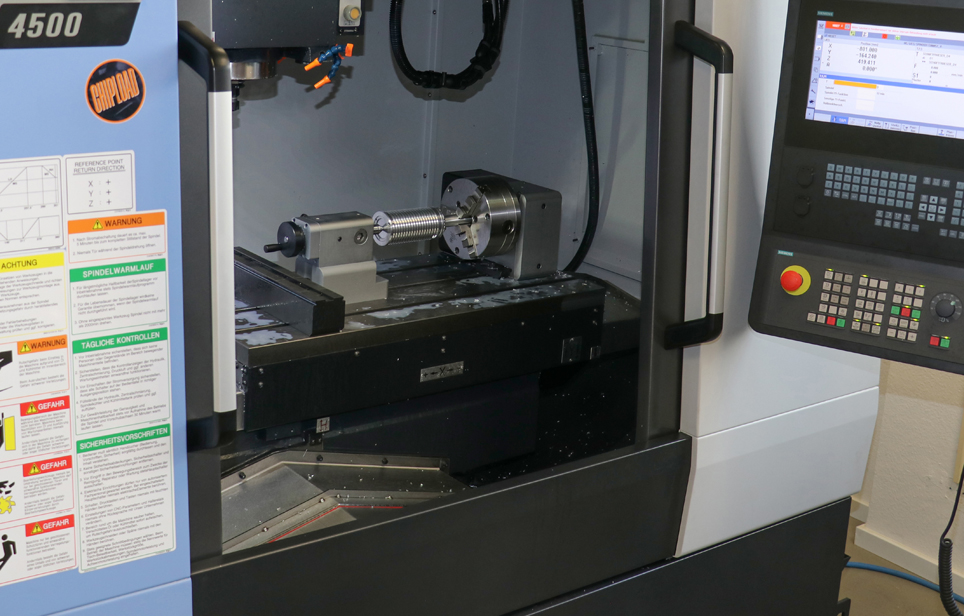
Valituksi tuli pystykarainen Doosan DNM 4500, kone jäykällä rakenteella ja sitä myötä tarkkuudella, mikä myös kokonsa puolesta Spinology-tuotteisiin.
Työpöydän mitat ovat 1000 x 450 mm, joten siinä on tarpeeksi tilaa ylimääräiselle CNC-akselille. Kääntöpöydäksi valittiin pL Lehmann malli EA-510 useammankin suosituksen perusteella
”Aluksi ajattelimme, että ratkaisu ylittää budjettimme, mutta koska laatu on korkea, ratkaisu on pitkällä aikavälillä taloudellinen”, kertoo Marc Schmidt-Winterstein.
Paineenalennin ja ilmaöljysumutin on sijoitettu koneen taakse.
CNC-kääntöpöytä interpoloivana akselina
EA-510-mallin CNC-kääntöpöytä sopi parhaiten kokonsa, tehoparametriensä kuten nopeuden, kiinnitysvoiman ja työkappalekuormien puolesta yrityksen kokoonpanoihin.
Asennus oli vielä tietynlainen haaste, koska Spinology-insinöörit huolehtivat siitä itse ja halusivat tutustua tekniikkaan itse. Valmistajan tuella kääntöpöytä oli asennettu kuitenkin nopeasti ja sitä ohjataan CNC:n koneen kautta. Ohjelmointi tapahtuu CAM-ohjelmiston ja kääntöpöytää varten laaditun postprosessorin avulla.
Spinology työstää pL-kääntöpöydällä varustetussa työstöyksikössä muun muassa suorakulmaisia kotelon osia tyypillisesti viistotuilla reunoilla.
Myös erikoismuotoiltuja alumiinisia jäähdytyslevyjä työstetään työstöyksikön avulla. Erityisen mielenkiintoinen on nestejäähdytin, joka vaatii neljän akselin interpoloivia liikkeitä. ”Tässä neljäs akseli on ratkaiseva etu. PGD-vaihteiston avulla myös tehokas simultaanikäsittely on mahdollista”, sanoo Andreas Schleifer. ”
Prototyyppivaiheen jälkeen Spinology käynnisti piensarjavalmistuksen.
”Ratkaisu sopii täydellisesti tarkkaan ja laadultaan optimaaliseen tuotantoon. Seuraavana on vuorossa koneiden automatisointi, ja kun seuraavan koon karat on kehitetty, mahdollisesti toinen samantapainen kone-kääntöpöytä-yhdistelmä”, Schleifer kertoo.
Tshekkiläisen karusellisorvivalmistajan TOSHULINin yksinmyyntiedustus on siirtynyt älykkääseen konepajateknologiaan ja elinkaaripalveluihin erikoistuneelle Vossi Groupille. Valmistajan karusellisorveja on käytössä runsaasti suomalaisasiakkailla vaativissa koneistustöissä.
Räätälöityjä pitkänelinkaaren ratkaisuja
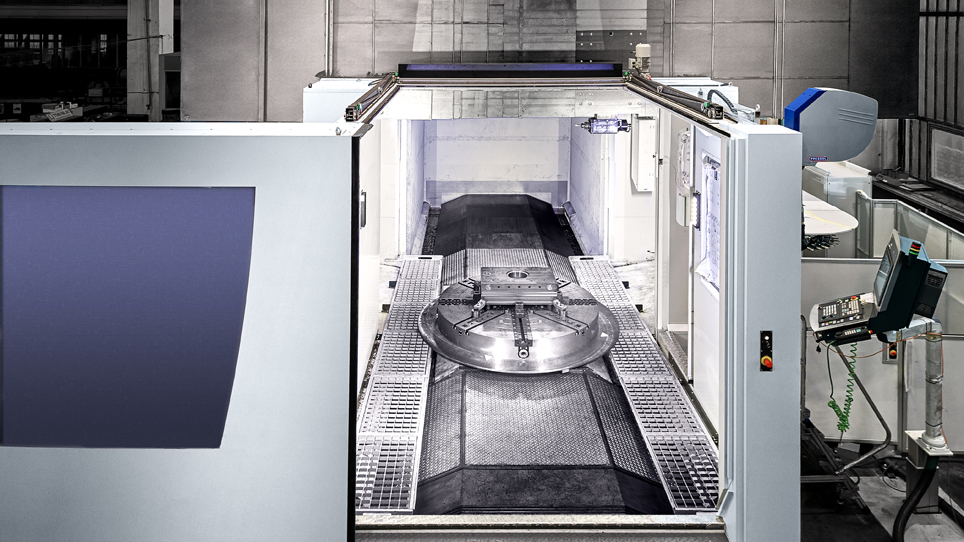
Vuonna 1949 perustettu TOSHULIN a.s. valmistaa erittäin tukevia, tarkkoja ja monipuolisia karusellisorveja räätälöityinä pitkäelinkaaren ratkaisuina. Historiansa aikana yritys on toimittanut yli 13 600 karusellisorvia yli 70 maahan sekä se työllistää n. 735 henkeä. Pöytien kokoluokat ovat ø 800-4000 mm ja sisaryrityksen kautta saatavissa aina ø 16 m asti. Puolestaan työstettävien kappaleiden maksimi halkaisijat 5 m, korkeudet 5 m ja painot 60 tonniin asti.
Monipuolisilla koneilla onnistuu niin sorvaus, jyrsintä, hionta kuin porauskin sekä niihin on saatavissa myös Y-akseli. Jyrsinpäitä on tarjolla useita eri versioita mm. B-, C- ja Y-päät.
Kappaleet kerralla valmiiksi
TOSHULIN valmistaa karusellisorveja neljää eri mallisarjaa: POWERTURN, BASICTURN, FORCETURN ja EXPERTURN. Monipuolisilla koneilla onnistuu niin sorvaus, jyrsintä, hionta kuin porauskin. Jyrsinpäitä on tarjolla useita eri versioita mm. B-, C- ja Y-päät sekä automaattiset työkalujen ja adapterien vaihdot. Tarjolla on monipuolisia palettiautomaatioratkaisuvaihtoehtoja sekä myös Y-akseli. Koneet on saatavissa Siemens ONE tai Fanuc -ohjauksilla.
Elinkaaripalvelut tukena
”TOSHULINinin edustaja on paikalla Konepaja-messuosastollamme E201 ja kannattaakin tulla keskustelemaan, jotta voimme rakentaa myös teille kilpailuedun. Tarjoamme kattavat elinkaaripalvelut näiden huippukoneiden rinnalle”, toimitusjohtaja Marko Vossi kutsuu. www.vossi.fi/toshulin
Älykkääseen konepajateknologiaan ja elinkaaripalveluihin keskittynyt Vossi Group Oy esittelee 19.-21.3. Tampereella järjestettävillä Konepaja-messuilla laajan kattauksen teknologioita kilpailuedun rakentamiseen.
GROB 5-akselikoneistusta ja Biglia sorvauskeskus
Vossin Konepaja-osastolla E201 on mm. huippudynaaminen ja tarkka saksalainen GROB G150 5-akselinen vaakakarainen työstökeskus, mikä tekee työstönäytöstä yhteistyössä hyperMILL CAM:iä edustavan RS Technologiesin kanssa.
Esittelyssä kahdella osastolla (Vossi Solutions ja Vossi Technologies) ja 331 m²:n yhteispinta-alalla on mm. huippudynaaminen ja tarkka GROB G150 5-akselinen vaakakarainen työstökeskus, mikä tekee työstönäytöstä yhteistyössä hyperMILL CAM:iä edustavan RS Technologiesin kanssa. Lisäksi osastolla on Biglia B750YS sorvauskeskus 16-paikkaisella suoravetorevolverilla, Y-akselilla ja vastakaralla. Tutustumaan pääsee myös Fermatin UHAmi SD servotoimiseen universaalikulmapäähän.
LVD robottisärmäystä ja Zinser 3D-plasma
Vossin uudelta edustukselta LVD:ltä on esittelyssä helppo-ohjelmointinen ja täysservotoiminen robottisärmäysolu Dyna-Cell. Levyntyöstöön löytyy myös mm. Zinser 3D-plasmaleikkauskone tehokkailla jyrsin- ja poraustoiminnolla sekä Timesavers automaattinen levynhiomakone. Toinen uusi edustus on KOHLER, jonka levynoikaisukeskus tekee demoja. Ensiesittelyssä on myös CMA FTC poraus- ja kierteityskeskus levykappaleille, kuten laserleikkeille. Taivutuskonevalmistaja Faccinilta ensiesittelyssä on 4HEP-MP servotoiminen levynpyöristyskone.
Osastolla on myös mm. italialainen Biglia B750YS, mikä on tukeva, tehokas ja varmatoiminen sorvauskeskus 16-paikkaisella suoravetorevolverilla, Y-akselilla ja vastakaralla.
AMOB putkentaivutusta sekä ultranopeaa 3D-tulostusta Nexa3D:ltä
Näiden lisäksi löytyy vielä mm., Amob eMOB 16 LR täysservotoiminen putkentaivutuskone sekä Nexa3D NXE400 ja XiP ultranopeat 3D-muovitulostimet. ”Haluamme tarjota asiakkaillemme mahdollisuuden tutustua uusimpiin teknologioihin ja toivotammekin heidät tervetulleiksi vierailemaan osastollamme, jotta voimme rakentaa yhdessä kilpailuedun”, Marko Vossi kutsuu. www.vossi.fi/konepaja2024
Skandi-Steel Oy vahvistaa toimintojaan investoimalla uuteen avarrusteknologiaan. Fermat WFT15 CNC on täydennys yrityksen avarruskapasiteettiin. Automaattiuniversaalijyrsinpää ja 96-paikkainen robottityökalunvaihtaja lisäävät uuden tuotantokoneen tehokkuutta.
Skandi-Steel on Nakkilassa toimiva ja vuonna 1990 aloittanut konepaja ja perheyritys. Koneistustöitä tehdään eri kokoluokkiin, myös varsin kookas koneistus kuuluu keskeiseen toimenkuvaan. Käytössä on kokonaisuus jyrsinkoneita ja aarporia, joilla voidaan koneistaa aina 50 tonnin kappalepainoihin saakka.
Yritys palvelee mm. Satakunnan alueen kansainvälisesti toimivia valmistajia useilla teollisuudenaloilla ja valmistetut tuotteet liittyvät mm. huoltoon, kunnossapitoon, hydrauliikkaan sekä sulattojen toimintaan.
Käyttövalmis. Kone asennettiin yrityksen käyttöön tammi-helmikuun vaihteessa.
Teräksen lisäksi yritys koneistaa melkoista valikoimaa erikoismetalleja, esimerkiksi titaania, dublexia, SMO:ta, Inconellia, kuparia, HST:tä sekä kulutuslevyjä.
Konekanta on laaja ja haastavat erikoisprojektit talolle mieluisia.
Skandi-Steelin erikoisosaamiseen kuuluu jyrsinnän ja avarruksen lisäksi syvän reiän poraus, ohjelmoitavat BTA- ja kanuunaporat.
”BTA-poralla voidaan porata reiät halkaisijaltaan 20-60 mm ja reiän pituus voi olla 3000 mm yhdestä suunnasta. Kanuunaporalla voidaan porata halkaisijaltaan 38 mm tai pienempi reikä. Reiän pituus voi olla riippuen terän halkaisijasta 1940 mm yhdestä suunnasta”, kertoo toimitusjohtaja Pasi Koota.
Yksi kone lisää, vaiheita pois
Skandi-Steelin toiminnasta keskeinen osa on varsin järeää valmistusta. Käytössä siihen ovat myös asiaan kuuluvaa tilat.
Korkeiden teollisuushallien nostokapasiteetti on 50tn ja pinta-ala on yli 2600 neliömetriä, varaston kanssa lattiapinta-alaa on yli 3000 m²
Mukana kokonaisuudessa on mm. Fermatin UHAmi SD-kulmapää.
Skandi-Steelilla työtilanne on viime aikoina ollut erittäin hyvä. Vahva kysyntä on samalla lisää luonut haasteita kapasiteetin riittävyydelle.
”Keskeiset asiakkaamme ovat lisänneet tilauksiaan ja olemme saaneet myös uusia asiakkaita. Tähän kysyntään vastaamiseksi oli investointi konekantaan ennen pitkää välttämätön”, Koota kertoo.
Tilannetta paikkaa Skandi-Steelilla nyt uusi Fermat WFT15 CNC, se asennettiin yrityksen käyttöön tammi-helmikuun vaihteessa.
”Sen myötä saimme näin yhden avarruskoneen lisää töihin ja sen vahvan varustuksen myötä vaiheita pois. Samalla varmistamme, että pysymme teknologian kehityksessä mukana.”
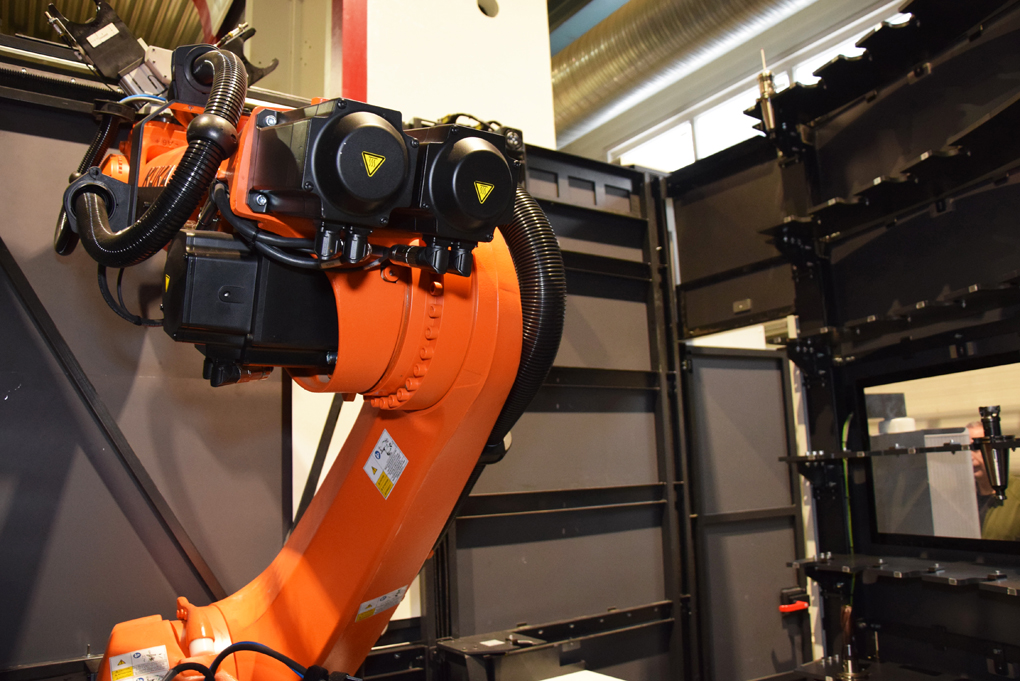
Servotoiminen automaattiuniversaalijyrsinpää ja robottityökaluvaihtaja
Tsekkivalmistaja Fermat on erikoistunut lattia- ja pöytätyypin avarruskoneiden, pitkä- ja portaalijyrsinkoneiden sekä pyöröhiomakoneiden valmistukseen, pöytätyypin WFT-sarjaan kuuluvat mallit WFT11, -13 ja -15.
Skandi-Steelin kone on sarjan suorituskykyisin kone, liikkeet koneessa ovat X=5000, Y=3000, Z=2000 ja W=800 mm sekä pöytä 2000 x 2400 mm ja kapasiteetiltaan 25 tonnia.
Uusi avarruskoneinvestointi, Fermat WFT15 CNC, on iso vahvistus Skandi-Steelin tuotan tokapasiteettiin, kertoo Pasi Koota
Vossi Groupin toimittamalla koneella voidaan käsitellä jopa kuusimetrisiä kappaleita.
Kara on ∅ 150 mm, 3000 rpm ja 53/77,9 kW.
Samalla Skandi-Steelin kone on varustelultaan monipuolinen. Mukana on mm. Fermatin itsekehittämä ja valmistama UHAmi SD-universaalijyrsinpää, mikä vähentää työvaiheita tuotannossa ja on avuksi erityisesti monimutkaisten kappaleiden tuotannossa. Automaattijyrsinpään A- ja C-akselien nopeat liikkeet ovat toteutettu servomoottoreilla.
Lisäksi varusteluun kuuluu 96-paikkainen työkalumakasiini robottityökalunvaihtajalla, mikä mahdollistaa tehokkaan työkaluhuollon koneistuksen aikana, nopeat työkaluvaihdot ja pidempien työkalujen automaattisen vaihdon.
Ohjaus koneessa on Heidenhain.
”Kone sijoittuu täällä rankkaan lastunpoistoon ja sen takia halusimme rakenteeltaan vankan koneen ja mukaan sellaiset varusteet, että paketti mahdollistaa monipuoliset ja sujuvat työt. Tämän kokonaisuuden totesimme tarkoitukseen toimivimmaksi.”
Nopea universaalijyrsinpää ja robotisoitu työkalumakasiini merkitsevät tehokasta tuotantoa”, sanoo Koota.
96-paikkainen robottityökalumakasiini mahdollistaa mm. tehokkaan työkaluhuollon koneistuksen aikana sekä nopeat työkaluvaihdot.
Kokonaisvaltaista palvelua
Kootan mukaan investointi lisää Skandi -Steelin avarruskapasiteettia ja vahvistaa jatkon mahdollisuuksia kasvaneeseen kysyntään ja tehokkaaseen asiakaspalveluun.
”Tehokkuus ja laatu ovat tietenkin keskeisiä asioita. Meillä nykyaikainen konekanta, osaava henkilökunta ja tehokas asiakaspalvelu yhdistettynä noudattamaamme laatujärjestelmään ovat takeena tuotannon korkeasta laadusta sekä toimitusvarmuudesta.”
Asiakkaiden suuntaan talon palvelun yksi keskeinen osatekijä on, että Skandi-Steel toimii markkinoilla tiiviissä yhteistyössä saman perheen omistuksessa olevan ja sijaintinsa puolesta lähellä toimivan ja perinteensä aina vuoteen 1974 ulottavan Nakkilan Metallin kanssa.
”Skandi-Steel koneistaa ja Nakkilan Metallin omaa erikoisalaa ovat hitsaus- ja levyrakennetyöt. Yhteistyö mahdollistaa monipuolisen alan palvelun samassa kokonaisuudessa”, Pasi Koota sanoo.
BE Group vahvistaa viimeistelyn toimintojaan tuotantopalvelukeskuksissaan Lapualla ja Lahdessa. Tuoreet hiomalinjainvestoinnit lisäävät tuotannon tehokkuutta ja laatua edelleen molemmissa toimipisteissä.
Pohjoismaissa ja Baltiassa toimiva BE Group on teräskaupan toimija, ja sen toimenkuvaa ovat teräkset, erikois- ja ruostumattomat teräkset sekä alumiini kankina, levyinä, palkkeina, profiileina, putkina ja keloina kuuluvat toimenkuvaan.
BE Group Oy myy teräksiä ja alumiinia sekä huolehtii logistiikasta, ja tätä nykyä keskeinen osa toimintaa ovat erilaiset tuotantopalvelut, joilla tuotteet muokataan asiakkaiden toivomaan muotoon ennen toimituksia. Erilaisilla tuotantopalveluilla ja esikäsittelyillä säästetään asiakkaan aikaa ja resursseja jatkojalostuksen suhteen.
SBM-M 1500 D2 ja SBM-XL 1500 G2S2 Lapuan yksikössä kuljettimineen.
Suomessa Lahdessa, Lapualla ja Turussa toimiva BE Group on vahvistanut palvelujaan viime aikoina vahvasti eri toimipisteissään. Turussa lisättiin hiljattain pitkien tuotteiden esikäsittelykapasiteettia, ja hiljattain Lapuan koneistustoimintoihin tehtiin kookas täydennysinvestointi, kun konekanta täydentyi tuotantomahdollisuuksia laajentavalla kookkailla koneistuskeskuksella.
Nyt viimeisimmät satsaukset koskevat viimeistelyn toimintoja. Yritys investoi tehokkaat hiomalinjat Lahden ja Lapuan toimipisteisiin.
Tehokkuutta viimeistelyyn
Teollisuudessa viimeistelyhiontojen koneellistaminen on edennyt vauhdilla, eikä mikään ihme, manuaalisten toimintojen sijaan koneet tarjoavat melko annoksen lisää tuottavuutta ja myös tasalaatuisuutta.
Niitä oli haussa myös BE Groupilla.
”Lahden ja Lapuan yksiköissä tehdään levyn muotoleikkausta eri menetelmillä, ja halusimme nyt kehittää eteenpäin näiden yksikköjen jatkokäsittelytoimintoja uusin ratkaisuin.
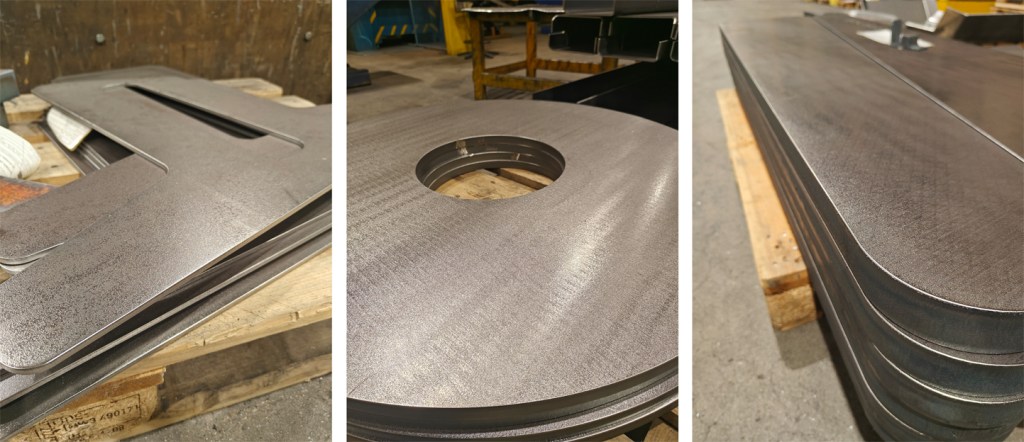
Kappaleita viimeistelyssä. Lapualla SBM-XL 1500 G2S2 hoitaa linjalla hienokäsittelyn.
Laajennamme viimeistelypalvelujamme ja näiden toimintojen tehokkuuden ja tuottavuuden lisääminen ja laatu olivat keskeiset tekijät investointikokonaisuuden taustalla”, kertoo BE Groupin Lapuan teräspalvelukeskuksen yksikönpäällikkö Jarkko Vainionpää.
”Samalla työolosuhteet näissä toiminnoissa paranevat. Käsin hionta on fyysisesti raskasta työtä, missä syntyy myös paljon pölyä. Uudet ratkaisut vähentävät käsin tehtävää työtä ja ilman laatu paranee hiomapölyn poistojärjestelmien myötä.”
Uudet ratkaisut edustavat Lissmacin kuivahiomateknologiaa ja ne soveltuvat laser-, plasma- ja polttoleikkeiden viimeistelyyn sekä purseenpoistoon ja niillä voidaan poistaa mahdolliset leikkausvaiheessa syntyneet purseet ja kuonat sekä tarvittaessa hioa reunaan kevyt pyöristys.
Investoinnit laajentavat BE Groupin viimeistelypalveluja ja tuovat tehokkuutta ja laatua viimeistelytöihin, kertoo Jarkko Vainionpää.
”Yksi kriteeri vertailussa eri ratkaisujen välillä oli, että halusimme koneet, jotka mahdollistavat prosessoinnin kummaltakin puolelta. Se poistaa usein yhden työvaiheen, kun kappaletta ei tarvitse välillä kääntää prosessin aikana. Lisäksi elinkaarikustannukset ratkaisivat paljon asiassa”, kertoo Vainionpää.
Kaksi kokonaisuutta
Lahdessa uusi hiomakone on Lissmacin SBM-L 1500 G1S2, ja ko. koneen lisäksi Lahden kokonaisuuteen kaksi 90 asteen kulman tekevää kuljetinta, jotka palauttavat kappaleen sen käsittelyn jälkeen kätevästi takaisin kappaleen syöttöpaikan viereen.
Sen myötä tulevaisuudessa syöttö ja purku ovat näin helppo robotisoida, ja vain yksi robotti tarvitaan. Pölynpoisto yksikössä on toteutettu imurilla.
Lapuan yksikössä hiontalinja koostuu puolestaan kahdesta Lissmac-mallista, SBM-M 1500 D2 ja SBM-XL 1500 G2S2, joista linjalla ensimmäinen hoitaa hakkurina rouhean poiston ja toinen loppuviimeistelyn.
Osa kuljettimista on rullakuljettimia rauta ja kumipäällysteisinä. Kappaleet, joissa ovat isotkin purseet, voidaan lastata koneelle myös purseet alaspäin silti vahingoittamatta kuljettimen pintaa, myös SBM-M D2 koneessa on tämä optio. Myös tähän kokonaisuuteen kuuluu imuri pölynpoiston tarkoituksiin.
Koneissa työleveydet ovat enimmillään niiden tyyppinimen mukaiset 1500 mm, kuljettimet ovat Lapualla kolmimetriset.
Kappalevahvuus käsittelyyn koneille on Lahdessa 50 mm, Lapualla enimmillään 120 mm. Kappalepaino käsittelyyn Lahdessa on metriä kohden 300 kg, Lapualla 750 kg/m.
Helppokäyttöisyyteen BE Group kiinnitti konevalinnoissa isosti huomiota. Optiona koneissa on mukana kappaleen vahvuuden pihtimittausjärjestelmä, mikä helpottaa ohjelmointia ja vähentää myös näppäilyvirheitä käytössä. Myös mm. hiomatarvikkeiden kulumiskompensoinnit ovat automaattiset.
Viimeistelyjälkeä. Kuvissa esimerkkejä Lapualla käsitellyistä kappaleista.
Monia etuja asiakkaille
GE Groupin mukaan viimeistelyinvestoinnit tuovat mukanaan merkittäviä etuja.
”Asiakkaille investoinnin edut näkyvät tasaisempana ja parempana purseiden- ja kuonan poiston laatuna sekä mahdollisuutena saada lisäpalveluna pyöristyshiontoja kappaleisiin. Näitä viimeistelyhiontoja tehdään nyt kaikkiin BE Groupin toimittamiin materiaaleihin: teräs, ruostumaton – ja haponkestävä teräs sekä alumiini. Myös kalvotettuihin levyihin voidaan tehdä viimeistely hiontoja”, sanoo Vainionpää.
Uudet viimeistelyratkaisut Lahteen ja Lapualle asennettiin joulu- ja tammikuussa. Ratkaisut toimitti Lissmacin Suomen edustaja Coastone Oy.
Kari Harju
BE Group
Teräksen ja alumiinien toimittaja
Toimintaa kuudessa maassa, pääkonttori Malmö
Suomen tytäryhtiö BE Group Oy, toimipisteet Lahti, Turku, Lapua.
Hiomalinjat:
Lahti: Lissmac SBM-L 1500 G1S2 kuljettimin,
Lapua Lissmac SBM-M 1500 D2 ja SBM-XL 1500 G2S2 kuljettimin
Otsikkokuva: Lissmacin SBM-L 1500 G1S2 Lahden toimipisteessä. Kuljetinradat palauttavat käsitellyn kappaleen takaisin kappaleen syöttöpaikan viereen.
Konekuriirin numero 3/2024 on ilmestynyt. Tiivis paketti koneasiaa, alan uutisia, investointiartikkeleja. Ja totta kai, messumeininkiä on mukana – Tamperelaista Konepajan, Nordic Welding Expon ja 3D & New materials- tapahtumien muodostamaa Pajan Trilogia-kokonaisuutta alustetaan monin tavoin. Konepajateollisuuden kiinnostavimmat uutuudet sekä tuoreet uutiset tässä ja nyt. Konekuriiri – kannattaa lukea!
DN Solutions jatkaa eteenpäin energiatehokkuuden edistämiseen ja hiilidioksidipäästöjen vähentämiseen suuntaavaa net Zero -suunnitelmaansa. Yritys on saanut ISO 50001 -sertifikaatin energianhallintajärjestelmälleen, jota toteuttavat myös Saksan uudet toimipaikat.
50001-standardin avulla Kansainvälinen standardointijärjestö ISO (International Organisation for Standardization) pyrkii tukemaan yrityksiä energiatehokkuuden parantamisessa asianmukaisten järjestelmien ja prosessien avulla.
DN Solutionsin äskettäin sertifioitu energianhallintajärjestelmä täyttää kaikki sovellettavat vaatimukset, DN Solutions on jo saanut ISO-sertifikaatit CNC-työstökoneiden ja integroitujen älykkäiden valmistusratkaisujen osaamisesta, mukaan lukien seuraavat standardit ISO 9001 laadunhallinnassa, ISO 14001 ympäristöhallinnolle, ISO 45001 työterveyden ja turvallisuuden hallinnassa.
Yrityksen mukaan sen 50001-sertifiointiprosessi korosti erityisesti sen erilaisten energialähteiden käyttöä, mukaan lukien LNG, sähkö, bensiini ja diesel. Lisäksi korostettiin pyrkimyksiä energiansäästötavoitteiden asettamiseen ja saavuttamiseen, energiansäästön tehokasta hallintaa sekä panostuksia energiatehokkuutta lisääviin toimenpiteisiin.
net Zero
Jatkossa DN Solutions aikoo edelleen vahvistaa sitoutumistaan ympäristö-, sosiaali- ja hallintoperiaatteisiin (ESG). ESG Task Force (TFT) -työryhmän perustamisen on tarkoitus edistää kestävän johtamisen aloitteita globaaleilla toimialoilla.
Kuten EMO 2023:ssa ilmoitettiin, DN Solutions suunnittelee seuraavia toimia hiilidioksidipäästöjen vähentämiseksi: hiilidioksidipäästöjen vähentäminen 40 % vuoteen 2030 mennessä, hiilineutraaliustavoite vuoteen 2050 mennessä ja sitoutuminen avoimuuteen ilmoittamalla hiilidioksidipäästöt yrityksen hiilijalanjäljen (CCF) todentamiseksi
DN Solutions ilmoittaa sitoutuneensa kehittämään ympäristöystävällisiä tuotteita, joilla on korkea energiatehokkuus ja luomaan työympäristöjä, joilla on mahdollisimman vähän ympäristövaikutuksia. Samalla yritys kertoo pyrkivänsä noudattamaan ympäristöystävällisiä kaupan säädöksiä kussakin maassa ja edistämään ESG-hallintaa myös tulevaisuudessa.
DN Solutions on perustettu vuonna 1976 ja se valmistaa sorvaus- ja koneistuskeskuksia, automaatioratkaisuja sekä ohjelmistoja. Konebrändejä ovat mm. Puma, Mynx, Lynx, DNM sekä DVF- ja SMX.
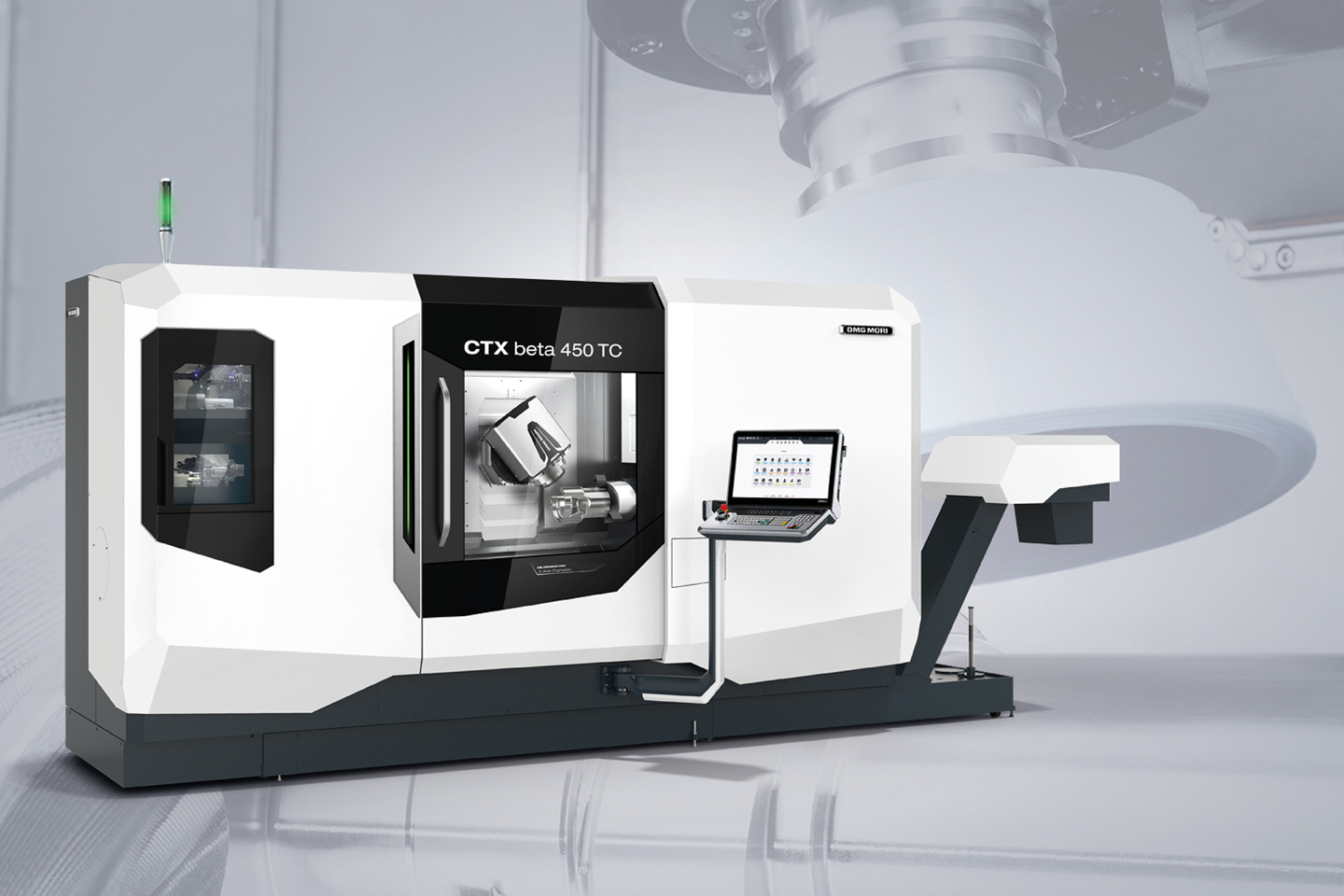
DMG Mori on esitellyt uuden CTX beta 450 TC-sorvaus-jyrsintäkeskuksen. Kooltaan kompakti, monipuoliset koneistusoperaatiot mahdollistava uutuustäydentää markkinoilla menestynyttä CTX beta TC -sarjaa.
CTX beta TC -sarjan sorvaus- ja jyrsintäkeskukset ovat olleet DMG Morin mallistossa vuosia. Syksyllä lanseerattu uusi kooltaan kompakti CTX beta 450 TC täydentää nyt markkinoilla hyvin menestynyttä sarjaa pienemmässä kokoluokassa.
Helppokäyttöisyys sekä tehokkuus, teknologioiden ja prosessien integrointi sekä monipuoliset automaatiovaihtoehdot olivat uutuuden kehittämisen painopisteessä, joten malli edustaa hyvin näin myös DMG Morin tulevaisuuden linjauksia kuvaavan koneistussiirtymän (MX) puitteita ja sen neljää pilaria, jotka ovat prosessi-integraatio, automaatio, digitaalinen siirtymä (DX) ja vihreä siirtymä (GX).
CTX beta 450 TC on uusi laajennus DMG Morin CTX beta TC -sarjaan.
Monipuolinen paketti
DMG Morin uutuus on 5-akseliseen jyrsintään ja kuudelta sivulta tapahtuvaan koneistukseen varusteltava sorvaus-jyrsintäkeskus, mikä integroi samaan pakettiin myös hionnan, hammaspyörän leikkauksen ja mittauksen toiminnot.
Yksi etu on myös se, että kone sopii huomattavan pieneen tilaan. Tilaa pajan lattialta se ottaa vain 10 m².
Vaikka kone on ulkoisesti kompakti, työalue mahdollistaa halkaisijaltaan ø 500 mm ja enintään 1 100 mm pitkien työkappaleiden käsittelyn. Tankokapasiteetti koneessa on ø 76 mm tai valinnaisesti ø 102 mm.
Koneen ydin on compactMASTER sorvaus- ja jyrsintäkara, minkä kierrosnopeus on vakiona 15 000 rpm ja optiona 20 000 rpm. Pää- ja vastakaran nopeus on enintään 5000 rpm tai vääntömomentti jopa 720 Nm.
Tarkkuutta prosessi-integraatiolla
CTX beta 450 TC:n varustelu on suunniteltu mahdollistamaan joustavan ja tuottavan monimutkaisten työkappaleiden koneistuksen. Tämä johtuu sorvauksen ja jyrsinnän yhdistelmästä, toisaalta uusien teknologioiden ja prosessien integroinnista, mihin aiemmin vaadittiin erikoiskoneita.
Esimerkiksi käyttötekniikan kehittyneitä komponentteja voidaan myös hioa tai urittaa yhdessä ja samassa kokoonpanossa ilman manuaalisia uudelleenkiinnityksiä ja luotettavalla prosessin sisäisellä mittauksella. Se mahdollistaa lyhyemmät läpimenoajat ja korkeamman komponenttien laadun.
Automaatiota tuotantoon
Tuotannossa automaatio on kätevä keino prosessien optimointiin. CTX beta 450 TC voidaan varustaa integroidulla portaalilataajalla, mikä pystyy käsittelemään kätevästi kahta 15 kg painavaa komponenttia samanaikaisesti. Työkalumakasiini voidaan ladata koneistettaessa, työkaluja voidaan lisätä milloin tahansa prosessiturvallisesti integroidun työkaluntunnistusjärjestelmän ansiosta. Makasiiniin mahtuu enimmillään 200 työkalua, vakiona 60 työkalua. Lisäksi CTX beta 450 TC:hen on saatavilla myös joustavia automaatioratkaisuja, kuten Robo2Go Turning -robottiautomaatiojärjestelmä.
Helppokäyttöisyys sekä tehokkuus, teknologioiden ja prosessien integrointi sekä automaatiovaihtoehdot olivat kehittämisen painopisteessä.
3D Shopfloor Programming
Fiksut ominaisuudet ja integroidut prosessit lisäävät järjestelmän tehokkuutta, samoin ohjelmistoratkaisut. SINUMERIK ONE -ohjaus, sovelluspohjaiset työnkulut OP Workbenchillä ja 3D Shopfloor Programming ovat helpottamassa työn valmistelua ja työpajalähtöistä ohjelmointia.
3D Shopfloor Programming on DMG Morin ja Siemensin yhteistyönä suunnittelema ja toteuttama järjestelmä, mikä käyttää suunnitteluosastolla valmistettavan komponentin 3D-malleja ja luo NC-ohjelman pitkälti automaattisesti taustatietojen perusteella. Automaattinen ominaisuuksien tunnistus nopeuttaa ohjelmointia ja vapauttaa aikaa muihin valmistukseen liittyviin toimintoihin.
Nykyisin koneiden valmistajat kiinnittävät runsaasti huomiota myös energiankulutukseen, sitä
edistävät mm. koneessa hyödynnetty, osan jarrutusenergiasta palauttava hyötyjarrutus, LED-valaistus, taajuusohjatut jäähdytysneste- ja hydraulipumput sekä paineilmatarpeen minimointi. Myös älykäs ohjaus, tehokas energianhallinta ja Advanced Auto Shutdown lisäävät energiatehokkuutta. fi.dmgmori.com
Yläkuva: Portaalikuormaaja pystyy käsittelemään kahta max. 15 kg:n työkappaletta samaan aikaan.