Saksalainen vuonna 1926 perustettu saksalainen työstökonejätti GROB järjesti vuosittaisen Open House -tapahtuman 1.-4.4.2025 Euroopan suurimmassa työstökonetehtaassa Mindelheimissa (yli 6000 hlö ja 199 000 m² – globaalisti yli 9000 hlö, kuudessa tehtaassa ja 2024 liikevaihto 1,8 miljardia euroa).
GROB GRC-robottisolu, joka pystyy vaihtamaan GROBin ainutlaatuiselle vaakakaraiselle 5-akselikeskukselle kappaleita, paletteja, 0-pistekiinnitin elementtejä (esim. Lang tai Hoffmann) sekä pitkäiskuisen puristimen leukoja. Kaikki GROBin tuotantosoluratkaisut voidaan yhdistää mobiiliroboteilla ja niitä ohjataan keskitetysti ylätason tuotannonohjauksella, jollaisia löytyy käytössä jo GROBin asiakkailta. Kuvassa vasemmalta Marko Vossi, Ismo Hyttinen ja Raimond Morgenson Vossilta.
Esittelyssä oli jälleen merkittäviä kehitysaskeleita ottaneita uutuuksia erityisesti älykkääseen automaatioon, joilla lyhyiden sarjojen ja toistuvien yksittäiskappaleiden miehittämättömästä tuotannosta tehdään kilpailuetu. GROBin itsevalmistamat älykkäät tuotantosolut mahdollistavat merkittävät liiketoimintamuutokset mm. nopeamman läpimenon, pienemmän varastoon sitoutuneen pääoman, vähemmän henkilöstötarpeen, pienemmän lattiapinta-alan, vähemmän teknologiainvestointeja, ym.
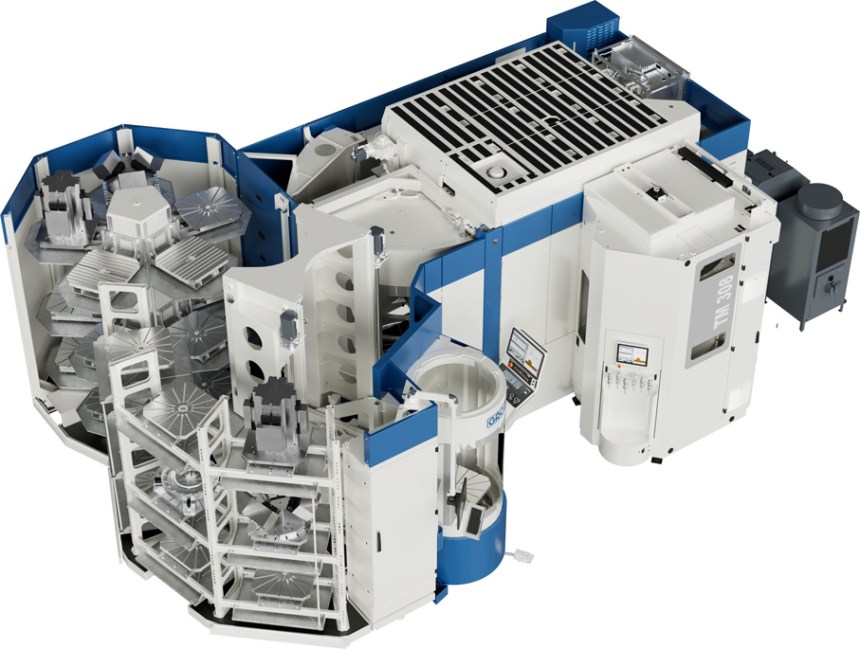
GROB esitteli myös päivitetyn version PSS-R900 pyöreästä palettivarastosta, johon mahtuu nyt peräti 32 palettia kahteen torniin. Tämä voidaan yhdistää myös kahden GROB G552 vaakakaraisen 5-akselikoneen väliin.
Esittelyssä oli mm. päivitetty GRC-robottisolu, joka pystyy vaihtamaan GROBin ainutlaatuiselle vaakakaraiselle 5-akselikeskukselle kappaleita, paletteja, 0-pistekiinnitin elementtejä (esim. Lang tai Hoffmann) sekä pitkäiskuisen puristimen leukoja. Kappaleiden aihioita ladataan ja valmiita puretaan joko vetolaatikosta tai palettien latausasemasta. Vetolaatikon tasolla voi olla useita erilaisia kappaleita. Kaikkia ohjataan GROBin itse kehittämästä erittäin helppokäyttöisestä ja intuitiivisesta soluohjauksesta.
Useita lineaaripalettiratakokonaisuuksia
Esittelyssä myös useita lineaaripalettiratakokonaisuuksia, joihin yhdistetty mm. palettien automaattista latausta ja purkua robotilla. Uusi PSS-R pyöreä palettimakasiini tuplapalettivarastotornilla (maks. 32 palettia), mikä käytettävissä myös kahdella G552 vaakakaraisella 5-akselilla, mikä tarjoaa erittäin kompaktin lattiapinta-alan. Kaikki GROBin tuotantosoluratkaisut voidaan yhdistää mobiiliroboteilla ja niitä ohjataan keskitetysti ylätason tuotannonohjauksella, jollaisia löytyy käytössä jo GROBin asiakkailta.
GROB G750T -mallissa kappaleen maksimi halkaisija voi olla 1280 mm. Koneen vapaasorvauksessa sorvaus tapahtuu missä tahansa pöydän astekulmassa portaattomasti mahdollistaen optimaalisen sorvaamisen sekä erinomaisen lastunpoiston. Taustalla näkyy koneen power skiving-toiminnolla tehty moduuli 12 hammaskehä.
Suomalaisasiakkaiden kommentit heidän käyttämistä GROBin koneista ovat mm. merkittävästi nopeammat tahtiajat, huippu lastunpoisto, keskeytyksetön tuotanto, erinomainen tarkkuus ja merkittävästi pienempi työkalujen kuluminen. Viime aikoina GROB on ottanut myös Suomessa yhä vahvempaa jalansijaa ja useille johtaville suomalaiskoneistamoille on toimitettu mm. Agco Powerille sylinterikansilinjan Linnavuoreen, Salon Metalelektrolle kolmannen GROBin FMS:ään sekä Mansnerille ja Pro Estorelle järjestelmät pyöreillä palettivarastoilla. www.vossi.fi.grob
Kuva ylhäällä: GROB GRC-robottisolussa kappaleiden aihioita ja nyt myös 0-pistekiinnittimiä ladataan ja valmiita puretaan joko vetolaatikosta tai palettien latausasemasta. Vetolaatikon tasolla voi olla useita erilaisia kappaleita. Kaikkia ohjataan GROBin itse kehittämästä helppokäyttöisestä ja intuitiivisesta soluohjauksesta.
Huhtikuun konepaketti – uusi Konekuriiri on ilmestynyt! Konekuriirin tämän vuoden nelosnumerossa ovat mukana huhtikuun mielenkiintoisimmat konepajateollisuuden teknologiauutuudet, konemarkkinoiden ja -yritysten ajankohtaisuutiset ja investointiartikkeleja mm. Alahärmästä, Sievistä ja Sipoosta. Ja totta kai – täyttä koneasiaahan se on – kannattaa lukea!
Lillbacka Powerco Oy tehostaa tuotantoaan Kauhavan Alahärmän tehtaallaan. Kookas siltatyyppinen ja liikkuvapöytäinen pitkäjyrsinkone on puristinvalmistajan historian kookkain yksittäinen kone- ja laiteinvestointi ja se tuo nopeutta sekä joustavuutta yrityksen runkovalmistukseen. Tuotantoaika runkoa kohti putoaa jopa kolmannekseen aiemmasta.
Lillbacka Powerco Oy on niin koti- kuin ulkomaidenkin markkinoilla hyvin tunnettu puristinvalmistaja. Taustaa Jorma Lillbackan perustamalla yrityksellä on vuodesta 1969, vuonna 1994 perheyhtiöstä eriytettiin omiksi yhtiöikseen puristinteknologiaan erikoistunut Lillbacka Powerco Oy ja Lillbacka Oy, nykyisin Prima Industrien omistama Finn-Power Oy, tuotemerkkinään Prima Power.
Kookas kaksipalettinen siltatyyppinen Correa Fox -pitkäjyrsinkone asennettiin alkuvuodesta Lillbacka Powercolle Alahärmään.
Tänä päivänä puristintuotannon lisäksi toinen liiketoiminta-alue toiminnassa on 1990-luvulta eteenpäin kehittynyt Powerpark- monitoimipuisto. ”Liikevaihto jakautuu tasan molempien liiketoimintojen välillä”, kertoo liiketoimintajohtaja Mika Luopajärvi.
Vahva viejä
Powercon puristimet pohjautuvat Jorma Lillbackan ratkaisuihin, toiminnot ovat kehittyneet ja paletti laajentunut. Nykytuotanto-ohjelmassa on noin 150 tuotetta ja optiot päälle. Niihin kuuluvat käsi- ja pöytämalliset sekä erilaiset lattiatyyppiset teollisen käytön letkupuristimet, myös mutteripuristimet ja letkuleikkurit kuuluvat tuotevalikoimaan, käyttäjiä ovat hydrauliikkayritykset, ajoneuvoteollisuus ja vaikkapa sähkökomponenttien valmistajat. Tuotenimellä Finn-Power operoiva yritys on pitkään ollut vahva viejä, vientitoiminnot käynnistyivät 1970-luvulta ja presidentin vientipalkintokin tuli jo vuonna 1980.
Nyt noin 95 prosenttia yhtiön tuotteista viedään ulkomaille. Tuotteet suunnitellaan ja valmistetaan Suomessa, yksi tytäryritys toimii USA:ssa, muutoin myynti ulkomailla tapahtuu jälleenmyyjäverkoston kautta. Tuotekehitykseen satsataan kolmisen prosenttia liikevaihdosta.
Koneessa on Heidenhain-ohjaus. Käyttäjänä Hannu Kojonen.
”Puristintuotannossa letkukoot ja puristusvoimat kasvavat, mutta ennen kaikkea viime vuodet ovat olleet digitalisoitumisen aikaa. Ohjauspuolella muutos on ollut iso ja nykykehitystä ohjaavat termit IoT, liitettävyys, laadunvalvonta ja tuotannon seuranta. Tuotepaletin osalta tuoreita täydentäviä lisäyksiä ovat mm. laajennuskoneet ja uusimpana merkkauslaitteet”, Luopajärvi kertoo.
Tehokkuutta ja joustavuutta
Vuodesta 2000 nykytiloissaan toimineella Alahärmän on käytössä tilaa 8000 neliötä. Koneita lähtee kappalemääräisesti ulos kolmisen tuhatta vuosittain.
Tehtaan tuotantovälineistöä on kehitetty eteenpäin mm. automaatioinvestoinnein. Ne helpottavat osaltaan paitsi tuotannon tehokkuuteen, myös henkilöstön riittävyyteen liittyviä asioita. Koneistuksen laitekanta on päivittynyt muutaman viime vuoden aikana koneistuskeskusinvestoinnein, ja viime vuosikymmenen lopulla tehtaalle hankittiin laite mm. 3D-tulostukseen. Mm. erikoisleukoja ja -työkaluja tehdään 3D-tulostamalla, yritys on kehittänyt hybriditekniikoita koneistettujen ja 3D-tulostettujen osien yhdistämiseen. Yritys tekee 3D-tulostusta myös alihankintana.
Uusi Correa tuo kapasiteettia, nopeutta ja joustavuutta puristimien runkovalmistukseen. Palettien kantavuus 15 000 kg.
Yrityksen tuore kookas panostus laitekantaan on tuore portaalijyrsinkoneen hankinta, Correan Fox asennettiin yrityksen käyttöön alkuvuodesta. Samalla se on yrityksen historian kookkain yksittäinen koneinvestointi. Hanke on Euroopan Unionin osarahoittama. Kone sijoittuu yrityksen Finn Power-puristinrunkojen valmistusta tehostamaan. Vanha yksipalettinen portaalijyrsin toimii aluksi uuden koneen rinnalla.
”Olemme ostaneet runkovalmistusta aiemmin paljon alihankinnasta, ja nyt uusi kaksipalettinen kone lisää kapasiteettia, eli pystymme tekemään koko valmistuksen käytännössä itse. Samalla tuotannon joutavuus lisääntyy merkittävästi. Lisäksi saamme käyttöön nykyautomaation edut, pystymme jatkossa operoimaan konetta myös miehittämättömänä”, Luopajärvi sanoo.
”Koneen mahdollisuuksista kertoo se, että saamme yksittäisen rungon tuotantoajan uuden koneen myötä putoamaan aiemmasta jopa kolmannekseen, eräässä perustuotteessa esimerkiksi. Tuotannon tehokkuuden kannalta muutos on siis iso”, Luopajärvi sanoo.
Miehet koneessa, Mika Luopajärvi vasemmalla, Hannu Kojonen oikealla. Pöytäkoko koneessa on 3000 mm, X-liike neljämetrinen.
Uuden sukupolven pitkäjyrsin
Espanjalaisvalmistajan Correan Fox siltatyyppinen uuden sukupolven kone, mikä yhdistelee rouhintakapasiteettia ja korkean suorituskyvyn nopeuteen ja tarkkuuteen. Nopeutta tuovat mm. lineaarijohteet, tarkkuutta järjestelmä, joka ohjaa koneen pystyakselilla syntyvää lämpötilaa. Pöytäkoot Foxeihin ovat 3500-8500 x 2000-2500 mm, Powercolla pöytä on 3000 mm, palettikapasiteetti 15 000 kg. Koneen X-liike on 4000 mm.
Karakartio koneessa on ISO-50 Big Plus, myös HSK-100 on malliin saatavissa, varusteisiin kuuluvat mm. universaalipää sekä joko Siemens tai Heidenhain-ohjaus, Powercolla viimeksi mainittu. Correan koneiden Suomen edustaja on Contos.
”Pienistä eroista valmistajien välillä valinnassa oli toki kysymys. Parin vuoden mittaisessa prosessissa kävimme läpi asioita aluksi vaakakaraisen- ja portaaliteknologian välillä, ja sen jälkeen konemerkin valinnan ratkaisivat vertailujen kautta tarpeisiimme sopiva kokonaispaketti sekä hyvät referenssit. Suomessa vastaavaa konetta ei ole, muualta Euroopassa niitä toki löytyy”, sanoo Luopajärvi.
Puristimia kokoonpanossa. Etualalla näkyvän kaltaiset kookkaimmat rungot valmistetaan jatkossa uudella pitkäjyrsinkoneella.
Koneen kanssa on Alahärmässä päästy hyvin alkuun ja yhteydet tehtaalle ovat sujuneet. ”Tutustuminenhan toki on vasta kyseessä ja ohjelmien siirto käynnissä. Kone on tuore, mutta kyntensä mahdollisuuksineen se on jo näyttänyt. Investointi hankintakustannuksineen ja tehtaalla tehtyine perustustöineen oli iso, hienoa, että omistajataholta tukea tämän kokoluokan investointeihin ja toimintojen kehittämiseen löytyy.” Kehitysprosessit Alahärmässä jatkuvat. Jatkossa tehtaalla toteutetaan lay-out muutos, millä virtausta tehostetaan edelleen. Myös ERP-järjestelmän uusinta on suunnitteilla, Mika Luopajärvi kertoo.
Kari Harju
Lillbacka Powerco Oy Puristintuotanto, monitoimipuisto Perustettu 1969 Toimipaikka, Kauhavan Alahärmä Henkilöstö: puristinvalmistus Suomessa 70 henkilöä ja 50 vakinaista + 450 kausityöntekijää monitoimipuistossa Liikevaihto: 31,1 miljoonaa euroa (2023)
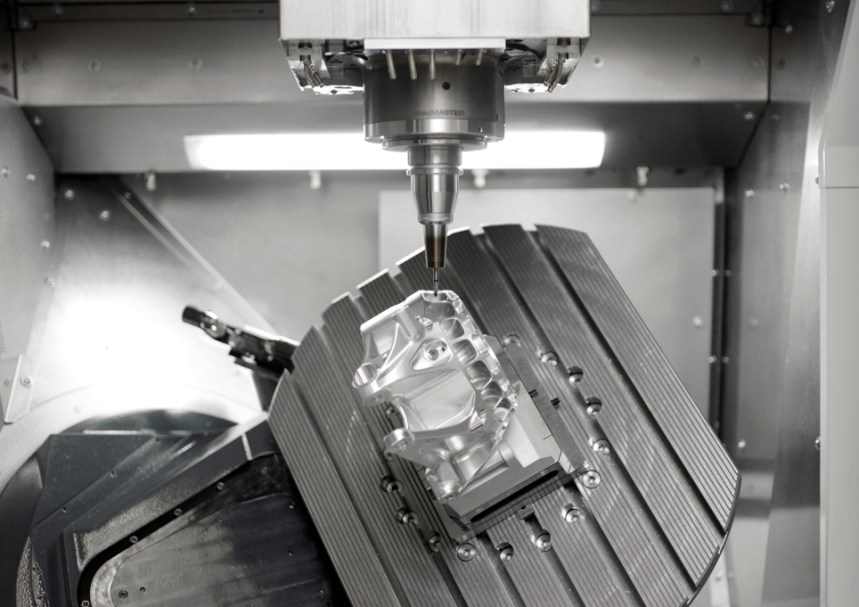
Tuttu asia on, että samanaikainen CNC-työstö 5-akselisella koneistuskeskuksella tarjoaa mahdollisuuksia nopeampaan työhön ja tarkempiin tuloksin kuin koneistus kolmella, neljällä tai 3+2 akselilla. Sen käyttö voi kuitenkin olla monimutkaista. Ratkaisut kuitenkin kehittyvät käyttäjäystävällisempään ja helppokäyttöisempään suuntaan. Seuraava esimerkki Okumalta.
Ilmailu-, energia-, auto- ja työkalu- ja muottiteollisuus ovat kaikki riippuvaisia tarkkojen työkappaleiden tuotannosta. Tehokkaat CNC-valmistusprosessit, jotka ovat mahdollisimman yksinkertaisia asentaa ja käyttää, mutta silti edullisia, ovat välttämättömiä.
Yksi tapa täyttää nämä vaatimukset, on tarjota koneita 5-akseliseen samanaikaiseen koneistukseen. Ne mahdollistavat pysty-, vaaka- ja kulmapintojen samanaikaisen. Tämä johtaa lyhyempiin läpimenoaikoihin ja tuotantosykleihin, parempaan työkappaleen laatuun ja helppokäyttöisyyteen kehittyneiden teknologioiden ansiosta.
MU-4000V
Lisätty 5-akselinen ominaisuus mahdollistaa edistyneimpien koneistusstrategioiden ja optimoitujen työkaluratojen käytön. Tuloksena parantuneet leikkausolosuhteet lisäävät tuottavuutta ja prosessin luotettavuutta. Tukeva portaalirakenne auttaa myös lisäämään prosessin luotettavuutta sekä mittavakautta ja tarkkuutta.
Yksilöllinen intuitiivinen ohjaus
Okumalla CNC-ohjaus OSP-P500 on yksi kehityksen mahdollistaja. Se voidaan räätälöidä vastaamaan yksittäisten yritysten vaatimuksia ja työstöprosesseja samalla kun se on intuitiivinen käyttäjille. Valinnaiset koulutuskurssit helpottavat alkuun pääsemistä myös kokemattomille käyttäjille.
5-Axis Auto Tuning System, joka tunnistaa sekä kompensoi valmistustoleranssit ja kulumiseen liittyvät konegeometrian virheet, varmistaa myös työkappaleiden mittatarkkuuden. Suurin tarkkuus saavutetaan yhdessä Thermo-Friendly -konseptin kanssa, joka kompensoi lämpötilaan liittyviä muodonmuutoksia. Törmäyksenestojärjestelmä (CAS) estää myös törmäyksiä ja suojaa siten sekä konetta että työkappaletta vaurioilta. Järjestelmä simuloi kaikki koneen kulkureitit taustalla. Tämä lisää prosessin luotettavuutta havaitsemalla ja estämällä mahdolliset törmäykset varhaisessa vaiheessa.
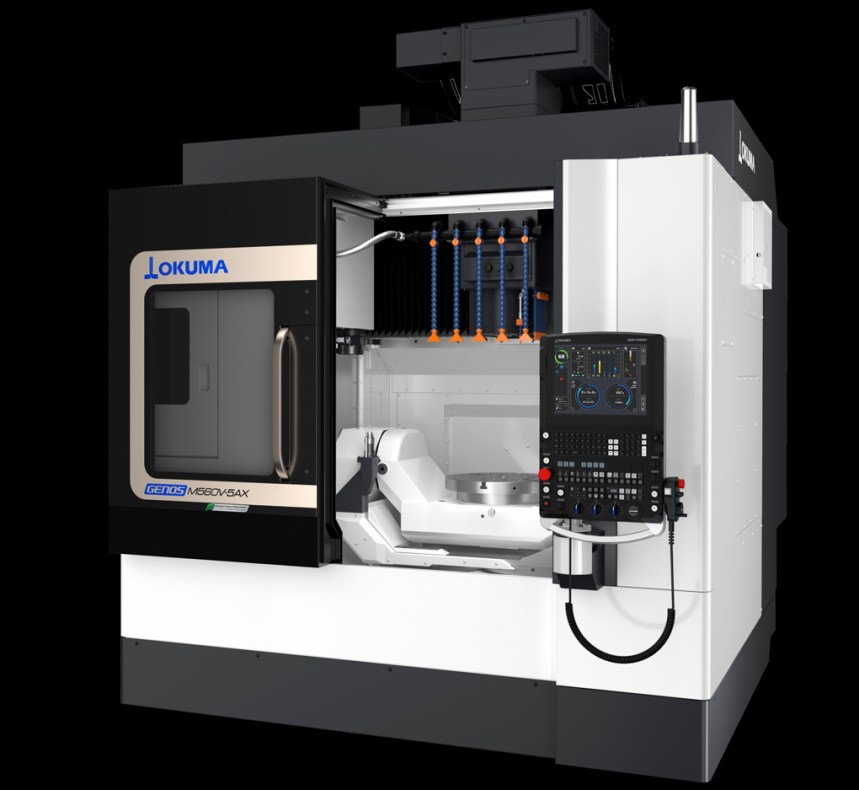
GENOS M560V-5AX
5-akseliset työstökeskukset voivat monipuolisuutensa vuoksi tulla myös pitkällä aikavälillä usein edullisempi valinta kuin 3-akseliset koneet, jotka vaativat erityisiä ohjelmistoja tai lisäosia vertailukelpoisen suorituskyvyn saavuttamiseksi.
Okuman mallistossa esimerkkejä 5-akselikoneista ovat mm. uuden malliston GENOS M560V-5AX, jossa on 60 työkalua X/Y/Z- liikealue 1 050 x 560 x 460 mm, MU-4000V-L puolestaan yhdistää sorvauksen ja 5-akselisen monitoimityön prosessi-intensiivisen, nopean ja tarkan koneistuksen saavuttamiseksi. Raskaaseen koneistukseen Okuman mallistoon kuuluu VTM-2000YB, 5-akselinen monitoimikone. Suomen edustaja on MTC Flextek.
Japanilainen työstökonevalmistaja Nakamura-Tome on lanseerannut kolmannen V-sarjan konemallin, WY-150V:n. Uudistus pitää sisällään niin mekaanisia kuin ohjelmallisia päivityksiä aikaisempaan WY-150 konemalliin nähden. Koneiden toiminnalliseen nopeuteen on kiinnitetty erityistä huomiota.
V-sarjan kantavana teemana on alusta asti ollut termi ”Faster than the fastest”, ja Nakamura on nimennyt lukuisien koneen nopeuteen vaikuttavien toimintojen ja ominaisuuksien sarjan nimellä ”ChronoCut”. Kiihtyvyyksien, synkronointinopeuksien, moottorinopeuksien ja -tehojen lisäksi huomiota on kiinnitetty erinäisten odotusaikojen minimointiin koneistusprosessin aikana.
Myös koneen runko- ja johderakennetta on päivitetty huomioiden entistä nopeammat toiminnot ja niiden asettamat rakenteelliset vaatimukset, jotta Nakamuralle tyypilliset ominaisuudet koneen tarkkuuden ja pitkän elinkaaren suhteen säilyvät vähintäänkin odotetulla tasolla.
Käytännössä V-sarjan koneilla on päästy 15-30% nopeampaan kappaleaikaan koekoneistuksissa, joita on suoritettu niin valmistajan esimerkkikappaleilla tehtaalla kuin asiakkaiden kappaleilla Suomessa.
Runko- ja johderakennetta on päivitetty huomioiden entistä nopeammat toiminnot ja niiden asettamat rakenteelliset vaatimukset.
Rakenteellisia uudistuksia
Kuten jo aikaisemmin todettiin, uuden V-mallin päivitykset eivät ole pelkästään lisää tehoa ja nopeutta vanhassa paketissa, vaan se sisältää myös rakenteellisia uudistuksia.Esim. koneen runkorakennetta on päivitetty tukevammaksi mm. sulkemalla rungossa ollut aukko taaksepäin suuntautuvalle lastunkuljettimelle, sekä uudistamalla karapylkkien rakennetta.
Kasvaneet nopeudet vaikuttavat väistämättä myös lämmöntuottoon. Ylimääräisen lämmön kompensointiin koneeseen on lisätty jäähdytysjärjestelmä revolverien hydrauliöljylle. Lisäksi uudistunut NT Thermo Navigator auttaa käyttäjää hallitsemaan lämpölaajenemista, joka uudistusten myötä on vähentynyt noin 20% aikaisempaan verrattuna.
Monipuolinen automaatio
WY-150V:n yhteyteen on saatavilla kattava paletti automaatioratkaisuita. Perinteisten tankomakasiini- ja robottiliitäntöjen lisäksi koneeseen on saatavilla käsivarsityyppinen sisäänrakennettu kappaleenpoimija, joka tuo valmiit kappaleet kuljetinhihnaa pitkin koneesta ulos. Panostusautomaation osalta on tarjolla Nakamuran valmistama huippunopea Gantry-tyyppinen panostus- ja purkuautomaatio, sekä matalampi ”Compact Loader” panostus- ja purkuautomaatio. Kummankin yhteyteen on saatavilla erityyppisiä panostusasemia. Uutena optiona on saatavilla erillinen tangon jäännöspaloille tarkoitettu kappaleenpoimija.
Ekologisuus on myös käyttökustannusten optimointia
Kuten ajan henkeen kuuluu, on Nakamuralla vahva panostus ympäristöystävällisyyteen, niin oman tuotantotoiminnan kuin myös heidän tuotteidensa osalta. WY-150V on varustettu johteiden rasvavoitelujärjestelmällä öljyn sijaan. Rasvapatruuna on helppo vaihtaa ja keskimääräinen kulutus on noin 1,2cc/h. Käytännössä tämä tarkoittaa noin 40 päivän vaihtoväliä 12 h/pv tuotantoajalla laskettuna.
Koneen hydraulipumppu on invertteriohjattu, joka alentaa melusaasteen rinnalla myös sähkönkulutusta noin 21 % perinteiseen pumppumalliin verrattuna. Lastunkuljettimen rakennetta on paranneltu monilta osin ja lastujen ajautumista leikkuunestesäiliöön on ehkäisty mm. parantamalla sisäistä virtausta ja lisäämällä erilliset keräilysäiliöt pienille ja kevyille lastuille. Koneen modernit servomoottorit puolestaan mahdollistavat jarrutusenergian talteenoton ja tuottavat sähköä takaisin järjestelmän käyttöön. Talteenoton laskennallinen hyöty 2-vuorotyössä on noin 2,8 % sähkönkulutuksesta. Suomen edustaja: Insinööritoimisto Ismo Lindberg Oy.
Saarijärveläinen RTA-Metalli investoi voimakkaasti tuotantoonsa. Yrityksen vahva kehitys kannusti yrityksen hiljattain lisäämään kapasiteettiaan, sen myötä yritys investoi jo toiseen Fermat-avarruskoneeseen. Juuri käyttöön otettua konetta varten valmistui myös uusi tuotantohalli, mihin sijoittuvat myös raskaat hitsaukset, peittaukset ja kokoonpanot.
RTA-Metalli on perustettu vuonna 1982 ja osaaminen on pitkä eri teräslaatujen hitsauksesta ja koneistuksesta. Yritys valmistaa laitekokonaisuuksia sekä paperi- ja kartonkiteollisuuden, että prosessiteollisuuden tarpeisiin. Pääasiallisia materiaaleja ovat teräkset, erityisosaamisena jaloteräkset, mutta alumiinit, punametallit ja erilaiset muovit ovat myös tuttuja.
Uuden koneen työalue on mittava, liikkeet ovat X=20,2 m, Y=3,5 m, Z(RAM)=1,5 m.
”Keskitymme suurten mittatarkkojen haponkestävien kappaleiden hitsauksiin ja koneistuksiin. Monenlaista muutakin hitsaus- ja koneistustyötä tehdään, kappaleiden painot voivat olla muutamista kymmenistä grammasta aina 40 tonniin saakka”, kertoo perheyrityksen toimitusjohtaja Hanna Auvinen.
Oman katon alta
Töissään RTA-Metalli vannoo vahvasti monipuoliseen omaan toimintaan. Monet asiat tehdään oman katon alla. ”Konekantamme on monipuolinen, ja sen ansiosta voimme valmistaa laitteisiin osat itse. Se tuo tekemiseen joustavuutta, eivätkä valmistuksen aikana ilmenevät muutostarpeet aiheuta ongelmia”, sanoo RTA-Metallin operatiivinen johtaja Timo Paananen.
Kokkaan kokoluokan koneistusten lisäksi moniosaamiseemme kuuluu erilaisten terästen sekä alumiinien hitsaukset. ”Kahdella pitkällä pyörittäjällä pystymme käsittelemään jopa 14 metriä pitkiä kappaleita. Monimuotoisten kappaleiden vuoraukset haponkestävällä teräksellä on yksi vahvuuksista.” Lisäksi talossa on pitkään toiminut oma peittaamo. Lisäksi palvelupakettiin kuuluvat kokoonpanot, toimituspalvelu hoitaa tuotteet asiakkaille niin Suomeen kuin ulkomaillekin.
Uutta tilaa ja mittava annos lisäkapasiteettia RTA-Metallille. Uuden Fermatin pöytä mahdollistaa kookkaiden kappaleiden koneistuksen, toteavat Hanna Auvinen ja Timo Paananen.
Lisää kapasiteettia, lisää tilaa
RTA-Metalli on toiminut pitkään Saarijärvellä Kunniavuorentiellä, missä käytössä ovat lähes 5000 neliömetrin tilat ja monipuolinen kookkaiden kappaleiden käsittelyn mahdollistava konekanta mm. jyrsintään, sorvaukseen ja avarrukseen. Viimeksi mainitun alueen töitä talossa on hoitanut mm. Fermatin Variant 10000 työalueeltaan X=15 m, Y=3,2 m, Z(RAM)=1,43 m, lattiatasot ja 10 tonnin pyöröpöytä, jonka V-liike = 2 m. Töiden lisääntyessä ja kysynnän kasvaessa voimakkaasti yritys käynnisti parisen vuotta sitten mittavan hankkeen, mikä kehittää tuotannon mahdollisuuksia parhaillaan reilusti eteenpäin. Painopiste on yrityksen linjausten mukaisesti nimenomaan kookkaammassa valmistuksessa ja kapasiteetin lisäämisessä.
Koneessa on Heidenhain-ohjaus. Konetta käyttää Topias Siikamäki
Investointiohjelmansa ytimessä yritys investoi nyt jo toiseen Fermat-koneeseen, kyseessä on Vossin tarjontaan kuuluvan Tšekki valmistajan WRF 160 avarruskoneeseen, jonka liikkeet ovat X=20,2 m, Y=3,5 m, Z(RAM)=1,5 m. ”Kysyntä kookkaassa valmistuksessa kasvoi ja halusimme vastata kysyntään. Koska koneelle ei ollut aiemmissa tiloissamme tilaa, edessä oli samalla uuden hallin rakennuttaminen”, kertoo Paananen. Käynnistyi projekti, minkä seurauksena muutaman kilometrin päässä Kunniavuorentien toimipisteestä kohoaa nyt uusi 3200 neliömetrin halli uutta avaraa ja led-valaistua tuotantotilaa, mikä nostaa yrityksen käytössä olevien tilojen koon yli 8000 neliömetrin.
Uusi tuotantohalli tuo RTA-Metallin käyttöön yhteensä 3200 neliömetrin lisätilat ja nostaa käytössä olevat tilaat kooltaan yli 8000 neliömetriin.
Yrityksen toinen Fermat asennettiin uusiin tiloihin vuoden lopulla. Jatkossa uuden Fermatin lisäksi uuteen halliin on sijoitettu myös uusi suurten kappaleiden hitsaamo, uudet kokoonpanotilat asennuskiskoineen sekä parhaillaan ympäristölupaa odottava uusi huippunykyaikainen peittaamo 15 metrin hapotusaltaalla ja ruiskupeittaustilalla. Nostokapasiteetti kussakin tilassa on 40tkg. Kaikkineen käynnissä oleva projekti on RTA-Metallin historian suurin investointikokonaisuus. Uusi avarruskone huomioiden sen suuruusluokka on yli 8 milj. euroa. Halliin ja koneeseen saatiin EU:n JTF-tukea.
Raskaaseen tuotantoon
Investointiohjelmassaan yritys päätyi Fermatiin aiemmasta, 2019 hankitusta saman merkin koneesta saatujen kokemusten perusteella. ”Käyttökokemuksemme Fermatista ovat erittäin hyvät, joten se oli keskeinen tekijä koneen valinnassa. Lisäksi Vossin tuki- ja huoltopalvelut ovat toimineet hyvin, ja koska merkki oli tuttu, saimme koneen myös nopeasti tuotantoon”, Paananen kertoo.
Vuodesta 2019 vuodesta asti käytössä olleesta Fermat Variant 10 000 liikealueet ovat X=15 m, Y=3,2 m, Z(RAM)=1,43 m ja 10 tonnin pyöröpöytä, jonka V-liike = 2 m. Kuvassa Hanna Auvinen, Timo Paananen ja Jarkko Vossi.
Kone mahdollistaa RTA-Metallille joustavan raskaan kappaletuotannon. Työalue on mittava, liikkeet ovat X=20,2 m, Y=3,5 m, Z(RAM)=1,5 m. Lisäksi koneen varusteukseen kuuluu 20 tonnin pyöröpöytä, jonka V-akseli = 2 m sekä 16,5×2 metrin lattiatasot.Koneen mukaan yritys hankki myös kaksi Fermatin omavalmistamaa servotoimista automaattista UHAmi SD-universaalijyrsinpäätä. ”Toinen pää on hyvä olla varalla, näin varmistetaan tuotanto myös mahdollisissa poikkeustilanteissa.”
Uudella Fermatilla työt ovat uusissa tiloissa jo alkaneet. Uuden hallin viimeistely etenee. ”Talouden kehitys ja markkinoiden muutokset ovat tuoneet viime aikoina lisähaasteita myös meille, mutta odotamme positiivista kehitystä jatkossa. Kapasiteettia on tarjolla nyt monenlaisiin toimeksiantoihin, ja myös uusille asiakkuuksille”, Hanna Auvinen toteaa.
Kari Harju
RTA-Metalli Oy Alihankinta, koneistus, hitsaus, peittaus ja kokoonpanot Perustettu 1982 Toimipaikka Saarijärvi Henkilöstö: 46 Investointikokokonaisuus tiloihin ja teknologiaan Uusi avarruskone Fermat WRF 160
Uusi Konekuriiri – maaliskuun koneuutiset! Konekuriiri 3/2025 maaliskuu on ilmestynyt. Ja jälleen, Täyttä Koneasiaa –alkukevään mielenkiintoisimmat konepajateollisuuden teknologiauutuudet, konemarkkinoiden ja -yritysten ajankohtaisuutisia ja investointiartikkeleita mm. Valkeakoskelta, Saarijärveltä ja Urjalasta. Kyllä, kannattaa lukea!
Valmet Technologies Oy Valkeakoski on investoinut kahteen TOSHULIN Basicturn 1250 C1 CNC-karusellisorviin. Koneet tulevat olemaan käytössä ensi kesänä.
Asiakkaan erinomaiset kokemukset kolmesta jo tuotannossa olevasta tshekkiläisvalmistajan koneesta vakuuttivat valitsemaan jälleen TOSHULINin. Suomessa TOSHULINin karusellisorveja edustaa yksinoikeudella Vossi Group Oy ja koneiden elinkaaren aikaisesta tuesta vastaa Vossi Service.
Kuvateksti: Asiakkaan erinomaiset kokemukset kolmesta jo tuotannossa olevasta tshekkiläisvalmistajan koneesta vakuuttivat jälleen valitsemaan kahden uuden karusellisorvin valmistajaksi TOSHULINin. Kuvassa (vas.) Valmet Technologies Oy:n Jussi Häyrynen sekä Vossi Group Oy:n Marko Vossi.
Alumiini, PVC- ja teräsprofiilien työstökoneita valmistavat Elumatec ja Emmegi fuusioituvat. Toiminta jatkuu Pohjoismaissa Voilàp Scandinaviassa.
Voilàp Scandinavia Ab on uusi keskus, joka tarjoaa Voilàp Groupin tuotemerkkien tuotteita Ruotsissa, Norjassa, Suomessa ja Virossa. Tällä hetkellä Voilàp Groupin yrityksiä ovat Elumatec, Emmegi, Emmegisoft, Imecon, Keraglass, Motiqa, Pladway, Someco, Tekna ja Voilàp Digital.
Voilàp Scandinavia
Yhdistyminen tapahtuu keväällä 2025 Norjassa ja Ruotsissa. Suomen ja Viron markkinoilla Elumatecin ja Emmegin fuusio ei aiheuta vastaavaa muutosta. Käytännössä Emmegi Scandinavia Ab, filial i Finland muuttaa nimeään ja uudeksi nimeksi tulee Voilàp Scandinavia Ab Finland. Yhdistymisen jälkeen Voilàp Scandinavia Ab:ssa työskentelee 20 henkilöä Ruotsissa, Norjassa ja Suomessa myynti-, huolto-, ja hallintotehtävissä.
Suomessa ja Virossa Elumatecin myyntiä jatkaa Projecta Oy ja Teknan myyntiä Awutek Oy. Emmegin myynti jatkuu uuden nimen, Voilàp Scandinavia Ab Finland, alla.
Laajentunut tuotevalikoima
Voilàpin mukaan laajentunut tuotevalikoima ja parannettu asiakaspalvelu tuovat toimintaan uusia mahdollisuuksia. Yksi yhtenäinen tiimi keskittyy edelleen laatuun, suorituskykyyn ja innovaatioihin brändistä riippumatta. Yhdistymisen jälkeen Voilàp Scandinavia Ab:ssa työskentelee 20 henkilöä Ruotsissa, Norjassa ja Suomessa myynti-, huolto-, ja hallintotehtävissä.
Elumatec ja Emmegi
Eugen Lutz perusti Elun vuonna 1928 Saksan Mühlackerissa. Vuonna 1984 yrityksen nimi muuttui Elumatecksi. Tammikuussa 2016 yrityskaupan jälkeen Elumatecista tuli osa samaa konsernia Emmegin kanssa. Aluksi Elu valmisti hiekkavalettuja osia; puuntyöstökoneet tulivat myöhemmin. 60-luvulla Elu keskittyi eri materiaalien profiilien työstöön. Elumatecin tuotteita ovat alumiini-, PVC- ja teräsprofiilien työstökoneet.
Emmegin historia alkoi vuonna 1970 Limidi di Solierassa (Modena, Italia), jossa sen pääkonttori sijaitsee edelleen. Perustaja on Giuseppe Caiumi, yrityksen tuotteita ovat alumiinin, PVC- ja teräsprofiilien työstöjärjestelmien suunnittelussa, valmistuksessa ja myynnissä.
DMG Mori järjesti perinteisen markkinavuoden aloittavan Open House -tapahtuman helmikuussa Saksan Pfrontenissa. Tuttuun tapaan kattaus tapahtumassa oli vahva, viisi koneuutuutta lanseerattiin.
DMG Morin Pfrontenin tapahtuman perinteet ovat pitkät. Open House Pfrontenissa järjestettiin ensimmäistä kertaa 30 vuotta sitten. Vuosien myötä tapahtuma on vakiinnuttanut paikkansa ajankohtaisen malliston sekä alkuvuoteen sijoittuvien uutuuksien esittelyareenana. Näin tälläkin kertaa, DMG Morin Machining Transformation eli MX-teeman myötä prosessien integraatio korostui tapahtumassa, Green Transformation (GX) taas merkitsee kestävämpää tuotantoa pienemmällä energiankulutuksella.
Näistä teemoista tapahtumassa oli esillä useita esimerkkejä, tuttuun tapaan livenä tarkastelussa, ja teemat korostuivat myös uutuuksien esittelyissä.
Uudet DMU 60 eVo-yleiskoneistuskeskukset esiteltiin Pfrontenissa.
Uusi DMU 60 eVo
Uutuuksien osalta viisi maailmanensi-iltaa oli ohjelmassa. Tapahtumassa esiteltiin ensinnäkin uusi toinen sukupolvi viisiakselisista DMU 60 eVo-yleiskoneistuskeskuksista. DMU 60 eVo 2. Generation -mallissa innovatiiviseen pöytäkinematiikkaan perustuen hyväksi havaittua konekonseptia on kehitetty edelleen vastaamaan kasvavia tarkkuuden, dynamiikan ja joustavuuden vaatimuksia.
DMU 60 eVo 2. Generation yhdistää Machining Transformation (MX) -konseptin teemoin samaan pakettiin valmistusprosessit, kuten jyrsintäsorvauksen, gearSKIVING-teknologiasykliä käyttävän hammaspyörien kiinnityksen ja hionnan. Tämä prosessi-integraatio tekee DMU 60 eVo 2. Generationista monikäyttöisenkoneistusratkaisun, joka voidaan joustavasti mukauttaa monenlaisiin vaatimuksiin eri teollisuudenaloilla.
Samalla älykkäät automaatioratkaisut optimoivat koneen käytön tarvittaessa ympäri vuorokauden. Ohjausvaihtoehdot ovat SINUMERIK One ja HEIDENHAIN TNC 7 – CELOS X:ssä.
ULTRASONIC 20 linear
Ultraäänituettuun hiontaan tarkoitettu ULTRASONIC 20 linear esiteltiin uudistuneena. 600:n asennetun edeltäjämallin kokemuksellaan valmistaja on uudistanut mallin täysin ja kehittänyt sen paikannustarkkuutta edelleen 3 µm lineaaristen akselien ja 3″ pyörivän kääntöakselin myötä. ULTRASONIC-tekniikalla varustettu kone on samalla DMG MORI:n tarkin 5-akselinen työstökeskus ja tarkoitettu ultraäänituettuun jyrsintään ja vaativien materiaalien, kuten lasin, keramiikkakomposiittien käsittelyyn.
Työkalunkierron ultraäänen superpositio jopa 15 µm:n amplitudilla vähentää valmistajan mukaan prosessivoimia 50 prosenttia ja mahdollistaa samalla aiempaa suuremmat syöttönopeudet, paremman pinnanlaadun ja pidemmän työkalun käyttöiän.
DMX 60 U / DMX 80 U vaativaan koneistukseen.
DMX 60 U / DMX 80 U
DMG Mori esitteli Pfrontenissa myös uudet DMX 60 U ja DMX 80 U -työstökeskusmallit. Kolmeakselisten DMV-pystyjyrsinkoneiden rakenteen pohjalle kehitetyt koneet on tarkoitettu monimutkaisten, jopa 300 ja 350 kg painavien työkappaleiden 5-puoliseen koneistukseen yleisessä konepajateollisuudessa ja mm. muottiteollisuudessa.
Liikealue DMX 60 U-mallissa on 600 x 600 x 510 mm ja suuremmassa DMX 80 U -mallissa 800 x 600 x 510 mm. Kiinteistä valukomponenteista valmistettu monoliittinen konepeti ja leveät rullaohjaimet ovat perusta tarkalle tuotannolle ja mahdollistavat DMX U -malleille 45 prosenttia suuremman jäykkyyden edeltäjiin verrattuna ja dynaamisen koneistuksen nopeilla liikkeillä, jopa 42 m/min.
Lämpötilan kompensointiominaisuudet on kehitetty takaamaan korkean lämpöstabiilisuuden ja siten tasaisen tarkan tuotannon, suorat paikanmittausjärjestelmät ja suorat käytöt X- ja Y-akselilla lisäävät paikannustarkkuutta. Pyöreän muodon tarkkuus on 6 µm. DMX 60 U ja DMX 80 U ovat myös täysiverisiä Machining Transformation (MX) teemaan lukuisten automaatioratkaisujen, CELOS X -sovelluspohjaisen ohjausjärjestelmän ja energiatehokkaan toiminnan ansiosta.
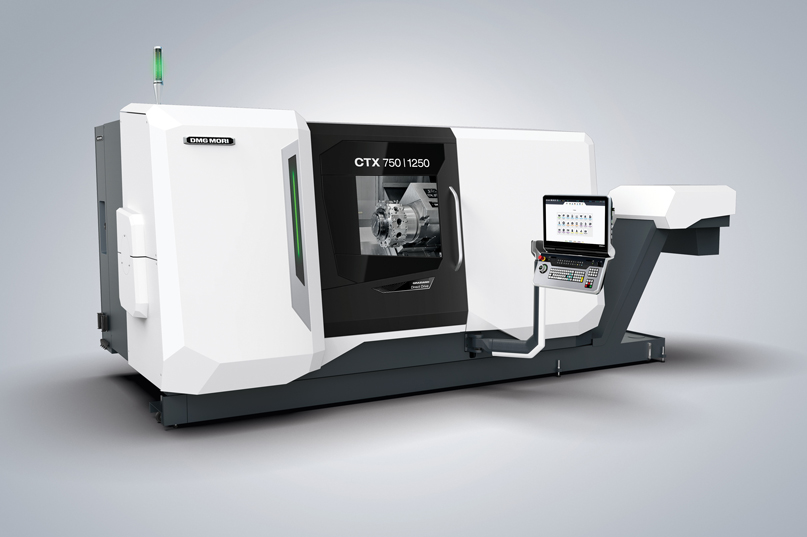
Uusissa CTX 750|1250-malleissa suorituskyky ja tarkkuus ovat lisääntyneet ja samoin energiatehokkuutta on kehitetty eteenpäin.
Yleissorvimallit CTX 750|1250
Machining Transformation teema korostuu myös uusissa kuudennen sukupolven CTX-yleissorvauskoneissa. Sarjan viimeisimmissä täydennyksissä eli CTX 750|1250 -malleissa suorituskyky ja tarkkuus ovat lisääntyneet ja samoin energiatehokkuutta kehitetty eteenpäin.
Lattialla mallit sopivat 11,7 m²:n tilaan, ja koneilla voidaan käsitellä ø 700 x 1 290 mm työkappaleita. Vasen ja oikea kara, valinnainen Y-akseli +/- 85 mm:n liikeradalla, 6 000 rpm:n karanopeus ja työkaluyhdelmä mahdollistavat vaativien geometrioiden 6-puolisen koneistuksen maksimaalisella tarkkuudella integroitujen prosessien avulla. CTX 750|1250:n erittäin jäykkä konekonsepti, jopa 55 mm leveät lineaariset ohjaimet, integroitu jäähdytys ja suorat Magnescalen mittausjärjestelmät takaavat 6 µm:n ja 12″:n paikannustarkkuuden.
Tapahtumassa esittelyssä oli myös täydentynyt PH Cell -sarja palettien käsittelyyn 300-2000 kg:n kapasiteetein sekä PH Cell Twinin kahden koneen yhdistämiseen 24/7 tuotantoa ja karan käyntiaikojen pidentämistä ajatellen. Uusi e-PALLET-järjestelmä mahdollistaa älykkäiden kiinnityslaitteiden käytön ja käyttää älykkäitä ohjelmistoja. Se lisää myös joustavuutta ja optimoi prosesseja. Intuitiivista käyttöä täydentää Clamping Master. DMG Mori Finland järjesti tuttuun tapaan matkan Pfrontenin tapahtumaan. fi/dmgmori.com