Sujuvaa syyskuuta! Konekuriirin numero 7/2023 on ilmestynyt. Syyskauden ensimmäinen numero tarjoaa tuhdin paketin uutta teknologiaa ja investointiartikkeleja mm. Turusta, Kotkasta, Porvoosta ja Joensuusta. Syksyn messuja alustetaan monin tavoin. Lue Konekuriiri – Konepajateollisuuden kiinnostavimmat uutuudet sekä tuoreet uutiset tässä ja nyt.
Eskomatic Oy jatkaa vahvoin ottein tuotantonsa kehittämisen ja investointien tiellä. Vasta-asennettu Nakamura-Tomen JX-250W-monitoimisorvi on tuorein esimerkki talon panostuksista uuteen teknologiaan. Kone on samalla valmistajan uuden mallin ensiasennus Suomeen.
Kun suomalaisen metallin alihankintateollisuuden innovatiivisista kasvuyrityksistä on puhe, turkulainen Eskomatic kuuluu tiiviisti joukkoon.
Vaativaa ja monimuotoista koneistusta tekevä, perinteensä 1970-luvulle ulottava toisen polven perheyritys menestyy osaamisella, laadulla ja toimitusvarmuudella sekä toki pätevällä teknologialla.
Sen myötä, maailman kriiseistä ja haasteista huolimatta, vuodet ovat sujuneet vahvan kasvun merkeissä. Juuri päättyneellä tilikaudellaan yritys kirjasi 12 miljoonan euron liikevaihdon.
”Hyvä kannattavuus ja 10 prosentin vuosittainen kasvu kuuluvat jatkossakin tavoitteisiimme. Luotamme jatkon näkymiimme vahvasti. Uusia leadeja ja kehityskulkuja on rakenteilla runsaasti”, kertoo toimitusjohtaja Pauli Eskola.
Intohimoista kehitystä
Eskomatic tunnetaan intohimoisesta suhtautumisestaan tuotannon kehittämiseen ja tehostamiseen. Se näkyy monissa asioissa yrityksen toiminnassa, eikä vähiten aktiivisessa, uusia ratkaisuja etsivässä suhtautumisessa uuteen teknologiaan ja automaatioon.
Tiivistä ja selkeää työtilaa. Eskomaticilla on käytössään yli 40 konetta ja laitetta eri tarkoituksiin.
Yritys on aina ollut ahkera investoija.
Kaikkiaan työstökoneita on käytössä yli 40, ja niistä monet edustavat uusinta teknologiaa.
”Ajanmukainen teknologia on kilpailukyvyn edellytys. Investoimalla uusiin työstökoneisiin tehostamme toimintojamme ja kehitämme samalla uusia työmenetelmiä, työkaluja sekä henkilöstön osaamista.”
”Itse suhtaudun kehitysasioihin sammumattomalla mielenkiinnolla. Tavoitteenamme on olla alan yrityksistä parasta kansallista tasoa niin kalustoltamme, henkilöstöltämme ja tuotantotiloiltamme kuin toiminnaltammekin ja tätä kautta luotettava ja ensisijainen kumppani asiakkaillemme.”
”Teemme vaativaa koneistusta, mutta tiedostamme mainiosti, että kentällä toimii meidän lisäksemme muitakin korkeatasoisia toimijoita. Kentässä erottautumiseen on kilpailukyvyn osatekijöiden oltava kunnossa ja toiminnan laatu ulospäin näkyy tietenkin monista asioista. Sen näkee niin tuotteista, toiminnoista kuin vaikkapa työtilojen siisteydestä ja järjestelmällisyydestä. Kaikki ne ovat tärkeitä asioita”, Eskola tiivistää.
Kärjet kuhunkin tarkoitukseen
Eskomaticin palvelutarjontaa ovat mm. monitoimisorvaus, pitkäsorvaus, koneistus työstökeskuksilla sekä myös koordinaatti- ja videomittaus ja kehitystyötä sekä investointeja on viime vuosina tehty aktiivisesti kaikille talon tuotannon alueille.
Monimuotoiset koneistukset kuuluvat Eskomaticin erikoisosaamiseen. Pauli Eskola esittelee kolmerevolverisella Nakamura-Tomella tehtyä tuotetta
”Hankimme markkinoilta koneita ja laitteita eri valmistajilta. Ohjaavana tekijänä on hankkia kärkiteknologiaa kuhunkin sektoriin ja työtehtävään.”
Sen mukaan eri konemerkkejä talossa on paljon. Monitoimisorvauksen alueella keskeinen konemerkki on ollut kauan japanilainen Nakamura-Tome.
Eskomaticin tuotannossa on kaikkiaan nyt jo kymmenen Nakamura-Tomea ja niistä lukumääräisesti edustetuin konetyyppi talossa on NTY3 eri kokoluokkiin. Niistä uusin eli kolmella revolverilla ja kahdella karalla työskentelevä NTY3-150 saapui yrityksen käyttöön Konepajamessujen kautta tänä keväänä. Uutta konekantaa edustaa myös tuore WY-150 tangonvaihtomakasiinilla.
”Nopeus ja tahtiaikojen tiivistäminen usein samanaikaisin toiminnoin on ohjannut sorvi-investointeja. Nakamura-Tomen koneita kehitetään aktiivisesti ja tehdas kuuntelee herkällä korvalla myös käyttäjäkuntaa. Nimenomaan tämän tyyppisestä koneiden ominaisuuksia eteenpäin vievästä yhteistyöstä olen itsekin ollut vuosien mittaan usein erittäin otettu. Kun pakettiin yhdistyy maahantuojan Lindbergin osaaminen, on kasassa vahva kokonaisuus. Maahantuojan palvelu eri osa-alueineen huolloista varaosiin on aina erittäin keskeinen tekijä koneasioihin liittyvän yhteistyön onnistumiselle”, sanoo Pauli Eskola.
Kone on japanilaisvalmistajan uusi monitoimisorvimalli kahdella karalla, yläpuolisella jyrsinpäällä ja työkalumakasiinilla sekä kahdella alapuolisella, pyörivin työkaluin ja Y-akselein varustetulla työkalurevolverilla.
Vahva paketti uusin ominaisuuksin
Myös uusin talon monitoimisorvi on Nakamura-Tome, valmistajan tuore JX-250.
Kesällä käyttöön asennettu kone on uusi monitoimisorvimalli kahdella karalla, yläpuolisella jyrsinpäällä ja työkalumakasiinilla sekä kahdella alapuolisella, pyörivin työkaluin ja Y-akselein varustetulla työkalurevolverilla. Samalla kyseessä on mallinsa ensiasennus Suomeen.
Kone on tarkoitettu monipuoliseen suursarjatuotantoon laippa- ja akselitöissä ja sen ominaisuuksiin kuuluu useitakin tuotantoa tehostavia näppäriä piirteitä, kuten kompaktit ja siten koneistustilan koon rajoituksia minimoivat, mutta samaan aikaan tehokkaat jyrsinpää ja työkalurevolverit.
Nopeaa tuotantoa tukee osaltaan alarevolverien nopea työkalunvaihtoautomatiikka.
Rakenne on muutenkin tehty takaamaan nopeat ja tarkat työt. Kaikki liikkuvat yksiköt liikkuvat omilla johteillaan, joten kappaleen siirto karalta toiselle tapahtuu ilman, että työkalurevolverin pitää väistää alta pois. Koneella voidaan ajaa tehokkaasti esim. jyrsintöjä ja rouhintasorvausta samaan aikaan viimeistelysorvauksen kanssa ilman, että viimeistelypintaa jää värinäjälkeä.
Nopeutta ja tehokkuutta. Harvemmin toteutettuina ratkaisuna kone on varustettu portaalipanostajalla.
Tukevuutta lisää osaltaan se, että jyrsinkara asennettu valupilarille, joka liikkuu kokonaisuudessaan Z- ja Y-akseleiden suunnassa. Alarevolvereissa värinää ehkäistään puolestaan Y-akselin liukujohteilla, muuten kone on lineaarijohteinen. Myös työkalumakasiini on tukevalla valurautaisella alustallaan.
”Haimme uutta ratkaisua laippamaisten kappaleiden aihiokoneistukseen ja tämä malli uusine ominaisuuksineen tuli markkinoille siihen saumaan sopivasti. Kone kiinnitti ominaisuuksiltaan huomiota ensiesiintymisessään viimeisimmässä Hannoverin EMO:ssa. Kun kone oli lisäksi mahdollista automatisoida vahvakapasiteettisella portaalipanostajalla, mikä on ratkaisuna varsin ainutlaatuinen, itse asiassa tehtaallekin uniikki, oli paketin hankinta selvä. Tehdas räätälöi kokonaisuuden tarpeisiimme sopivaksi eli kappalehalkaisijoiden osalta 70-240 mm:n käsittelykokoluokkaan. Mainio kokonaisuus, mikä vie tuotantoamme eteenpäin”, Eskola sanoo.
Suora linja oppilaitoksista tuotantoon
Nakamura-Tomet ovat viime vuosina laajentaneet Eskomaticin mahdollisuuksia monitoimisorvauksessa, mutta talon kapasiteetti on laajentunut samalla monilta muiltakin osin.
Talon Palletech-järjestelmää laajennettiin muutama vuosi sitten jälleen yhdellä vaakakaraisella Mazakilla. Samoin viisiakselisen koneistuksen kapasiteetti on hiljattain laajentunut yhdellä DMG Morin DMP 70-mallilla. Nyt näitä nopeita koneita on rivissä neljä kappaletta.
Järjestys se olla pitää, ja se näkyy hyvin Eskomaticin työtiloissa. Selkeä avohyllyratkaisu on toimivaksi koettu ratkaisu työkalujen ja varusteiden säilytykseen ja hallintaan.
Yhtä uutta aluevaltausta talon tuotantokapasiteetissa edustaa kaksi yhteistyörobottia, ne ovat yksi osoitus talon suuntauksesta automaation kehittämiseen eri muodoissaan.
Koneet eivät tietenkään toimi ilman pätevää henkilökuntaa, joten henkilöstöpanostus uusiin ammattilaisiin ja toisaalta mm. työtyytyväisyyteen on investointien ohessa ollut Eskomaticilla viime vuosien keskeistä ydintoimintaa. Yritys tekee yhteistyötä turkulaisten oppilaitosten kanssa ja opiskelijoiden kannalta hyvin suora linja toimii oppilaitoksista Eskomaticin tuotantoon. Eskomatic Academy puolestaan varmistaa henkilökunnan taitotasoa ja pätevyyttä mittaamisen alueella.
”Henkilöstöpula on alalla todellinen ja haastava ilmiö, ja sitä olemme jo pitkään pyrkineet omine ratkaisuinemme aktiivisesti kampittamaan. Sen myötä ongelmia ei henkilökunnan riittävyyden suhteen ei yrityksen nopeasti kasvaessakaan juuri ole ollut. Kehitystyö jatkuu”, Pauli Eskola sanoo.
Eskomatic Oy on tuttuun tapaan mukana osastollaan syyskuun Alihankinnassa. Myös EMO-messuille Hannoveriin on jälleen reissu ohjelmassa.
Älykkääseen konepajateknologiaan ja elinkaaripalveluihin erikoistuneen Vossi Groupin edustamat päämiehet esittelevät runsaasti uutuuksia 18.-23.9. EMO-messuilla Hannoverissa.
GROBilta uusi konemalli
Saksalainen työstökonejätti GROB esittelee uuden päivitetyn konemallin G720F sekä automaatioratkaisuja osastollaan 12/B12.
Esittelyssä on mm. vaakakarainen 5-akselikeskus G552T sorvaavalla pöydällä yhdistettynä PSS-R900 palettimakasiiniin, TM lisätyökalumakasiinin ja AGV-vaunuun, G150 vaakakarainen 5-akseli yhdistettynä kompaktiin GRC12-robottisoluun sekä G440 vaakakarainen 4-akseli yhdistettynä PSS-R1800 palettimakasiiniin.
Itävaltalaisen EMCO esittelee mm. High Performance -version HYPERTURN 65 POWERMILL jyrsinkarallisesta monitoimisorvista, jossa on vesijäähdytteiset integroidut pää- ja vastakaramoottorit 29 (37) kW / 250 (360) Nm / 5 000 1/min / Ø 65 (76, 95) mm. Jyrsinkaran (12 000 1/min, 22 kW, HSK-T63) Y-akseli +120/–100 mm ja B-akseli +/– 110 °. Kaksi BMT55P-alarevolveria, joissa yhteensä 24 kpl pyörivien työkalujen paikkaa (30/20 Nm ja 10/8 kW) sekä Y-akselit +/– 50 mm. Työkalumakasiinissa 40 tai 80 työkalua. SIEMENS Sinumerik ONE -ohjaus.
EMCO kahdella osastolla
Itävaltalainen EMCO on mukana messuilla peräti kahdella osastolla: Osastolla 13/B70 esitellään EMCO järeitä portaalijyrsinkoneita (X/Y/Z=28.500/7.000/2.500 mm) ja pylväsmallisia RAM-jyrsinkoneita.
Koneisiin on tarjolla 5-akselia kulmapäitä aina 70 kW, 1.000 Nm ja 24.000 rpm. Toisella osastollaan 8/A54 EMCO esittelee jyrsinkarallisia B-akselisorveja sekä reukkusorveja sekä pystykaraisia 5-akselikeskuksia.
3D-metallitulostusta järeään kokoluokkaan
Saksalainen 3D-metallitulostinvalmistaja SLM Solutions esittelee osastollaan 9/F01 jauhepetilaser-teknologiaan perustuvia 3D-metallitulostimia aina kokoluokkaan 1×1 m kasvatusalustalla ja kasvatuskorkeutta on saatavissa 1,5 m asti ja 12 kpl 1kW lasereita.
Tshekkiläinen Fermat esittelee osastollaan 13/A41 suosittuja jyrsin- ja avarruskoneita sekä pyöröhiomakoneita. Koneet on varusteltavissa erittäin monipuolisesti huipputoiminnallisuuksin monipuoliseen, tehokkaaseen ja automaattiseen työskentelyyn.
Italialainen CNC-sorvivalmistaja Biglia esittelee osastollaan 17/D61 uutta kompaktia sorvauskeskustaan BMX45-Y2 kahdella Y-akselilla, joka on päivitetty versio suositusta B438 Y2 -mallista. vossi.fi/emo23
Trumpfin uutuuksia on itseohjelmoiva kaarihitsausrobotti, missä älykäs anturi mahdollistaa hitsauspisteiden ja siten hitsauspolun määrittämisen automaattisesti.
Robotti hyödyntää Trumpfin uutta älykästä saumanseurantatekniikkaa, mikä on kehitetty yhteistyössä Fraunhofer Institute for Manufacturing Engineering and Automation IPA:n kanssa. ”Kyseessä on periaatteessa tapa, jolla hitsausrobotti ohjelmoi itsensä. Käyttäjille tämä tarkoittaa helppoa siirtymistä automatisoituun kaarihitsaukseen sekä kilpailuetua”, sanoo Trumpfin tutkimus- ja kehityspäällikkö Sven Klingschat. Hitsauspolttimen päähän sijoitettu anturi laskee automaattisesti kappaleen hitsauspolun.
Valmis töihin sekunneissa
Perinteisissä hitsausroboteissa on ohjelmoitava uusi hitsauspiste ohjelmistoon aina, kun robotin halutaan vaihtavan suuntaa. Tämä vie aikaa varsinkin kappaleilla, joissa on paljon kaarevia tai kulmia. Uutuus tekee nyt prosessista yksinkertaisen. Käyttäjä asettaa hitsausrobotin aloitusasentoon ja tämän jälkeen robotti määrittää hitsausreitin automaattisesti anturin avulla. Järjestelmäohjelmisto laskee hitsauspisteet ja luo sen myötä hitsausohjelman.
”Koko prosessi kestää sekunteja, jopa monimutkaisten osien, kuten spiraalikaarien, kohdalla, eikä se vaadi tuotantotyöntekijöiltä erikoisosaamista”, Klingschat sanoo.
Vähemmän romua ja vakaampi prosessi
Älykäs saumanseuranta sopii monenlaisiin hitsaustöihin sekä toki helpottaa töitä.
Robotin kyky korjata hitsauspolkuaan automaattisesti vakauttaa prosessia ja yksinkertaistaa myös tiukempien toleranssien käsittelyä ja vääntymisen tai vääristymisen käsittelyä. Trumpfin mukaan uutuus soveltuu automaation eduista kiinnostuneille yrityksille ja erityisen hyödyllinen se on valmistajille, jotka hitsaavat suuria ja monimutkaisia osia. Räätälöidyn hitsauspolun luominen jokaiselle yksittäiselle osalle vahvistaa myös tuotannon jatkuvaa korkeaa laatua. Uutuus on jatkossa mukana TruArc Weld 1000 -kaarihitsauskoneissa. Se voidaan myös jälkiasentaa olemassa oleviin TruArc Weld -järjestelmiin.
Trumpfin mukaan uutuus esitellään tarkemmin yleisölle liitos-, leikkaus- ja pinnoitusteknologian Schweissen & Schneiden -messuilla Saksassa. Trumpfin Suomen edustaja on TruTekniikka.
Teollisuuden palveluksessa robotiikka ja automatisaatio ovat olleet jo pitkään. Robotiikan kehitysaskelia, nykyaikaa ja tulevaa luotaa tiiviissä paketissa Teollisuuden robotiikka. Siinäpä kesälukemista moneen käyttöön.
Teollisuuden robotiikka on Suomen Robotiikkayhdistys ry:n julkaisu ja se luotaa robotiikan ja automaation teknologiaa useista näkökulmista, käy läpi alan kehitystä, nykysovellutuksia ja alan tulevaisuutta ja mahdollisuuksia. Teos on samalla päivitys vuonna 1999 -julkaisun Robotiikka -kirjasta, minkä käsikirjoitusta on käytetty myös uuden teoksen pohjana.
Teoksen kirjoittajina on laaja otos alan ammattilaisia, yli kolmekymmentä kirjoittajaa. Keväällä julkaistusta kirjasta on nyt jo toinen painos menossa.
”Kirjan suosio pääsi itse asiassa yllättämään, vaikka yritimme ennakkotilauksen markkinoinnilla haarukoida kysyntää. Ajattelimme, että kirja tulee pääasiassa leviämään digitaalisena versiona, mutta painettua onkin mennyt yllättävän hyvin. Teollisuudesta on tullut paljon pyyntöjä tarjota sama sisältö myös englanniksi, joten se on nyt valmisteilla”, kertoo varapuheenjohtaja Arto Liuha Suomen robotiikkayhdistyksestä.
”Teollisuusrobotiikan ilosanomaa”
Kirjan näkökulmiin kuuluu alan taustan ja yleisesittelyn lisäksi käydään läpi lukuisia erilaisia sovellutuksia eri alueille, yksi on tietenkin konepajateollisuus.
Eri sovellutusten lisäksi teoksessa on mukana osiot robotisoinnista projektina, elinkaareen liittyviä asioita ja mm. turvallisuutta, rakennetta, oheislaitteita ja työkaluja. Tämän päivän teemoja ovat aistijärjestelmät ja kommunikointi, konenäköä, tietenkin ohjelmointia, sekä simulointia ja mallipohjaista etäohjelmointia.
”Kirjan tavoitteena on levittää teollisuusrobotiikan ilosanomaa ja laskea kynnystä teollisuusrobotiikan pariin hakeutumiselle. Sitä voi lukea omaksi huvikseen parantaakseen yleissivistystä, siitä voi hankkia taustatietoja, jos suunnittelee teollisuusrobotin hankintaa tai sitä voi toki myös käyttää oppikirjana, jos vaikka aikoo hankkia teollisuusrobotiikan osaamista ja kenties työllistyä alalle. Pohjatietoja ei juurikaan tarvita, vaan kiinnostus tekniikkaan riittää. Kaikki termit pyritään selittämään kirjassa ja teksti on yritetty tehdä mahdollisimman ymmärrettäväksi yleiskieleksi. Siinä auttoi päätoimittajien tuleminen teollisuusrobotiikka-alan ulkopuolelta”, kertoo Liuha.
Digitaaliset jatkot
Kirja on alan perustietopaketti ja se päivittyy internetissä. Kirjalla on digitaaliset jatkot osoitteessa teollisuudenrobotiikka.fi.
”Sinne on kerätty lisämateriaalia, joka täydentää kirjan sisältöä. Esim. siellä on sovellusesimerkkivideoita, joita teimme kirjaprojektin yhteydessä. Olemme juuri käynnistämässä kirjalle jatkoprojektia, jossa näitä sovellusesimerkkivideoita tuotetaan lisää. ”
”Lisäksi teemme kirjalle muuta digitaalista lisämateriaalia, kuten luentokalvot ja simulaatioympäristöissä ajettavia valmiita robottisolumalleja sekä niihin liittyviä ohjelmointiharjoituksia. Käännämme kirjan myös englanniksi. Aina kun tuotamme lisää kirjaan liittyvää materiaalia, ne tulevat ensin teollisuudenrobotiikka.fi sivustolle tarjolle ja jos nähdään tarpeelliseksi, niin päivitetään ne myös kirja sisältöön.
”Meillä on nyt kirjasta digitaaliset materiaalit olemassa, joten (Ellibsin kautta jaeltavaa) digitaalista versiota voidaan päivittää helposti. Painettu versio sitten seuraa jollain viiveellä digitaalista versiota”, sanoo Liuha.
Lisämateriaalia digitaaliseille jatkoille
Robotiikka kehittyy koko ajan ja monta ajankohtaista kehityskulkua on kirjassa mukana.
”Nykyisessä teollisuusrobotiikassa korostuvat ihmisen ja robotin välinen yhteistyö ja siten turvallisuus ja helppo-ohjelmointi, simulointiympäristöt ja niissä tapahtuva ohjelmointi sekä ympäristön havainnointi erityisesti konenäöllä. Nämä teemat on kattavasti kuvattu kirjassamme”, kertoo Liuha.
”Jatkoprojektissa on tarkoitus tutkia koneälysovellusten käyttöä ja kirjoittaa niistä löydöksistä artikkeleita ja kunhan tekoälyllä ohjelmointi saadaan toimimaan, niin toki se sitten lisätään kirjaankin. Juuri nyt se ei vielä ole asian ytimessä, mutta on hyvää lisämateriaalia digitaalisille jatkoille”, Liuha sanoo.
MTC Flextek järjesti toukokuulla Open House-konenäyttelyn tiloissaan Nurmijärvellä. Demojen painopisteessä olivat varsinkin yhteistyörobotiikka ja sen sovellutukset, mutta monenlaista muutakin oli esittelyssä.
Työstökoneita, ruiskuvalukoneita, robotiikkaa, palveluita ja näistä rakennettuja kokonaisuuksia tarjoava MTC Flextek Oy toimii sekä Pirkkalassa että Nurmijärvellä, paikallinen huolto lisäksi usealla paikkakunnalla Suomessa. Nurmijärven tilat keskittyvät robotiikan alueelle, paikan päällä tehdään asennuksia ja robotiikan alueen testejä ja paikalla järjestetään myös koulutuksia omassa erillisessä koulutustilassa, jossa on kolme robottia oppimisympäristöstä.
Robotit ovat Fanuceja, joiden integraattori MTC Flextek on.
Toukokuulla paikalla pidettiin tilaisuus, missä esiteltiin uutta alan laitetarjontaa ja mahdollisuuksia. Varsinkin yhteistyörobotiikan alueen sovellutukset olivat esillä.
Antton Stolt esitteli yhteistyörobotiikan käyttöä hitsausyksikössä.
Yhteistyörobotiikan sovelluksia
Yhteistyörobotit ovat tulleet teollisuuden palvelukseen melkoisella vauhdilla viime vuosikymmeneltä lähtien, ja sovelluskirjo laajenee.
Yhteistyöroboteista, joita myös coboteiksi kutsutaan, on apua monessa, etuihin kuuluu se, että yhteistyörobotit voivat tehdä töitä samoissa tiloissa ihmisten kanssa eikä aitoja niiden ympärille tarvita. Lisäksi niiden liikuttelu käy helposti ja lisäksi usein ohjelmointi tehdään opettamalla tai johdattamalla.
Nämä seikat korostuivat näissä laitteissa myös yhteistyörobotiikan etuihin keskittyvässä tapahtumassa Nurmijärvellä. Mukana yhtenä kiintopisteenä tapahtumassa nähtiin mm. ratkaisu, jossa yhteistyörobotiikan mahdollisuudet olivat helpottamassa automatisoidun hitsauksen ohjelmointiin liittyviä tehtäviä.
Robottien kysyntä jatkuu vahvana, kertoi Kalle Ahoniemi. Tapahtumassa oli esillä useita asiakkaille matkaavia robotteja eri kokoluokkiin.
Ratkaisussa voitiin seurata, miten hitsauspisteiden sekä liikeradan ohjelmointi voidaan tehdä liikuttamalla yhteistyörobotin hitsauskahvaa käsin ja määrittämällä hitsausarvot tabletilta.
Esillä olleessa kokonaisuudessa hitsattiin alumiinia yhteistyörobotilla ja hitsausrobotilla Kempin virtalähtein.
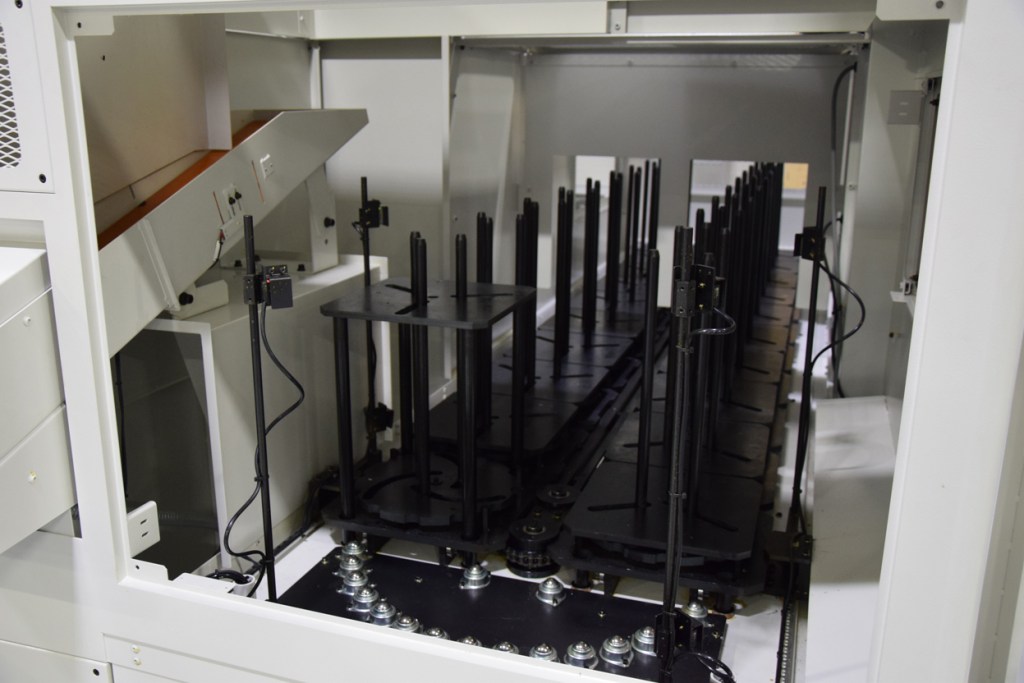
Toinen esillä ollut yhteistyörobotiikan sovellutus liittyi konekannan modernisointiin yhteistyörobotiikan avulla. Tässä yhteydessä esiteltiin energian vientiä konekiinnittimeen robotilla ja sen automatisointia ilman erillistä koneliitäntää. Energia viedään cobotin avulla kiinnittimeen, kaapelointi otetaan irti, kiinnitin pysyy kiinni ja kone ajaa kappaleohjelman. Kun kappale halutaan ottaa pois, energia siirretään jälleen robotilla kiinnittimeen, otetaan kappale pois ja vaihdetaan sen tilalle uusi. Tämä mahdollistaa esim. 5-akselisen keskuksen automatisoinnin ilman kallista energian läpivientiä pöydän läpi.
Koulutustilat Nurmijärvellä on uusittu hiljattain.
Robotinkäyttöä, siirrettävyyttä ja mm. automaattista työpisteen paikoitusta pääsi paikan päällä myös kokeilemaan.
Yhteistyörobotiikan lisäksi tapahtumassa oli esillä asiakkaille matkaavia robotteja ja erilaisia tarttujaprojekteja. Myös Fanucin ruiskuvalukoneen ja robotin yhteistyötä ja älykästä työtä helpottavaa integraatiota, jossa robottia voidaan ohjata koneen ohjauksesta.
”Robottien kysyntä jatkuu vahvana, ja mm. ruiskuvalupuoli on kooltaan laaja asiakasryhmä. Kaikkiaan toimitamme robotteja vuosittain useita kymmeniä, pitkälle räätälöityjä projektitoimituksia on sellainen 10-15 vuosittain”, kertoi tapahtumassa MTC Flextekin toimitusprosessijohtaja Kalle Ahoniemi.
Lisäksi esiteltiin Nurmijärven hiljattain uusittua koulutustilaa ja robotiikan alueen koulutusmahdollisuuksia. Esillä oli myös MTC Flextekin service -alueen robotiikan alueen palveluja esimerkiksi kunnonvalvontaan ja etätukiratkaisuihin liittyen.
Absolent A.erity ensiesittelyssä
Robotiikan alueen ulkopuolelta esillä oli kiinnostavaa uutta Absolentilta.
Absolent julkaisi hiljattain uuden A.erity -suodatinyksikköuutuuden, mikä nähtiin nyt tapahtumassa Suomen ensiesittelyssä.
Uusi Absolent A.erity-suodatinyksikkö oli mukana ensiesittelynä. Energiatehokasta ja turvallista teknologiaa, kertoi Jukka Yläpoikelus.
A.erity on kehitetty energiatehokkuuden ja turvallisuuden teemoin.
”Yksiköt on varustettu EcoDrivella, IE5-luokan EC-moottorilla, mikä vähentää energiankulutusta ja tekee yksikön käytöstä turvallista. EcoDrive toimii optimaalisella nopeudella kunkin hetken suodatustarpeen mukaan ja mahdollistaa tasaisen ja energiatehokkaan ilmansuodatusprosessin”, kertoi uutuutta esitellyt Jukka Yläpoikelus.
A.erity- suodatinyksiköitä hallitaan ja toimintaa seurataan käyttöohjaimen kautta ja uudessa yksikössä on mukana muutamia käyttöä helpottavia rakenteellisia piirteitä mm. suodattimien vaihtoon liittyen.
A.erity on mahdollista muokata ja skaalata tarpeen eli toimitilojen, koneiden ja olosuhteiden mukaan. Ilmavirrasta ja hiukkaskuormasta riippuen yksikköä voidaan mukauttaa ja muuntaa – 500 m3/h – 40 000 m3/h ilmavirralla ja hiukkaskuormalla 70 mg/m2 aina 10 mg/m2:aan.
Kempin hitsauslaitteiden lisäksi yhteistyökumppaneita tapahtumassa nähtiin omilla standeillaan, Schunkin ja Sickin tarjontaa.
Suisto Engineering kehittää toimintojaan teollisuuden projektitalona. Investointi hitsausautomaatioon tuo uusia mahdollisuuksia erityisesti alumiinin hitsauksen alueelle, myöhemmin myös 3D-tulostukseen.
Suisto Engineering on Porissa toimiva korkean teknologian projektitalo, minkä erityisalaa ovat vaativat hitsatut rakenteet.
”Autamme valmistusteknisissä haasteissa, jota voivat liittyä esimerkiksi uusien tuotteiden kehittämiseen tai jo olemassa olevien tuotantoprosessien jalostamiseen tai optimointiin. Työt ovat projekteja, ja toteutukset usein avaimet käteen”, kertoo toimitusjohtaja Mika Korhonen.
Kokonaisuuteen kuluvat Panasonic TAWERS-robotti ja kapasiteetiltaan 500 kg:n käsittelypöytä.
Asiakkaat ovat esimerkiksi puunjalostusteollisuuden toimijoita sekä meriteollisuutta ja projektit monenlaisia.
”Esimerkiksi juuri meneillään olevassa projektissa suunnittelimme hitsaukset useiden metrien pituisiin kartonkikoneen telaa vasten sijoittuviin ja täsmällistä suoruutta edellyttäviin haponkestävästä teräksestä valmistettuihin kappaleisiin”, kertoo Korhonen.
Projektissa Suisto toteutti hitsauslaskennan, simuloinnin ja hitsaukset, leikkeet, särmäykset ja koneistukset tulevat alihankinnasta. Toteutus on nyt menossa.
”Tässäkin projektissa suunnittelun osuus oli hyvin keskeinen. Projekteissamme suunnittelu onkin usein se haastavin ja aikaa vievin vaihe”, Korhonen toteaa.
Uutta täsmällistä automaatiota
Suisto Engineering toimii Porin Karjarannassa perinteikkäässä teollisuusympäristössä.
Yritys aloitti vuonna 2014 Hollmingin perustamana, mutta toimiva johto Mika Korhosen luotsaamana osti yrityksen liiketoiminnat jo seuraavana vuonna. Muutama viime vuosi meni toimintojen vakiinnuttamiseen ja nyt pari viime vuotta ovat olleet nopeamman kehityksen aikaa.
”Olemme kehittäneet toimintojamme ja palkanneet lisää henkilöstöä toimintoihimme.
Henkilökunnan lisääminen näinä aikoina on haastavaa puuhaa, mutta on mainiota, että uutta nuorta osaavaa porukkaa olemme kuitenkin eri verkostojen kautta löytäneet. Nyt töissä on jo kymmenen henkilöä”, sanoo Korhonen.
Omaa laitekantaa Suistolla on käytössä moneen lähtöön, ja uusia laajennuksia on parhaillaan toteutuksessa.
Robotiikkaa Suisto Engineeringille. Jenni Ahonen toimii solun operaattorina.
Erikoishitsauksen alueella Suiston tuotantotiloissa toimii nyt talon uusin investointi, hitsauksen laite- ja tarviketoimittaja Retco Oy toimitti Suisto Engineeringin käyttöön hiljattain hitsausrobotin, millä Suisto lähtee kehittämään talon mahdollisuuksia uusille alueille.
Integroidussa kokonaisuudessa toimivat Panasonicin Super Active TAWERS -robotti ja 500 kg:n pöytä. ”Robottihitsaus on hyvä mahdollisuus haastaviin projekteihin, sillä se poistaa prosesseista inhimilliset tekijöiden vaikutuksen”, tiivistää Korhonen.
”Investointi on varustettu alumiinihitsaukseen, minkä yhteyteen lähdemme kehittämään simulointeja. Niitä emme ole alumiinihitseille aiemmin tehneet, koska materiaalikirjastoa ja algoritmejä ei toistaiseksi ole ollut. Olemme nyt mukana hankkeessa, missä niitä kehitetään. Mukana on muutamia keskeisiä alan toimijoita”, kertoo Korhonen.
Jatkossa robotin yhteydessä kokeillaan myös ainetta lisäävää valmistusta.
”Solun nuori operaattori Jenni Ahonen tekee AMK-insinöörin lopputyötään, mikä liittyy osaltaan tähän teemaan. Näen 3D-tulostuksessa jatkossa kehittyviä mahdollisuuksia, esimerkiksi Konepajamessuilla oli mielenkiintoinen tuote-esimerkki juuri tältä alueelta mukana. Myös Ranskassa toimii kiintoisa yritys, joka tekee hankalamman mallisia painelaiteosia 3D-tulostamalla. Asiat siis etenevät 3D-tulsosken sektorilla. Meidän kaltaisillamme erikoispajoilla voi näihin asioihin olla jatkossa hyvinkin mahdollisuuksia”, sanoo Korhonen.
Yhteistyötä. Vasemmalta Suisto Engineeringin Mika Korhonen ja Jenni Ahonen sekä Retcon Ville Setälä.
Robotin yhteyteen Suisto toteuttaa jatkossa suunnittelemansa radan, mikä mahdollistaa erilaiset käyttösovellutukset ja yhdistelmät. Rata on parhaillaan rakennusvaiheessa.
Vuokrakoneen kautta oman hankintaan
Retcon tuotetarjontaan kuuluvan Panasonic-robotin valintaan tausta Suistolla on looginen.
”Retco on hitsauksen tarviketoimittajana toki vanha tuttu ja robottien osaltahan meillä oli jo aiempi Panasonic-malli koekäytössä vuokralla viime vuonna.”
”Se projekti lähti liikkeelle siitä, että vuoden 2021 lopulla soitti minulle eräs vanha asiakas ja kysyi, että kukahan hitsaisi alumiinia robotilla. Soitin Villelle Retcoon, koska tiesin, että heillä on demorobotti ja kysyin, vuokraatteko sitä. Asia onnistui ja soitin asiakkaalle, että kävi niin, että mehän hitsaamme alumiinia. Robotti tuli meille alkuvuodesta viime vuonna. Asiakas oli myynyt erikoispalkkiprojektin, joka on nyt jo asennettuna Turun telakalla.”
Robotin yhteyteen Suisto toteuttaa radan, mikä mahdollistaa monet eri käyttösovellutukset ja yhdistelmät.
”Kun koepalkki oli hitsattu ja tuotannon piti alkaa, aiempi operaattori vaihtoi toisiin töihin. Meille tuolloin vasta töihin tullut Jenni sai sen jälkeen kolme päivän perehdytyksen asiaan ja veti sitten notkeasti koko tuotannon. Hyvin onnistuneen projektin jälkeen palautimme robotin, Jenni jäi meille töihin. Tilaisimme uuden koneen alkuvuodesta ja Jenni toimii sillä nyt operaattorina.”
”Uuden koneen setup on pitkälle sama kuin vuokrakoneessa, tosin muutamia uusia piirteitä on mukana. Tässä on mukana nyt mm. railonseuransa, mitä vuokrakoneessa ei vielä ollut. Odotamme tältä uudelta investoinnilta paljon, sanotaanko, että mahdollisuudet ovat monet”, Mika Korhonen sanoo.
Konekuriirin kesäkuun-elokuun numero 6/2023 on ilmestynyt. Ja kuten kuvioihin kuuluu, kesäkuun numero on Täyttä Koneasiaa. Koko kesän konepaketissa on mukana uutta teknologiaa, konetapahtumia- ja näyttelyjä ja investointiartikkeleja mm. Leppävirralta, Maalahdesta ja Porista. Konepajateollisuuden kiinnostavimmat uutuudet sekä tuoreet uutiset tässä nyt. Lue!
HögforsGST jatkaa tuotantonsa kehittämistä Pohjois-Savon Leppävirralla. Uusi robottihitsausjärjestelmä automatisoi hitsausta ja tuo tuottavuutta, tarkkuutta ja tasaista laatua muodoiltaan vaativien putkimaisten kappaleiden käsittelyyn.
HögforsGST on lämmitys- ja jäähdytysjärjestelmien valmistukseen, myyntiin ja markkinointiin erikoistunut suomalaisyritys. Tuotteita ovat kaukolämpö- ja kaukojäähdytysjärjestelmät sekä näiden hybridit, ohjausjärjestelmät ja teollisuuskoneikot.
Solun muodostavat syöttöradat, käsittelyrobotit, hitsausrobotti, kolme kameraa, kappaleen paikoitus-/kääntöasema sekä poistorata.
Alallaan HögforGST on johtavia alansa toimijoita Suomessa ja Pohjoismaissa, tuotteet myydään yksityisille kiinteistönomistajille ja energiayhtiöillekin. Vientiin menee suuri osa tuotteista, myyntiverkosto kattaa Suomen sekä lisäksi omat tytäryhtiöt toimivat Ruotsissa ja Norjassa.
Ratkaisut kehittyvät melkoista haipakkaa, HögforsGST:llä yksi johtoteema on tiiviisti ympäristöystävällisyyden kuin taloudellisuuden suunnassa.
Nykyjärjestelmät ovat vähäpäästöisiä ja säästävät lämmityskustannuksissa. Esimerkiksi hybridijärjestelmät ovat talon tuotekärkeä, se on modulaarinen lämmitysjärjestelmä, joka mahdollistaa erilaisten lämmönlähteiden yhdistämisen. Kaukolämmön rinnalle liittää uusiutuvia lämmönlähteitä kuten maalämpöä, ilmalämpöä tai lämmöntalteenottoa.
”Energiankulutus saadaan putoamaan jopa puoleen ja samalla päästöt alas”, tiivistää tuotannon esimies Janne Juutilainen.
Nyt 115 henkilöä työllistävä, 2004 nykymuodossaan aloittanut HögforsGST:n liikevaihto on noin 30 miljoonan euron tasolla ja kasvunäkymää tulevaan on isosti mm. ympäristövaateiden kehittymisen ja vihreän siirtymän takia. Maailmalla tarvitaan uutta teknologiaa.
Hitsausautomaatiota HögforsGST:lle. Ohjaus tapahtuu ohjaimella tai näytöltä. Simulaatiomahdollisuus auttaa tuotannon suunnittelussa. Operaattorina Simo Ahokas.
Putkille räätälöity kokonaisuus
HögforsGST toimii laajasti Pohjoismaiden markkinoilla, mutta tekee koko tuotantonsa Leppävirralla, missä yrityksen tontilla kohoaa kaksi tehdashallia, uudempi niistä on parin vuoden takaa. Leppävirralla sijaitsee myös pääkonttori.
Tehokkaat järjestelmät ja prosessit takaavat sujuvat toimitukset. Laatu edellä mennään, sitä kehittäen. Järjestelmien tuotannossa hitsaustoiminnot ovat yksi keskeinen, sitä tehdään tuotteisiin paljon, ja samalla se on kriittinen alue.
”Järjestelmien komponenteissa monimuotoiset putkisto-osat mukaan lukien tarvitaan usein runsaasti hitsausta. Sitä olemme tehneet käsihitsauksena”, sanoo Juutilainen.
Hitsaustoimintojen kehitystä kuitenkin tarvitaan. Uusista hitsareista on pulaa, ja jatkossa yhä enemmän.
”Pula ammattitaitoisesta henkilöstöstä tuntuu myös meillä, nuoria ei hitsaushommiin kouluttautuminen tahdo kiinnostaa. Lisääntyvä automaatio on keino vastata tähän ongelmaan.” Samaan aikaan se tietenkin tapa tehostaa tuotantoa. Robotit ovat toki parhaimmillaan hyvin nopeita ja tarkkoja kapineita.
Putkisto-osa, missä mukana on kolme hitsattavaa kohtaa. Lisäksi kappaleeseen porataan reikiä ohjelman mukaan kameran tunnistamiin kohtiin.
HögforsGST:n tuore ratkaisu teemaan on uusi pitkälle tuleviin tarpeisiin mietitty kokonaisuus automatisoidun hitsauksen tarpeisiin. Aidatussa kokonaisuudessa yrityksen uudessa tuotantohallissa toimii monirobottisolu, minkä muodostavat kaksi syöttörataa, kaksi käsittelyrobottia, hitsausrobotti, kolme kameraa, kappaleen paikoitus-/kääntöasema, sekä poistorata.
Kokonaisuudessa käsittelyrobotti poimii kappaleen tarkoituksen sovelletuista muhveista syöttöradalta, vie hitsausrobotille hitsattavaksi ja työn jälkeen siirtää/poistaa kappaleen.
Välillä kappaleiden hitsaus vaatii otteenvaihdon paikotus-/kääntöasemassa. Tuolloin hitsaus jatkuu käännön jälkeen samasta pisteestä mihin edellinen loppui.
”Solun toteuttamiseen oli vaihtoehtoja, hitsausrobotin, kääntyvän grillipöydän ja jigien ratkaisua mietimme. Grilli sopii levy- ja pienatavaralle, putkien osalta emme kokeneet sitä ratkaisua toimivaksi. Edullisempi grilli kyllä olisi ollut.”
Viime vuonna käyttöönsä asennetun kokonaisuuden toteutti MTC Flextek, kokonaisuuteen kuuluvat Fanuc-robotit, Fronius-virtalähteet ja mm. tarttujaratkaisut.
”Kokonaisuus on tuotannossa, joskin täyteen vauhtiin pääsy vie aikaa. Hieman olemme aikataulustamme jäljessä, nyt teemme tällä jo kuitenkin sellaista 12 000-14 000 osaa vuositasolla”, sanoo Juutilainen.
Kompakti aidattu kokonaisuus. Syöttöratoja on kokonaisuudessa kaksi.
Viritystä koko ketjuun
Robottihitsaukseen siirtyminen oli HögfosrGTS:llä iso loikka.
”Lähdimme järjestelmän myötä opettelemaan hitsausta ikään kuin uudelleen. Halusimme, että haemme ja opettelemme asiat itse kantapään kautta. Toki tukea saimme sekä toimittajalta että verkostostamme. Lisäksi robottikoulutuksen saanut Simo Ahokas tuli koulun penkiltä operaattoriksi”, sanoo Juutilainen.
”Onhan tämä iso hyppy, robotti tekee tietenkin juuri sen mitä sen käsketään tekemään. Käsin tehdessä ihminen pystyy hieman muokkaamaan asioita tarvittaessa työn aikana, mutta robotti ei jousta vaan säädöt on haettava kohdalleen ja onhan siinä ollut tekemistä.”
”Tämä koskee koko järjestelmää, sahausta ja taivutusta, supistustakin. Robottihitsaus vaatii täsmällisyyttä ja sen myötä huipputarkkuutta aivan koko ketjulta. Tässä kohden uusien toimintatapojen omaksumisessa on vielä harjoiteltavaa”, sanoo Juutilainen.
Tehostuvaa hitsausta. Kolmen robotin solu on tehokas ratkaisu muodoiltaan haastavien putkien hitsauksessa, kertovat Janne Juutilainen ja Simo Ahokas.
”Mutta haasteet on tehty ratkottaviksi, olemme hyvällä tiellä. Luultavasti teemme kappaleisiin jatkossa vielä muutamia muutoksia, jotta ne saadaan solulle optimoitua.”
Automaatio korvaa HögforsGST:llä jatkossa yhä enemmän hitsausosien tuotantoa.
”Osasta hitsaajistamme sen myötä tulee operaattoreita, mutta toki käsihitsausta teemme mittavasti jatkossakin. Hitsarien määrä ei vähene ja heidän ammattitaitoaan tarvitaan jatkossakin. Käsihitsausta on ja sitä siirtyy vanhalta puolelta tänne uuden hallin puolelle”, Janne Juutilainen sanoo.
Pemamek on julkaissut uuden PEMA Flexible Manufacturing System (FMS) reititysjärjestelmän. Ohjelmisto-ohjattu valmistusratkaisu automatisoi materiaalinkäsittely- ja hitsausprosesseja ennalta määritellyn tuotantoreseptin perusteella ja mahdollistaa samalla täysin automatisoidun ja miehittämättömän valmistusprosessin.
Hitsaus- ja tuotantoautomaatioyritys Pemamek on tuonut markkinoille uuden PEMA Flexible Manufacturing System (FMS) -reititysjärjestelmän, joka mahdollistaa reaktiivisen ja joustavan raskaan teollisuuden valmistuksen. Uusi ohjelmisto-ohjattu järjestelmä automatisoi jokaisen prosessivaiheen ja varmistaa samalla täysin miehittämättömän valmistuksen.
Line control – reititysohjelmiston käyttöliittymä tunnistaa työkappaleen RFID- tai QR-koodilla, minkä jälkeen kuljetin vie työkappaleen oikeaan prosessisoluun. Työnäkymän jonon ja tilan lisäksi, järjestelmä seuraa kaikkia työvaiheita ja antaa tietoa muun muassa työn edistymisestä.
Tehokkuutta lisäävänä ominaisuutena ratkaisu sisältää puskurialueen, joka irrottaa robottihitsausasemat käsinhitsausasemasta. Tämän ansiosta asemat voivat työskennellä itsenäisesti odottamatta toistensa työn valmistumista. Tämä minimoi odotusaikoja ja pidentää hitsauksen kaariaikoja.
Pemamekin mukaan ratkaisun sisältämät prosessisolut suunnitellaan asiakkaan tuotantovaatimusten ja tavoitteiden mukaisesti. Lisäksi ratkaisu on skaalautuva, joten sitä voidaan laajentaa, jos tuotantomäärät ja -tarpeet kasvavat. Avaimet käteen -ratkaisu sisältää tukea ja palvelua koko projektin toteutuksen ajan, mikä takaa nopean tuotannon käynnistyksen, korkean tuottavuuden ja laitteiden pitkän elinkaaren.
Järjestelmäö lisää tehokkuutta ja tuotannon joustavuutta erityisesti tuotteissa joiden hitsausaika on lyhyt, sillä puskuri mahdollistaa sujuvan työkappaleen vaihdon ja itsenäisen hitsauksen. Ratkaisu helpottaa sujuvaa siirtymistä manuaalisista prosesseista automatisoituun tuotantoon, mikä parantaa joustavuutta ja takaa laadukkaat lopputuotteet lyhyillä toimitusajoilla.