Raidekaluston kunnossapitäjä ja vaunuvalmistaja VR FleetCare ja UPM Metsä ovat solmineet sopimuksen yli 150 kappaleen raakapuuvaunutoimituksesta. Ensimmäiset vaunut tulevat liikenteeseen vuoden 2026 loppuun mennessä, ja koko vaunusarjan toimitus on valmis vuonna 2028.
Käynnistyvä projekti on merkittävä suomalaisen vaunuvalmistuksen kannalta, sillä kyseessä on ensimmäinen raakapuuvaunutoimitus VR:n ulkopuoliselle asiakkaalle. UPM korvaa puukuljetustensa ulkomaisen vaunukapasiteetin kotimaisella ostamalla Pieksämäellä valmistettavia SNPS-raakapuuvaunuja VR FleetCarelta. Sopimukseen sisältyy myös vaunujen kunnossapito, mikä varmistaa kaluston elinkaaren hallinnan ja mahdollistaa huolto-ohjelman sekä käyttöiän aikaiset muutostyöt valmistajan toimesta.
Tukea huoltovarmuudelle
”Olemme ylpeitä siitä, että UPM on valinnut meidät vaunujen toimittajaksi. Pieksämäen konepajalla on vahva kokemus EU-standardin mukaisten raakapuuvaunujen ja muun kaluston valmistuksesta. Kotimainen tuotanto tukee huoltovarmuutta ja kestävyyssiirtymää edistämällä raideliikennettä sekä parantamalla samalla Suomen kilpailukykyä”, VR:n kunnossapitojohtaja Otso Ikonen kertoo.
Uudella vaunukalustolla tullaan kuljettamaan noin kolmasosa UPM Metsän raakapuukuljetuksista rautateillä. Uusi kalusto korvaa asteittain ulkomaisen vaunukaluston, jota UPM on käyttänyt Suomessa vuodesta 2023 alkaen.
”Uuden kuljetuskaluston hankinta VR:ltä on meille merkittävä investointi kotimaan logistiikkaan. Kun vaunut valmistetaan kotimaassa, luodaan työtä ja toimeentuloa Suomeen useaksi vuodeksi. Tämä lisää edelleen UPM:n tuottamaa arvonlisää ja taloudellista hyötyä yhteiskunnalle sekä mahdollistaa raakapuun toimitusketjun kilpailukyvyn kehittämisen”, kertoo operaatiojohtaja Ville Parkkinen UPM Metsältä.
Valmistus Pieksämäen konepajalla
Uusi raakapuuvaunukauppa vahvistaa entisestään Pieksämäen konepajan toimintaa aiemmin julkaistun raskaskuljetusvaunukaupan rinnalla. Raidekaluston kunnossapitäjä ja vaunuvalmistaja VR FleetCare, norjalainen raideinfan omistaja Bane NOR, Norjan Puolustusmateriaalihallinto ja Ruotsin Puolustusvoimat solmivat vuonna 2024 sopimuksen uusien raskaskuljetusvaunujen suunnittelusta ja sarjavalmistuksesta.
VR FleetCare on pitkän historiansa aikana valmistanut lähes 50 000 vaunua suomalaisen teollisuuden tarpeisiin. Kestävän kehityksen periaatteet ja turvallisuus ohjaavat valmistusprosessia, ja Pieksämäen konepajalla on modernit tuotantotilat sekä osaaminen vaunujen valmistuksen eri vaiheisiin. VR FleetCaren aiemmin valmistamat raakapuuvaunut ovat osoittautuneet toimiviksi ratkaisuiksi tarjoten optimaalisen hyötykuorman eri puumitoille ja kotimaassa valmistetut vaunut soveltuvat erinomaisesti Suomen olosuhteisiin. Pieksämäen konepajalla valmistetaan raakapuuvaunujen lisäksi raskaskuljetusvaunuja sekä säiliövaunuja. Pieksämäen konepajan tuotantokapasiteetti on noin 300 tavaravaunua vuodessa, ja sitä voidaan kasvattaa asiakastarpeiden mukaan.
DMG Mori järjesti tammi -helmikuun vaihteessa vuosittaisen kotimessutapahtuman Pfrontenissa. Automaatioon ja järjestelmäintegraatioon keskittyneessä kokonaisuudessa oli esillä yli 40 konetta ja yli 20 automaatioratkaisua. Myös uutuuksia lanseerattiin, yksi niistä oli uudistunut viisiakselinen vaakakarainen DMU H monoBLOCK 65 H -koneistuskeskus.
Vaakakaraisten koneistuskeskusten hyviä puolia ovat suorituskyky, jäykkä rakenne ja prosessivarmuus ja ne DMG Morin mukaan ovat syitä DMU H -sarjan suosioon.
DMU 65 H monoBLOCKin 2. sukupolvi jatkaa nyt uuteen sukupolveen, se esiteltiin Pfrontenin Open Housessa.
Machining Transformation (MX) -konseptin mukaisesti prosessien integrointi, joustavat automaatioratkaisut ja digitaaliset työkalut mahdollistavat valmistajan mukaan tehokkaan ja resursseja säästävän tuotannon eri toimialoilla, kuten muotti- ja työkaluteollisuudessa, ilmailu- ja avaruusteollisuudessa sekä koneenrakennuksessa.
Tarkkuus ja prosessivarmuus
Jäykkä valurautainen konealusta kolmen pisteen tuennalla ja X-akselin kolmella ohjaimella on perusta tehokkaaseen raskaaseen koneistukseen.
Termosymmetrinen rakenne ja tehokkaat jäähdytysratkaisut mahdollistavat 5 µm:n jatkuvan tarkkuuden jo vakiovarusteinkin, liikkuva pylväsrakenne ja pienet liikkuvat massat kiihtyvyydet jopa 8,5 m/s².
Työtila koneessa on kookas, ja monipuoliset työstösovellukset, kuten korkeat kiinnitystornit, mahdollistavat monimutkaiset 5-akseligeometriat sekä syvänreiän porauksen. E-Pallet tukee entisestään koneistuksen monipuolisuutta.
Yksi mielenkiintoinen piirre koneen ominaisuuksissa on älykäs käyttöliitäntä täyssähkökäyttöisille kiinnittimille ja antureille sekä hydrauliikalle ja pneumatiikalle, mikä mahdollistaa uudistuneen konetyöpöydän järjestelyn ja älykkäiden kiinnitysratkaisujen sekä niitä hyödyntävien ohjelmistojen käytön.
Tuttuun tapaan vaakarakenteen etu on sujuva lastunpoisto ja tehokasta lämmönhallinta, mitkä tuovat prosessivarmuutta koneistukseen.
DMU 65 H monoBLOCK 2. sukupolvi esiteltiin Pfrontenissa. Prosessi-integraatio, automaatioratkaisut sekä digitoitua tuotantoa tukeva liitettävyyden ovat mahdollistamassa taloudellista ja tehokasta koneistusta.
Prosessi-integraatio
Kaksipuoleinen kääntöpyöröpöytä on suunniteltu max. ø 840 × 770 mm:n kokoisille ja 600 kg painaville kappaleille ja se mahdollistaa joustavan työstön jopa 5-in-1-prosessiin saakka, eli jyrsintä, sorvaus, hionta, mittaus ja hammastus käyvät yhdellä koneella.
Työkalumakasiiniin mahtuu enimmillään 453 työkalua, joiden enimmäispituus on 650 mm, halkaisija ø 280 mm ja paino 22 kg. Karavaihtoehdot ulottuvat 30 000 kierrokseen minuutissa, ja tarjolla on myös tehokkaaseen työstöön soveltuvia vaihtoehtoja 288 Nm:n vääntömomentilla ja HSK-A 100 -työkalukiinnityksellä.
DMU 65 H monoBLOCK 2. sukupolven korkea liitettävyys sekä CELOS X -ohjausalusta, saatavana Siemens- tai Heidenhain-ohjauksella, luovat perustan koko tuotannon kattavalle digitalisoinnille. Sovelluspohjainen, intuitiivinen käyttö sekä DMG Morin omat teknologiasyklit helpottavat koneen hallintaa entisestään, toteaa valmistaja.
Laaja valikoima automaatioratkaisuja
Niin tänä päivän kuin tulevaisuuden kestävässä valmistuksessa koneiden korkea käyttöaste myös automatisoidussa tuotannossa on hyvin keskeinen asia
Sen myötä DMG Mori tarjoaa DMU 65 H monoBLOCKin toiseen sukupolveen laajan valikoiman automaatioratkaisuja. Vaihtoehdot ulottuvat modulaarisesta PH Cell -paletinkäsittelystä lineaarisiin palettivarastoihin liitettyihin kokonaisratkaisuihin.
Ratkaisun etuna on kapea rakenne, jonka leveys on vain 2,6 metriä. Yhteensopivuus AMR-sarjan kuljettajattomien kuljetusjärjestelmien kanssa mahdollistaa autonomisen tuotantoympäristön.
Optimaalinen koneen käyttöaste yhdistettynä pieniin liikkuviin massoihin ja kattaviin Greenmode-toimenpiteisiin varmistaa valmistajan mukaan sen, että DMU 65 H monoBLOCK 2. sukupolvi täyttää energiatehokkaan ja kestävän valmistuksen vaatimukset. fi.dmgmori.com
Puolustusvoimat liittyi vuoden 2026 alussa lisäävän valmistuksen hyödyntämistä edistävään FAME-ekosysteemiin (Finnish Additive Manufacturing Ecosystem). Ekosysteemiä johtaa DIMECC Oy, ja se kokoaa yhteen yli 60 yritystä ja tutkimuslaitosta.
”Puolustusvoimissa on tutkittu lisäävän valmistuksen käytettävyyttä sotilaslogistiikassa systemaattisesti noin kymmenen vuoden ajan. Lisäävän valmistuksen käyttöönotto ja verkostoituminen siviilikomponentin kanssa perustuu Puolustusvoimien lisäävän valmistuksen strategiaan”, sanoo insinöörikapteeni Eemeli Kärkäs Puolustusvoimien logistiikkalaitoksesta. ”Saamme FAME-jäsenyyden kautta lisäävän valmistuksen toimijoita mukaan kokonaismaanpuolustuksen mallin mukaiseen Puolustusvoimien logistiikkajärjestelmään. Tästä on etuna muun muassa Puolustusvoimien tarvitseman materiaalin toimitusketjujen vahvistuminen. Teknologiana lisäävä valmistus mahdollistaa Puolustusvoimien materiaalisen suorituskyvyn kehittämisen ja innovaatioiden nopean tuottamisen, testaamisen sekä käyttöönoton. Jäsenyyden etuna nähdään myös tutkimus- ja koulutusyhteistyön laajeneminen alan toimijoiden kesken.”
Syvenevää yhteistyötä
Puolustusvoimien mukaantulo on FAME-ekosysteemille merkittävä askel viranomaisten ja teollisuuden yhteistyön syventämisessä. ”Puolustusvoimien mukaantulo osoittaa lisäävän valmistuksen strategisen merkityksen sekä viranomaisten ja teollisuuden välisen yhteistyön keskeisen roolin kokonaisturvallisuuden vahvistamisessa Suomessa. Samalla se luo suomalaiselle lisäävän valmistuksen teollisuudelle mahdollisuuden osoittaa kykynsä tuottaa vaikuttavaa ja lisäarvoa luovaa osaamista viranomaistoiminnan tueksi”, toteaa ekosysteemijohtaja Eetu Holstein DIMECC Oy:stä. ”Viranomaistahon osallistuminen on keskeistä yritysten osaamisen kehittämisessä, jotta suomalainen lisäävä valmistus voi kasvaa pitkäjänteisesti ja säilyttää kansainvälisen kilpailukykynsä.”
Koko arvoketju
FAME-ekosysteemi kattaa koko lisäävän valmistuksen arvoketjun materiaalien ja laitteiden valmistajista suunnittelijoihin, ohjelmistokehittäjiin, palveluntarjoajiin, standardointiin sekä lisäävää valmistusta käyttäviin teollisuusyrityksiin. Jäseniin kuuluvat jo muun muassa Millog ja Patria, joka oli mukana perustamassa FAME-ekosysteemiä lähes 20 muun yrityksen kanssa vuonna 2020. ”Tämä on merkittävä asia suomalaiselle lisäävälle valmistukselle ja FAME-ekosysteemille. Puolustusvoimat ovat tehneet todella hyvää työtä lisäävän valmistuksen hyödyntämisessä jo vuosia ja heidän osaamisensa on hyvin korkeatasoista. Toivotan heidät tervetulleeksi mukaan yhteistyöhön, jossa rakennetaan innovatiivista kotimaista osaamista ja tietotaitoa yhdessä FAME jäsenien kanssa”, sanoo FAMEn johtoryhmän jäsen Mika Mustakangas, Patrian kehityspäällikkö.
Sandvik Coromant on julkaissut CoroTap 100 -työkalunsa -PM-geometrialla. Kyseessä on uusi ISO P ‑materiaaleille tarkoitettu tuoteperhe, joka sisältää optimoituja suoralla lastu-uralla varustettuja kierretappeja.
Uuden kierretappityökalussa on tehokas lastunmurtorakenne, mikä on suunniteltu vähentämään tuotannon keskeytyksiä ja poistaa manuaalisen lastunpoiston tarpeen. Tuloksena on turvallisempi tuotantoympäristö ja vakaampi koneistusprosessi, jossa saavutetaan jatkuva ja luotettava tuottavuus sekä vähäinen manuaalisten vaiheiden tarve.
Tehokas lastunpoisto on kriittisen tärkeää, erityisesti umpireikien tapauksessa. CoroTap 100 -PM-geometrialla on optimoitu sisäpuoliselle lastuamisnesteen syötölle, mikä varmistaa siistin lastunpoiston ja erinomaisen pintalaadun. Läpireikien käsittelyyn suositellaan ulkopuolista lastuamisnesteen syöttöä holkkien tai suuttimien kautta, jotta optimaalinen suorituskyky voidaan saavuttaa.
Tehokasta ja tarkkaa lastunerittelyä
”Yhdistämällä tarkan lastunhallinnan korkealaatuiseen kierteitykseen autamme valmistajia pitämään tuotannon tasaisena mahdollisimman pienellä käyttäjän työpanoksella”, kertoo Cory Carpenter, joka on Sandvik Coromantin globaali tuotteiden ja digitaalisten sovellusten asiantuntija. ”Lastunmurtajan viistoterä saattaa vaikuttaa hienovaraiselta ominaisuudelta, mutta sillä on huomattavia vaikutuksia. Sen käyttäminen jo kahdessa lastu-urassa mahdollistaa tehokkaan lastunerottelun kierteen tarkkuudesta ja laadusta tinkimättä.”
”Lastuamisneste ei ole pelkkä tukitoiminto, sillä se on ratkaisevan tärkeä tekijä tarkassa kierteityksessä”, Carpenter lisää. ”Oikealla virtauksella, paineella ja pitoisuudella voidaan estää lastujen uudelleenleikkautuminen sekä pitää prosessi puhtaana ja tehokkaana.”
CoroTap 100 ‑kierretappivalikoima on saatavilla kattavilla geometrioilla, joka on räätälöity ISO P-, K-, N- ja H-materiaaleille. Valikoima sisältää suoralla lastu-uralla varustettuja kierretappeja, kierrekärkitappeja, kierreuratappeja ja manglaavia kierretappeja. Näin valmistajat saavat oikean ratkaisun jokaiseen kierteityshaasteeseen. http://www.sandvik.coromant.com
Korealainen työstökonevalmistaja DN Solutions on saattanut päätökseen saksalaisen työstökonevalmistajan Hellerin yritysoston.
Yritysten mukaan kauppa laajentaa tarjottavien ratkaisujen kokonaisuutta ja edistää innovaatioita vaativilla teollisuudenaloilla. Strateginen integraatio mahdollistaa kattavan palveluverkoston sekä räätälöidyt ratkaisut keskeisillä valmistusalueilla, kuten Euroopassa ja Pohjois-Amerikassa, ja vahvistaa globaalia vaikuttavuutta ja asiakastukea.
Vahvistuneet kyvykkyydet
Yritysten mukaan yhtiöitä yhdistää sitoutuminen tarkkuuteen, innovaatioihin ja pitkäaikaisiin asiakassuhteisiin. Hellerin brändi-identiteetti säilyy, samalla kun tutkimus- ja tuotekehityksen, tuotannon ja markkinastrategioiden synergiat hyödynnetään.
Yritysoston myötä DN Solutionsin yhteenlasketun liikevaihdon odotetaan nousevan noin kahteen miljardiin euroon. Yhtiöt valmistavat yhdessä yli 13 400 konetta vuodessa. Strategisilla investoinneilla Nürtingenin toimipaikkaan sekä muihin kansainvälisiin tuotantolaitoksiin pyritään edelleen vahvistamaan tarjontaa ja asiakastukea.
”Tämä yritysosto on molemmille yhtiöille merkittävä askel. Tavoitteenamme on luoda vahva kokonaisuus, jota kumpikaan yhtiö ei voisi rakentaa yksin. Vastaamme toimialan muuttuviin vaatimuksiin sekä tuottamaan pitkäjänteistä vakautta ja kasvua”, toteaa DN Solutionsin toimitusjohtaja Won-jong Kim.
”Tämä on molemmille win-win-tilanne. Kumppanuus asemoituu premium-tason toimijaksi vaativille teollisuudenaloille ja luo todellisen yhden luukun ratkaisun työstökonevalmistuksessa, tukien asiakkaita kaikissa tarpeissa”, lisää Hellerin toimitusjohtaja Thorsten Schmidt.
Yhteiset strategiat
DN Solutions keskittyy vaiheittaiseen yrityskaupan jälkeiseen integraatioon varmistaakseen yhteisen kulttuurin rakentamisen ja strategisen linjauksen.
Hellerin liikevaihdon kasvun elvyttäminen on keskeinen tavoite, asiakaskantoja hyödynnetään ja yhteiselle kehitykselle ja innovaatioille laaditaan selkeä tiekartta koko arvoketjun osalta, ja merkittäviä synergioita odotetaan erityisesti tutkimus- ja tuotekehityksessä, markkinoinnissa, huollossa ja tuotannossa.
DN Solutionsin ja Hellerin ensimmäinen yhteinen julkinen esiintyminen tapahtuu SIMTOS-messuilla Soulissa huhtikuussa 2026.
Kuva: Synergioita tutkimus- ja tuotekehitykseen, markkinointiin, huoltoon ja tuotantoon. Vasemmalla
Won-jong Kim, DN Solutions, and Dr. Thorsten Schmidt, Heller Group.
Vaativien koneistuskappaleiden valmistuksessa tarkkuus on äärimmäisen tärkeä asia. Tarkkuuden ylläpito vaatii kehittynyttä laadunvalvontaa, asiallisia laitteistoja ja sujuvaa yhteistyötä laitetoimittajan kanssa. Purso-Toolsin pitkäaikainen kumppani mittalaite- ja palvelutoimittajana on Mitutoyo.
Suomen länsirannikolla Porissa toimiva Purso-Tools Oy tunnetaan maailmalla raskaiden nokka-akselien ja kiertokankien valmistajana. Yrityksen asiakaskuntaa ovat moottorivalmistajat ja moottorien käyttökohteet laivoissa ja voimalaitoksilla.
Purso-Tools on maailman suurin nokka-akselien valmistaja raskaalle teollisuudelle ja samalla omalla sektorillaan toimija, jonka kaltaisia varsinkaan Euroopassa ole monia.
Pitkän linjan yhteystyötä mittausasioissa. Oikealla Purso-Toolsin Mika Aerikkala, vasemmalla Mitutoyon Harri Salmi, taustalla Crysta Apex 163012.
”Nokka-akselit ja kiertokanget kuuluvat moottorin kriittisiin komponentteihin, ja perinteisesti moottorivalmistajat ovat halunneet tehdä ne itse. Nykyisin asiat ovat kuitenkin muuttuneet. Monen asian pitää kuitenkin olla kohdallaan ja valmistajien luottamus ansaittava, että tuotantoketjuihin on mahdollista päästä”, kertoo Purso-Toolsin tuotantopäällikkö Mika Aerikkala.
Valvottua laatua
Purso-Tools Oy on rakentanut asemaansa määrätietoisin askelin 1990-luvun puolivälistä. Yritys valmistaa tänä päivänä lähes kaikkien moottorivalmistajien nokka-akseleita. Tunnettuja asiakkaita ovat mm. Wärtsilä, MAN, Bergen Engines (Rolls Royce), Bosch ja Caterpillar.
Yrityksen valtteja menestymiseen globaalissa moottoritehtaiden oman valmistuksen kanssa globaalissa kilpailussa menestymiseen ovat vahva erikoisosaaminen, kustannustehokkuus ja kyky hallita isoja nimikekokonaisuuksia. Tinkimätön laadunhallinta on kilpailussa menestymisen aivan ehdoton edellytys.
”Laadunhallinnasta puhuttaessa olemme koko toimintamme kovassa ytimessä. Kiertokankien ja nokka-akselien tuotannossa puhutaan millimetrin tuhannesosien tarkkuuksista, eikä yhtään virheellistä kappaletta tietenkään voi asiakkaille lähettää”, sanoo Aerikkala.
Mittaustyö käynnissä Crysta Apex 122010:lla.
Purso-Toolsilla menetelmät laadunhallintaan ovat kehittyneet asiakkaiden vaatimusten kasvaessa kasvaneet ja tarkistukset lisääntyessä vuosi vuodelta. Laadunhallintaan panostaminen ja sen ylläpito on yrityksessä jatkuva prosessi. Purso-Toolsin laatua osittavat ISO 9001, ISO 14001 ja OHSAS 18001 -järjestelmät. Asiakashyväksyntä on olemassa lisäksi komponenttitoimituksiin ydinvoimaloihin.
Yhdeltä taholta
Laatu on välttämättömyys ja käytännössä sitä varmistaa ajanmukainen mittausteknologia. Purso-Toolsin pitkäaikainen kumppani mittauksen alueen teknologia- ja palvelutoimittajana on Mitutoyo. Yhteistyö alkoi jo viime vuosikymmenen alussa. Purso-Tools oli hankkimassa uutta mittakonetta ja löysi ratkaisun juuri tuolloin Suomen toimintoihin vahvasti panostaneen Mitutoyon valikoimasta.
”Purso-Tools oli samalla Suomen toimiston ensimmäisiä asiakkaita, ja hankinnan kokoluokka heti komea. Mitutoyo Crysta Apex 163012 oli pitkään suurin Suomeen toimittamamme koordinaattimittakone”, sanoo Mitutoyon maajohtaja Harri Salmi.
Hankinnan myötä alkoi kumppanuus, mikä on saanut monia muotoja.
”Aiemmin käytössämme oli useiden eri toimittajien teknologiaa, nyt olemme keskittyneet käytännössä tähän yhteen merkkiin, Mitutoyoon”, toteaa Mika Aerikkala.
Purso-Toolsin käytössä on kolme kookasta Mityutoyon koordinaattimittakonetta. Cryta Apex 163012:n lisäksi Crysta Apex 122010 sekä uusimpana Crysta Apex 574.
”Mittauspää- ja anturivaihtoehdot näihin koneisiin ovat samat, näin niitä voidaan käyttää kätevästi niissä kaikissa. Mitutoyon isot koneet on varustettu arvostamallamme kääntyvällä mittapääratkaisulla, millä saadaan dynaamisuutta ja nopeutta mittausprosessiin. Verrattuna suoriin kiinteisin mittapäihin koneiden suoritustasossa on niiden myötä todella iso ero. Tämä oli merkittävä tekijä mittauskonehankintojen takana”, kertoo Aerikkala.
Järkeenkäypää käytettävyyttä
Kolmen koordinaattimittakoneen ohella Purso-Toolsilla on käytössä runsaasti muuta Mitutoyon laitekantaa, kuten pinnankarheusmittareita ja käsimittalaitteita.
Vaativampia pinnankarheuden mittauksia, kuten aaltomaisuuden mittauksia suoritetaan mittahuoneessa ohjelmistotoimisella Mitutoyon Surftest SJ-500P:llä, Mittadatan hallinta, keräys, analysointi tapahtuu Mitutyon Measurlink-ohjelmistolla.
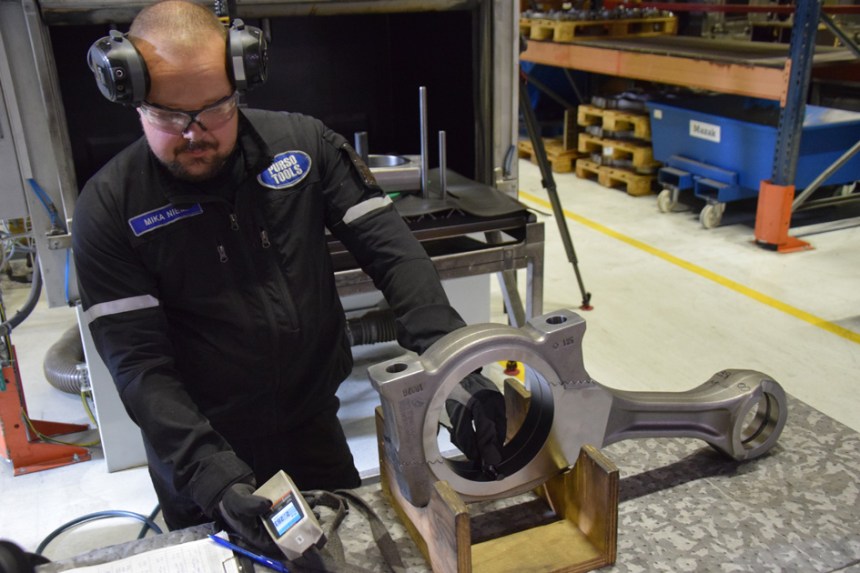
Mitutoyon käsimittalaitteita Purso-Toolsilla on laajasti käytössä. Mittaamassa Mika Niemi.
Mitutoyon koneissa ja laitteissa Purso-Tools arvostaa teknologian korkeatasoisuutta, isoissa koneissa keskeisiä tärkeitä ominaisuuksia ovat mm. dynaamisuus ja mittausnopeus. Sen lisäksi nykymaailmassa käytettävyys on keskeinen seikka. Usein juuri se on myös erottava tekijä eri valmistajien tuotteissa.
”Mitutoyon koneissa ja ohjelmissa miellyttää niiden järkeenkäypä käytettävyys. Se tekee koneiden ja ohjelmien jokapäiväisen käytön operaattorin kannalta miellyttäväksi”, Mika Aerikkala kertoo.
”Lisäksi ammattitaitoinen kokonaispalvelu on keskeinen asia. Eritoten nopea reagointi ja palvelunopeus ovat tärkeitä. Mitutoyon kanssa asiat ovat sujuneet hyvin, palvelu on ammattitaitoista ja luotettavaa, asiallista ja ystävällistä.”
”Koneiden ja laitteiden jatkuvasta tarkkuudesta huolehtivat laitetoimittajan kanssa tehdyt kalibrointisopimukset. Näin käytössämme ovat aina kalibroidut koneet”, Aerikkala sanoo.
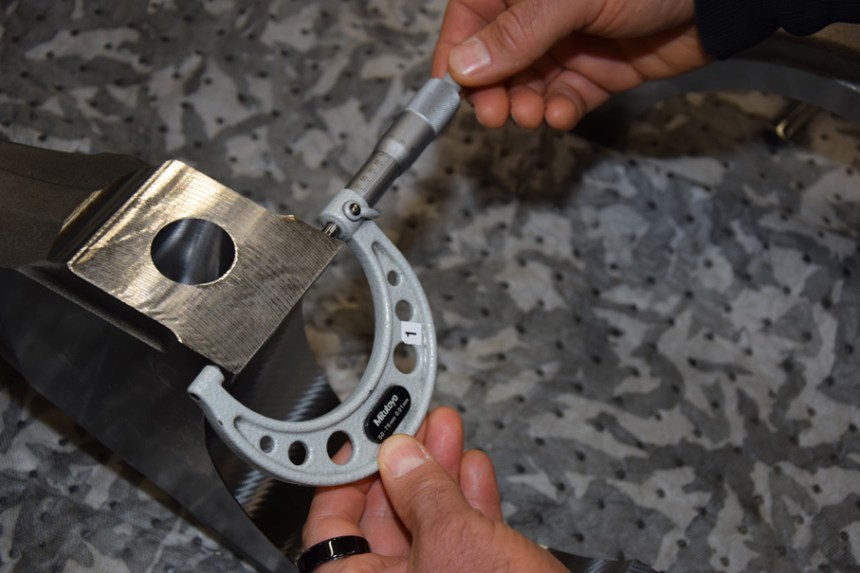
Laadunhallinta lukuisine mittauksineen on Purso-Toolsilla jatkuva prosessi. Kuvassa perinteistä mittausta kaarimikrometrillä.
Keskiössä asiakas
Näinä päivinä maailmalla kuohuu, mutta Purso-Tools elää vahvan kasvun aikaa. Laadukkaiden moottorikomponenttien kysyntä kasvaa maailmalla kovaa vauhtia. Sen myötä Purso-Toolsin vuosittainen liikevaihto on kasvanut parissa vuodessa noin 12,5 miljoonasta 15,5 miljoonaan. Vuodelle 2025 odotetaan jopa 19,5 miljoonan euron liikevaihtoa.
Yritys reagoi kysyntään laajentamalla toimintojaan, hankkimalla lisää uutta koneistusteknologiaa ja laajentamalla tilojaan yhden uuden tuotantohallin myötä. Myös uusille ammattilaisille on kysyntää. Nyt töissä on 65 henkilöä, käynnissä olevien rekryjen myötä lähestytään jatkossa sadan henkilön rajaa.
Purso-Toolsin mittausteknologioiden yhteistyökumppani Mitutoyo jatkaa myös kehityksen tiellä, jossa asiakas on aina toiminnan keskiössä.
”Asiakkaan palveleminen on meille aivan keskeinen asia, teemme joka päivä kaikkemme, että asiakas on tyytyväinen. Palvelemme korkealla insinööritaidolla ja näin asiakkaat saavat investoinneista täyden hyödyn”, kertoo Harri Salmi.
Viime vuodet Suomessa vahvasti kasvanut Mitutoyo siirsi hiljattain Tampereen lähellä Pirkkalassa sijaitsevan toimipisteensä avariin ja valoisiin vastavalmistuneisiin tiloihin. Uuden toimitilan koko melkein kaksinkertaistui ja Pirkkalan Linnakalliossa sijaitsevissa näyttelytiloissa on runsaasti erilaisia mittauskoneita ja -laitteita esillä. Tarjolla on myös palvelumittauksia ja mittaushuoneesta löytyy erittäin tarkka koordinaattimittauskone Strato-Apex 9106.
Samaan aikaan Purso-Toolsin ja Mitutyon yhteistyö jatkuu. Laadunhallinnan kanssa ollaan asioiden ytimessä, niin nyt kuin tulevaisuudessakin. www. purso-tools.fi http://www.mitutoyo.fi
Purso-Tools Oy: Moottorien komponenttivalmistaja. Nokka-akselit, kiertokanget, muut vaativat koneenosat. Toimipaikka Pori, osa Purso Groupia, liikevaihto: 15,5 miljoonaa euroa (2024)
Mitutoyo: Japanilainen teollisuuden mittalaitevalmistaja. Euroopan toimintojen katto-organisaatio: Mitutoyo Europe. Organisaatio Suomessa: Mitutoyo Scandinavia Ab Finnish Branch vuodesta 2011, toimipiste Pirkkalassa.
Kohti merenkulun ja energiateollisuuden vähähiilisempää tulevaisuutta: vöyriläinen konepaja JTK Power on valmistanut moottorivaimentimen, minkä hiilijalanjälki on lähes 50% pienempi kuin perinteisellä vaimentimella.
Yli 27 vuoden ajan teollisia vaimentimia valmistanut JTK Power luovutti Wärtsilälle syyskuun lopussa maailman ensimmäisen vähähiilisen laivamoottorin vaimentimen.
JTK Power käytti vaimentimen materiaalina kuumavalssattua SSAB Zero -terästä, jonka hiilijalanjälki on 77% pienempi kuin perinteisellä masuuniteräksellä. Koko vaimentimen CO2-päästöt putoavat lähes 50% perinteisen vaimentimen päästöjä pienemmiksi. SSAB Zero -teräksen valmistamiseen käytetään fossiilivapaata energiaa ja kierrätysterästä. Sen ominaisuudet ovat yhtä hyvät kuin tavanomaisella teräksellä.
Haasteena saatavuus
”Äänenvaimentimessa teräksen osuus on suuri, minkä vuoksi JTK Powerin valitsemalla materiaalilla on iso vaikutus lopputuotteeseen. Tämä projekti toimii alalla suunnannäyttäjänä. Teräs on maailman kierrätettävin materiaali – tämä vaimenninkin voi käyttöikänsä päätyttyä saada uuden elämän vaikka jääkaapin ovena”, kertovat SSAB Europen Technical Development Manager Erkki Krankkala ja Regional Sales Manager Timo Risku.
SSAB Zero -teräksestä valmistettujen tuotteiden haasteena on tällä hetkellä saatavuus. Kaikki kolme yritystä uskovat, että vähähiilisten terästuotteiden kysyntä tulee kasvamaan lähivuosina voimakkaasti. SSAB on tuomassa tällä hetkellä Yhdysvalloissa valmistettavan SSAB Zero -teräksen valmistuksen ensin Ruotsiin, myöhemmin myös Suomeen. Vaimenninprojektin ajavana voimana toimineella JTK Powerilla taas on kapasiteettia siirtyä lähivuosina käyttämään vaimentimissaan kokonaan vähähiilistä terästä.
”Kun toimitusketju saadaan lähemmäs ja terästuotteiden valikoima kattavammaksi, meillä on täydet edellytykset suunnitella ja valmistaa SSAB Zero -teräksestä tuotteita paljon laajempaankin käyttöön. Tällöin saamme myös pudotettua vähähiilisen vaimentimen hiilidioksidipäästöt vieläkin pienemmiksi”, kertoo JTK Powerilla projektia vetänyt Product & Sales Manager Iisakki Ala-Kauppila.
Vähähiiliseen tulevaisuuteen
Wärtsilän Category Manager Mikko Kangasniemen ja Sourcing Manager Marine Tomi Hämäläisen mukaan kolmen yrityksen yhteistyöstä syntynyt vaimennin edesauttaa osaltaan merenkulun ja energiateollisuuden vähähiilisempää tulevaisuutta.
”Meille on tärkeää tuoda asiakkaidemme tietoon, että tuotteisiin on mahdollista saada vähähiilinen vaimennin. Tämä vie meitä jälleen askeleen eteenpäin, kun rakennamme hiilineutraalia merenkulkua asiakkaidemme kanssa.”
”JTK Powerin päätavoite on poistaa melusaastetta, ja nyt voimme tehdä sen entistä ympäristöystävällisemmin. Pitkällä aikavälillä tämän projektin vaikutukset tulevat heijastumaan koko alalle”, päättää JTK Powerin toimitusjohtaja Robert Ollus.
DIMECCin johtamassa Sumexissa kehitetään uutta ohjelmistotyökalua, joka mahdollistaa ympäristövaikutusten nopean arvioinnin jo suunnitteluvaiheessa sekä automaattisen kestävyysraportoinnin tuottamisen. Sumex-hanke auttaa yrityksiä löytämään keinoja, jotka mahdollistavat tuotannon ympäristövaikutusten alentamisen.
Valmistavalla teollisuudella on keskeinen rooli entistä kestävämmän tuotannon edistämisessä. Työkalu vastaa teollisuuden kasvavaan tarpeeseen tehdä kestäviä päätöksiä vaiheessa, jossa niillä on suurin vaikutus, ilman erityisosaamisen vaatimusta. Lisäksi kiristyvä sääntely lisää organisaatioiden tarvetta tuottaa itseilmoitettuja ympäristöväittämiä tai jopa ympäristöselosteita (EPD).
Tuotteiden ja järjestelmien elinkaarikustannukset ja ympäristövaikutukset määräytyvät suurelta osin suunnittelun alkuvaiheissa. Nykyiset elinkaari- ja ympäristöarviointityökalut keskittyvät kuitenkin pääosin jälkikäteiseen analyysiin ja vastaavat kysymykseen, kuinka kestävä nykyinen ratkaisu on. Suunnittelun näkökulmasta olennaisempi kysymys olisi, miten eri suunnitteluvaihtoehdot vertautuvat toisiinsa kestävyyden näkökulmasta.
Uusi laskennallinen työkalu vastaa tähän haasteeseen. Sen tavoitteena on mahdollistaa vaihtoehtoisten toimitusketju- ja rakenneratkaisujen nopea vertailu suunnitteluprosessin aikana. Työkalu arvioi ympäristövaikutuksia, erityisesti kasvihuonekaasupäästöjä, koko toimitusketjun ja tuotteen elinkaaren ajalta.
Edistysaskel verrattuna nykykäytäntöihin
Nykyiset ympäristövaikutusten arvioinnit ovat usein työläitä, hitaita ja edellyttävät syvällistä asiantuntijaosaamista. Ne toteutetaan tyypillisesti vasta sen jälkeen, kun tuote tai tuotantoratkaisu on jo pitkälti määritelty.
Sumex-hankkeen keskeinen uutuus on nopea mallinnus ja reaaliaikainen laskenta, joka kytkeytyy organisaatioiden materiaaliluetteloihin (BOM) ja tuo kestävyysnäkökulman osaksi jokapäiväistä suunnittelutyötä. Kehitteillä oleva ohjelmisto mahdollistaa vaikutusarvojen integroinnin toimittajien EPD-raporteista, automaattisen itseilmoitetun ympäristöväittämän, joka voidaan todentaa EPD:ksi sekä ympäristövaikutusten arvioinnin jo tuotteen suunnitteluvaiheessa.
Tämä tarjoaa suunnittelijoille ja insinööreille konkreettisen työkalun tietoon perustuviin päätöksiin kestävyyden parantamiseksi.
Etenemistä rinnakkain
Hankkeen tutkimus- ja kehitystyötä johtavat professori Petri Helo ja tutkija Bening Mayanti Vaasan yliopistosta tiiviissä yhteistyössä teollisten kumppaneiden kanssa. Ohjelmisto pilotoidaan todellisissa teollisissa käyttökohteissa, kuten monimutkaisten koneiden toimitusketjuissa ja suurivolyymisessä elektroniikkavalmistuksessa. Pilotointivaiheen tavoitteena on varmistaa työkalun käytännön soveltuvuus ja helppokäyttöisyys.
Hankkeen tulokset tarjoavat teollisuudelle konkreettisen keinon toimitusketjujen ympäristövaikutusten hallintaan ja vähentämiseen. Työkalun avulla ympäristövaikutusten laskenta muuttuu helpommin saavutettavaksi, yritykset voivat pienentää hiilijalanjälkeään, parantaa toiminnallista tehokkuuttaan ja saavuttaa kilpailuetua yhä tiukentuvien kestävyysvaatimusten toimintaympäristössä.
Yritysten ja tutkimusorganisaatioiden yhteistyöhön keskittyneen DIMECCin johtaman Sumex (Sustainable Manufacturing Excellence) -hankkeen osapuolia ovat JTA Connection Oy, Prima Power, Vaski Group Oy, Danfoss Drives ja Vaasan yliopisto. Kaksivuotisen hankkeen rahoittavat mukana olevat yritykset sekä Business Finland. Se on syntynyt MAKE in Finland -ekosysteemissä mukana olevien yritysten yhteistyöstä.
Kolme varsinaissuomalaista metallialan yritystä liittoutuu tarkoituksenaan toteuttaa yhteisesti aiempaa vaativampia asiakasprojekteja. ATT Alliance -yritysten yhteinen liikevaihto on noin 10 miljoonaa euroa ja ne työllistävät yli viisikymmentä ammattilaista.
ATT Alliancen veturina on kaarinalainen alumiinialan yritys TriDeck Oy, jonka lisäksi mukana ovat Alvars Oy ja Trimet Oy. ATT -nimi on muodostettu yritysten nimien alkukirjaimista. Yritysten mukaan tavoitteena on yhdistää yritysten kokemus, erikoisosaaminen ja resurssit entistä vaativampien metallialan ja alumiinirakentamisen projektien toteuttamiseen.
”Vahvuudet yhteen”
”ATT Alliance yhdistää yritysten vahvuudet. Kyse ei ole fuusiosta, vaan strategisesta kumppanuudesta, joka monipuolistaa palvelutarjontaa ja antaa meille kaikille lisää lihaksia ja iskukykyä niin kotimaisilla kuin kansainvälisilläkin markkinoilla”, kertoo Kari Rouvali.
Rouvali on kahden allianssiyrityksen, Trimetin ja TriDeckin toimitusjohtaja, ja toimii ATT Alliancen yritysten omistajien puhemiehenä. Myös Paraisilla toimivan HL-Metalin liittymisestä allianssiin tiedotettiin aiemmin, mutta yrityksen oli vetäydyttävä yhteistyöstä, sillä sen tuoreen sopimuksen rahoitusjärjestelyt eivät sallineet osallistumisesta suunniteltuun yhteenliittymään.
Veturina TriDeck
ATT Alliancen veturina toimii kaarinalainen TriDeck Oy, joka jatkaa vuonna 1958 perustetun Jukova Oy:n alumiiniosaamisen perintöä. Jukovan kädenjälki on näkynyt vuosikymmenten varrella pienveneistä ja risteilijöistä aina juniin, metroihin ja linja-autoihin eri puolilla maailmaa sekä satojen ammattilaisten ja alihankkijoiden työssä.
TriDeckin referenssilistalta löytyy kookkaana projektina Lontoon Victoria Line -metrolinjalle tehdyt 460 vaunun lähes täydelliset sisustukset sekä vuosikymmenten yhteistyö VR:n ja Skoda Transtechin kanssa, josta esimerkkinä InterCity-junat sekä Helsingin ja Tampereen raitiovaunut.
Raisiolainen Alvars Oy on meriteollisuuteen erikoistunut suunnittelu- ja insinööritoimisto, jonka ydinosaamista ovat monimutkaiset lasirakenteet sekä lastinkiinnityssuunnitelmat vaativiin projektikuljetuksiin. Alvars on lisäksi ollut pitkään suunnittelemassa raideliikenteen ratkaisuja, esimerkiksi Helsingin ja Espoon välillä liikkuvaan Raide-Jokeriin sekä Tampereen raitiovaunuihin.
Lietolainen Trimet Oy on ohutlevyosien ja metallituotteiden sopimusvalmistaja, jonka erityisosaamista ovat vaativat ohutlevyosat leikkeistä lopputuotteisiin. Trimetin asiakaskunnasta löytyy mm. kone- ja tutkimuslaitevalmistajia, telakkateollisuutta sekä raskasta metalliteollisuutta.
”Meillä on nyt kyky toteuttaa projektit alusta loppuun eli suunnittelusta komponenttien valmistamiseen ja suuriin kokonaistoimituksiin, jopa yli 30-metrisiin aluksiin asti. Harvalla toimijalla on esimerkiksi oma alumiinivalimo”, Rouvali lisää.
Uusia konsepteja
ATT Alliancen myyntiä vetää Markus Halminen. Hänen vastuualueensa on alkuun lähinnä Jukovan entiset asiakkaat. Halminen työskenteli Jukovan palveluksessa yhteensä 18 vuotta ja on sen jälkeen toiminut tuotantopäällikkönä metallialalla.
”ATT Alliance tuo mahdollisuuksia myös täysin uusiin asiakkuuksiin ja konsepteihin. On hienoa päästä rakentamaan jatkumoa laadukkaalle suomalaiselle osaamiselle. Esimerkiksi raidealan kansainväliset asiakkaat edellyttävät, että toimittajalla on riittävää selkänojaa, tarvittavat sertifikaatit ja kykyä vastata suuriin kokonaisuuksiin. Juuri sitä varten allianssi on olemassa”, Rouvali kiteyttää.
Kuva ylhäällä: Metalliteollisuusyritysten allianssin tavoitteena on yhdistää kolmen yrityksen kokemus, erikoisosaaminen ja resurssit entistä vaativampien metallialan ja alumiinirakentamisen projektien toteuttamiseen. Kuvassa valmistumassa raitiovaunun ohjaamon seinä allianssin veturiyrityksenä toimivan TriDeckin tehtaalla Kaarinassa. TriDeckin lisäksi yhteenliittymässä ovat mukana Alvars Oy ja Trimet Oy. Kuva Jere Satamo
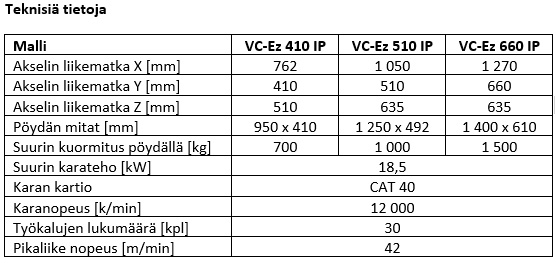
Yamazaki Mazak on tuonut markkinoille uuden pystykaraisten koneistuskeskusten sarjan, joka soveltuu hyvin asiakkaiden yksinkertaisimpiin tuotantotehtäviin ja työtilauksiin. Vaativiin koneistuksiin Mazak tarjoaa edelleen tuttuja VCE- ja VCN-mallistoja uusimman VC-Ez-malliston rinnalla.
Tehokas ja kompakti jyrsinkara läpikaran jäähdytyksellä nostaa koneen tuottavuutta.
Yksinkertaista tehokkuutta
Yamazaki Mazak on uutta VC-Ez-sarjaa suunnitellessa pyrkinyt mahdollisimman tehokkaaseen tuotantoon ja suureen tuotannon volyymiin. Näiden uusien mallien vakiovarustelu on poikkeuksellisen runsas ja lisävarustelista taas epätavallisen lyhyt. Tällä pyritään mahdollisimman vakioituun tuotantoon Yamazaki Mazakin tehtaalla. Tehokas tuotantotapa näkyykin positiivisesti koneen myyntihinnassa.
Koneita valmistetaan vain kolmea eri kokoluokkaa, mikä omalta osaltaan varmistaa riittävän suuret tuotantomäärät ja korkean laadun tuotannossa.
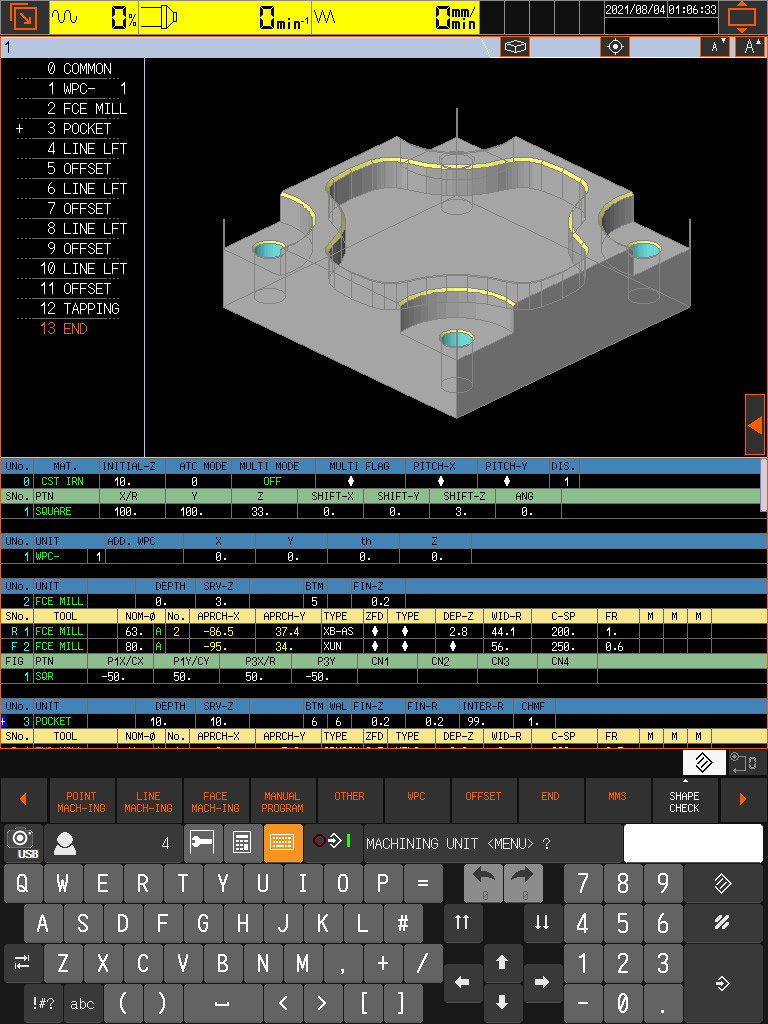
Ohjaus MAZATROL SmoothEz
MAZATROL SmoothEz on uusi kosketusnäyttöteknologiaan perustuva työstökoneiden CNC-ohjaus. Se on perusohjauksiin verrattuna nopeampi ja ergonomisesti parempi käyttää. SmoothEz-ohjauksessa ei ole ylimääräisiä laskentaominaisuuksia, joita esimerkiksi 5-akseliset koneet vaativat, mutta ohjelmointi ja työskentely on silti tehokasta huippulaadukkaalla graafisella liittymällä.
Suomenkielinen käyttöliittymä (kielivalikoimissa myös esim. ruotsi, venäjä ja englanti)
15″ tarkka värinäyttö (kosketusnäyttö, tilan käyttöä voi räätälöidä)
Vuorovaikutteinen Mazatrol-ohjelmointi
EIA/ISO-koodiohjelmointi (”G-koodi”)
Quick Mazatrol Operaattori näkee näytöllä samanaikaisesti 3D-piirustuksen, ohjelman ja prosessilistauksen ja nämä kaikki ovat reaaliaikaisesti linkitetty toisiinsa. Ohjelmointi on sekä nopeaa että virheetöntä.
USB-portti ja SD-korttipaikka
Mazatrol Smooth Ez -ohjelmointi sisältää helposti opittavia työkiertoja
Koneen vakiovarusteena on 30-paikkainen nopea (3,8 sekuntia lastusta lastuun) työkalumakasiini.
Kattava varustelu vakiona
Vakiovarusteiden monipuolisuus on VC-Ez-malleissa hyvä. Koneiden pakettihintaan sisältyy muun muassa nopea 30-paikkainen työkalumakasiini, 15 barin korkeapainejäähdytys työkalun läpi, ilmapuhallus työkappaleelle ja työkalun automaattinen pituusmittaus ja rikkotarkastus.
Lisävarusteina on saatavilla automaatiopaketti, joka sisältää automaattiovet, robottiliitännän ja valmiuden hydraulisille kiinnittimille. VC-Ez-malleihin pystytään liittämään myös Renishaw OMP60 -työkappaleen mittausanturi sekä tarvittaessa erittäin tarkka Kitagawa-pyöröpöytä (kokoluokat MR200, 250 ja 320).
MAZATROL SmoothEz on nykyaikainen kosketusnäytöllinen ohjaus, joka on käyttäjälle eritäin visuaalinen ja helppo käyttää.
Yamazaki Mazak panostaa ympäristön suojeluun ja energian säästämiseen kaikilla tuotantolaitoksillaan. Yritys pyrkii myös aina suunnittelemaan valmistamansa työstökoneet sellaisiksi, että ne kuluttavat mahdollisimman vähän energiaa tuotantokäytössä loppuasiakkaalla. www.machinetools.wihuri.fi