Tekupit Oy:n korkeapainojärjestelmä Compact on uudistunut vastaamaan entistäkin paremmin asiakkaidemme toiveisiin, kertoo Tekupit Oy:n Jari Vainio. Järjestelmä koostuu korkeapainepumpusta, cyclonisuodattimesta ja syöttöpumpusta.
Uudistettu osina toimitettava jalusta on helppo koota ja valmiiksi koottuna se on vakaa ja tukeva, kertoo Tekupit Oy:n Jari Vainio.
Compact -laitteisto on nimensä mukaisesti kompakti ja siten helposti sijoitettavissa työstökoneen lastuamisnestesäiliön läheisyyteen. Uudistetussa mallissa on aiempaa yksinkertaisempi ja matalampi jalusta, minkä ansiosta osina toimitettava jalusta on helppo koota ja valmiiksi koottuna se on vakaa ja tukeva.
Uuden jalustan ansiosta laitteisto on helposti ja turvallisesti pumppukärryllä siirrettävissä esimerkiksi huoltotoimenpiteitä varten.
Kolme korkeapaine-, kaksi syöttöpumppuvaihtoehtoa
Vaihtoehtoina on kolme erilaista korkeapainepumppua, joista pienin antaa 20 barin paineen ja on tyypiltään trochoid -pumppu. Kaksi tehokkaampaa mallia ovat ruuvipumppuja ja ne antavat painetta mallista riippuen 40 tai 70 baria.
Myös syöttöpumppuja on tarjolla kahta eri mallia, säiliöön upotettava pystymallinen sekä vaakasuorassa makaava malli.
Compact-järjestelmä koostuu korkeapainepumpusta, cyclonisuodattimesta ja syöttöpumpusta.
Järjestelmän ytimenä toimii cyclonisuodatin, joka pitää huolen siitä, että korkeapainepumpulle syötettävä lastuamisneste on puhdasta. Laite toimitetaan oletusarvoisesti 25 µm suodatustarkkuudella, mutta saatavissa ovat myös 5 ja 50 µm suodattimet.
Asennusta helpottamaan ja nopeuttamaan on optiona saatavissa myös valmis letkusetti, jolla laitteisto saadaan liitettyä työstökoneeseen. Ajatuksena on, että tilattuaan valmiin letkusetin laitteiston mukana, asiakkaan ei tarvitse ensi töikseen lähteä teettämään tarvittavia letkuja sen asentamiseksi toimintakuntoon. http://www.tekupit.fi
Ardor Oy jatkaa tuotantonsa kehittämistä tehtaallaan Raisiossa. Talon tuore automaatioinvestointi siirtää putkiesivalmisteiden ja -rakenteiden valmistajan sahaustyöt sujuvuudeltaan uuteen aikaan.
Ardor Oy on teollisuuden putkistojärjestelmien esivalmistaja ja toimittaja. Yrityksellä on vahvat juuret laivanrakennuksessa, ja sen osaamista hyödynnetään laajasti vaativissa teollisissa kohteissa.
”Laivanrakennus on meille tärkeä ja näkyvä osa tekemistä, ja sen kautta moni tuntee Ardorin”, kertoo liiketoimintajohtaja Ari-Pekka Hakala.
Uuden sahan tarkkuudeksi valmistaja ilmoittaa 0,01mm. Asiallisestahan tuo näyttää, mittailevat Ari-Pekka Hakala (vasemmalla) ja Henri Salokannel.
”Tänä päivänä toimitamme putkisto- ja esivalmistuskokonaisuuksia laajasti eri teollisuudenaloille. Asiantuntemuksemme kattaa putkistojen lisäksi teräsrakenteet ja laitteet erityisesti energia- ja prosessiteollisuuden sekä petrokemian hankkeissa. Olemme vahvasti mukana vihreän siirtymän energiahankkeissa, joissa korostuvat tekninen laatu, toimitusvarmuus ja elinkaariajattelu.”
Vahvassa kasvussa
Ardor aloitti toimintansa vuonna 1988, silloin nimellä Konepaja Sipilä & Hyvärinen. Myöhemmin toimittiin nimellä Sihy ja vuonna 2020 syntyi Ardor.
Ja kehitystähän vuodet ovat olleet. Viime vuonna yrityksen liikevaihto kasvoi reippaasti ja päätyi noin 38 miljoonaan.Kasvu tulee nimenomaan teollisuuspuolelta.
Putkistot ja teräsrakenteet ovat kuitenkin keskiössä, satakunta henkilöä on yrityksessä töissä. Levytyöt yritys ulkoisti jokunen vuosi sitten Laser-Aitalle.
Katkaisuja. Monen kokoisia ja näköisiä kappaleita tarvitaan.
Ardor on pyrkinyt erottumaan kilpailijoistaan mm. panostuksellaan tuotantonsa digitalisoimiseen.
Yritys on kehittänyt Raision tehtaalle esivalmistuksen tuotannonohjausjärjestelmän PipeCloud hyödyntää suunnitteludataa, yhdistää sen materiaalitietoihin ja kokoaa työnhallinnan yhteen. Järjestelmä tuo reaaliaikaisen näkymän tuotantoon ja jäljitettävyyden myös poikkeustilanteissa sekä tukee suurten tilausmäärien hallintaa, työsuunnittelua ja tuotantokoneiden ohjelmointia.
”Järjestelmä helpottaa töitä sekä lisää joustavuutta ja toimitusvarmuutta. Se tuo kustannussäästöjä asiakkaille ja vähentää myös asennuksiin liittyvää häiriöiden riskiä”, summaa Hakala.
ISTechin Power 360NC-automaattikatkaisusaha on Ardorin uusi hankinta.
Sahauksen vuoro
Putkistojen esivalmistukseen tarvitaan tietysti asiallista konekantaa.
Ardor käsittelee putkia pienistä pilleistä hyvinkin kookkaisiin saakka ja konekantaansa yritys on kehittänyt eteenpäin kasvun myötä niin putkentaivutukseen, hitsaukseen kuin vaikkapa polttoleikkaukseenkin.
”Kasvun myötä olemme lisänneet tuotantokapasiteettia eri sektoreilla. Tutkimme, miten asioita vois tehdä paremmin ja tuotantoa tehostavia kehitysprojekteja mm. automaation avulla on käynnissä lähes jatkuvasti”, varastopäällikkö Henri Salokannel kertoo.
Tuotantoa. Ardor on kasvuyritys ja työllistää nykyisin jo lähes 100 henkilöä.
”Se on välttämätöntä, jotta kysyntään pystytään jatkossakin vastaamaan.”
Putkiaihioiden sahaus on esivalmistuksessa olennaista tekemistä muiden toimien ohella, ja nyt tämän sektorin toiminnot tehostuivat hiljattain.
Ardor siirsi sahauksen toimintojaan uuteen aikaan hankkimalla Raision tehtaalleen automaattisahan ja vertailujen sekä kilpailutuksen kautta valinta kohdistui italialaiseen ISTechiin. ISTech valmistaa automaatti- ja puoliautomaattisahoja metallien suorakatkaisuun aina 1020 mm halkaisijaan asti.
Suomessa ISTechin automaattisahat kuuluvat Vossi Groupin uusimpiin edustuksiin. Ardorille toimitettu saha on ISTech Power 360 NC, missä sahauskapasiteetti on 360×360 mm ja tehoa sahasta löytyy 7,5 kW. Automatiikka tukee sahausprosessia, kun materiaali ja dimensiot ilmoitetaan, kone hoitaa asiat siitä eteenpäin automaattisesti ja myös säätää prosessia tarvittaessa.
Etäseuranta helpottaa osaltaan sahan käyttöä.
”Tuotannon kehityksessä oli nyt selkeästi sahauksen tehostamisen vuoro ja tämä ratkaisu osoittautui vertailussa meille sopivimmaksi. Uuden automaattisahan myötä katkaisutyöt pystytään tekemään aiempaa joustavammin ja sitä myöten nopeammin.”
Ardor toimittaa putkiesivalmisteita perinteisesti laivateollisuuteen. Suurin kasvu tulee tänä päivänä kuitenkin muun teollisuuden, kuten prosessiteollisuuden toimituksista.
”Olemme joutuneet aiemmin myös ostamaan katkaisuja varsin runsaasti, nyt uudella sahalla voimme tehdä nekin työt jatkossa pääosin itse”, tiivistää Salokannel.
Osaksi järjestelmää
Automaattisaha otettiin käyttöön syksyllä Ardorilla Raisiossa lyhyen käyttöönottokoulutuksen jälkeen ja monet sahaukset on jo tehty. Kone palvelee yrityksen esikäsiteltyjen putkien tuotantoa laajasti ja liitetään jatkossa myös osaksi yrityksen tuotannonohjausjärjestelmää.
”Automaattisahainvestointi on uusi osa asiakaspalvelumme tehostamista. Myös katkaisujen ulkoinen palveluntarjonta on jatkossa mahdollinen”, Henri Salokannel kertoo.
Kari Harju
Ardor Oy
Putkistojärjestelmien esivalmisteet
Perustettu 1988, (alkuaan Konepaja Sipilä & Hyvärinen)
Toimipaikka Raisio
Uusi investointi automaattikatkaisusaha ISTech NC 360
VKK Group vahvistaa toimintojaan investoimalla uuteen laserleikkausteknologiaan.Kuitulaser korvaa käytössä pitkään palvelleen hiilidioksidilaserin. Työnopeudet siirtyivät kertaheitolla uuteen aikaan ja kapasiteettia vapautuu omien töiden lisäksi leikepalveluunkin.
VKK Group-konserni on monialainen teollisuuden laite- ja järjestelmätoimittaja. Kokonaisuus laajentui, kun VKK osti parisen vuotta sitten kilpailijansa KPA Uniconin.
Uusi kuitulaser VKK:lle. Ohjauksella Jari Viemerö.
Kaupan myötä vahvistui vahva alan konserni, jonka muodostavat mekaaniselle puunjalostusteollisuudelle tarkoitettujen pölyn ja purun suodatuslaitteiden valmistukseen erikoistunut Vaasan Kuljetuskanavat Oy sekä VKK Power, mikä suunnittelee ja toimittaa lämpölaitoksia teollisuuteen, kunnille ja kaupungeille.
Vuonna 1988 aloittanut Vaasan Kuljetuskanavat on ainut suomalainen ja Suomen markkinoilla hyvin tunnettu puunjalostusteollisuuden suodatinlaitetoimittaja, ja jopa vuoteen 1975 tuotantoperinteensä aiempien toimijoiden kautta ulottava VKK Power myy tuotteitaan runsaasti myös ulkomaille.
Vaihtamalla paremmaksi
VKK toimii Vaasan naapurissa Mustasaaressa sekä Ylä-Savon Kiuruvedellä ja lähestymiskulma on asiakaslähtöinen.
”Suunnittelemme ja valmistamme tuotteet asiakaskohtaisesti kohteen mukaan. Tietysti myös toimittamiemme laitteiden ja järjestelmien huollot kuuluvat toimenkuvaan”, kertoo toimitusjohtaja Juho Sutinen.
Mustasaaressa kone tehostaa paitsi omien tuotteiden tuotantoa, mahdollistaa myös uudet leikepalvelut, toteavat Juho Sutinen (oikealla) ja Tommi Järvelä, joka keskittyy alihankintapuolen toimintojen kehittämiseen jatkossa.
Niin puunjalostusteollisuuden laitteiden kuin lämpölaitostenkin tuotannossa VKK panostaa kotimaisuuteen.
Yritys valmistaa laitteiden mekaniikan ydinkategorian tuotteet aina painelaitteisiin saakka itse ja sen myötä tuotannon käytössä on laajasti myös konekantaa eri tarkoituksiin niin koneistusten, hitsausten kuin erilaisten levytöidenkin puolella.
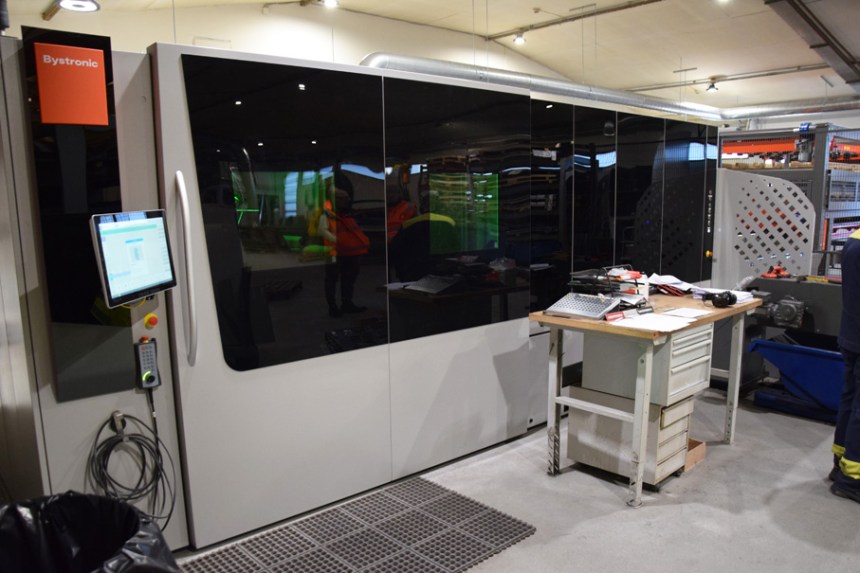
Tuotannossa laserleikkaus on pitkään ollut perustekemistä. Laserilla leikataan tuotteiden edellyttämät ohutlevyosat. Yrityksen käytössä töihin on ollut toistakymmentä vuotta hiilidioksidilaser. Sen yritys katsoi tämän viime vuoden mittaan tulleen tiensä päähän.
Tilalle päätettiin hankkia ajanmukainen työjuhta ja yrityksen käyttöön asennettiin talon ensimmäinen kuitulaser.
Vertailuissa Bystronic ByCut 3015 katsottiin ominaisuuksiltaan sopivimmaksi ja se kävi mitoiltaan hyvin tehdastilan lay-outiin. Nopea aikataulu toimituksessa oli tärkeä, kone saapui pikaisin liikkein ja asennettiin syksyllä. Töihinkin päästiin käytännössä lähes saman tien.
Käypä kone sopivaan tilaan. Leikkaustehoa uudessa laserissa on 6 kW, arkkikoko 15000x3000mm.
”Isosti lisäkapasiteettia”
Bystronicin ByCut 3015 on pätevä nykypaketti leikkaustöihin.
VKK Groupin kone on varustettu 6 kW:n resonaattorilla. Maksimi levykoko käsittelyyn on koneen tyyppitunnuksen mukainen 1500×3000 mm, ja kuitulaserien tapaan materiaalikirjo on monipuolinen. Terästen lisäksi jalometallien leikkauskin sujuu ja koneisiin valittavissa olevat automaatiopaketit ovat yksi tekijä koneiden optimoituun kohdekäyttöön. BySoft Cell -ohjelmisto helpottaa koneen käyttöä ja sen automaation hallintaa.
Nykykoneiden tapaan ByCut on levyn ja kappaleiden käsittelyn osalta notkeasti automatisoitavissa, VKK:lla koneen yhteyteen asennettiin automaattinen syöttö- ja purkujärjestelmä.
Yritys haki suorituskykyistä konetta, ja sellaisen se Juho Sutisen mukaan sai.
Nopeasti valmiiksi. Leikkausnopeus ja kapasiteetti uudella koneella kasvoivat merkittävästi.
”Uusi kone on tuonut tuotantoomme valtaisasti lisää tehokkuutta ja kapasiteettia. Kuten sanotaan, pullonkaula on siirtynyt toiseen paikkaan”, hymyilee Sutinen.
Mustasaaressa kone tehostaa paitsi VKK:n omien tuotteiden tuotantoa, sillä tehdään muitakin töitä.
”Kun töihin kuluu aiempaa vähemmän aikaa, vapautuu kapasiteettia niin, että myös leikkeiden myynti ja niihin liittyvä jatkojalostaminen on mahdollista. Kehitämme siitä jatkossa meille uutta palvelumuotoa.”
Uudella kuitulaserilla toimintojaan vahvistanut VKK jatkaa matkaansa positiivisin miettein. Tehokkuus- ja vastuullisuusnäkökohdat korostuvat jatkossakin laitteiden ja järjestelmien tuotekehityksessä.
Kari Harju
VKK Group
Vaasan Kuljetuskanavat Oy, VKK Power Oy
Laitteet mekaaniselle puunjalostusteollisuudelle ja lämpölaitoksille
Automaatio on tänä päivänä usein keskeinen kilpailukykyisen tuotannon perusta. Miten modernia automaatiota voi ja kannattaa hyödyntää, siitä tarjosi esimerkkejä JTA Connection Oy Automation Forum -tapahtuma tammikuun lopulla. Samalla oli mahdollisuus tutustua yrityksen uusiin Tampereen tuotantotiloihin.
JTA Automationin tilaisuus pidettiin avarissa tiloissa, joihin yritys muutti viime vuonna. Runsas vierailijamäärä yllätti iloisesti, totesi toimitusjohtaja Jere Mattjus.
JTA Connection on tamperelainen automaatiotalo, joka toteuttaa automaatioratkaisuja teollisuuden eri sektoreille.
Vuonna 1998 perustettu JTA Connection aloitti asiakkaiden kone- ja laiteasennuksilla, mutta suuntasi sittemmin projektiliiketoimintaan, ja toteuttaa automaatioratkaisuja avaimet käteen periaatteella.
Asiakasräätälöinti ja monialainen toiminta ovat talon vahvuuksia, niiden myötä yritys suunnannut viime vuosina vahvasti myös vientimarkkinoille ja kasvanut voimakkaasti.
Liikevaihtoa JTA Connection Oy teki vuonna 2025 21 miljoonaa euroa ja teki edellisvuoteen verraten yli 30 prosentin kasvun. Yritys työllistää noin 110 henkilöä.
Vuorineuvos Lasse Aho kertoi Olvin kasvusta ja kehityksestä. Siihen myös automaatioratkaisuilla on ollut iso merkitys.
Käytännön demoja ja puheenvuoroja
JTA Connection muutti viime vuonna aiempaa kookkaampiin noin 2500 neliömetrin tiloihin ja järjesti nyt tammikuulla tiloissaan automaatiotapahtuman.
Samalla se oli uusien Tampereen Nekalan toimitilojen avajaistilaisuus.
Tammikuine Automation Forum-tapahtuma loi näkymiä yrityksen toimintaan ja mahdollisuuksiin. Käytännönläheisessä tapahtumassa kuultiin yhteistyökumppanien puheenvuoroja, nähtiin automaatiota livetoiminnassa ja monenlaista infoa oli tarjolla demopisteillä.
Tapahtuman avauksena mielenkiintoisen puheenvuoron esitti Olvin pitkäaikainen entinen toimitusjohtaja vuorineuvos Lasse Aho.
Lukas Wagner Behringer -Eiserleltä esiintyi Automation Forumissa.
Esitys keskittyi Olivin kehitykseen ja kasvuun sekä ajan vaatimiin muutoksiin tuotteissa ja tuotannossa. Niissä tuotannon automaatiolla on iso osuus.
”Säännölliset investoinnit ja automaatio ovat aivan olennainen tehokkaan nykytuotannon edellytys, totesi Aho. Räätälöityjen solujen, tuotantolinjojen ja niiden ohjelmistoratkaisujen toteutuksissa Olvi on tehnyt pitkään yhteistyötä JTA Connectionin kanssa.
Esitykset edustamistaan yrityksistä sekä asiakastoteutuksista JTA Connectionkin kanssa esimerkein pitivät tapahtumassa site manager Lukas Wagner sahavalmistaja Behringer-Eiserleltä ja myyntipäällikkö Tomi Koskinen DMG Mori Finlandilta.
Tomi Koskinen kertoi kuulijoille DMG Morista yrityksenä sekä yhteistyöstä JTA Connectionkin kanssa. Kokemusta toimivasta yhteistyötä automaatioasioissa on kertynyt yli kymmenen vuoden mitalta.
Tapahtuman antia oli myös livetoiminnassa nähty JTA:n Nexus-tuotannonohjausjärjestelmällä ohjattu sahauksen, koneistuksen demosolu mobiilirobotein, automaattivarastolla sekä AMR:llä. Lisäksi kappaleiden koneistuksen jälkeiseen pesuautomaation sovellutusta esiteltiin samassa [JM1] yhteydessä. Myös muita teemaan liittyviä kokonaisuuksia esiteltiin, ja robotiikan toimittajat esittäytyivät tapahtumass
Yli 230 osallistujaa paikalla
Päivän kokonaisuus tarjosi paitsi sujuvia näkymiä automaatiototeutuksiin, tietenkin lukuisia mahdollisuuksia tiedon- ja ajatustenvaihtoon ja sitä kautta uusiin ideoihin nykyautomaation toteutuksiin liittyen.
Esillä olleeseen tuotantokokonaisuuteen kuuluivat saha sekä koneistuskeskus kappaleenkäsittelyltään automatisoituna, automatisoitu teollisuuspesukone, varasto sekä AGV-vaunu. Kuvassa solun pyörösaha Behringer HCS-150E.Aqua Cleanin teollisuuspesukone nähtiin Forumissa esittelyssä cobot-automaatiolla.
Automaatio on mielenkiintoinen teema ja vaikka väkeä paikalle osattiin toki odottaakin, kiinnostuksen suuruus tapahtumaa kohtaan kuitenkin yllätti iloisesti, totesi toimitusjohtaja Jere Mattjus tilaisuudessa. Päivän tapahtumaan osallistui kaikkiaan 230 vierailijaa.
Terve, mainiota helmikuuta! Pakkasten merkeissä mennään ja näihin talven selän aikoihin ilmestyy sopivasti jo vuoden toinen Konekuriiri, numero 2/2026 helmikuu. Tiivis paketti teknologia- ja yritysasiaa alkuvuoden tunnelmiin, investointiartikkeleita mm. Porista, Raisiosta ja Mustasaaresta. Täyttä koneasiaa vuonna 2026 – kannattaa lukea!
Pitkän linjan teräksen käsittelijä Porin Levy ja Hitsaus investoi laserleikkausteknologiaan. Oman laserleikkauskoneen myötä pystytään monet aiemmin muualla teetetyt laserleikkaustyöt tekemään nyt jatkossa sujuvasti itse.
Teräsrakennetöiden tekijä Porin Levy ja Hitsaus tarvitsee kokonaistoimituksissaan säännöllisesti laserleikkauksia. Ne yritys osti aiemmin ulkoa.
Uusi Linc Cut tehostaa Porin Levy ja Hitsaus Oy:n toimintoja. Konetta käyttää Topi Vesterholm.
Syksyllä asioihin tuli muutos, kun yritys hankki käyttöön uutta laserleikkausteknologiaa ja siirsi samalla ison osan lasertöistään oman katon alle. Niinhän se on, että kun asiat tekee itse, mutkat suoristuvat.
”Lisää tehokkuutta ja nopeutta tietenkin haimme. Oman koneen myötä prosessien nopeus ja tehokkuus kasvavat”, toteaa toimitusjohtaja Olli Wesslin.
Täsmänä tilaukseen
Porin Levy- ja Hitsaus on vuonna 1954 perustettu tilauskonepaja ja kolmannessa polvessa toimiva perheyritys, mikä palvelee teräsrakennetöillä monenlaisia ja myös monen kokoisia asiakkaita kansainvälisistä jäteistä pienempiin toimijoihin.
Leikkaus ja hitsaus kokoonpanoihin saakka ovat talon ydintoimintaa ja palvelussa monipuolisuus sekä nopeus korostuvat. Ne puolestaan se syntyvät ammattitaidosta, kookkaasta materiaalivarastosta, asiallisista koneista ja tehokkaista prosesseista.
Tehoa Linc Cut Drawerin resonaattorissa on 6 kW, arkkikoko pöydälle on 3000x1500mm.
Ensimmäisen oman laserleikkauskoneensa yritys hankki nyt tukemaan omia leikkaustoimintojaan pitkään käytössä olleen plasmaleikkauskoneen rinnalle.
”Teemme jatkossa pienemmät leikkeet tuotteisiimme itse. Näin ne saadaan täsmättyä tarkasti kulloiseenkin tilaukseen ja samalla säästytään tuotteiden keräilyltä varastoon. Kookkaammat laserleikkeet hankimme edelleenkin verkostostamme.”
”Lisäksi oma laser helpottaa töitä monessa muussakin asiassa toimintojamme. Esimerkiksi reikien tekeminen tuotteisiimme sujuu notkeasti”, Wesslin sanoo
Sopivan koneen yritys hankki markkinoiden kartoituksen jälkeen Airwellilta. Samalla se edustaa Suomen teollisuudessa uutta lanseerausta eli Lincoln Electricin Linc Cutia. Porin Levy ja Hitsauksen kone on nyt sarjan ensimmäinen toimitus Suomeen.
Sujuvia töitä. Myös reiät kuvan kappaleeseen syntyvät uudella koneella kätevästi, Olli Wesslin (oikealla) ja Topi Vesterholm kertovat.
Kätevä pöytärakenne
Hitsausalan toimijana tunnettu Lincoln Electric toi Linc Cut -mallistonsa eurooppalaisille laserleikkauskoneiden markkinoille EuroBLECHissa vuonna 2024. Sarjan erikoisuus on, että koneiden peruskokoonpano tapahtuu Lincolnin omalla tehtaalla Kiinassa, mutta Eurooppaan myytävien koneiden loppukokoonpano tehdään tämän mantereen malliin Ranskassa.
Eurooppalainen panos teknologiapuolella on muutenkin vahva, monet keskeiset osat kuten leikkauspöydät, servot, sähköt ja turvalaitteet ovat eurooppalaisia.
Ohjaus koneissa on FCut NC ja sarjaan kuuluu kaksi mallia, Drawer ja Shuttle, jotka molemmat ovat saatavissa kahtena eri kokoisena versiona.
Mallit eroavat toisistaan mm. pöytien toteutukseltaan. Shuttle-versioissa on vaihtopöytä perinteiseen tapaan, mutta Drawer-malleissa, joihin myös Porin Levy- ja Hitsaus Oy:n kone kuuluu, erikoisuus on koneen kyljestä ulosvedettävä leikkauspöytä, mikä liikkuu oman ovensa kautta.
Sen vuoksi kone myös sopii pajan lattialla huomattavan pieneen tilaan.
”Tämä tilaa säästävä vetolaatikkoratkaisu käy erityisen hyvin meille, koska tilaa käytössämme ei ole liiaksi. Kone sopii niin ulkoisen kokonsa kuin myös tehojensa puolesta hyvin tarpeisiimme”, sanoo Wesslin.
Kompakti paketti. Koneessa on ulosvedettävä leikkauspöytä, joka liikkuu koneen sivustan ovien kautta. Lattialla kone mahtuu ratkaisun myötä suhteellisen pieneen tilaan.
PLH:n Linc-Cut Drawer on tarkoitettu 1,5 x 3 m:n levyille. Leikkaustehoa koneessa on 6 kW.
Porissa uuteen koneeseen hankittiin mm. nestauksen tarpeisiin Lantek-ohjelmisto, sama mikä on plasmaleikkauskoneissakin. Se nopeutti osaltaan koneen käyttöottoa.
Uuteen laajennustilaan
Uusi oma kooltaan kompakti laser sijoittuu nyt uuteen laajennushalliin perinteikkään ja monessa mukana olleen porilaisyrityksen tontilla.
Töitä on runsaasti, ja niin uutta laseria kuin muitakin tuotantotarpeitaan varten yritys on muokannut tuotantonsa lisätilaksi tontillaan sijaitsevaa aiemman varastohallia, mihin hankittiin nyt laserinvestoinnin yhteydessä myös tehokasta teknologiaa ilmanvaihtoon.
Uuden tilan muokkaus jatkuu parhaillaan. Kohdepoiston tarpeisiin hankittiin myös vanhalle puolelle työpisteisiin nykyaikaisia imulaitteita.
Laseria varten yritys muokkasi tuotantokäyttöön aiemman varastohallinsa, mihin hankittiin samalla uutta teknologiaa savunpoistoon.
”Uusissa imukärsissä on ledivalo, mikä on pätevä lisävaruste. Valo kannustaa laitteiden käyttöön, kun niitä käytettäessä samalla työpisteessä näkyvyys paranee, Wesslin kertoo.
Muutaman viime vuoden aikana vahvassa vauhdissa ollut PLH suunnittelee parhaillaan tuoreen laajennustilan ja aiempien tilojensa yhdistämistä.
Se tuo jatkossa lisää varastotilaa ja mahdollistaa kulun tilasta toiseen sisätiloissa.
Vuonna 2025 Porin Levy ja Hitsaus teki noin 2,2 miljoonan euron liikevaihdon. Töissä on noin 20 henkilöä. Eteenpäin jatketaan myönteisissä merkeissä.
”Palvelemme pitkäaikaisena sopimusvalmistajana mm. kaivosteollisuuden konetoimittajia, ja sillä sektorilla on tunnetusti hyviä näkymiä. Vahvistamme kapasiteettiamme myös muilla toimialueilla”, Wesslin sanoo.
Schröder Group on uudistanut PowerBend Industrial -taivutuskoneensa. Puristuspalkin avautumiskorkeutta on kasvatettu 850 millimetriin, ja koneessa voidaan nyt käyttää jopa 400 mm korkeita työkaluja.
PowerBend Industrial on saatavana kahtena versiona: 4000 mm:n työpituudella jopa 5 mm:n teräslevyille sekä 3200 mm:n versiona, jolla voidaan taivuttaa 6 mm:n teräslevyjä. PowerBend Industrial lanseerattiin vuonna 2016
Uusi taivutuspalkki on entistä jäykempi ja sen voimanjako on optimoitu, mikä parantaa taivutustarkkuutta. Optimoitu kinematiikka esimerkiksi siirryttäessä positiivisista taivutuksista negatiivisiin lyhentää sykliaikoja ja parantaa taivutuksen laatua myös monimutkaisissa geometrioissa.
Myös taivutuspalkin työkalujen vaihtoon tarvittavat asetusaikojen on saatu merkittävästi lyhyemmiksi pikavaihtojärjestelmän ansiosta.
Uusi käyttöjärjestelmä
PowerBend Industrial on varustettu aiempaa energiatehokkaammilla ja dynaamisemmilla servokäytöillä. Joissakin koneen osissa on siirrytty vähemmän kuluvien komponenttien käyttöön, mikä alentaa huoltokustannuksia pitkällä aikavälillä. Lisäksi koneeseen on integroitu älykäs tuotantopalautejärjestelmä, jota voidaan hyödyntää automaatio- ja digitalisointihankkeissa teollisuus 4.0 -periaatteiden mukaisesti.
”Uudistettu PowerBend Industrial parantaa merkittävästi tuottavuutta erityisesti keskisuurissa ja suurissa tuotantomäärissä”, sanoo Schröder Groupin myyntijohtaja Thomas Ostermair. ”Taivutuslaatu on parantunut erityisesti vaativien materiaalien, kuten ruostumattoman teräksen ja lujuusterästen, osalta. Parempi energiatehokkuus ja huollettavuus alentavat myös käyttäjien käyttökustannuksia.”
Manuaaliset työvaiheet minimoitu
Manuaalisten työvaiheiden määrä on minimoitu vakiovarusteena olevan ylös–alas-liikkuvan taivutuspalkin sekä lisävarusteena saatavan imulevyvastimen ansiosta, joka toimii takavastimen jatkeena. Näiden teknologioiden yhdistelmä mahdollistaa levyn asettamisen vaakasuorassa olevaan taivutuspalkkiin ja sen kiinnittämisen imulevyvastimella.
Tämän jälkeen imulevyvastin asemoi levyn kaikkia saman puolen taivutuksia varten ilman lisätoimenpiteitä koneen käyttäjältä – ylös–alas-liikkuvan taivutuspalkin ansiosta, joka mahdollistaa sekä taivutuksen että vastataivutuksen.
Käyttömahdollisuuksia laajentavat entisestään toiminnot kuten säderadiustaivutus, joka mahdollistaa tarkan, vaiheittaisen sädetaivutuksen, sekä puristuspalkin hydraulinen kiinnitys ja LED-työkalupaikannin nopeita työkalunvaihtoja varten.
Tarvittaessa levyt voidaan syöttää ja asemoida myös koneen etupuolelta – käsittelytapa, jota käytetään laajasti kapeiden levyjen ja profiilien valmistuksessa. Tämän tehokkaan työskentelytavan helpottamiseksi PowerBend Industrial on varustettu kääntyvään varteen asennetulla kosketusnäytöllä. Suomen edustus: Tarivo Oy.
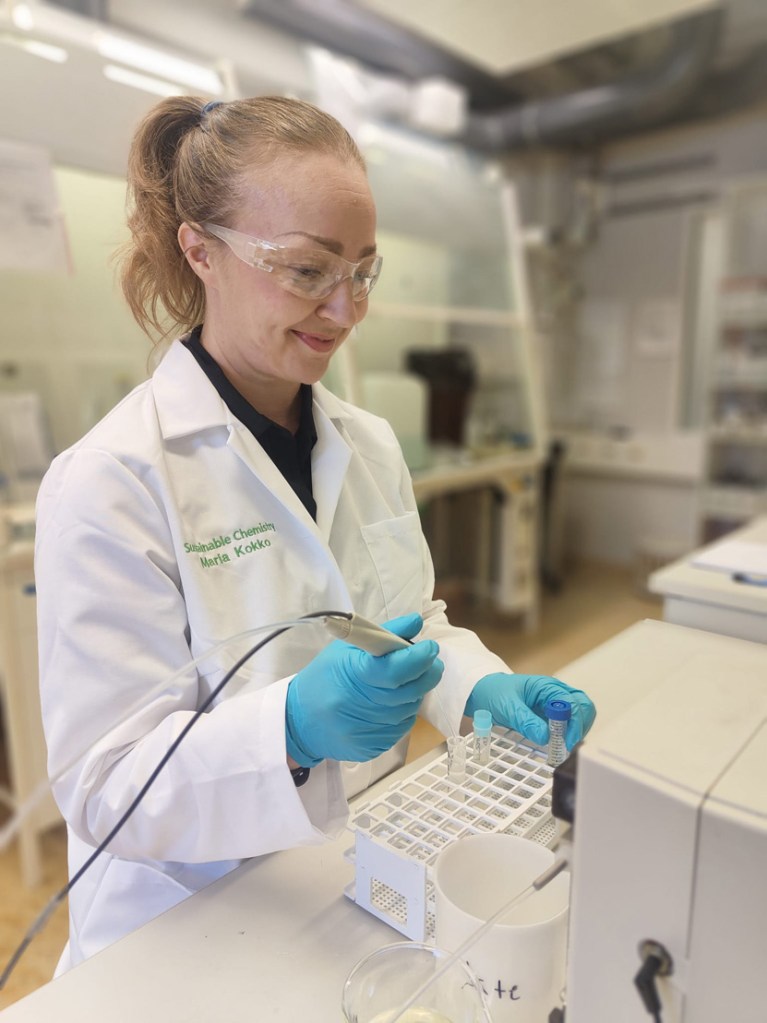
Vanadiini on alkuaine, jota käytetään teräs-, kemian- ja akkuteollisuudessa, ja se on luokiteltu kriittiseksi raaka-aineeksi Euroopan unionissa. Oulun yliopiston väitöstutkimus nostaa esiin pohjoismaisen terästeollisuuden piilevän mahdollisuuden: vanadiinin talteenoton hyödyntämättömistä sivuvirroista.
Vanadiini on hopeanvalkoinen metalli, joka esiintyy huoneenlämmössä kiinteänä. Vanadiinia käytetään erilaisissa teräksissä lujuutta ja kulutuskestävyyttä parantamaan, akku- ja energiateollisuudessa esimerkiksi virtausakuissa.
”Väitöstyö esittelee liuotusprosessin, jossa vanadiinia ja kalsiumia saadaan talteen teräskuonasta matalissa lämpötiloissa”, sanoo väitöskirjatutkija Maria Kokko. Kuva: Minja Korhonen / Oulun yliopisto
Teräskuonat tärkeitä lähteitä
Vanadiinia esiintyy maankuoressa yleisesti, mutta hajaantuneena.
Rautamalmin mukana vanadiinia päätyy terästehtaisiin ja teräksenvalmistuksen jälkeen teräskuonaan eli sivuvirtaan. Teräskuonat ovatkin vanadiinin tärkeimpiä lähteitä. Esimerkiksi Kiina on merkittävä teräksen ja myös vanadiinin tuottaja, jolla on massiiviset tuotantoketjut. Eurooppa on riippuvainen harvoista kriittisten raaka-aineiden, kuten vanadiinin, tuottaja-alueista.
Pohjoismaissa terästeollisuuden sivuvirroista vanadiinia ei vielä hyödynnetä, vaikka vanadiinipitoisesta rautamalmista jää teräksenvalmistuksen menetelmien ansiosta vanadiinia teräskuonaan. Suomessa on viime vuosina ollut suunnitteilla vanadiinin talteenottolaitos Poriin.
Vähemmän energiaa kuluttava prosessi
Nykyiset maailmalla käytetyt vanadiinin talteenottomenetelmät sisältävät korkean lämpötilan ja energiasyöpön prosessivaiheen, jossa kuona täytyy ensin pasuttaa jopa 900 asteen lämpötiloissa. Tämä muuttaa vanadiinin liukoisempaan muotoon.
”Tämä ei kuitenkaan ole tarpeen, kun pohjoismaisesta teräskuonasta otetaan talteen vanadiinia”, kertoo menetelmää väitöskirjassaan kokeillut ja testannut Maria Kokko Oulun yliopistosta. ”Pohjoismaisessa teräskuonassa vanadiini on jo liukenevammassa muodossa, eikä sitä tarvitse ensin hajottaa kovissa lämpötiloissa, vaan siirtyä suoraan liuotusvaiheeseen, joissa tarvittava lämpötila on matala, noin 60 astetta. Kevyempi prosessi kuluttaa vähemmän energiaa.”
”Väitöstutkimus esittelee kiertotaloutta edistävän ja ympäristöystävällisen prosessin, jonka avulla vanadiinia voidaan ottaa talteen ilman korkealämpöisiä vaiheita. Tulokset raivaavat tietä Euroopan omavaraisuudelle kriittisissä raaka-aineissa”, toteaa väitöskirjan ohjaaja, dosentti Janne Pesonen Oulun yliopistosta.
Uusi talteenottoprosessi etenee kahdessa liuotusvaiheessa. Ensin otetaan talteen kalsium, mikä helpottaa vanadiinin talteenottoa. Toisessa liotusvaiheessa vanadiini erotetaan liuoksesta suoraan ilman ylimääräisiä kemiallisia käsittelyjä.
Väitöstutkimuksen keskeiset tulokset:
Yksinkertainen ja ympäristöystävällinen prosessi tarjoaa suuria mahdollisuuksia vanadiinin talteenottoon nykyisestä pohjoismaisesta terästeollisuuden kuonasta,
Kalsiumin talteenotto ennen vanadiinin liuotusta lisää kuonan hyödyntämismahdollisuuksia teollisuudessa,
Prosessi mahdollistaa prosessiliuosten kierrätyksen, mikä vahvistaa kiertotalouden toteutumista,
Lähes vastaavat tulokset saavutettiin myös fossiilivapaan teräksen uudenlaiselle kuonalle.
Tutkimukset toteutettiin laboratoriomittakaavassa eri tutkimusprojekteissa, läheisessä yhteistyössä yrityskumppaneiden kanssa. ”Jatkotutkimuksena haluan kehittää vanadiinin liuottimien kierrättämistä ja palauttamista takaisin uuden vanadiinin liuotusvaiheeseen”, väitöskirjatutkija Kokko sanoo. Väitöstyötä on rahoittanut Teknologiateollisuuden 100-vuotissäätiön Metallinjalostajien rahasto. Kemian alaan kuuluva filosofian maisteri Maria Kokon väitöskirja Recovery of vanadium from metallurgical industry side streams – leaching and crystallization studies (Vanadiinin talteenotto teollisuuden sivuvirroista
Sandvik Coromant on julkaissut neljä parannettua terägeometriaa, jotka ovat saatavilla sen CoroCut 2- katkaisu- ja uranjyrsintäratkaisulle. GC1220 on valmistajan uutta teknologiaa pallgrafiittivaluraudan jyrsintään.
Uusi terägeometriasisältää nikkelipohjaisille HRSA-materiaaleille tarkoitetun hiotun muotojyrsintägeometrian -RO ja kolme päivitettyä irtikatkaisugeometriaa -CF, -CS ja -CR. Niiden etuja ovat muun muassa tappien ja jäysteiden väheneminen sekä parempi särmälinjan laatu.
CoroCut 2 soveltuu moniin eri käyttökohteisiin ja on suunniteltu parantamaan tuottavuutta sekä vähentämään energiankulutusta ja materiaalihävikkiä. Uutuudet vahvistavat valikoimaa entisestään geometrioilla, jotka on räätälöity vaativien materiaalien muotojyrsintään ja irtikatkaisuun.
Uutuudet vahvistavat valikoimaa entisestään geometrioilla, jotka on räätälöity vaativien materiaalien muotojyrsintään ja irtikatkaisuun.
Neljä uutta terägeometriaa
Nikkelipohjaisten HRSA-materiaalien viimeistelyyn ihanteellisesti sopiva hiottu muotojyrsintägeometria -RO on nyt päivitetty CoroCut 2 ‑valikoimaan. Uudet laadut ja vakauttava kiskokiinnitys parantavat kulumiskestävyyttä ja mittatarkkuutta, mikä mahdollistaa tiukat toleranssit ja tasaisen pintalaadun. ”-RO-geometria on ollut pitkään CoroCut 1-2 ‑ratkaisun suosituin terä terävän särmän, tiukkojen toleranssien ja erinomaisen särmälinjan laadun ansiosta, mikä on ratkaisevan tärkeää vaativissa ilmailuteollisuuden komponenteissa”, sanoo Jenny Claus, joka on Sandvik Coromantin katkaisun ja uranjyrsinnän tuotepäällikkö.
Lisäksi saatavilla on kolme parannettua tai valikoimaan juuri lisättyä irtikatkaisugeometriaa:
Geometria -CF: Positiivinen, kevyesti lastuava geometria, joka on päivitetty CoroCut 2 ‑laaduilla ja patentoidulla Flashlight-teknologialla, mikä takaa pienet lastuamisvoimat ja erinomaisen särmälinjan laadun
Geometria -CS: Hiottu geometria, jonka etukulma ja terävä särmä minimoivat tapit ja jäysteet ja jossa on vakautta entisestään parantava kiskokiinnitys
Geometria -CR: Monipuolinen geometria uudella etukulmalla, joka vähentää tappeja ja jäysteitä monenlaisissa materiaaleissa – ihanteellinen, kun tarvitaan vahvaa särmää.
CoroCut 2 ‑valikoima sisältää työkaluja ja teriä irtikatkaisuun, ulko- ja sisäpuoliseen uranjyrsintään, aksiaalipistoon ja muotojyrsintään – rouhinnasta viimeistelyyn. Ne on suunniteltu käytettäväksi kaksisärmäisten terien kanssa kaikissa ISO-materiaaleissa ja -käyttökohteissa. Kyseessä on siis monipuolinen, vastuullinen ja kustannustehokas työkaluratkaisu nykypäivän tuotantoympäristöjen tarpeisiin.
Sandvik Coromantin uusiin julkaisuihin kuuluu myös uusi pallografiittivaluraudalle tarkoitettu kääntöteräinen jyrsintälaatu GC1220
Uusi jyrsintälaatu pallografiittivaluraudalle
Sandvik Coromantin uusiin julkaisuihin kuuluu myös uusi pallografiittivaluraudalle tarkoitettu kääntöteräinen jyrsintälaatu GC1220. Uutuus on suunniteltu varmistamaan suorituskykyä, luotettavuutta ja tehokkuutta uudella pinnoitusteknologia: mukana on monitasoinen PVD-nanopinnoite, joka on kehitetty Zertivo-pinnoitusprosessilla.
Valmistajan mukaan GC1220 on kehitetty vastaamaan suurimpiin valuraudan koneistushaasteisiin. Se on kestävä abrasiivista kulumista ja lämpöhalkeilua vastaan niin märissä kuin kuivissa olosuhteissa, mikä tekee koneistuksesta vakaata ja varmaa myös vaativimmissakin olosuhteissa.
PVD-tuotantoteknologia Zertivo vahvistaa GC1220:n ominaisuuksia, monitasoinen nanopinnoite, TiAlN:n ja TiSiN:n yhdistelmä, parantaa sekä särmälinjan lujuutta ja kulumiskestävyyttä, joiden välillä perinteisissä laaduissa yleensä tingitään.
”GC1220 soveltuu kaikkiin pallografiittivaluraudan jyrsintäkohteisiin kevyestä rouhinnasta viimeistelyyn sekä märissä että kuivissa olosuhteissa”, kertoo Sandvik Coromantin laatujen globaali tuotepäällikkö Wayne Mason.
Masonin mukaan uusi valuraudan jyrsintälaatu perustuu samaan innovaatioon kuin teräkselle tarkoitettu GC1230-jyrsintälaatumme. ”GC1220 lisää valuraudan koneistuksen suorituskykyä edistyksellisellä fysikaalisella kaasufaasi- eli PVD-pinnoitteella ja vankalla suorituskyvyllä vaativissa olosuhteissa ”, Mason jatkaa.
Kevyeen rouhintaan ja viimeistelyyn optimoitu GC1220 sopii monenlaisiin käyttökohteisiin yleisestä koneistuksesta haastavampiin tehtäviin, kuten neliökulmien jyrsintään, valukappaleiden muotojen hakkaavaan käsittelyyn, pintarakenteisiin ja monimutkaisten työkaluratojen käyttöön. Se sopii pallografiittivaluraudalle (K3), ja sitä voidaan käyttää myös tako- ja harmaavaluraudoille (K1/K2). Se toimii sekä märissä että kuivissa olosuhteissa ja soveltuu eri teollisuudenaloille ja eri komponenttimuodoille. http://www.sandvik.coromant.com
Bystronic on allekirjoittanut sopimuksen yhdysvaltalaisen Coherent Inc.:n Tools for Materials Processing-liiketoimintayksikön ostamisesta.
Yritysoston myötä Bystronic ilmoittaa laajentavansa toimintaansa kasvaville markkinoille, kuten lääketieteen alueen laitteisiin, puolijohteisiin ja yleiseen valmistavaan teollisuuteen.
Lisäksi Bystronicin tuotevalikoima kasvaa uusilla lasersovelluksilla liittyen mm. mikromateriaalien käsittelyyn, merkintään ja poraustoimintoihin.
Tools for Materials Processing -yksikö toimii Gilchingissa Saksassa.
Yritysoston myötä Bystronic saa myös käyttöoikeudet Rofin-brändiin. Sen liiketoiminta yhdistetään uuteen Bystronic Rofin -yksikköön. Yrityksen mukaan Bystronic Rofinin laserteknologiat mahdollistavat materiaalikirjon käsittelyn metallista, lasista ja keramiikasta polymeereihin ja orgaanisiin materiaaleihin. Hankinta tuo synergiaetuja hankinnassa ja vahvistaa tutkimus- ja tuotekehitysosaamista.
”Tools for Materials Processing -liiketoimintayksikön yritysoston myötä laajennamme toimintaamme sovelluksiin houkuttelevilla kasvumarkkinoilla. Yritysosto sopii meille erinomaisesti niin teknologian kuin yrityskulttuurinkin näkökulmasta”, toteaa Bystronicin toimitusjohtaja Domenico Iacovelli.
Noin 400 työntekijän Tools for Materials Processing -liiketoimintayksikön vuosittainen liikevaihto on noin 100 miljoonaa Yhdysvaltain dollaria. Pääkonttori sijaitsee Gilchingissä, lähellä Müncheniä Saksassa.
Kuva ylhäällä: ExactWeld 410. Kompakti kuitulaser-mikrohitsausjärjestelmä CNC-liikeohjauksella mahdollistaa tarkat ja toistettavat laserhitsausprosessit myös monimutkaisilla geometrioilla.