JPS Avarti-Met Oy on ostanut liiketoimintakaupalla Nekopa Oy:n konepajatoiminnan. Tammikuussa tehty kauppa koskee Nekopa-toiminimeä ja liiketoimintaa.
Nekopa Oy:n kaikki työntekijät siirtyvät kaupan yhteydessä vanhoina työntekijöinä uudelle toimijalle ja Nekopa säilyy aputoiminimenä jatkossa. Samanaikaisesti liiketoimintakaupan kanssa on yritysten välillä tehty kauppa teollisuuskiinteistöstä Turengin Alangon teollisuusalueella.
Pirkkalassa ja Turengissa
JPS Avarti-Met Oy on Pirkkalassa toimiva alihankintakonepaja. Vuonna 2007 perustettu yritys on erikoistunut aarporaus- ja työstökeskustöihin ja asiakaskunta koostuu sekä pienyrityksistä että suurista konserneistakin. Yritys käsittelee materiaaleja alumiineista erikoisteräksiin. Yritys valmistaa myös kokonaistoimituksia asiakkailleen pintakäsiteltyinä.
Vuonna 2007 aloittanut JPS-Avarti-Met on erikoistunut aarporaus- ja työstökeskustöihin. Yritys käsittelee materiaaleja alumiineista erikoisteräksiin.
Nekopa on pitkät perinteet omaava, vuonna 1978 aloittanut Turengissa sijaitseva alihankintakonepaja, minkä erikoisalaa on ovat mm. työstökeskustyöt, sorvaus, aarporaus, jyrsintä ja hitsaus. Nekopa valmistaa sekä yksittäiskappaleita ja piensarjoja ja käyttää perusteräksen lisäksi raaka-aineena muun muassa haponkestävää terästä, alumiinia, pronssia ja muovia.
Asiakkaat ovat mm. ajoneuvoteollisuudessa, betoniteollisuudessa, elintarviketeollisuudessa, nostinteollisuudessa, paperiteollisuudessa ja sahakoneteollisuudessa.
Kasvua ja kehitystä
Nekopa Oy:n osaaminen mm. sorvaus- ja hitsaustöissä vahvistaa JPS Avarti-Met Oy:n kokonaistoimintaa ja jatkon toimintamahdollisuuksia.
JPS Avarti-Met Oy:n toimitusjohtaja Juha Salminen tavoittelee nyt tehdyllä yrityskaupalla kasvua ja kehitystä. Yrityksen kokonaispalvelu kattaa jatkossa raskaampien koneistusten lisäksi myös monenlaisia hienomekaniikan alueen toimintoja.
Nekopan Harri Niemi luottaa, että Nekopa Oy siirtyy osaaviin käsiin ja sen toiminta vahvistuu edelleen. Niemi on toiminut 45 vuotta vanhan perheyrityksen toimitusjohtajana viimeiset 20 vuotta ja jää toiminnoista sivuun siirtymäkauden jälkeen.
Kuva ylhäällä: Nekopa on siirtynyt liiketoimintakaupassa JPS Avarti-Met Oy:n omistukseen. Kuvassa Nekopan toimitiloja Turengista.
Konekaupassa viime vuosi alkoi lujalla vauhdilla, mutta loppuvuodesta sitten tunnelmat kääntyivät tunnetusti hieman toisenlaiseen kulmaan. Tämän vuoden mittaan kirkastuu jälleen, toteaa Teknisen Kaupan Liiton metallintyöstökonejaoston puheenjohtaja, Cron-Tekin toimitusjohtaja Petri Järvinen.
Viime vuosi teollisuudessa ja konekaupassa kaksijakoinen.
Alkuun mentiin lujaa, sitten vauhti hiljeni.
”Viime vuonna konemyynti oli verrattain hyvällä tasolla alkuvuodesta ja lastuavien koneiden myynti oli lähellä jopa edellisvuoden lukemia. Kesää lähestyttäessä konemyynti kasvoi ripeästi ja ylitti jopa edellisvuoden myynnin, sanoo Petri järvinen.
Tämän johtui siitä, että teollisuuden asiakkaiden työtilanne oli jatkunut pääsääntöisesti hyvänä ja varsinkin suuremmilla konepajoilla oli edelleen ponteva tilauskanta.
Konekaupan hyvä tilanne jatkui syyskuun loppuun asti, ja jopa paremmin kuin edellisvuonna.
Koneiden toimitusajat sekä rahdit palailivat hiljalleen normaaleiksi Keski-Euroopan maantiekuljetuksia lukuun ottamatta.
”Vuoden viimeinen neljännes oli odotetusti huomattavasti vaatimattomampi tilaussaannissa markkinan rauhoittumisen takia. Yritysten investointitahti hidastui selkeästi ja päätösten tekeminen oli varovaista. Projekteja siirrettiin muun muassa rahoituksen kiristymisen myötä. Asiakaskunnan polarisaatio jatkoi kasvamistaan”, Järvinen sanoo.
Petri Järvinen ennakoi tälle vuodelle vauhdittuvaa kehitystä niin teollisuuden toimintoihin kuin sitä kautta konekauppaankin. Odotukset tälle vuodelle ovat varovaisen optimistiset.
”Torjuntavoitto”
Toki haasteitakin oli myös alkuvuonna, maailman kriisit ja talouden kehitys heijastuivat myös meille, mutta toisaalta aiempi vahva kehitys kannatteli vuotta eteenpäin.
”Viime vuoden alku sujui konepajoilla erilaisista kriiseistä huolimatta suhteellisessa myötätuulessa. Tätä avitti konepajojen huomattavasti parempi tilauskanta verrattuna muihin toimialoihin Suomessa, mutta vuoden loppua kohden tilanne muuttui konepajoissakin haastavammaksi.”
”ELY-keskusten haasteet heidän pitkittyneissä päätösten teko prosesseissa viivästyttivät useissa tapauksissa PK-konepajojen investointipäätöksiä. Myös korkotason nousun jatkuminen alkuvuodesta aiheutti erinäisiä spekulaatioita ja varsin moni jäi odottamaan korkojen nousun tasaantumista ennen investointipäätöstä. Olihan jo vuodesta 2016 aina 2022 puoliväliin asti totuttu, että markkinakorot (euribor) olivat miinuksella. Loppuvuodesta tämä tilanne kuitenkin parani ja myös korot laskivat ja vakiintuivat”, sanoo Petri Järvinen.
Teollisuuden ja konekaupan haasteista huolimatta kokonaisuutena viime vuosi oli niin teollisuudessa ja konekaupassa kuitenkin suhteellisen myönteinen.
”Kokonaisuudessaan konekaupassa päästiin lähelle edellisvuoden myyntiä, joten tilanne oli vähintäänkin tyydyttävä ”torjuntavoitto” konemyynnin osalta”, sanoo Järvinen.
Myönteistä virettä
Uusi vuosi on alkanut ja työt ovat hyvässä vauhdissa. Tälle vuodelle Petri Järvinen ennakoi vauhdittuvaa kehitystä niin teollisuuden toimintoihin kuin sitä kautta konekauppaankin.
”Odotukset tälle vuodelle ovat varovaisen optimistiset ja useampia isoja investointeja on menossa päätökseen. Myös tuotannon kotiuttamisen odotetaan jatkuvan sekä energiaan ja latausinfraan liittyvien tuotteiden valmistuksen arvioidaan kasvavan merkittävästi.”
”Tammikuun tahmeuden jälkeen tilanne alkaa konepajoissa hiljalleen paranemaan ja maaliskuun loppuun päästessä tilanteen uskotaan olevan jo huomattavasti miellyttävämpi ja siitä eteenpäin positiivinen vire jatkuu”, sanoo Järvinen.
Myös korot ovat taittuneet laskuun, mikä helpottaa nyt velallisten tilannetta ja parantaa yritysten kannattavuutta.
’”Euroopan keskuspankin odotetaan aloittavan ohjauskorkojen laskut viimeistään kesällä, ja markkinakorkojen lasku jatkunee vielä pitkälle ensi vuoden puolelle. Kone- ja metallituoteteollisuuden tilauskanta oli viime vuoden alussa ennätyskorkealla ja huolimatta viime vuoden tasaisesta laskusta, se oli vuoden lopussakin silti edelleen hyvällä tasolla. Uudet tilaukset viimeisellä neljänneksellä antoivat uskoa jälleen tulevaan vuoteen.
Tehokkuus edellä
Mihin teollisuus sitten parhaillaan investoi?
Konekaupassa investoinnit jatkuvat edelleen selvästi tehokkuus edellä.
”Korvausinvestoinnit ovat pari pykälää ”fiksumpia” ja siten tuottavampia kuin edellispolven teknologia ja kapasiteetin lisäyksessä ovat poikkeuksetta automaatioratkaisut mukana. Uudet koneet ovat myös energiatehokkaampia, joten ne tukevat kestävää kehitystä”, sanoo Petri Järvinen.
Investointeja alalla on monenlaisia ja ne liittyvät myös messureissuihin ja sitä kautta uuden teknologian mahdollisuuksien analysointiin messuympäristössä. Ja siihen on nyt mahdollisuuksia lähiaikoina mm. Tampereella.
”Lähiajan tärkeä investointi konepajayrityksille on nyt tuoda henkilöstönsä maaliskuussa Tampereelle Konepaja-messuille. Kokonaisuus käsittää Konepaja, Nordic Welding Expo sekä 3D & New Materials tapahtumat ja esillä on ”Pajan trilogia – Kone, Hitsi ja 3D”. Tervetuloa tutustumaan uusimpiin laitteisiin ja teknologioihin sekä vaihtamaan ajatuksia ja päivittämään kuulumisia. Positiivista pöhinää ja tiukkaa tekniikkaa on tarjolla!”, kannustaa Petri Järvinen.
Kari Harju
Kuvateksti: Petri Järvinen ennakoi tälle vuodelle vauhdittuvaa kehitystä niin teollisuuden toimintoihin kuin sitä kautta konekauppaankin. Odotukset tälle vuodelle ovat varovaisen optimistiset.
Jokke-Koneistus Oy jatkaa vahvassa vedossa ja investoi uuteen teknologiaan. Vahvasti työllistetty yritys hankki hiljattain lisätehoa ja kapasiteettia toimintoihinsa uuden monitoimisorvauskeskuksen myötä. Kone on samalla Suomen ensimmäinen uudella designilla ja ohjauksella varustettu Okuma Multus U4000.
Jokke-Koneistus on Ähtärissä toimiva konepaja. Yritys tekee alihankintatöitä ja asiakkaita on moneen lähtöön useilla teollisuuden alueilla.
Isoja asiakkaita on muutama ja sitten laaja joukko pienempiä.
Yrityksen perusti ammattikoulun opettajana toiminut Jouko Paloneva vuonna 1989 ja opettajan sivutöinä aloiteltiin. Kun työt lisääntyivät, sivutöistä tuli päätoimi.
Uusi Multus on ulkoisesti kompakti paketti. Työkalumakasiini on koneen vasemmalla sivustalla.
Nyt mennään perheyrityksen toisessa polvessa ja aikanaan yhden CNC-sorvin paja on laajan konekannan omaava metallin alihankintayritys. Notkea ja kokonaisvaltainen asiakaspalvelu on toiminnan ytimessä.
”Avarrukset, jyrsinnät, sorvaukset ja suurnopeuskoneistukset teemme itse, muissa alan toiminnoissa palvelee verkostomme. Sitä kautta onnistuvat esimerkiksi levytyöt, pinnoitukset ja karkaisut”, toimitusjohtaja Kalle Paloneva sanoo.
Kookas varasto edistää osaltaan toimituksia ja on tuonut puskuria materiaalien hinnanvaihteluihin.
Vaiheita pois
Nyt 12 henkilöä Ähtärin keskustan kupeessa työllistävä Jokke-Koneistus tekee monentyyppisiä töitä, akselityyppinen tuotanto kuitenkin korostuu toiminnoissa. Sorvausta tehdään monessa kokoluokassa, kappalepituuksissa päästään viiden metrin kokoluokkaan saakka. Sorvaustöiden lisäksi tekemistä on riittänyt jyrsinnänkin puolella, ja kasvaneen kysynnän myötä taloon on hankittu myös tämän sektorin konekantaa.
Viime vuonna Jokke-Koneistus toteutti jälleen viime vuonna uuden laajennuksen tuotantomahdollisuuksiinsa hankkimalla Okuma Multus U4000 -monitoimisorvin.
Iso työalue, asiallinen varustus. Uusi kone tuo kapasiteettia ja monipuolistaa palettia, kertoo Kalle Paloneva.
”Asiakkaamme ovat lisänneet tilauksiaan ja töitä on näinä kriisiaikoina palannut ulkomailta Suomessa tehtäväksi. Se on tuonut tarpeita konekannan laajennukseen. Monitoimisorvi lisää kapasiteettia, tehostaa ja monipuolistaa toimintojamme. Saamme vaiheita pois”, sanoo Paloneva.
Koneen valintaan Jokke-Koneistuksella vaikutti isosti ainakin kokoluokka ja kokoonpano.
”Halusimme koneeseen sekä alarevolverin että kärkipylkän, ja se on markkinoilla harvinaisempi kokoonpano. Yleensä alarevolverilla varustetuissa koneissa on vastakara. Multus-koneet ovat saatavilla paitsi vastakarallisina versioina, myös alarevolveri-kärkipylkkä-kokoonpanolla, ja se oli meille yksi ratkaiseva tekijä.
Monitoimisorvi mahdollistaa monet operaatiot kappaletta välillä irrottamatta. Koneistajana Arttu Syvänperä.
Suomen ensimmäinen
Jokke-Koneistus tilasi uuden monitoimisorvin viime vuoden keväällä ja kävi niin, että vuodenvaihteessa tilaajalle saapunut kone on samalla sarjan Suomen ensimmäinen uudella ohjauksella varustettu kone.
Multus-malleihin uusi sukupolvi on muuttanut muotoilua ja tuonut uusia piirteitä.
Y-akselin suunnassa liikeradat ovat nyt aiempaa pitemmät ja käyttökapasiteettia pyöriville työkaluille on aiempaa enemmän.
Muutoin Multus U4000-mallissa sorvauspituudet ovat 1500 tai 2000 mm ja -halkaisija max. 650 mm. Tuttuun tapaan kone on varustettu vakiona 40-paikkaisella automaattisella työkalunvaihtajalla.
Uuden OSP-P500-ohjauksen Okuma esitteli EMO:ssa viime syksynä ja tiivistää sen piirteitä esimerkiksi lisääntyneeseen nopeuteen, tuottavuuteen ja energiaystävällisyyteen liittyvillä seikoilla. OSP-P500-ohjaus varustetaan Digital Twin -toiminnolla, joka on suunniteltu nopeuttamaan tuotantoprosesseja ja vähentämään valmisteluaikoja.
Koneessa on OSP-P500-ohjaus, minkä Okuma esitteli ensi kerran Hannoverin EMO:ssa viime syksynä.
Se mahdollistaa myös koneistusprosessien tarkat simulaatiot.
Virrankulutusta koneen käytössä vähentää Eco Suite Plus -toiminto. Älykkäät ominaisuudet tallentavat ja analysoivat eri käyttötilat ja päästöt, vaihtavat energiansäästötilaan sekä säätävät automaattisesti lisälaitteita, kuten lastunpoistoa tai imua.
Myös ajassa korostuvaan turvallisuuspuoleen on kiinnitetty isosti huomiota. Koneen turvajärjestelmä suojaa koneprosesseja ja ohjelmia kyberhyökkäyksiltä.
Toki esimerkiksi Okuman tutut ja hyödylliset törmäykseneston ominaisuudet ovat myös mukana.
Töiden merkeissä
Jokke-Koneistuksella vuoden lopulla asennetun ja Euroopankin mitassa vielä ainutlaatuisen pioneerikoneen käyttöönotto on edennyt vauhdikkaasti.
Okuma on konevalmistajana talossa tuore tuttavuus, mutta Okuman Suomen edustajan MTC Flextekin kokonaispalveluista on kovasti aiempaa kokemusta.
Työt täydessä käynnissä. Koneen ohjauksen tiimoilta ovat suorat näkymät työalueelle.
Saman edustajan toimittama Hartfordin viisimetrinen portaali koneistuskeskus on kuulunut talon konekannan ytimeen useiden vuosien ajan.
”Tietty tutustumisvaihe meille uuden ohjauksen osalta on yhä menossa, mutta töitä tässä vauhdilla tehdään. MTC Flextekin koulutus on auttaneet hyvin alkuun. Mahdollisissa ongelmatilanteissa auttaa myös suora yhteys tehtaalle”, Paloneva sanoo.
”Ihan vakiotöihin kone sijoittuu, valmistamme sorvauskappaleita, joihin tehdään myös jyrsintöjä ja porauksia. Kun kysynnän osalta on tässä yleisessä taloustilanteesta ollut hetken hiljaisempaa, on senkin myötä ollut hieman paremmin aikaa koneen kanssa alkuun pääsemiseen. Nyt kyllä vähitellen taas vilkastuu”, sanoo Kalle Paloneva.
Konekuriirin numero 2/2024 on ilmestynyt. Suomen konepajojen ajankohtaisjulkaisun helmikuun numero on täyttä koneasiaa, teknologiaa, alan uutisia, investointiartikkeleja eri puolilta tätä avaraa kotimaata, mm. Nurmijärveltä, Salosta, Ähtäristä ja Turusta. Konemarkkinoiden kiinnostavimmat uutuudet sekä tuoreet uutiset tässä ja nyt. Konekuriiri – kannattaa lukea!
Chiron Group on esitellyt uudistunutta tarjontaansa. Group esitteli palettiaan syksyn EMO-tapahtumassa.
Chironin esittelyssä oli mm. valmistajan ns. 22-sarjan DZ 22 S -malli, mikä on tarkoitettu kustannusoptimoituun suurten komponenttien koneistukseen pienten ja keskisuurten sarjojen tuotannossa. Sellaisen se sopii yrityksen mukaan hyvin mm. sähkömoottorien koteloiden valmistukseen.
Liikkuvapylväinen, jäykkärunkoinen ja aktiivikomponenttiensa osalta jäähdytetty Z 22 S mahdollistaa korkean tarkkuuden kookkaiden komponenttien käsittelyssä. Syöttönopeudet koneessa ovat max. 75 m/min ja integroitu työkappaleen vaihtolaite mahdollistaa aihioiden ja valmiiden osien lastaamisen ja purkamisen koneen käytön aikana.
Työkaluja makasiiniin sopii 2×52 kpl. Helppo automatisointi robottien tai portaalin avulla. X/Y7Z-liikkeet 620/960/600 mm, kaksiakselinen pyöröpöytä. Ohjaus Siemens 840S SL.
DZ 15-sarjan uusi sukupolvi
Chiron esitteli messuilla myös 15-koneistuskeskuyssarjansa uusimman sukupolven.
Markkinoilla suosittu sarja on kyseessä, valmistajan mukaan yli 4000 15-sarjan koneistuskeskusta on otettu käyttöön vuodesta 2000 lähtien.
DZ 22 S sopii hyvin mm. sähkömoottorien koteloiden valmistukseen.
Nyt uusimman sukupolven koneita ohjataan nyt intuitiivisella Sinumerik One -järjestelmällä 22″ tai 24″ kosketusnäytöiltä. Mukana on älykästä digitalisaatiota esimerkiksi automaattiseen kunnonvalvontaan.
Toinen esimerkki on ProtectLine-digitaalijärjestelmän törmäyssuoja, joka tekee valmistusprosessista turvallisemman.
Uusi sukupolven koneisiin on saatavilla aiemman valikoiman lisäksi myös omat Chiron Groupin kääntöpöydät. EMO:ssa esillä oli DZ 15 W 180° kääntyvällä pöydällä, kahdella erillisellä työtilalla ja työkappaleen vaihtajalla.
Uusi VarioCell -solu livenä
Uutta Chiron-tarjontaa edustaa myös Micro5, lyhyessä ajassa markkinoilla menestyjäksi noussut tuotevalikoiman pienin ja myös energiatehokkain tarkkuuskeskus.
Koneen energiantarve on vain 0,5 kW/h, lattialta vaatima tila 1 m2. Micro5 ja Feed5 -käsittelyjärjestelmä esittelivät dynaamista ja tuottavaa nopeaa jyrsintää EMO:ssa tarkkuustekniikan parissa työskenteleville.
Myös uusi MT 715 two+ integroidulla työkappaleen käsittelyllä esiteltiin ja yksi uusi automaatioinnovaatio oli myös messuilla mukana: VariocellMove on älykkääseen työkappaleen käsittelyyn tarkoitettu kompakti robottisolu, mikä voidaan yhdistää konsernin jyrsintä- ja sorvauskeskuksiin, jolloin muodostuu tuottava yksikkö.
Chiron Groupin tuotteita ovat on CNC-koneistuskeskukset ja sorvauskeskukset, erikoisratkaisut, digitaaliset palvelut ainetta lisäävän valmistuksentuotteet. Keskeisiä asiakasaloja ovat auto- ja konepajateollisuus, lääketiede, ilmailuteollisuus ja työkalutuotanto. Pääkonttori sijaitsee Saksan Tuttlingenissa.
Kun tuotanto kaipaa lisätehoja, kolmiakselisten koneistuskeskusten varustaminen viisiakseliseksi on yksi taloudellinen ja usein myös nopea tapa tuotannon kehittämiseen. Viisiakselisuus tuo joustavuutta, kertoo seuraava esimerkki Sveitsistä.
Samuel Werder AG on sopimusvalmistaja tarkkuusmekaniikan alueella. Tarkkuus, joustavuus ja luotettavuus ovat ominaisuuksia, joihin sveitsiläinen Werder Feinwerktechnik ilmoittaa nojanneensa yli kuuden vuosikymmenen mitalta.
Toinen uusista Brother-jyrsin-/porausyksiköistä on Speedio R650X2. Tällä hetkellä molemmat pöydänpuolikkaat on varustettu kaksiakselisella pL Lehmann CNC-kääntöpöydällä.
Töistä yrityksessä vastaa ammattitaitoinen valmistustiimi ja moderni CNC-konekanta.
Yritys palvelee asiakkaitaan yksittäisistä osista sarjavalmistukseen, tuotannossa on 100 000 erilaista kappaletta alumiinista, teräksestä, titaanista, hopeasta, messingistä, pronssista, uushopeasta, magnesiumista ja muoveista.
”Vaativat tuotanto, monimutkaiset ja tarkat kappaleet ovat toimintamme ydintä. Yksinkertaisten osien kohdalla emme pysty kilpailemaan hinnasta”, sanoo toimitusjohtaja André Stäger.
3+2-akseliperiaate ratkaisuna
Yrityksellä on käytössään 33 CNC-sorvia, max. sorvaushalkaisijat niissä ovat 250 mm ja -pituus jopa 650 mm, CNC-koneistuskeskuksia on 38 CNC-ohjattua työstökeskusta, useat viisiakselisia, osittain robottien ja käsittelyjärjestelmien avulla automatisoituna. Lisäksi CNC-mittauskoneita on useita.
”Kappaleet monimutkaistuvat jatkuvasti ja niiden pitää täyttää erittäin korkeat tarkkuusvaatimukset. Kappalekoot ovat 1 x 1 x 1 mm – 600 x 600 x 1500 mm. Pitkiä kappaleita pystymme koneoistamaan aina 3000 mm pituuteen asti”, kertoo Stäger
Vaihtopöydän ja automaattisen robottijärjestelmän ansiosta Kitamura/pL Lehmann-järjestelmä sopii taloudelliseen 24/7-käyttöön.
Tänä päivänä yhä tärkeämpää on työstää vaativia työkappaleita mahdollisimman pitkälle yhdellä kiinnityksellä. ”Viisiakselisuus on avain, jonka avulla pystymme valmistamaan pieniäkin eriä taloudellisesti”, painottaa Stäger.
Pienempien, kooltaan alle 500 x 250 mm osien koneistukseen käytössä ovat Brotherin poraus- ja jyrsinyksiköt. Moni yrityksen kahdestakymmenestä Brotherista on varustettu kaksiakselisilla kääntöpöydillä, jotka mahdollistavat koneiden toiminnan viisiakselisten koneiden tapaan.
””Tämä 3+2-periaate on optimaalinen kaltaisillemme sopimusvalmistajille varsinkin, kun neljättä tai viidettä akselia käytetään ensisijaisesti asemointiin eikä simultaanijyrsintään. Tällainen viisiakselinen kone mahdollistaa korkean joustavuuden, on tavallisesti nopeampi hankkia ja huomattavasti edullisempi kuin viisiakselinen kone. Lisäksi konepöydälle jää näin lisämahdollisuus kolmeakseliseen takasivun työstöön.””Tämä 3+2-periaate on optimaalinen kaltaisillemme sopimusvalmistajille varsinkin, kun neljättä tai viidettä akselia käytetään ensisijaisesti asemointiin eikä simultaanijyrsintään. Tällainen viisiakselinen kone mahdollistaa korkean joustavuuden, on tavallisesti nopeampi hankkia ja huomattavasti edullisempi kuin viisiakselinen kone. Lisäksi konepöydälle jää näin lisämahdollisuus kolmeakseliseen takasivun työstöön.
CNC-kääntöpöytien toimittaja on pL Lehmann.
”Laatu, luotettavuus, ja laaja tuotevalikoimaovat tärkeitä. Lisäetuna on mahdollisuus hyvin monenlaisiin akseliyhdistelmiin.”
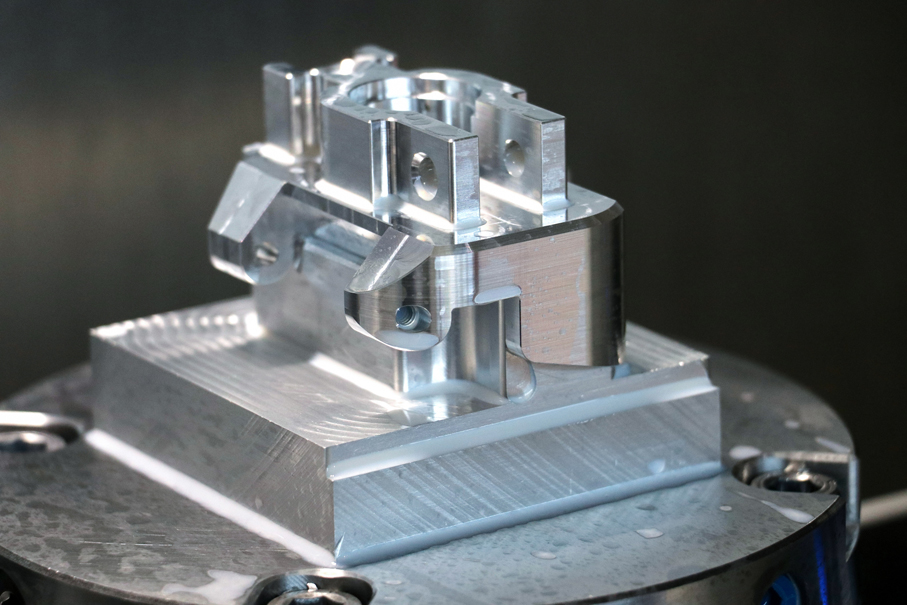
Koko rakenneosa työstetään valmiiksi Brother Speedio R650X2 -työstöyksikössä (jossa vaihtopöytä ja sen päällä pL CNC-kääntöpöydät) kahdella kiinnityksellä kulloinkin viidellä akselilla.
Joustavuus ratkaisevaa
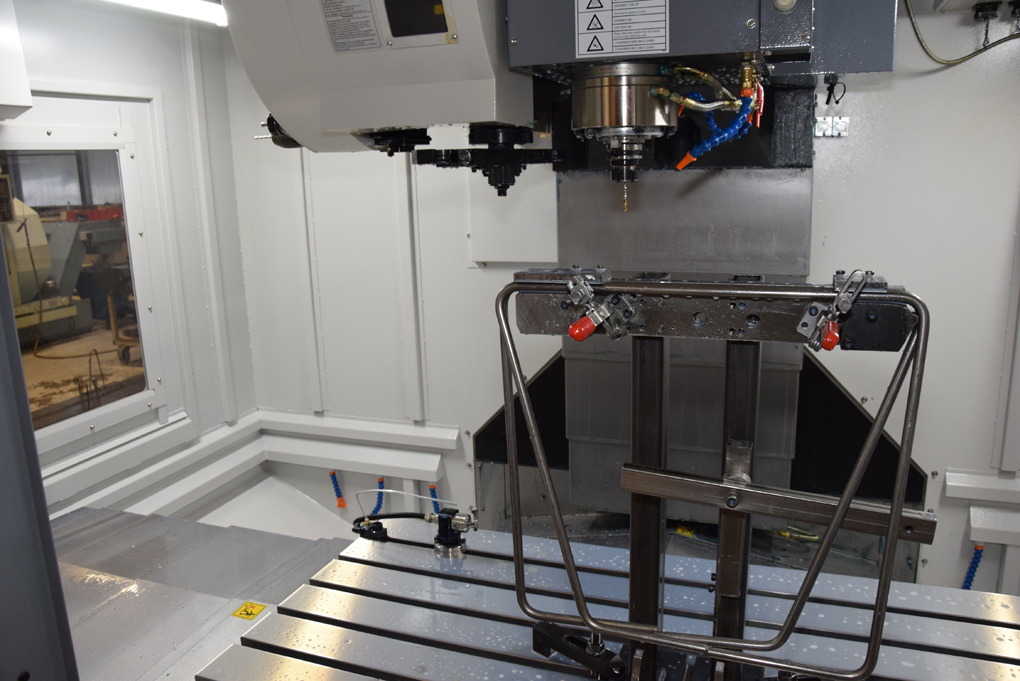
Hiljattain Werder uudisti tuotantolaitteitaan ja hankki kahden vanhan Brother BAZ -koneen tilalle kaksi Brother Speedio R650-mallia kääntöpöydällä.
”Koneet ovat hieman kalliimpia kuin tähänastiset Brother jyrsin-/porakoneet, ja ne tarvitsevat myös enemmän asennustilaa, mutta ne myös ominaisuuksia on enemmän. Meille olivat tärkeitä esimerkiksi 435 mm:n Z-liikerata ja 40-paikkainen työkalunvaihtaja.
Nopea työkaluvaihtaja ja kääntöpöytä lisäävät tuottavuutta, palettien kääntö on muutaman sekunnin operaatio. Koneenkäyttäjä voi valmistella pöydän toisella puolella osia seuraavaa toimenpidettä varten, sillä aikaa kun kone työstää toisella puolella osia.
Nopea ja asemointitarkka: Kaksiakselinen kääntöpöytä TF-510510.LL varioX-Y1, valmistaja pL Lehmann, komponentin Brother BAZ TC-22B-0 päällä sopii optimaalisesti monimutkaisten osien kuten esim. sulkusylinterien työstöön. Werder on automatisoinut työstön robotin avulla.
Samuel Werder AG:lla on käytössään yli 20 pL Lehmannin valmistamaa CNC-kääntöpöytää. Werder ei tilannut vain uusia Brother-koneita lisäakseleilla, vaan hän jälkivarustelee aina käyttötarkoituksen mukaan myös vanhoja koneita.
”Lehmannin Combiflex-järjestelmän ansiosta yksittäisten akselimoduulien vaihto tapahtuu nopeasti ja yksinkertaisesti. Meillä on tällä hetkellä varamoduulejakin. Jos törmäys syntyisi, voimme vaihtaa akselin ongelmitta, ei tarvitse purkaa ja korjata vaurioitunutta tai odottaa korjausta. Näin vältymme tuotannon seisokkiajoilta.”
pL-kääntöpöydät muissa koneissa
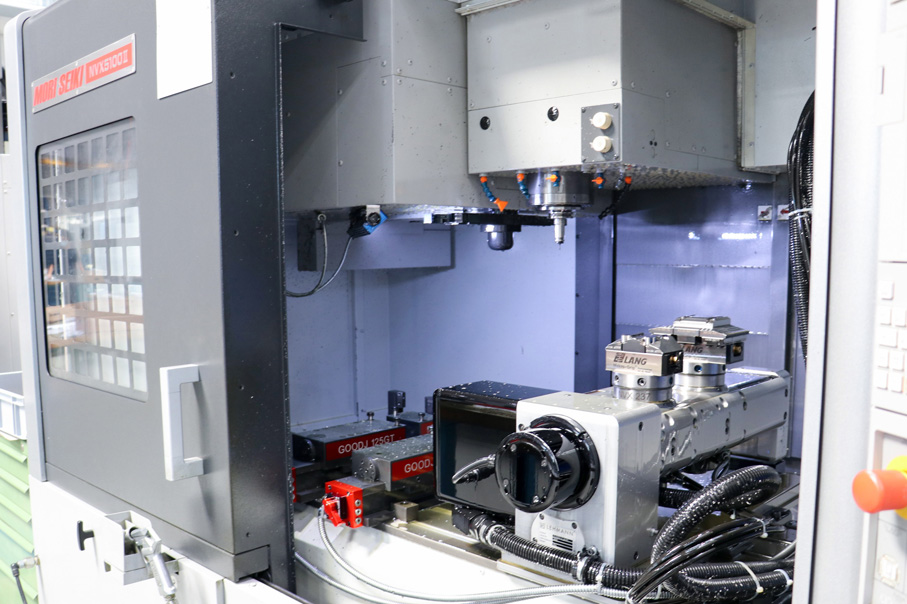
Werder käyttää kääntöpöytiä myös muissa jyrsinkoneissaan, kuten kahdessa pystykaraisessa Mori Seiki NVX5100:ssä ja vaakakaraisessa Kitamura HX400:ssa. ”Jotta 4-akselisella koneella voitiin työskennellä viidellä akselilla, asensimme Kitamuraan kaksi lisäakselia ja näin kaksi kiinnityspaikkaa. Näin onnistumme työstämään alumiinisia elektroniikkakoteloita viideltä sivulta. Koska koneessa on vaihtopöytä, pystyimme toteuttamaan robottien avulla lastauksen ja purun automaattisesti.”
Werder varusteli tämän työstöyksikön Mori Seiki NVX5100 jälkikäteen uudella, kaksikaraisella CNC-kääntöpöydällä T2-510520.
Myöhemmin toimeksianto muuttui, nyt Werder työstää Kitamuralla 12 kg alumiiniaihioista 900 g painavia komponentteja hengityslaitteisiin. Uudelleenvarustelussa toinen kääntöpöydistä kahdella kiinnityspaikalla muunnettiin kaksiakseliseksi kääntöpöydäksi ja sitä käytetään edelleen toisessa Mori Seiki NVX5100-työstöyksikössä. Combiflex-järjestelmän avulla koneita voidaan sovittaa erilaisten toimeksiantojen mukaan ilman suuria investointeja.
Kitamura Hx400:n koneen omaan kääntöpöytään voidaan liittää tähänastisen tornin sijasta pL Lehmannin jakolaite EA-520.L-MI1, joka mahdollistaa korkean pitomomentin ansiosta myös rouhintalastuamiset.
”Lisäakseli mahdollistaa näin joustavan 5-akselisen valmistuksen 24/7”, sanoo André Stäger.
Samuel Werder AG
Perustettu 1957
Hienomekaniikka
Toimipaikka Veltheim, Sveitsi.
Asiakassektorit mm. koneenrakennus, autoteollisuus
DMG Mori aloittaa vuoden perinteiseen tapaan Open House -tapahtumallaan Saksan Pfrontenissa tammi-helmikuun vaihteessa. Prosessi-integraatio, automaatio, digitaalinen ja vihreä siirtymä teemoittavat tämän vuoden tapahtumaa.
Pfrontenin Open House järjestetään nyt 29. kertaa. Tuttuun tapaan DMG Mori muuttaa Pfrontenissa sijaitsevan Euroopan suurimman tuotantolaitoksensa jälleen tapahtuman myötä näyttelytilaksi, käytössä on nyt 4 200 neliömetriä, 250 m² enemmän kuin viime vuonna.
Esillä Pfrontenissa on lähes 50 konetta ja yli 15 automaatioratkaisua.
Tapahtumassa lanseerataan uusi DMF 400|11 esimerkkinä DMG Morin kokonaisvaltaisesta prosessien integroinnista ja PH Cell 500 uutena modulaarisen palettien käsittelyn innovaationa. Yksi kiintopiste on uusi CELOS X.
DMF 400|11:ssa X/Y/Z-akseliliikkeet ovat 4 000 x 1 100 x 1 050 mm.
Digitaalinen ja tietopohjainen ekosysteemi luo lisäpotentiaalia valmistusprosessien optimointiin, Lasertec Showroom täydentää teknologista palveluvalikoimaa ainetta lisäävän valmistuksen tuotteilla, ja Akatemia-alue esittelee DMG Morin alan perus- ja jatkokoulutusohjelmaa.
Teemoiltaan Pfrontenin tapahtuma rakentuu tulevaisuuden teknologioita luotaavaan Machining Transformation (MX)-käsitteeseen ja sen neljään pilariin, jotka ovat prosessi-integraatio, automaatio, digitaalinen muunnos (DX) ja vihreä muutos (GX).
Laajennus DMF-sarjaan
Pfrontenissa DMG Mori lanseeraa uudistuneen liikkuvapylväisen DMF-koneistuskeskussarjan tuoreen laajennuksen DMF 400|11, miköä saa laon sarjan suurin malli. Sarjaan kuuluvat aiemmasta DMF 200|8, DMF 300|8 ja DMF 300|11.
Verrattuna edeltäjämalliin DMF 360|11 koneen työalue on aiempaa suurempi, X-akseli on kasvanut 400 mm aiemmasta, Z-akseli puolestaan 150 mm.
Tarkkaa koneistusta koneessa edistävät mm. valurautainen perusta, kolme X-akselin lineaarijohdetta sekä hiotut ja jäähdytetyt kuularuuvit, mitkä tekevät koneesta tehokkaan juhdan vaativien suurten komponenttien työstämiseen mm. rakenneosien, työkalujen ja muottien valmistuksessa.
DMF 400|11:ssa X/Y/Z-akseliliikkeet ovat 4 000 x 1 100 x 1 050 mm ja modulaarista järjestelmää haluttaessa täydentää pyörivällä pöydällä vaativiin jyrsintä- ja sorvaustoimintoihin.
Valinnaisen optiona toimittavana väliseinän avulla työstöalue voidaan jakaa kahteen erilliseen osaan, mikä mahdollistaa komponenttien asetustyöt koneistuksen aikana.
Modulaarisessa PH Cell 500:ssa on tilaa 32 paletille, joista kukin on kooltaan 400 x 400 mm.
Uutta tuotantoautomaatiota
Myös uusia tuotantoautomaation sovellutuksia on Pfrontenin kävijöille tarjolla.
Uusi PH Cell 500 laajentaa DMG Morin modulaaristen palettijärjestelmien sarjaa kompaktilla mallilla 500 kg:n siirtopainoluokassa.
Uutuus on yhteensopiva DMU 65:n, DMU 75 monoBLOCK 2nd Generation ja DMU 65 H monoBLOCKin kanssa, riippuen kokoonpanosta PH Cell 500:ssa on tilaa enimmillään 32 paletille. Työkappaleen enimmäismitat järjestelmään ovat 500 x 500 x 750 mm.
Kuten muutkin sarjan mallit, PH Cell 500 on ergonominen ja myös helppokäyttöinen Pallet Master -ohjelmiston ansiosta. Palettijärjestelmiensä jatkokehityksellä DMG Mori ilmoittaa korostavansa automaation tärkeyttä koneistussiirtymän eli MX:n yhtenä keskeisenä pilarina.
Uusi palettiautomaatio on valmistajan mukaan joustava ratkaisu pienten eräkokojen ja yksittäisten osien tuotantoon. Järjestelmän modulaarisuus mahdollistaa räätälöidyn konfiguroinnin.
CELOS X -ekosysteemi tarjoaa DMG Morin mukaan kokonaisvaltaisen ratkaisun digitaaliselle muunnokselle (DX) osana Machining Transformation (MX) -prosessia.
CELOS X-ekosysteemi esittelyssä
Noin kymmenen vuotta sen jälkeen, kun DMG Mori esitteli ensimmäisen sovelluspohjaisen ohjauksensa, esitellään nyt uusi CELOS X.
Tavoitteena on valmistajan mukaan helpottaa Machining Transformation (MX) -siirtymää ja tasoittaa siten puolestaan tietä digitaaliselle muunnokselle (DX).
CELOS X on DX-teknologia, minkä avulla käyttäjät voivat muokata omaa tuotantoaan omista lähtökohdistaan itsenäisesti ja turvallisella tavalla. CELOS X -ekosysteemi tarjoaa kokonaisvaltaisen ratkaisun tuotannon digitaaliseen muuttamiseen ja niiden vertikaaliseen integrointiin.
Uutuus sisältää sekä CELOS Xperience- että CELOS Xchange -alustan, ja näiden kahden elementin vuorovaikutus mahdollistaa DMG Morin mukaan kattavan ja saumattoman digitaalisen kokemuksen käyttäjille kaikissa DMG MORI -ohjausversioissa. Riippumatta työstökoneen alkuperäisestä NC-ohjauksesta CELOS X:n sisältö on saatavilla kaikissa alustoissa lähes samassa määrin.
CELOS Xchange toimii CELOS Xperiencen sovellusten ja tiedonhallinnan monitoimikeskuksena CELOS X -ekosysteemissä. Pilvipohjainen CELOS Xchange mahdollistaa myös tuotannon kaksisuuntaisen integroinnin yrityksen IT:hen ja jatkossa avoimen ja turvallisen tiedonvaihdon yhteistyökumppaneiden kanssa toimitusketjuissa ja verkostoissa. CELOS Xperience on puolestaan digitaalinen työkalupakki kaikille CELOS X -ekosysteemin CELOS-sovelluksille ja ohjelmistojärjestelmille mikä avaa monia mahdollisuuksia, sillä kaikilla sovelluksilla ja työnkuluilla pyritään yksinkertaistamaan koneen käyttöä, lisäämään karatuntien määrää ja optimoimaan energiatehokkuutta samanaikaisesti. DMG Mori Open House 2024 Pfrontenissa järjestetään 22.1.-2.2.
Kun vanhan koneen aika tulee täyteen, on uuden hankinta edessä. Ja mitä nopeammin, useimmiten sen parempi. Lankapajan koneistamoon löytyi vuodenvaihteessa nopein liikkein VossiltaAkira Seiki V4.5 XP- koneistuskeskus aiempaa tekniikkaa korvaamaan.
Lankapaja monipuolinen metallin toimija. Töitä ovat ohutlevy- ja lankatyöt ja asiakkaat tulevat eri teollisuuden sektoreilta. Yksi merkittävä sektori ovat huonekaluvalmistajat.
Yritys on kasvattanut ohutlevykonekantaansa 1990-luvun alusta saakka. Tänä päivänä se on monipuolinen, koneita on käytössä lävistyskoneista lasereihin, suurissa sarjoissa palvelee automaattinen ohutlevylinja. Ohutlevytöiden lisäksi Lankapaja leikkaa myös putkia laserilla.
Uusi kone hankittiin nopein liikkein. Kone saapui välipäivänä, käyttöön se asennettiin tammikuun alussa.
Ohutlevytöitä ja teräslankaa
Lankapajan toinen talon toimiala on teräslangan käsittely ja siinä perinteet ovat pitkät. Yrjö Kuloahon vuonna 1935 perustama, silloinen Lankapaja Oy teki alkuun lampunvarjostimia. Edelleen yritys valmistaa kaikki teräslankatuotteet teollisuuden, laitevalmistajien ja myymälöiden tarpeisiin.
Taivutetut langat jatkojalostetaan verkoiksi, koreiksi, hyllyiksi, ritilöiksi, piikeiksi, kahvoiksi, telineiksi tai vaikkapa design-tuoleiksi, ja lankatuotteet yhdistetään tarvittaessa levy- ja putkituotteisiin höystettynä koneistusosilla ja lopuksi maalattuna, kokoonpantuna ja pakattuna.
Yritys palvelee koko Suomen alueella suunnittelusta toteutukseen saman katon alla.
Lankapajan toimitila sijaitsi alkuun Helsingissä Punavuoressa, tämän päivän Lankapajan tehtaat sijaitsevat Nummelassa ja Lahdessa. Lisäksi konserniin kuuluvat tytäryhtiöt Lankapaja Industri AB, Reifer Oy ja Kiikala Steel Works Oy.
Akira Seiki V4.5 XP korvaa Lankapajalla aiempaa koneistusteknologiaa. Koneistamassa Elina Virtanen.
Oma koneistamo osana palveluvalikoimaa
Osana palveluvalikoimaamme Lankapaja palvelee asiakkaitaan koneistusosien valmistamisessa. Yrityksen koneistamo toimii osana Nummelan tehdaskokonaisuutta.
Omaa koneistusta Lankapaja on tehnyt vuosituhannen alusta lähtien.
Koneistaminen on konsernin sisäinen palvelu. Lankapaja ei tee alihankintakoneistusta, vaan toiminnot hyödyttävät talon tuotantokokonaisuutta ja ovat osa palveluvalikoimaa. Koneistusosaamista hyödynnetään myös omassa työkaluvalmistuksessa. Taivutustyökalut syntyvät talon omassa tuotannossa.
”Perustavana ideana on ollut siirtää koneistukseen liittyvät toiminnot ostopalvelusta omaan toimintaamme ja tänne saman katon alle”, kertoo Estate Manager Andres Sarapuu,
joka on ollut mukana kehittämässä Lankapajan koneistustoimintoja niiden alusta saakka. Koneistamon konekanta ja myös henkilökunta on kasvanut töiden mukana, nyt käytössä on pitkälle toistakymmentä työstökonetta, henkilökunnankin määrä ulottuu toiselle kymmenelle.
”Tuotepalettimme on laaja, koneita tarvitaan useita ja niiden pitää sopia monenlaisiin tehtäviin. Työt tehdään enemmänkin sillä koneella, mille tilaa on”, Sarapuu sanoo.
Koneessa X-liike on 1150 mm, Y 640 mm ja Z 660 mm, pöydän koko on 1300×600 mm ja sen maksimi kuorma 1950 kg. Kappale kuvassa huonekalusektorin tuote.
Uusi kone aiemman tilalle
Lankapajan koneistamon konekantaan kuuluu useamman konevalmistajan sorvi- ja koneistuskeskuskalustoa, pääosin runsaasti uutta teknologiaa.
Vuodenvaihteen tienoilla koneistamoon hankittiin jälleen yksi uusi pystykarainen koneistuskeskus, tällä kertaa selkeänä aiemman kaluston korvausinvestointina. Siinä yksi asiaa määrättävä tekijä oli toimitusaika.
Tilanne oli nopea, uusi korvaava kone piti löytää vauhdilla.
”Yksi keskeinen pitkään käytössä ollut koneemme meni nopeasti siihen kuntoon, että sen korjaaminen ei ollut mielekästä. Pohjustimme uuden hankintaa, mutta haasteeksi tuli pitkä toimitusaika”, Sarapuu sanoo.
Ratkaisu kuitenkin löytyi kuitenkin lopulta notkeasti.
”Vossi Group tarjosi meille konetta, joka oli mahdollista toimittaa tänne nopein liikkein, päivissä, koska kone oli heillä itsellään varastossa. Sehän sopi paremmin kuin hyvin. Nyt käytössämme on kaksi Akira Seikin konetta aiemman yhden sijaan ja tuotanto toimii”, Sarapuu sanoo.
Estate Manager Andres Sarapuu on toiminut Lankapajalla pitkään koneistamon vastuuhenkilönä. Taustalla Vossin aikaisemmin toimittama Biglia B565YS CNC-sorvi.
Nykyajan teknologiaa
Pystykaraisessa V4.5 XP-mallissa X-liike on 1150 mm, Y 640 mm ja Z 660 mm.
”Mm. pitkä Y-akseli on hyödyksi meille, eräs tällä koneella usein tehtävä kappale jouduttiin aiemmin kääntämään valmistuksessa neljästi, tällä selvitään kahdella käännöllä, mikä tietysti nopeuttaa tuotantoa.”
Pöydän koko on 1300×600 ja sen maksimi kuorma 1950 kg.
BT40-kartion kara pyörii 12 000 1/min ja makasiiniin mahtuu 28 työkalua.
Lankapajalle uutuutena koneessa on mukana mm. 35 bar karanläpijäähdytys.
Ohjaus on Mitsubishi-pohjainen Akira Seiki Mi/845.
”Toimitusnopeus ratkaisi, saimme uuden tämän päivän teknologiaa edustavan peruskoneen nopeasti aiempaa tekniikkaa korvaamaan. Kone on valmis paketti ja ratkaisu oli sikälikin luonteva, sillä Akira Seikin teknologia on meille myös entuudestaan tuttua, koska käytössämme on ennestäänkin valmistajan kone ja olemme olleet siihen tyytyväisiä.”
Töitä uudellakin koneella on runsaasti, Lankapaja on vahvassa vauhdissa. Konsernin liikevaihto nousi kaudella 2022 jo 33,9 miljoonaan euroon.
Kari Harju
Lankapaja
Perustettu 1935
Ohutlevy- ja teräslankatuotteet, koneistus
Toimipaikat Nummela, Lahti,
Tytäryhtiöt Lankapaja Industri AB, Reifer Oy ja Kiikala Steel Works Oy.
Hyvää uutta vuotta! Konekuriirin tämänvuoden ensimmäinen numero – 1/2024 tammikuu on ilmestynyt. Täyttä Koneasiaa – Uutta teknologiaa, ajankohtaisuutisia sekä investointiartikkeleja mm. Sievistä, Kaarinasta ja Nummelasta. Konepajateollisuuden kiinnostavimmat uutuudet sekä tuoreet uutiset tässä ja nyt. Kannattaa lukea!
Metallin sopimusvalmistaja Leden vahvistaa kasvuaan investoinnein ja organisaatiotaan kehittämällä. Ohutlevyn käsittely keskittyy jatkossa uuteen Oulaisten tehtaaseen, koneistustoiminnot Sievin Eletielle, missä konekanta vahvistui hiljattain edelleen pitkien kappaleiden käsittelyn mahdollistavan koneistuskeskusinvestoinnin myötä.
Täyden palvelun sopimusvalmistaja Leden Group syntyi keväällä 2021, kun Ojala-Yhtymä Oy, LaserComp Oy, Celermec Oy sekä virolainen Favor yhdistyivät.
Uusi investointi vahvistaa Ledenin Eletien yksikön kapasiteettia. Ohjauksella…
Groupin iso idea on kokonaisvaltainen palvelu, ohjelmaan kuuluvat niin ohutlevy-, lattarauta- ja virtakiskorakenteet, koneistus ja kokoonpanot kuin tuotannollistamiseen, logistiikkaan ja tuotetiedon hallintaan liittyvissä asiat.
Lisäksi toiminnassa on teräspalvelukeskus ja omaa profiilituotantoa.
Leden Group palvelee neljässä yksikössä Suomessa ja Virossa, liikevaihto tehdään lähellä 100 miljoonaa euroa. Kasvua tavoitellaan jatkoon, henkilökuntaa Groupin palveluksessa on noin 450 henkilöä.
Toiminnot keskittyvät
Ledenin toiminnan ensimmäisiin vuosiin on mahtunut niin tuotannollista työtä kuin uuden organisaation rakennustöitä.
Ajat ovat olleet toki haastavat, mutta uuden organisaation etuna saadut leveät hartiat ovat auttaneet markkinoilla. Tavoitteisiin on päästy, niitä ylitettykin.
Nyt yksikköjen toimintoja keskitetään, ja kehityksen yksi keskeinen ilmentymä on parhaillaan toteutuksessa oleva iso ponnistus, kokonaan uuden yrityksen toimintoja palvelevan tehtaan rakennuttaminen ja varustaminen Oulaisiin.
2300 mm pitkä ja 760 mm leveä työpöytä mahdollistaa laajan kokovariaation.
Oulaisiin keskittyvät lähitulevaisuudessa konsernin ohutlevyliiketoiminta käytännössä kokonaisuudessaan. Leden rakentaa Oulaisten tehtaasta sopimusvalmistuksen keskusta ja samalla tuotantolaitteistoa modernisoidaan isosti muuton yhteydessä. Automaatio, tehokkuus ja toimintavarmuus ovat sen keskeisiä suuntimia.
Oulaisiin tehtävät kone- ja laitehankinnat tukevat tehdasinvestointia ja mahdollistavat yrityksen mukaan kapasiteetin merkittävän kasvattamisen jatkossa. Tehtaan käyttöönottoa suunnitellaan aikaisintaan tämän vuoden lopulle.
Lisää Mazak-kapasiteettia Sieviin
Ledenin toiminnan kiinteä osa ovat kokonaisvaltaista palvelunäkökulmaa palvelevat koneistustoiminnot.
Ledenin sekä Groupin omaa toimintaa että suoria ulkoisia tilaustöitä palvelevat koneistustoiminnot ja niihin liittyvät kokoonpanot keskittyvät jatkossa Sievin Eletien yksikköön, minkä monet tuntevat edelleenkin vanhalla nimellään Celermecinä.
Pystykaraiset Mazakit rivissä Eletien yksikössä. Uusi VTC-760C etualalla, taaempana kaksi VCN-530C-mallia.
Eletiellä toimii monipuolista ja myös monen konevalmistajan konekantaa, yksi keskeinen valmistaja on Mazak.
Mazakin pystykaraisia koneistuskeskuksia on useita, kuten kaksi muutama vuosi sitten hankittua X-liikkeeltään metristä Mazak VCN-530C-koneistuskeskusta 18 000 kierroksen karalla. Ydinkone tuotannossa on myös muutama vuosi sitten hankittu vaakakarainen HCN-5000-koneistuskeskus Palletech -palettiautomaatiolla.
Konekantaa kehitetään Leden Finlandin linjausten mukaan nyt eteenpäin, uusi investointi tuo yhden yksikön verran lisäiskua pystykaraiseen koneistukseen, ja samalla talon Mazak-kalusto vahvistuu jälleen yhdellä koneella.
Pystykaraisen liikkuvapylväisen koneistuskeskuksen Mazak VTC-760C:n käyttöönotto tapahtui Sievissä loppusyksystä.
”Alkuaan asiakastarpeesta toteutettu hankinta vahvistaa mahdollisuuksiamme erityisesti kookkaampien kappaleiden koneistuksessa huipputarkkuuksin”, kertoo yksikön johtaja Pertti Haataja.
Mazak VTC-760C-mallin 2300 mm pitkä ja 760 mm leveä työpöytä mahdollistaa laajan kokovariaation, ja myös toimialaan nähden varsin pitkien työkappaleiden käsittelyn. Karapään tekemä Z-akselin pystyliike mallissa on 660 mm.
Kookkaasta työalueestaan huolimatta kone mahtuu suhteellisen kompaktiin tilaan, niin leveys kuin syvyyssuunnassakin kone ottaa lattialta reilut neljä metriä.
Leikkuunesteen suodatusjärjestelmästä on etua mm. alumiineja tai muoveja ajettaessa.
Tehokasta, joustavaa koneistusta
Kokoluokan lisäksi kone tuo töihin osaltaan lisätehoja, tarkkuutta ja sujuvuutta.
Kara mallissa pyörii vakiona 12 000 kierrosta minuutissa ja tehoja töihin tuovat osaltaan pikaliikkeet 42 m/min.
”Ledenin pienempien pystykaraisten tapaan koneessa on pyöröpöytävarustus eli 4.akseli.
Samoin ohjaus koneessa on uusimman sukupolven MAZATROL SmoothG”, kertoo WihurinMatti Ranta.
Uuden VTC-sarjan koneen hankintaan kannusti kokoluokan ja koneen ominaisuuksien lisäksi notkea liitettävyys aiempien Mazakien yhteyteen työkalunhallinnan osalta.
”Olemme voineet käyttää Mazakeissa joustavasti samoja työkaluja ja sekä pystykaraisissa että 12 paletilla varustetussa vaakakaraisessa HCN-5000 Mazakissa työkalut ovat sirutettuja. Siirrettäessä työkaluja koneelta toiselle tieto siirtyy kätevästi mukana. Kyseessä on töiden kannalta huomattavasti töiden sujuvuutta edistävä asia. Koneita voidaan käyttää sujuvasti ristiin ”, Heikki Jylhä-Ollila kertoo.
Yhteistyötä koneasioissa. Vasemmalla Matti Ranta Wihurilta sekä Ledenin Pertti Haataja ja Heikki Jylhä-Ollila.
”Koneen yhteen hankimme uutta kätevää teknologiaa. Yksi sellainen on uudentyyppinen leikkuunesteen suodatusjärjestelmä, mistä on etua alumiineja tai muoveja ajettaessa. Uuden järjestelmän nauhasuodatin ja iso säiliö vähentävät tukoksia.”
Konekannan kehitys Eletiellä jatkuu. Kun Ledenin keskittämistoimien myötä aiemmin Celermecin toimintoihin kuuluneet ohutlevytyöt siirtyvät Oulaisiin, vapautuu jatkossa tiloja koneistuksen toimintojen kehitykseen. Se mahdollistaa osaltaan uudet investoinnit tulevaisuudessa.
Ledenin Eletien yksikössä työskentelee jatkossa noin 20 koneistusammattilaisen henkilökunta.