Alihankinta 2024 käynnistyy tänään Tampereen Messu- ja Urheilukeskuksessa. Lokakuun 1.–3. päivinä järjestettävässä tapahtumassa esittäytyy noin 1000 näytteilleasettajaa.Messujen teema on Tekoälyllä tuottavuutta. Konekuriiri on mukana tutusti messuilla omalla osastollaan, osoite on A-halli, osasto Dublin. Tervetuloa moikkaamaan!
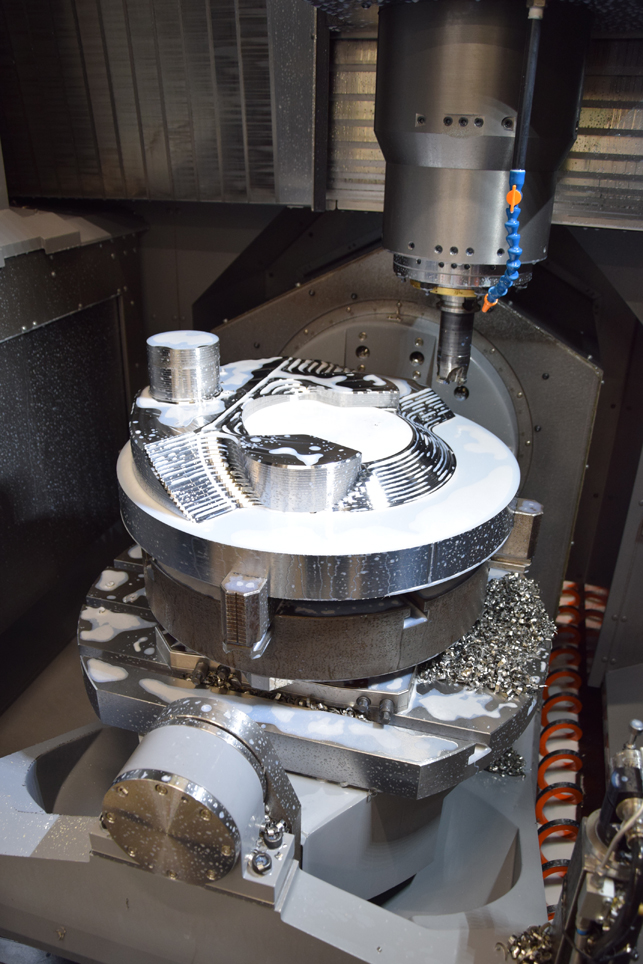
Mectalent vahvistaa koneistuksen kapasiteettiaan. Uuden sukupolven Fanuc Robodrill mahdollistaa aiempaa suurempien kappaleiden Robodrill-käsittelyn sekä tuo uutta toiminnallisuutta ja nopeutta yrityksen vaihtuviin töihin.
Oulun seudulla konepajateollisuus on vahvaa ja Mectalent Oy on yksi pohjoisen osaamisen pitkän linjan edustajia. Yritys on erikoistunut vaativaan laitevalmistukseen varsinkin terveys- ja turvallisuusteknologian sektoreilla.
Yrityksen suora edeltäjä Oulun Hienomekaniikka Oy aloitti toimintansa vuonna 1982. Kun se ja vuonna 1996 aloittanut Coronaria Instruments Oy yhdistyivät vuonna 2008, syntyi Mectalent Oy.
Koneet rivissä. Mectalentin on käytössään viisi Robodrillia. Kokemusta koneista on parinkymmenen vuoden mitalta.
Omaa osaamista
Mectalentin vuodet ovat kuluneet kasvun merkeissä. Yritys on kehittänyt toimintaansa perusalihankinnasta vähitellen yhä vaativampaan tuotantoon. Yritys panostaa omaan suunnitteluun, vahvistanut valmistuksen toimintojaan ja kehittänyt tilojaan. Nykyisiin tiloihinsa Oulussa yritys muutti vuonna 2010 ja tiloja on myöhemmin laajennettu mm. koneistuksen lisätilaa rakentamalla. Myös uusi hitsaamo rakennettiin.
Vuonna 2018 Mectalent osti suunnitteluaan edelleen vahvistamaan suunnittelutoimisto Conceptasin. Se fuusioitiin Mectalentiin nyt viime vuonna.
”Yhdistyminen selkiyttää toimintojamme. Työmme jatkuu entistä yhtenäisemmin, uutta kehittäen”, toteaa toimitusjohtaja Tapio Harila.
Liikevaihtoa Mectalent tekee 18 miljoonaa euroa. Yrityksellä on Oulun lisäksi toimintaa Helsingissä ja Tampereella.
Päivitys rivistöön
Mectalentin palveluvalikoima Oulussa kattaa koneistukset, TIG-, MIG-, orbitaali-, laser- ja ultraäänihitsaukset, samoin lankakipinätyöstön ja uppokipinätyöstön kokoonpanoihin, mittauksiin ja testauksiin saakka. Töiden sarjakoot vaihtelevat, pitempien sarjojen lisäksi lyhyempiä sarjoja sekä prototyyppejä tehdään.
Käytössä on konekantaa eri kokoluokkiin, koneistuksen osalta siihen kuuluu mm. kookasta 5-akselista jyrsinkapasiteettia. Pienempien ja keskikokoisten tarkkuuskappaleiden koneistukseen yrityksellä on käytössä mm. viisi kappaletta Fanucin Robodrillejä.
Mectalentin tilat Oulussa ovat noin 6000 neliömetrin suuruiset. Toimenkuvaan kuuluvat mm. koneistukset, erilaiset hitsaukset, lankakipinä- ja uppokipinätyöstö, mittaukset ja testaukset ja kokoonpanot.
”Ne ovat luotettavia, erilaisin töihin ja vaihtuviin sarjakokoihin nopeasti mukautuvia koneita. Robodrilleja meillä ollut käytössä ainakin pari vuosikymmentä”, Harila kertoo.
Mectalentin Robodrill-konekanta päivittyi Oulussa hiljattain jälleen yhdellä yksiköllä, kun neliakselinen uusimman Robodrill-sukupolven D21LiB5ADV Plus liittyi rivistöön.
”Kone korvaa jälleen yrityksen tuotannossa yhden pitkän päivätyön tehneen kolmiakselisen Fanucin ja päivittää samalla osaltaan valmiuksiamme tähän päivään”, kertoo työnjohtaja Lari Liikamaa.
ADVanced-edut
Mectalentille uusi Robodrill tuo ensinnäkin yhden lisäakselinsa verran toiminnallisuutta ja tehokkuutta. Kone on samalla Robodrill-malliston isoin eli L-malli ja siitä ADV- eli Advanced-versio.
Näin se mahdollistaa yritykselle aiempaa suurempien kappaleiden Robodrill-käsittelyn.
ADV on työalueeltaan perusversiota suurempi, Z-liike koneessa on 400 mm (vakioversiossa 330 mm). Y- ja Z- suunnissa liikealuetta kone tarjoaa ovat 700 ja 400 mm. Lisäksi valittu ADV-versio tuo mukanaan nipun muita etuja toki jo standardinakin nopean ja helposti tarvittaessa myös automatisoitavan koneen toimintaan.
Yksi keskeinen piirre ovat standardista edelleen lyhentyneet sykliajat.
”Koneen työkalumakasiinin kääntö on uudessa ADV-versiossa toteutettu servotekniikalla ja työkalun vaihto on synkronoitu akseliliikkeiden kanssa, mikä lisää edelleen työkalunvaihtojen nopeutta. ADV-version myötä on tehostettu uusien ratkaisujen myötä myös esimerkiksi lastunpoistoa”, kertoo myyntipäällikkö Pasi Karvonen koneen toimittaneelta MTC Flextekiltä.
Koneinvestoinnit ovat yksi keskeinen tekijä kilpailukyvyn varmistamiseen. Uusi teknologia, uuden mahdollisuudet, toteavat Tapio Harila ja Lari Liikamaa.
Nykyteknologian tapaan koneessa on kiinnitetty runsaasti huomiota myös mm. energiatehokkuuteen ja taloudellisuuteen. Ohjaus on Fanucin uusimman sukupolven 31I B5 Plus.
Tehokkuutta ja kilpailukykyä
Mectalentin käyttöön uusi räätälöity konepaketti asennettiin alkuvuodesta. Koska Robodrill-kokemus Mectalentilla on pitkä, uusimman koneen käyttöönotto kävi helposti ja se saatiin jälleen vauhdikkaasti tuotantoon. Mectalentille talon tuore Fanuc-kapasiteetin täydennys on vahvistus jatkon toiminnoille ja kasvulle.
”Ajanmukaiset koneet ja koneinvestoinnit niihin ovat yksi keskeinen tekijä yrityksen ja kilpailukyvyn varmistamiseen. Toiminnallisuudet kehittyvät, tehokkuus kasvaa ja käytettävyys paranee aina uuden teknologian myötä”, Harila summaa.
Kone on Harilan mukaan yksi osa ketjussa, mikä varmistaa osaltaan Mectalentin kehitystä eteenpäin.
”Kasvua haemme jatkossakin. Yksi vahvasti kehittyvä alue näinä aikoina on turvallisuussektori.”
Tuotannon kehitys jatkuu ja samalla Oulussa satsataan jälleen työympäristöönkin liittyviin asioihin. Uusi Absolent puhdistaa ilmaa koneistuksen työtiloissa.
Kari Harju
Mectalent Oy
Tarkkuusmekaniikka, laitevalmistus
Perustettu 1982 (Oulun Hienomekaniikka Oy)
Työtekijöitä noin 120
Liikevaihto noin 18 miljoonaa
Uusi koneistuskeskus Fanuc Robodrill D21LiB5ADV Plus.
Tuusulassa toimiva alihankintapalveluihin erikoistunut haponkestävien putkenosien ja alihankintaosien valmistaja SH-Teksor vahvistaa toimintojaan ja panostaa tuotannon automatisointiin. Alihankinta-messuilla yritys juhlistaa 40-vuotista taivaltaan.
SH-Teksor on haponkestäviä kierreosia valmistava ja myyvä suomalainen yritys.
Yritys tekee myös haponkestävän teräksen ja muiden vaativien materiaalien työstöä ja sorvausta alihankintana.
Vuonna 1984 perustettu yritys valmistaa standardi- ja alihankintatuotteita muun muassa kemian-, elintarvike-, lääke-, paperi- ja metalliteollisuudelle.
”Tuotanto-ohjelmamme käsittää standardikierreosia sekä alihankintaosia ja erikoiskierreosia. Toimitamme myös kauluksia”, kertoo yrityksen toimitusjohtaja Tero Pajunen.
Vuonna 1984 perustettu yritys valmistaa standardi- ja alihankintatuotteita muun muassa kemian-, elintarvike-, lääke-, paperi- ja metalliteollisuudelle.
5-akselisorvi robottisyötöllä
SH-Teksorin toiminnassa alihankinta ja yksilöllinen valmistus painottuvat.
”Kasvava osa tuotannostamme on alihankintatuotteita. Työstämme haponkestävää ja ruostumatonta terästä, sekä muita vaativia materiaaleja, joista valmistamme osia asiakkaan piirustusten mukaan. Tuotteitamme toimitamme Suomen lisäksi myös Pohjoismaihin ja laajemmin Eurooppaan”, Tero Pajunen sanoo.
Osaaminen, korkea laatu ja joustava toimituskyky ovat toiminnalle keskeisiä, ja kaikkia näitä teemoja palvelevat myös yrityksen uudet panostukset tuotantoon.
Parhaillaan SH-Teksor vahvistaa toimintojaan vaativassa alihankintakoneistuksessa ja erikoisosien valmistuksessa lisäämällä tuotannon automaatiota.
Yritys on juuri ottamassa käyttöön viisiakselisen sorvin robottisyötöllä, joka mahdollistaa monipuolisemman ja nopeamman asiakkaiden palvelimisen.
Toimitusjohtaja Tero Pajusen mukaan tuore investointi on osa yrityksen kasvustrategiaa, jonka painopisteenä ovat erityisesti alihankinta-asiakkaat.
Automaatioinvestointi on osa SH-Teksorin kasvustrategiaa, jonka painopisteessä ovat erityisesti alihankinta-asiakkaat. Kuvassa vasemmalta Patrick Sederholm, Tero Pajunen ja Janne Väkiparta.
”Pystymme nyt valmistamaan entistä vaativampia osia lyhyemmillä toimitusajoilla. Tavoitteenamme on lisätä automatisaation ja tekoälyn hyödyntämistä tuotannossamme jatkossa”, Pajunen sanoo.
Vahvistusta myynnin toimintoihin
Tuotantoon panostamisen lisäksi SH-Teksor on vahvistanut myös myyntitiimiään alkusyksystä.
Janne Väkiparta aloitti yrityksen myyntijohtajana vastaten alihankintapalveluista.
Patrick Sederholm siirtyi avainasiakaspäälliköksi ja keskittyy jatkossa standardituotteisiin ja jälleenmyyjiin.
Miehet ovat kokeneita myynnin ammattilaisia, jotka tuntevat alihankinta-alan hyvin.
”Haluamme olla asiakkaillemme luotettava ja joustava kumppani, joka pystyy toimittamaan laadukkaita osia ja kokoonpanoja aikataulussa ja kilpailukykyiseen hintaan.
”Odotamme innolla tapaamista nykyisten ja uusien asiakkaiden kanssa ja kuulemista heidän haasteistaan ja tavoitteistaan”, Janne Väkiparta kertoo.
Tuotantotilat sijaitsevat Tuusulan Teollisuustiellä. Yritys työllistää 30 henkilöä.
40-vuotisjuhlavuosi esillä Alihankinnassa
SH-Teksorin perinteet ovat pitkät ja tänä vuonna vietetään yrityksen toiminnan 40-vuotisjuhlavuotta. Perinteet juontavat vuoteen 1984 ja nykymuotoinen SH-Teksor syntyi vuonna 2018 kun SH-Trade Oy ja Teksor Oy yhdistyivät.
Yritys työllistää nyt 30 henkilöä, vuosittainen liikevaihto on noin seitsemän miljoonaa euroa.
Lokakuun alun Alihankinta-messuilla Tampereella SH-Teksor esittelee uusia mahdollisuuksiaan ja juhlistaa 40-vuotista toimintaansa.
Juhlavuoden kunniaksi kakkua ja kahvia on tarjolla osaston vierailijoille.
”Messut on SH-Teksorille tärkeä vuosittainen tapahtuma. Olemme iloisia voidessamme tavata asiakkaitamme ja kumppaneitamme kasvokkain. Messuilla haluamme näyttää, miten olemme kehittäneet palveluitamme ja tuotantoamme vastaamaan heidän tarpeitaan entistä paremmin.”
”Samalla olemme myös todella ylpeitä siitä, että olemme olleet alalla jo neljä vuosikymmentä ja haluamme jakaa tämän merkkipaalun asiakkaidemme kanssa”, toimitusjohtaja Tero Pajunen sanoo.
Alihankintakonepaja Kangasalan Kopal jatkaa kehityksen tiellä. Yrityksen tuotanto laajeni alkuvuonna jälleen yhdellä uudella koneyksiköllä, kun japanilaisen Nidec OKK:n viisiakselinen VB-X650-koneistuskeskus asennettiin pajalla keväällä töihin.
Kangasalan Kopal on pirteä alihankintayritys, joka on kehittänyt viime vuosina tuotantomahdollisuuksiaan määrätietoisin ottein ja askel askeleeta.
Yrityksen toiminnan käynnisti 2002 pitkän kokemuksen projektitöistä ja työkalunvalmistuksesta omaava Timo Korhonen. Työkalusuunnittelua ja projektitöitä tehtiin alkuun, mutta pian yritys suuntasi toimintaansa koneistukseen seuraavan sukupolven eli Niko Korhosen tultua töihin.
Uuden mallin valmistaja toi markkinoille viime vuonna.
”Niko meillä aloitti koneistushommat ja ensimmäinen tuotantokone oli Akira-Seikin SV 1350 -koneistuskeskus. Töiden nopeasti lisääntyessä ostettiin pian toinen Akira-Seiki, ja myöhemmin kolmaskin työtaakkaa jakamaan. Nyt lastuavia työstökoneita on täällä jo kaikkiaan kuusi, niistä kaksi viisiakselisia koneistuskeskuksia. Lisäksi tuotantoa tukee lankakipinäkone. Ja yhdestäkään tänne hankkimastamme koneesta emme ole tähän mennessä luopuneet. Kaikki ovat käytössä”, Timo Korhonen sanoo.
Luottoteknologiaa tarkkuustöihin
Kangasalan Kopal panostaa perinteisesti vaativiin 3D-muotoihin ja tarkkuustöihin. Yritys suunnittelee ja valmistaa mm. työvälineitä, muotteja ja kiinnittimiä.
Asiakkaat ovat teollisuuden monilla sektoreilla, mikä on yksi yrityksen vahvuus.
Töiden koot vaihtelevat hyvin pienistä erittäin herkän optiikan kappaleista useita satoja kiloja painaviin koneen osiin. Sarjat ovat usein pieniä.
”Olemme vähitellen pyrkineet kasvattamaan sarjakokojamme, ja siihen olemme lisänneet kapasiteettia ja konekantaamme. Työt käyvät pieninä ja isompinakin sarjoina”, Niko Korhonen sanoo.
Nidec OKK VB-X650 on uusi tehokas paketti Kangasalan Kopalin viisiakselisiin töihin. Niko Korhonen asettui kuvaan koneen viereen.
Tänä päivänä Kopalin konekanta on moninainen ja moniin töihin sopiva.
Kanta on nyt tänä vuonna laajentunut, kun yritys hankki Mäkirinteentielle japanilaisen Nidec OKK:n koneistuskeskuksen uusinta tarjontaa edustavan viisiakselisen OKK VB-X650-mallin, jonka valmistaja toi tarjontansa laajennuksena markkinoille viime vuonna.
Kone lisää Kangasalan Kopalin kapasiteettia viisiakselisessa koneistuksessa, joka talossa alkoi vuonna 2019.
”Monia töitä kolmiakselisesti voi toki tehdä, mutta vähemmät kädenjäljet ja siten tarkkuus ovat viisiakselisen teknologian etu. Vahvistamme mahdollisuuksiamme.”
Kookas työalue ja koneen ominaisuudet mahdollistavat sujuvasti vaativan viisiakselisen tuotannon
Uusi viisiakselinen edustaa teknologiaa luotettavalta valmistajalta, neliakselinen pystykarainen koneistuskeskus OKKVB-53 onkuulunut yrityksne konakantaan pitkään.
”VB-53 on palvellut meitä hyvin. Tarvitsimme koneen, ja kun sopiva kokonaispaketti saatiin hiottua, asia oli selvä”, kertoo Timo Korhonen.
”Viisiakselisesti tehtyjen kappaleiden ja komponenttien kysyntä on viime vuodet ollut varsin vahvaa. Uusi kone lisää tämän alueen kapasiteettiamme aiemman kovasti työllistetyn koneen rinnalla”, Niko Korhonen sanoo.
Tehokkaat koneet, hyvät työkalut
Vossin toimittama OKK VB-X650 on tehokas paketti viisiakselisiin töihin.
Koneita useisiin kokoluokkiin tarjoavan valmistajan VB-X -sarjan koneessa X/Y/Z-akseliliikkeet koneessa ovat 850/650/510 mm, A:n liikealue on -110 – 110 astetta, C:n 360 astetta.
Halkaisijaltaan 650 mm:n pöytä kantaa maksimissaan 350 kg:n kappaleen.
Karanopeus BT-40 -kartioisessa koneessa on 15 000 1/min, ohjaus on i Fanuc 31i-B5Plus.
”OKK tekee rakenteeltaan vankkoja ja toimintavarmoja koneita, ja se seikka oli vahva tekijä puntarissa tälläkin kertaa. Lisäksi koneen kokoluokka oli meille sopiva. Ohjelmoinnit teemme uudellekin koneelle tutusti Mastercamilla”, Timo Korhonen sanoo.
Timo Korhonen ja Niko Korhonen ovat Kangasalan Kopalin tuttu voimakaksikko. Nikon konepajakoira Rene eli Reiska on usein pajalla touhuissa mukana.
Kangasalan Kopal jatkaa tiiviisti valitsemallaan tiellä.
Vaativa tuotanto pysyy töiden ytimessä, kun suuremmat sarjat ovat tähtäimessä, siihenkin uusi tekniikka tuo osaltaan mahdollisuuksia.
”Tehokkaat koneet ja hyvät työkalut ovat perustekijät, joista kilpailukykyä haemme jatkossakin.”
Kangasalan Kopal työllistää toiminnoissaan nyt seitsemän henkilöä. Kangasalan Kopal toimii tiloissa, jotka ovat vuosien mittaan kätevästi mukautuneet toimintojen laajennuksiin. Ne mahdollistavat jatkonkin investoinnit. Niiden yhtenä teemana lienevät Timo Korhosen mukaan ainakin mittausteknologiaan liittyvät asiat.
Painosorvaaminen on perinteistä metallinkäsittelyn ammattityötä, joka vaatii tekijältään kokemusta ja tuntumaa. Manuaalihommia alan työt teollisuudessa kuitenkaan pääosin enää ole, tänä päivänä tehdään tehokkain CNC-konein. Painosorvaamo Painopojat hankki keväällä käyttöönsä uutta alan teknologiaa.
Perusmääritelmän mukaan painosorvaaminen on menetelmä, missä pyörivän muotin päälle painetaan pyöreä levyaihio pyörivän työkalun avulla.
Tehokkain ominaisuuksin varustettu Nova Sideran Hercules 800 on uusi hankinta Painopoikien CNC-konekalustoon.
Näin levystä syntyy muotoiltuja, onttoja kappaleita monenlaiseen käyttöön teollisuudessa esimerkiksi ilmanvaihdon sovellutuksista vaikkapa huonekaluteosuuden tarpeisiin.
Perinteinen painosorvaaminen on käden työtä, mikä vaatii korkeaa ammattitaitoa.
”Painosorvaajaksi kehittyminen vaatii jopa kymmenienkin vuosien kokemuksen alalta. Tietenkin sopivat edellytykset hommaan olla pohjalla, kaikista ei tietenkään painosorvaajiksi ole”, kertoo Tapio HynninenPainosorvaamo Painopojilta.
Perinteisesti ja CNC-konein
Urjalalainen Painopojat on alan yritys, joka on taittanut taivalta 1980-luvulta lähtien.
”Ensi vuonna tulee täyteen 40 vuotta yritystoimintaa. Parkerilla olin aiemmin suodatinvalmistuksessa työnjohtajana, ja erään heille alihankkijana tärkeän helsinkiläisen painosorvaamon lopettaessa toimintansa he ostivat kyseisen yrityksen, ja kysyivät, kiinnosti minua lähteä vetämään painosorvaustoimintaa. Kiinnostihan se, vaikka aluksi aikaa menikin uusien asioiden opetteluun. Siitäpä se lähti, asiakkaita löytyi pian myös Parkerin oheen”, kertoo Hynninen.
Näitä syntyy notkeasti painosorvaamalla. Hermanni Hynninen tarkastelee paperiteollisuuteen suuntaavaa kappaletta.
Vuosien mittaan Painopojat on elänyt läpi moninaiset vaiheet myös teknologiamielessä. Käsipainokonein aloiteltiin, mutta pitkään työt on tehty pääosin CNC-konein.
Silti manuaalikoneillakin on roolinsa.
”Käsipainokoneita meillä on edelleenkin käytössä. Erikoistöissä niitä tarvitaan ja myös asiat tuntevia osaajia niitä käyttämään. Uudet CNC-koneet vaativat tietysti toisenlaistakin osaamista, mutta perustuntuma menetelmään ja materiaaleihin pitää olla kohdillaan”, kertoo Hermanni Hynninen, toisen sukupolven edustaja perheyrityksen peräsimessä, toimitusjohtaja vuodesta 2010.
Kilpailukykyinen menetelmä
Urjalan lisäksi nykyisin myös Akaassa toimiva, pari vuotta sitten seudun yrittäjäpalkinnon saanut Painosorvaamo Painopojat on pääasiassa raskaamman teollisuuden palvelija ja monenlaisia kappaleita tehdään konekannalla, mikä kattaa painosorvien ohella mm. prässejä, aihioiden teossa palvelevat levytyökeskuksen ja laserleikkauskoneen, joka palvelee myös jonkin verran tehtävässä ulkoisena alihankintana tehtävässä leikkeiden valmistuksessa. Yritys tekee monenlaisia painosorvattuja kappaleita eri teollisuuden sektoreille, teollisen ilmanvaihdon on niistä vain yksi esimerkki.
Perinteistä valmistusta. Erikoistöihin käytössä on yhä useita manuaalitoimisia painosorveja.
Tuotteet tehdään kotimaahan tai usein päätyvät asiakkaiden kautta vientiin. Sarjakoot ovat moninaisia, isoista hyvinkin pieniin. Aktiivisia asiakkaita listoilla on satoja, tuotteita tuhansia.
’”Painosorvaus on sopiva menetelmä moniin kohteisiin. Menetelmä on tehokas ja mm. työkalujen valmistus painosorvaukseen varsinkin pienillä sarjoilla on kuitenkin suhteellisen edullista. Lisäksi muodot ratkaiset, tietyt muodot on helpoin tehdä painosorvaamalla.”
Painosorvauksen ohella Painosorvaamo Painopojat tekevät onttoja kappaleita myös syvävetämällä. Painopiste on silti tiiviisti painosorvaamisessa.
”Yhteistyötä teemme tietysti tuotekehityksessä asiakkaiden kanssa. Pyrimme auttamaan menetelmävalinnoissa”, Hermanni Hynninen sanoo.
Uutta CNC-painosorvausteknologiaa
Kuten kaikkeen valmistukseen, ajanmukaista teknologiaa töihin vaaditaan.
Uudessa koneessa on Siemens- ohjaus ja 6-paikkainen työkalurevolveri sekä numeraalisesti ohjatut lisätyöyksiköt. Ohjauksella Samuli Paavilainen.
Painosorvaamo Painopojat teki tänä vuonna kookkaan investoinnin uusimpaan alan CNC-teknologiaan.
Kyseessä on Nova Sideran, Hercules 800- CNC-painosorvi, mikä edelleen kehittää eteenpäin yrityksen mahdollisuuksia tehokkaaseen asiakaspalveluun.
Painopiste investoinnissa on paitsi tietenkin alan uusimman teknologian käyttöönotossa ja aiemman teknologian päivityksessä.
”Uudella koneella kasvatamme CNC-painosorvaus kapasiteettiamme max. ø1640mm pyörintähalkaisijaan, mikä soveltuu muuhunkin tuotantoketjuumme, mm. laserleikkauskone on pöydältään 1500×3000 mm, eli uusi kone soveltuu kokonaisuuteen hyvin.
Maksimi ainevahvuudessa alumiinille on 8 mm, teräkselle 5 mm ja ruostumattomalle teräkselle 4 mm. Kappaleen muoto tietysti vaikuttaa myös maksimivahvuuksiin.
Koneessa on revolveri sekä myös täysin numeraalisesti ohjattu aputyöyksikkö, eli käytännössä käytössä on yksi ylimääräinen akseli. Näin aiempaa useammat toiminnot voidaan tehdä samassa koneessa.
Urjalan lisäksi Painosorvaamo Painopojilla on nykyisin valmistusta myös Akaassa. Siellä muokataan teollisuuteen kookkaitakin kappaleita.
Nova Sideran on italialainen perinteinen painosorvitehdas ja valmistajan teknologiaa Painopojilla on ennestäänkin käytössä. Investoinnin Urjalan toimipisteeseen mahdollisti osaltaan EU-hankintatuki.
Painosorvaamo Painopojat työllistää Urjalassa ja Akaassa yhteensä nyt 15 henkilöä, liikevaihtoa syntyi vuonna 2023 2,3) miljoonaa euroa.
”Liikevaihto vaihtelee joskus voimakkaastikin vuosittain projektien kokojen mukaan, mutta siihen olemme vuosien mittaan tottuneet. Myönteisesti jatkoon katselemme, perinteitä vaalien uuteen tekniikkaan panostaen”, Hermanni Hynninen sanoo.
Kari Harju
Painosorvaamo Painopojat Oy
Painosorvaus, syvävetotyöt, leiketyöt
Perustettu 1985
Toimipaikat Urjala ja Akaa
Uusi CNC-painosorvi Nova Sideran Hercules 800- CNC
Mainiota syyskuuta! Konekuriirin kauden ensimmäinen Konekuriirin numero 7/2024 on ilmestynyt. Syksyn avauspaketti on tuttuun tapaan täynnä uutta teknologiaa, alan uutisia mielenkiintoisia investointiartikkeleja ja tietty mm. Tampereen Alihankintaa alustetaan. Lue Konekuriiri – Konepajateollisuuden kiinnostavimmat uutuudet sekä alan tuoreet uutiset tässä ja nyt.
Syyskausi on käynnistymässä ja kauteen kuuluu jälleen monipuolista messutarjontaa. Ammattimessutapahtumia riittää jälleen niin kotimaassa kuin ulkomailla. Seuraavassa poimintoja, jotka kannattaa pitää mielessä.
AMB Stuttgart
Messusyksy käynnistyy AMB-tapahtumalla 10.-14. syyskuuta. AMB on työstökoneteollisuuden saksalainen suurtapahtuma, mikä on esitellyt alan koneita, laitteita ja tarvikkeita vuodesta 1982 lähtien. Tapahtuma on järjestetty Saksan Stuttgartissa joka toinen vuosi, tosin covidin vuoksi ennen viimeisintä tapahtumaa vuonna 2022 oli neljän vuoden tauko.
AMB:n keskeistä sisältöä ovat metallintyöstökoneet ja tarkkuustyökalut, mittausjärjestelmät ja laadunvarmistuksen tarjonta, robotit, ohjelmistot, komponentit ja oheislaitteet, ja uutuuksien esittelyareenana tapahtuma on merkittävä.
AMB järjestetään syyskuussa Stuttgartissa. Kuva vuoden 2022 tapahtumasta.
Kävijän kannalta messualue on miellyttävän tiivis, hallit sijaitsevat lähellä toisiaan, joten siirtymät niiden välillä ovat nopeita. Stuttgartin lentokenttä on messualueen välittömässä läheisyydessä.
Kaikkiaan edellistapahtumassa vuonna 2022 kävijöitä kirjattiin 64,298. Näytteilleasettajia oli 1200.
Tapahtuman järjestäjien mukaan laaja kattaus on odotettavissa ja kymmenen hallia Stuttgartin messualueella käytössä.
Alihankinta, Tampere
Euroopan toiseksi suurin alihankintateollisuuden messutapahtuma Alihankinta esittelee Tampereella 1.-3. lokakuuta metalli-, elektroniikka-, muovi- ja kumiteollisuutta, teollisuuden ICT-ratkaisuja sekä näiden alojen suunnittelua ja konsultointia.
Alihankinta on järjestetty Tampereella vuodesta 1988 lähtien, viime vuonna juhlittiin tapahtuman 35-vuotista taivalta.
Tänä vuonna tapahtuman teema on tänä vuonna Tekoälyllä tuottavuutta ja aiheeseen pureudutaan niin ohjelman kuin tekoälyyn keskittyvän teemahallinkin avulla.
Tampereen Alihankinta-messut pidetään tänä vuonna lokakuun alussa.
Teemahallin lisäksi toinen ohjelma-alue messuilla on perinteinen Heat Stage -ohjelmalava. Keynote-puheenvuoroissa käsitellään mm. tekoälyn ja vastuullisuuden teemoja.
Messuilla jaetaan Vuoden Päähankkija ja Vuoden Alihankkija -palkinnot, vuodesta 1987 saakka jaettujen tunnustusten tarkoituksena on edistää suomalaisen tuotannon kilpailukykyä tukevaa verkostoitumista. Viime vuonna Alihankinnassa vieraili kolmen messupäivän aikana 16 925 kävijää.
EuroBLECH, Hannover
Ohutlevyalan messutapahtuma EuroBLECH 2024 järjestetään 22.-25. lokakuuta Hannoverissa Saksassa.
EuroBLECHiä pidetään keskeisenä levytyökoneiden -ja järjestelmien messutapahtumana maailmassa, tapahtumakattaa koko ohutlevyn käsittelyn teknologiaketjun ja on samalla alan keskeinen uutuuksien esittelyareena.
Tänä vuonna laaja tapahtuma kattaa Hannoverin messualueella yhdeksän näyttelyhallia, pinta-alaa on käytössä yli 90 000 neliömetrin.
Ohjemana kuuluu näyttely sekä moninaista tietopohjaista ajankohtaisantia. Uutta Hannoverin tapahtuman antia kävijän kannalta ovat järjestäjien mukaan tänä vuonna mm. opastetut vierailijakierrokset, jotka esittelevät kävijöille ratkaisuja tuottavuuden ja tehokkuuden lisäämiseksi.
Noin 1 300 näytteilleasettajaa esittäytyi edelliskerran kokonaisuudessa vuonna 2022, vierailijoita oli noin 38 000.
EuroBLECH on joka toinen vuosi järjestettävä levukoneiden suurtapahtuma.
Formnext, Frankfurt
Neljäntenä syksyn kiintopisteenä järjestetään ainetta lisäävän valmistuksen alueella tänäkin vuonna keskeiset Formtext-messut Frankfurtissa, sen ajankohta 12.-15. marraskuuta.
Ratkaisuja alan koko prosessiketjuun esittelevässä, 3D-tulostuksen keskeiseksi kansainväliseksi messutapahtumaksi paikkansa vakiinnuttaneessa tapahtumassa oli mukana viime vuonna 859 näytteilleasettajaa, messuvieraita paikalla kävi lähes 33 000. Tapahtuma pidetään puitteiltaan napakassa Frankfurtin messukeskuksessa. Hyvää messusyksyä 2024 kaikille!
NSK on avannut uuden katkaisulaitoksen Alankomaihin. Yhtiön Tilburgissa sijaitsevan Euroopan jakelukeskuksen yhteydessä sijaitseva 1,6 miljoonan euron laitos parantaa yrityksen mukaan asiakkaiden palvelutasoa Euroopan markkina-alueilla.
Uusi laitos on NSKJ:n mukaan virstanpylväs yhtiön matkalla kohti huippuosaamista valmistuksen alalla. Vaikka NSK Europella on jo lineaarijohteiden katkaisulaitos Newarkissa, Yhdistyneessä kuningaskunnassa, Tilburgin lisääminen auttaa optimoimaan yhtiön palvelutasoa näiden suosittujen tuotteiden osalta koko Manner-Euroopassa.
Keskus avattiin toukokuussa ja tapahtuman yhteydessä järjestettiin opastettuja kierroksia leikkauslaitokseen, live-esittelyjä ja esityksiä.
Eduardo Rodriguez, Seiki MU -lineaariliikeyksikön johtaja ja NSK Europen teollisuusliiketoimintayksikön sektorijohtaja, sanoo: ”Koska asiakkaat kaikkialla Euroopassa vaativat nopeampia toimitus- ja vasteaikoja, Tilburgin uusi tehdas antaa meille mahdollisuuden toimittaa lineaariohjaimia kaikkialle mantereella muutamassa päivässä. Euroopan sydämessä sijaitseva Tilburgin toimipiste kolminkertaistaa nykyisen kapasiteettimme, ja koska laatu on taattu, meillä on entistä paremmat mahdollisuudet vastata nopeasti asiakkaidemme tarpeisiin.”
NSK Europe Ltd. on Tokiossa toimivan laakerivalmistaja NSK:n eurooppalainen organisaatio. Lähes kaikentyyppisten vierintälaakereiden lisäksi yrityksen tuotevalikoimaan kuuluvat laakeriyksiköt, lineaarinen tekniikka, pyöränlaakeriyksiköt, voimansiirto- ja moottorilaakerit sekä ohjausjärjestelmät.
Uuden Tilburgin tehtaan ohella NSK Europen nykyinen lineaariohjaimien leikkauslaitos Newarkissa palvelee jatkossakin asiakkaita Yhdistyneessä kuningaskunnassa ja Irlannissa. Kuva: NSK:n uuden lineaariohjaimien katkaisulaitoksen kapasiteetti on yli 1000 kappaletta viikossa
Italialaiset ISTech Power suorakatkaisuvannesahat on suunniteltu tarjoamaan paras suorituskyky ja tarkkuus sahattaessa kovimpia materiaaleja 24/7-tuotannossa.
Uusi Power 440 Next Gen -malli vie sahaamisen jälleen askeleen eteenpäin ja tuo suuremman sahaus tehon sekä suorituskyvyn kokoluokkaan Ø 440 mm. Sahassa on 54 mm terä, jopa 11 kW moottori, 5500 kg paino, jotka mm. kuvaavat tämän koneen suorituskykyä.
Automaattinen materiaalin käsittely
Erinomaisen suoruustoleranssin takaavat kaksoispilariohjaimet ja sahan teräkaaren syöttäminen tuplakuularuuveilla. Kuten kaikissa ISTech Power NC -sahoissa, ohjelmoinnin joustavuus on korkealla tasolla, koneiden hallinta on viety pidemmälle kuin vain kyky hakea aineistoa kirjastosta niiden esiasetetuilla parametreilla. Kun työohjelma on asetettu, Power NC -sahojen käyttö on yksinkertaista. Kaikki sahaukseen liittyvät näkökohdat, esimerkiksi materiaalin etenemisen syöttönopeus ja terän laskeutuminen ja nousu, käsitellään automaattisesti. Automaattisesti säädettävä syöttösäädin lukee terään kohdistuvan paineen ja mukauttaa syöttöä sahattavaan materiaaliin. Terä hidastuu kiinteissä osissa (putken alkusahauksessa), kun taas se kiihtyy ontoissa osissa (leikkauksen keskellä).
Laaja valikoima ominaisuuksia
Power 440 Next Gen -lisävarusteet sisältävät mm. teräpaineen säätämisen, puristusvoiman säätämisen (ohutseinäisten putkien kiinnityksessä), Industry 4.0 -toiminnot, kuten esim. mahdollisuuden liittyä asiakkaan ERP-järjestelmään sekä etädiagnoosiin. Mikrovoitelulaite suihkuttaa voiteluainetta ilmavoiteluaineseoksena leikkausalueelle ja pitää työalueen puhtaana. Lyhyt vain 20 mm jäännöspala mahdollistaa pienen materiaalihukan. Molemmilta puolilta tuettu sahanterä tarjoaa vakautta ja varmistaa alhaiset melu- ja tärinätasot, mikä myös pidentää sahanterän käyttöikää.
Tarkkuutta ja tuottavuutta
Leikkuupaineen säädin (lisävaruste) ohjaa painetta, kunnes terä tunkeutuu materiaaliin, ja säätää syöttöä sen mukaan parhaan mahdollisen leikkaustuloksen ylläpitämiseksi. Suoruussäädin toimii myös yhdessä leikkauspaineen säätimen kanssa optimoiden leikkausajat toleranssin sisällä ja sahanterän käyttöiän. Valmistajan mukaan kone sahaa äärimmäisen tarkasti, mikä takaa korkeimman tuottavuuden myös vaikeissa materiaaleissa. Saha takaa 0,01 mm:n asemointitarkkuuden. www.vossi.fi/istech
Tuotantokoneiden modernisointi on kätevä tapa tehostaa valmistusta myös rajoitetuissa olosuhteissa. Esimerkki Saksasta, kolmen henkilön tiimillä pienissä tiloissa toimiva CNC Griesshaber on viime vuosina kasvanut vahvasti tuotantokalustoaan modernisoimalla ja automatisoimalla ilman että henkilömäärää olisi tarvinnut laajentaa tai muuttaa suurempiin tiloihin.
CNC Griesshaber tarjoaa tuotantopalveluja autoteollisuuden, koneenrakennuksen ja lääkinnällisen laitteiden tekniikan alalla.
Yli 30 vuotta alalla toimineen yrityksen töissä painopisteessä on hiekasta ja alumiinivalusta valmistettujen rakenneosien tarkkuustuotanto.
WH 3:n makasiini DMP 70 tarjoaa tilaa 600 työkappaleelle ja mahdollistaa miehittämättömän valmistuksen jopa 15 tunnin ajan.
Kolmen hengen tiimillä töitä tekevä yritys toimii rajoitetuissa tiloissa, joka aiemmin on ollut autohalli. Jotta pienestä tuotantopinta-alasta huolimatta kilpailukyky saadaan säilymään, CNC Griesshaber on investoinut viime vuodet säännöllisesti konekannan uudistamiseen.
Kompaktia automaatiota
CNC Griesshaberin päivittäiset haasteet koostuvat vaativaa valmistusta edellyttävien toimeksiantojen vastaanottamisesta.
”Olemme erikoistuneet hiekka- ja alumiinipainevaluun. Alumiinivalusta valmistetut työkappaleet ovat usein haastavia ja vaikeita käsitellä”, kertoo Florian Griesshaber, perheyrityksen kolmannen polven edustaja ja yrityksen toimitusjohtaja vuodesta 2014 lähtien.
Alan osaamisen lisäksi CNC Griesshaberin vahvuus on eräkokojen kirjo.
”Katamme kaiken alkaen pienistä 50 kappaleen koostuvista sarjoista aina 250 000 kappaleen suuriin sarjoihin asti.”
Griesshaberilla ratkaisu pienen yrityksen menestymiseen kilpailussa on ollut tuotannon modernisointi ja automaation lisääminen.
Siirtyminen automatisoituun valmistukseen tapahtui, kun vuonna 2018 yrityksen DMG Mori CMX 70 U -koneistuskeskus uudistettiin 5-akseliseksi kääntöpöytäratkaisun avulla.
CNC Griesshaber on erikoistunut hiekasta ja alumii¬nivalusta valmistettujen rakenneosien tarkkuustuotantoon. (Kuvat pl Lehmann (kuva 2), Griesshaber/DMG Mori)
Kääntöpöytien valmistajan pL Lehmannin toimittama ratkaisu mahdollisti valmistuksen pitkälle 24/7 -periaattein.
Seuraava askel yrityksessä oli investointi 4-akseliseen DMP 70-koneistuskeskukseen. Sen yhteyteen hankittiin WH 3 Cell- automaatio.
Taustalla oli yksi viimeaikojen suuri toimeksianto, mikä käsitti valonheitinkomponenttien valmistuksen alumiinipainevalusta. Kyseessä oli Euroopan laajuinen kilpailu, jonka CNC Griesshaber voitti.
”Jotta jatkossa oli mahdollista toimittaa taloudellisesti 4000 komponenttia viikossa, tarvitsimme tehokkaan automaatioratkaisun. Koska tuotantopinta-alaa ei voitu laajentaa, täytyi automaatioratkaisun olla mahdollisimman kompakti. Näin ratkaisuksi tuli DMP 70 WH 3Cell -robotin kanssa, Kokonaisuus vei lattialta vain 8,8 m2 tilan, ja se oli meille mainio ratkaisu”, Griesshaber sanoo.
Turnkey-ratkaisu kolmivuorotyöhön
Valmistusratkaisun suunnittelun yhteydessä huomioitiin CNC Griesshaberin erikoistarpeet.
Griesshaber valmistaa alle 9 m2 pinta-alalla yli 4000 valonheitinkomponent¬tia viikossa kolmessa vuorossa.
”Robotissa on tarttuja, mihin voidaan kiinnittää neljä kappaletta samanaikaisesti. Kappaleet sijoitetaan kohdistusasemalla paikalleen ja työstöä varten on asennettuna erityinen kiinnityslaite.”
WH 3 Cell -koneen kapasiteetti on täysin käytössä.
”Kone toimii jopa 15 tuntia yksikseen. Kolmivuorotyö on siis käytännössä mahdollista näin ilman lisähenkilökuntaa”, kertoo Griesshaber.
DMP 70:ssa inline-karan kierrosluku on 10.000 min−1 ja vääntömomentti 78 Nm, valinnaisesti käytettävissä myös 24.000 min−1 ja 52 Nm. Suurilla sarjoilla, joita CNC Griesshaber koneella valmistaa, 1,5 sekunnin lastu/lastu-ajat merkitsevät tuottavuuden kannalta paljon. Kiihtyvyys on 2 g, pikaliikkeet 60 m/min/ X, Y ja Z.
”Tulevaisuus on automatisoidussa valmistuksessa”
CNC Griesshaber hankki automatisoidun DMP 70:n, kun 5-akseliseksi muokatusta CMX 70 U:sta saatiin hyviä kokemuksia. Koneet toimivat yrityksen mukaan luotettavasti, pikaiseen huoltoapuun tarvittaessa yritys käyttää asiakasportaalia, häiriöt ilmoitetaan verkon kautta suoraan eteenpäin huollon asiantuntijalle.
Florian Griesshaberin mukaan yrityksen tulevaisuus on ilman muuta automatisoidussa valmistuksessa.
”Modernisointi ja automaatiopanostukset osoittivat, että voimme olla kilpailukykyisiä myös tulevaisuudessa nykyistä konekantaamme uudistamalla. Jatkossa automatisoimme 5-akselisen työstön”, sanoo Griesshaber.
CNC Griesshaber
Hiekka- ja alumiinipainevalusta valmistettujen osien tarkkuuskäsittely
Perustettu 1993
Toimipaikka Königsfeld, Saksa
pL LEHMANN
Sveitsiläinen CNC-kääntöpöytien
ja muiden metallintyöstöön liittyvien komponenttien valmistaja.