Konepaja-, Nordic Welding- ja 3D Expo -tapahtumat järjestetään Tampereen Messu- ja Urheilukeskuksessa 17.-19. maaliskuuta.
Konepaja on metalliteollisuuden kone- ja laiteinvestoinneista päättäville henkilöille suunnattu tapahtuma, tänä vuonna tapahtuma juhlistaa kymmenvuotista taivaltaan. Ensimmäisen kerran Konepaja järjestettiin vuonna 2016.
Konepajassa esittäytyvät laajasti alan toimijat ja esillä teknologiatarjontaa koko tuotantoketjuun suunnittelusta valmiisiin tuotteisiin.
Konepaja-messut järjestetään tuttuun tapaan samaan aikaa ja samassa paikassa Nordic Welding- ja 3D Expo -tapahtumien kanssa.Nordic Welding onPohjoismaiden suurin hitsaus- ja liittämisteknologian tapahtuma.
Tapahtuma täyttää tänä vuonna 20 vuotta. Tapahtuman yhteydessä järjestetään tuttuun tapaan hitsauksen SM-kisat. Kilpailun järjestää Suomen Hitsausteknillinen yhdistys. 3D Expo kokoaa yhteen tulostuksen toimijoita.
Edellinen messukolmikko, vuonna 2024 järjestetty Konepaja-, Nordic Welding Expo- ja 3D & New Materials -kokonaisuus keräsi Tampereen Messu- ja Urheilukeskukseen yhteensä 6708 messukävijää valmistavasta teollisuudesta sekä alan oppilaitoksista. Lukumäärään ei ole laskettu mukaan näytteilleasettajien edustajien määrää. Päänäytteilleasettajina tapahtumassa oli 236 yritystä.
Juha Tuomainen Oy vahvistaa mahdollisuuksiaan pitkien kappaleiden pyöröhionnassa. Nykyteknologia lisää kapasiteettia ja tuo samalla nostetta uusien alan osaajien koulutukseen, kertoo toimitusjohtaja Aarne Tuomainen.
Juha Tuomainen Oy on pyöröhiontaan, reikähiontaan ja tasohiontaan erikoistunut konepaja. Vuonna 1989 perustettu ja nyt toisessa sukupolvessa toimiva 16 hengen konepaja palvelee Tampereen Leinolassa.
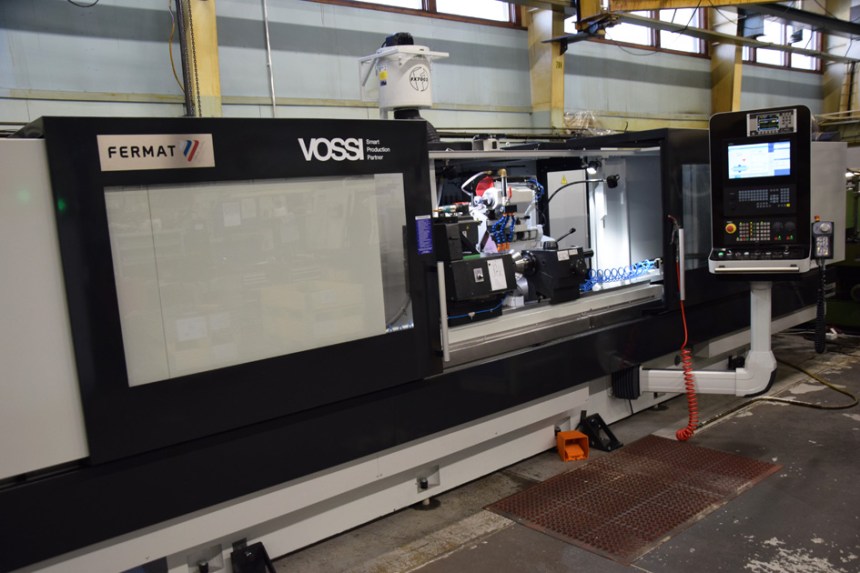
”Fermatin helppokäyttöinen Siemens-pohjainen ohjaus oli meille yksi keskeinen tekijä koneen valinnassa. Kyseessä on selkeä ja ymmärrettävä Fermatin kehittämä käyttöliittymä sekä paljon aliohjelmia eri tarkoituksiin. Esimerkiksi telojen bombeeraukseen on tarjolla hyvät valmiit työkierrot”, Aarne Tuomainen kertoo.
Asiakaskunta koostuu suurista globaalisti vaikuttavista teknologiateollisuuden yrityksistä pieniin konepajoihin ympäri Suomea.
Alalla keskeistä on erikoisosaaminen ja sen palveluksessa tietenkin tehokas hiomakonekalusto, joka hiljattain päivittyi jälleen yhdellä uudella investoinnilla. Alkuvuonna yrityksen käyttöön asennettiin tshekkiläinen Fermat BUB E 50/2000 CNC-pyöröhiomakone Vossi Groupin toimittamana.
Kasvanutta kysyntää
Uusi Fermatin CNC-pyöröhiomakone vahvistaa Tuomaisen paletissa erityisesti 1–2 metrin kappaleiden hiontaa ja korvaa tämän alueen vanhempaa ja jo luotettavuudeltaan osin epävarmaksi ajan myötä käynyttä kapasiteettia.
Samalla se vastaa uuden teknologiansa myötä aiempaa tehokkaammin pidempien kappaleiden pyöröhionnan kasvaneeseen kysyntään Tuomaisella.
”Ammattitaitoisia hiojia eläköityy yrityksissä ja sen myötä töiden kysyntä kasvaa alan erikoisyrityksissä”, Tuomainen arvioi.
”Olemme viime vuodet keskittyneet erityisesti reikähiottaviin kappaleisiin, joissa yhdistyvät tarkat sisähalkaisijat, ulkohalkaisijat, tasot sekä vaativat geometriset toleranssit. Nyt vahvistamme kapasiteettia nimenomaan ulkohalkaisijoiden pyöröhionnassa”, kertoo Aarne Tuomainen.
Lisää kapasiteettia ja mahdollisuuksia uusien osaajien koulutukseen. Aarne Tuomainen vasemmalla. Joni Jokinen (kesk.) ja Pekka Laakso ovat uuden koneen operaattorit.
Avuksi vetovoimaan
Nykykehitykseen liittyen uudella teknologialla on Tuomaisen mukaan tekemistä alan kiinnostavuuden kanssa.
Se vastaa tarpeeseen kouluttaa uusia osaajia alalle jatkossa.
”Uusien tekijöiden löytäminen ei ole helppoa millekään koneelle, mutta moderneille CNC-hiomakoneille on ollut helpompi saada kiinnostuneita työntekijöitä”, sanoo Tuomainen.
Alalla on töitä ja uusia tekijöitä kaivataan kovasti. Valmiita osaajia ei käytännössä ole saatavilla, joten uusia pitää kouluttaa.
”Tässä uusi teknologia on avuksi, ja samalla se turvaa pidempien kappaleiden hiontakapasiteettia tulevaisuudessa”, toimitusjohtaja Aarne Tuomainen taustoittaa.
Sujuva ratkaisu
Juha Tuomainen Oy:n kone on toinen investointi Vossilta pienen ajan sisällä.
Vuosi sitten Vossi toimitti Tuomaisen tuotantoon Griman monitoimireikä- ja pyöröhiomakoneen, ja nyt Fermat tarjoaa sujuvan ratkaisun pitkien kappaleiden pyöröhiontaan.
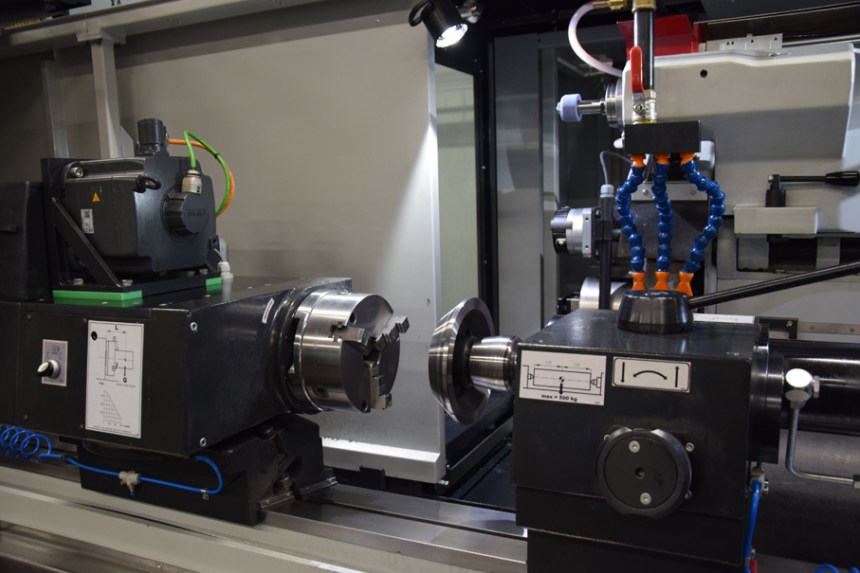
Työaluetta. Kone on tarkoitettu pitkien kappaleiden hiontaan, mutta hyvin sillä hoituvat lyhyemmätkin. Myös reikähiomayksikkö kuuluu varustukseen.
Koneessa hiottavien kappaleiden maksimihalkaisija on 500 mm ja maksimipituus 2000 mm sekä siinä on myös reikähiomayksikkö esimerkiksi pitkien kappaleiden sisähalkaisijoiden tarkkuushiontaan, kun tavoitteena on täyttää tiukat geometriset toleranssit. Koneen varusteisiin kuuluu myös mm. automaattinen hiomakiven balansointi GAP control -järjestelmällä sekä Heidenhain kosketusmitta-anturi. Ohjaus on Siemens.
”Fermatin helppokäyttöinen Siemens-pohjainen ohjaus oli meille yksi keskeinen tekijä koneen valinnassa. Kyseessä on selkeä ja ymmärrettävä Fermatin kehittämä käyttöliittymä sekä paljon aliohjelmia eri tarkoituksiin. Esimerkiksi telojen bombeeraukseen on tarjolla hyvät valmiit työkierrot.”
Koneen valintaa edistivät Tuomaisen mukaan hyvä referenssikohde lähellä Tampereella, aiemmalla vierailulla saadut hyvät vaikutelmat valmistajan tuotannosta tehtaalta Tsekistä sekä Suomen edustajan toimiviksi todetut huolto- ja tukipalvelut.
”Lisäksi koneen napakka peruskonfigurointi ilman turhia lisäosia miellytti kovasti.”
”Tietenkin kone tuo nykyteknologian edut sen myötä ja työergonomia paranee sekä umpinaisen rakenteen ja mukana tulleen öljysumusuodatuslaitteiston avulla pidetään myös ilmanlaatu koneella työskenneltäessä kunnossa.”
Kone asennettiin Juha Tuomainen Oy:llä käyttöön helmikuussa. Maksimipituus hiontakappaleille on 2000 mm.
Konetta pitkäksi aikaa
Uusi kone on Tuomaiselle ratkaisu alan töihin pitkäksi aikaa, hiomatekniikan konekannan elinkaaret ovat usein pitkät.
”Aiempi tämän alueen kone on palvellut meitä vuosikymmeniä. Sanoisin, että uusi Fermat mahdollistaa luotettavat prosessit pitkien kappaleiden pyöröhiontaan 20 vuodeksikin eteenpäin”, Aarne Tuomainen ennakoi.
Tällekin koneelle otettiin Vossi Servicen tarjoama palvelusopimus säännöllisten ennakoivien huoltojen, tarkastuksien sekä mittauksien tekemiseksi, joilla varmistetaan koneen huipputarkkuus ja luotettavuus koko sen pitkän elinkaaren aikana.
Viime aikoina myös Suomessa yhä vahvempaa jalansijaa ottanut vuonna 1926 perustettu saksalainen työstökonejätti GROB järjestää jälleen Open House -tapahtuman 17.-20.3.2026 Euroopan suurimmassa työstökonetehtaassa Mindelheimissa (yli 6 100 hlö ja 210 800 m² – globaalisti yli 9 600 hlö, viidessä tehtaassa ja liikevaihto 2,0 miljardia euroa).
100-vuotisteemalla järjestettävässä tapahtumassa esillä on 40 konetta mm. 5- ja 4-akselisia vaakatyöstökeskuksia sekä monipuolisia robotti- ja palettiautomaatioratkaisuja. Tapahtumassa järjestetään yli 70 tehdasvierailua 14:sta tuotantohallissa. Mukana on myös yli 60 kumppaniyritystä esittelemässä mm. työkalu-, kiinnitin- ja ohjelmistotuotteitaan koneistamoille.
Tapahtuman suurin koneuutuus on uusi GP1350 portaalimallin 5-akselikeskus entistä järeämmille kappaleille, joka yhdistettävissä kattavasti erilaisiin automaatioratkaisuihin.
”GROBin ehdoton vahvuus on huippusuorituskykyisten koneiden lisäksi tarjottavat automaatio- ja menetelmäratkaisut sekä vakuuttavat elinkaaripalvelut. Järjestämme Open House-tapahtumaan suomalaisasiakkaille ryhmämatkan torstaina 19.3. suoraan Konepaja-messuilta, joten kannattaakin olla yhteydessä, jotta voimme rakentaa myös teille kilpailuedun”, Marko Vossi kannustaa.
Uusi portaalirunkoinen GP1350-malli
Tapahtuman suurin koneuutuus on GP1350 -portaalimallin 5-akselikeskus entistä järeämmille kappaleille, joka yhdistettävissä kattavasti erilaisiin automaatioratkaisuihin. Tämä avaa isoja mahdollisuuksia myös suomalaisasiakkaille, kun entistä suuremmat kappaleet voidaan työstää hyödyntäen GROBin huipputeknologiaa sekä vahvaa automaatio- ja menetelmäosaamista.
GROB tarjoaa erittäin laajaa ja modulaarista valikoimaa erilaisia sen itse suunnittelemia ja valmistamia älykkäitä automaatioratkaisuja niin palettien, kappaleiden kuin kiinnittimien käsittelyyn.
Ainutlaatuiset 5-akselivaakakeskukset
GROB Universal-sarjan koneita on saatavissa 320×320-800×800 mm -palettikokoluokilla ja maksimissaan ø1280×910 mm kappalekokoluokkaan sekä X/Y/Z=1000/1100/1170 mm liikealueilla. Huippudynaaminen ja -tarkka 5-akselikonsepti perustuu ainutlaatuiseen vaakakarakonseptiin, jossa kara liikkuu Z-akselin suuntaisesti erittäin tukevan konerungon sisällä. Tämä mahdollistaa poikkeuksellisen lyhyiden (värinättömyyden ansiosta nopeampi lastuaminen) ja pitkien työkalujen hyödyntämisen (syväreiänporaus). Lisäksi koneiden pöytä kääntyy täysin ylös-alaisin, mikä tarjoaa ylivoimaisen lastunpoiston ja toimintavarmuuden.
GROB COSERA on sen kehittämä MES/MOM-järjestelmä (Manufacturing Execution System / Manufacturing Operations Management) ja toimii konevalmistajasta riippumattomasti, integroituu olemassa oleviin IT-ympäristöihin ja mahdollistaa mm. koneiden suorituskyvyn seurannan, OEE-analyysin ja ennakoivan kunnossapidon.
GROB COSERA MES/MOM-järjestelmä
GROB COSERA on sen kehittämä MES/MOM-järjestelmä (Manufacturing Execution System / Manufacturing Operations Management). Se toimii teollisen tuotannon digitaalisen ohjauksen ja valvonnan keskusjärjestelmänä, joka kerää, ohjaa ja dokumentoi koko tuotannon osavirran kulun koneilta ja automaatiojärjestelmiltä tuotantolinjalla. Järjestelmän tavoitteena on lisätä läpinäkyvyyttä, tehokkuutta ja prosessiluotettavuutta tuotantoprosesseihin sekä tarjota reaaliaikaista tietoa tuotannon tilasta. GROB COSERA toimii konevalmistajasta riippumattomasti, integroituu olemassa oleviin IT-ympäristöihin ja mahdollistaa mm. koneiden suorituskyvyn seurannan, OEE-analyysin ja ennakoivan kunnossapidon. vossi.fi/grob100
Eskomatic Oy Turusta jatkaa panostuksia tuotantoonsa. Tuoreita kone- ja laiteinvestointeja on useita ja lisää on luvassa. Lisämaustetta alkaneeseen vuoteen Eskomaticilla tuo se, että yritys täyttää tänä vuonna 50 vuotta.
Viisi vuosikymmentä on pitkä aika ja monenlaista ehtii tapahtua.
Eskomatic on muuttunut niissä vuosissa yhden miehen sorvaamosta Suomen koneistavien yritysten kärkikaartiin. Eskomaticin perusti vuonna 1976 turkulainen Tuomo Eskola, joka merimiesvuosiensa jälkeen lähti Kokkolasta perheineen Ruotsiin, opiskeli kärkisorvaajan opit, muutti sitten Suomeen Turkuun ja perusti alan yrityksen.
NT-Flex vahvistaa Eskomaticin konekantaa monitoimisorvauksen alueella. Koneella töissä Sami Salvela.
Yritys lähti Portsan puutalon kellarista liikkeelle, kasvoi ja kehittyi. Tuomon poika Pauli Eskola oli töissä mukana jo 80-luvulta lähtien ja kiinnostus koneistukseen vei mennessään.
Pauli osti yrityksen osakkeita vähitellen 90-luvulta alkaen ja loput yrityksen osakkeet siirtyivät hänelle Tuomo Eskolan menehdyttyä vuonna 2024. Toimitusjohtajana Pauli aloitti vuonna 2000 ja luotsasi vaativaan koneistukseen ja monimuotoisten kappaleiden tuotantoon keskittyvää alan kasvuyritystä viime vuoteen saakka, jolloin siirtyi hallituksen puheenjohtajaksi.
Uusi toimitusjohtaja ja samalla myös osaomistaja on pitkään talossa työskennellyt ja viimeksi tehtaanjohtajana toiminut Reino Lönnroth.
Kehityksen ytimessä
Eskomaticilla menneet vuosikymmenet ovat olleet kasvun ja kehityksen aikaa.
Yksi sitä taustoittava tekijä on se, että yritys on aina ollut erittäin kärkäs hyödyntämään nykyteknologian mahdollisuuksia.
Ensimmäinen CNC-sorvi hankittiin 1982, ensimmäinen teollisuusrobotti 2000-luvun alussa. Tänä päivänä automaatiota hyödynnetään talon tuotantosoluissa monissa muodoissaan, viime aikoina mm. cobottijärjestelmien määrä on kasvanut.
”Cobotit olemme todenneet helppokäyttöisiksi automatisoinneissa. Niitä on meillä tuotannossa pian kymmenkunta kappaletta”, Pauli Eskola sanoo. Yrityksessä oleva innostus uusimpaan teknologiaan ja tuotannon tehostamiseen eri tavoin on aina ollut osa talon kulttuuria.
”Laatu ja toimitusvarmuus, toimintojen jatkuva parantaminen, tuotannon virtaus ja häiriöiden poistaminen ovat asian ydintä. Asiakkuussuhteissa korostuu kumppanuus. Haluamme olla hyvä pitkäaikainen kumppani niin asiakkaillemme, toimittajillemme kuin myös mm. koneiden valmistajiin”, Eskola kiteyttää.
Eskomatic Oy jatkaa aktiivista panostusta koneistusteknologiaan. Uusi Star SB-12R mahdollistaa pienten hienomekaanisten osien tehokkaan sarjavalmistuksen, kertovat Reino Lönnroth ja Pauli Eskola.
Investointeja alkuvuoteen
Eskomatic investoi ahkerasti ja tällä rintamalla on tapahtunut kehitystä jatkuvasti.
Nyt jälleen viime kuukausinakin.
”Meillä oli välillä vaikeampia aikoja kysynnän heikentyessä, mutta investointeja emme ole silti kokonaan keskeyttäneet.”
”Investoinneilla varmistamme toimitusvarmuuden, kapasiteetin riittävyyden ja kilpailukykyisen tuotannon myös jatkon tarpeisiin”, kertoo Reino Lönnroth.
Eskomaticille valmistui viime joulukuussa uusi 350 neliömetrin hallilaajennus ja konekanta on laajentunut useilla yksiköillä. Hallilaajennukseen sijoittuu nyt mm. uusi Mazak QT 250 MY -monitoimisorvi robotisoidulla kappaleenvaihdolla.
Myös Nakamura-Tome -kalusto on vahvistunut. Valmistajan koneita on ennestään Eskomaticilla useita käytössä, uusi lisäys on japanilaisvalmistajan tuore konetyyppi NT-Flex, kompakti monitoimisorvi kahdella revolverilla, pyörivillä työkaluilla ja tangosyöttölaitteella.
Uuteen hallilaajennukseen sijoittuu mm. uusi Mazak QT 250MY -monitoimisorvi robotisoidulla kappaleenvaihdolla.
Helmikuun alussa saapui Mazak Multiplex W-200Y portaalipanostajalla laippamaisten kappaleiden tuotantoa tehostamaan ja myös pitkäsorvausosaston kapasiteetti on vahvistunut. Uusi vasta saapunut Star SB-12R on tarkoitettu pienten, alle 12 mm halkaisijaltaan olevien hienomekaanisten osien sarjavalmistukseen.
”Kone on taas alansa huippua. Yhden kokeneen ohjelmointitaitoisen pitkäsorvaajan voisimme palkata nyt jo 12 koneen osastolle töihin”, sanoo Eskola. Keväällä talon käyttöön saapuu lisää Nakamura-Tome-teknologiaa, uusi mittakone ja lisäksi tehtaalle tehdään 150 neliömetrin laajennus, mihin sijoittuu 16 metriä korkea Modula-automaattivarastojärjestelmä Wihuri toimittamana. Tälle tilikaudelle Eskomaticin investointien yhteisarvo ylittää 3,5 miljoonaa euroa.
Vahvan kasvun merkeissä
Viisikymppinen Eskomatic on pysynyt ajan hermolla menneet vuosikymmenet ja mittavat investoinnit viestivät siitä, että kurssista ei ole aikomus poiketa jatkossakaan.
Helmikuussa asennettu Mazak Multiplex W-200Y tehostaa Eskomaticilla mm. laippamaisten kappaleiden tuotantoa.
Yrityksen vahvasta nykyvauhdista kertoo se, että haastavampien aikojen jälkeen yritys on jälleen tukevan kasvun tiellä tuttujen asiakkaiden lisätessä kysyntäänsä ja myös uusien asiakassegmenttien myötä.
Yritys tekee nykyisellä tilikaudellaan 17 miljoonan euron liikevaihdon ja työllistää nyt noin 80 henkilöä. Viime aikoina yritys on palkannut töihin lisää yli 20 henkilöä.
Aktiivisesti kasvuun tähdätään myös tulevina vuosina.
”Näkymät meillä ovat hyvät, kasvu on tavoitteenamme myös jatkossa ja mielestämme meillä on siihen myös hyviä mahdollisuuksia. Kahdenkymmenen miljoonan euron liikevaihdon taso on lähivuosien aikana mielestämme hyvinkin mahdollinen”, kertoo toimitusjohtaja Reino Lönnroth.
Moro, mainiota maaliskuuta! Konekuriirin numero 3/2026 maaliskuu on ilmestynyt. Messuja kohti mennään: Konepaja, Nordic Welding ja 3D Expo järjestetään nyt maaliskuussa Tampereella. Tässä maaliskuun numerossa on mukana runsaasti ennakkoasiaa messuihin liittyen. Ja toki muut alkukevään uutiset konemarkkinoilta. Tiivis paketti teknologia- ja yritysasiaa – kannattaa lukea!
Raidekaluston kunnossapitäjä ja vaunuvalmistaja VR FleetCare ja UPM Metsä ovat solmineet sopimuksen yli 150 kappaleen raakapuuvaunutoimituksesta. Ensimmäiset vaunut tulevat liikenteeseen vuoden 2026 loppuun mennessä, ja koko vaunusarjan toimitus on valmis vuonna 2028.
Käynnistyvä projekti on merkittävä suomalaisen vaunuvalmistuksen kannalta, sillä kyseessä on ensimmäinen raakapuuvaunutoimitus VR:n ulkopuoliselle asiakkaalle. UPM korvaa puukuljetustensa ulkomaisen vaunukapasiteetin kotimaisella ostamalla Pieksämäellä valmistettavia SNPS-raakapuuvaunuja VR FleetCarelta. Sopimukseen sisältyy myös vaunujen kunnossapito, mikä varmistaa kaluston elinkaaren hallinnan ja mahdollistaa huolto-ohjelman sekä käyttöiän aikaiset muutostyöt valmistajan toimesta.
Tukea huoltovarmuudelle
”Olemme ylpeitä siitä, että UPM on valinnut meidät vaunujen toimittajaksi. Pieksämäen konepajalla on vahva kokemus EU-standardin mukaisten raakapuuvaunujen ja muun kaluston valmistuksesta. Kotimainen tuotanto tukee huoltovarmuutta ja kestävyyssiirtymää edistämällä raideliikennettä sekä parantamalla samalla Suomen kilpailukykyä”, VR:n kunnossapitojohtaja Otso Ikonen kertoo.
Uudella vaunukalustolla tullaan kuljettamaan noin kolmasosa UPM Metsän raakapuukuljetuksista rautateillä. Uusi kalusto korvaa asteittain ulkomaisen vaunukaluston, jota UPM on käyttänyt Suomessa vuodesta 2023 alkaen.
”Uuden kuljetuskaluston hankinta VR:ltä on meille merkittävä investointi kotimaan logistiikkaan. Kun vaunut valmistetaan kotimaassa, luodaan työtä ja toimeentuloa Suomeen useaksi vuodeksi. Tämä lisää edelleen UPM:n tuottamaa arvonlisää ja taloudellista hyötyä yhteiskunnalle sekä mahdollistaa raakapuun toimitusketjun kilpailukyvyn kehittämisen”, kertoo operaatiojohtaja Ville Parkkinen UPM Metsältä.
Valmistus Pieksämäen konepajalla
Uusi raakapuuvaunukauppa vahvistaa entisestään Pieksämäen konepajan toimintaa aiemmin julkaistun raskaskuljetusvaunukaupan rinnalla. Raidekaluston kunnossapitäjä ja vaunuvalmistaja VR FleetCare, norjalainen raideinfan omistaja Bane NOR, Norjan Puolustusmateriaalihallinto ja Ruotsin Puolustusvoimat solmivat vuonna 2024 sopimuksen uusien raskaskuljetusvaunujen suunnittelusta ja sarjavalmistuksesta.
VR FleetCare on pitkän historiansa aikana valmistanut lähes 50 000 vaunua suomalaisen teollisuuden tarpeisiin. Kestävän kehityksen periaatteet ja turvallisuus ohjaavat valmistusprosessia, ja Pieksämäen konepajalla on modernit tuotantotilat sekä osaaminen vaunujen valmistuksen eri vaiheisiin. VR FleetCaren aiemmin valmistamat raakapuuvaunut ovat osoittautuneet toimiviksi ratkaisuiksi tarjoten optimaalisen hyötykuorman eri puumitoille ja kotimaassa valmistetut vaunut soveltuvat erinomaisesti Suomen olosuhteisiin. Pieksämäen konepajalla valmistetaan raakapuuvaunujen lisäksi raskaskuljetusvaunuja sekä säiliövaunuja. Pieksämäen konepajan tuotantokapasiteetti on noin 300 tavaravaunua vuodessa, ja sitä voidaan kasvattaa asiakastarpeiden mukaan.
DMG Mori järjesti tammi -helmikuun vaihteessa vuosittaisen kotimessutapahtuman Pfrontenissa. Automaatioon ja järjestelmäintegraatioon keskittyneessä kokonaisuudessa oli esillä yli 40 konetta ja yli 20 automaatioratkaisua. Myös uutuuksia lanseerattiin, yksi niistä oli uudistunut viisiakselinen vaakakarainen DMU H monoBLOCK 65 H -koneistuskeskus.
Vaakakaraisten koneistuskeskusten hyviä puolia ovat suorituskyky, jäykkä rakenne ja prosessivarmuus ja ne DMG Morin mukaan ovat syitä DMU H -sarjan suosioon.
DMU 65 H monoBLOCKin 2. sukupolvi jatkaa nyt uuteen sukupolveen, se esiteltiin Pfrontenin Open Housessa.
Machining Transformation (MX) -konseptin mukaisesti prosessien integrointi, joustavat automaatioratkaisut ja digitaaliset työkalut mahdollistavat valmistajan mukaan tehokkaan ja resursseja säästävän tuotannon eri toimialoilla, kuten muotti- ja työkaluteollisuudessa, ilmailu- ja avaruusteollisuudessa sekä koneenrakennuksessa.
Tarkkuus ja prosessivarmuus
Jäykkä valurautainen konealusta kolmen pisteen tuennalla ja X-akselin kolmella ohjaimella on perusta tehokkaaseen raskaaseen koneistukseen.
Termosymmetrinen rakenne ja tehokkaat jäähdytysratkaisut mahdollistavat 5 µm:n jatkuvan tarkkuuden jo vakiovarusteinkin, liikkuva pylväsrakenne ja pienet liikkuvat massat kiihtyvyydet jopa 8,5 m/s².
Työtila koneessa on kookas, ja monipuoliset työstösovellukset, kuten korkeat kiinnitystornit, mahdollistavat monimutkaiset 5-akseligeometriat sekä syvänreiän porauksen. E-Pallet tukee entisestään koneistuksen monipuolisuutta.
Yksi mielenkiintoinen piirre koneen ominaisuuksissa on älykäs käyttöliitäntä täyssähkökäyttöisille kiinnittimille ja antureille sekä hydrauliikalle ja pneumatiikalle, mikä mahdollistaa uudistuneen konetyöpöydän järjestelyn ja älykkäiden kiinnitysratkaisujen sekä niitä hyödyntävien ohjelmistojen käytön.
Tuttuun tapaan vaakarakenteen etu on sujuva lastunpoisto ja tehokasta lämmönhallinta, mitkä tuovat prosessivarmuutta koneistukseen.
DMU 65 H monoBLOCK 2. sukupolvi esiteltiin Pfrontenissa. Prosessi-integraatio, automaatioratkaisut sekä digitoitua tuotantoa tukeva liitettävyyden ovat mahdollistamassa taloudellista ja tehokasta koneistusta.
Prosessi-integraatio
Kaksipuoleinen kääntöpyöröpöytä on suunniteltu max. ø 840 × 770 mm:n kokoisille ja 600 kg painaville kappaleille ja se mahdollistaa joustavan työstön jopa 5-in-1-prosessiin saakka, eli jyrsintä, sorvaus, hionta, mittaus ja hammastus käyvät yhdellä koneella.
Työkalumakasiiniin mahtuu enimmillään 453 työkalua, joiden enimmäispituus on 650 mm, halkaisija ø 280 mm ja paino 22 kg. Karavaihtoehdot ulottuvat 30 000 kierrokseen minuutissa, ja tarjolla on myös tehokkaaseen työstöön soveltuvia vaihtoehtoja 288 Nm:n vääntömomentilla ja HSK-A 100 -työkalukiinnityksellä.
DMU 65 H monoBLOCK 2. sukupolven korkea liitettävyys sekä CELOS X -ohjausalusta, saatavana Siemens- tai Heidenhain-ohjauksella, luovat perustan koko tuotannon kattavalle digitalisoinnille. Sovelluspohjainen, intuitiivinen käyttö sekä DMG Morin omat teknologiasyklit helpottavat koneen hallintaa entisestään, toteaa valmistaja.
Laaja valikoima automaatioratkaisuja
Niin tänä päivän kuin tulevaisuuden kestävässä valmistuksessa koneiden korkea käyttöaste myös automatisoidussa tuotannossa on hyvin keskeinen asia
Sen myötä DMG Mori tarjoaa DMU 65 H monoBLOCKin toiseen sukupolveen laajan valikoiman automaatioratkaisuja. Vaihtoehdot ulottuvat modulaarisesta PH Cell -paletinkäsittelystä lineaarisiin palettivarastoihin liitettyihin kokonaisratkaisuihin.
Ratkaisun etuna on kapea rakenne, jonka leveys on vain 2,6 metriä. Yhteensopivuus AMR-sarjan kuljettajattomien kuljetusjärjestelmien kanssa mahdollistaa autonomisen tuotantoympäristön.
Optimaalinen koneen käyttöaste yhdistettynä pieniin liikkuviin massoihin ja kattaviin Greenmode-toimenpiteisiin varmistaa valmistajan mukaan sen, että DMU 65 H monoBLOCK 2. sukupolvi täyttää energiatehokkaan ja kestävän valmistuksen vaatimukset. fi.dmgmori.com
Vaativien koneistuskappaleiden valmistuksessa tarkkuus on äärimmäisen tärkeä asia. Tarkkuuden ylläpito vaatii kehittynyttä laadunvalvontaa, asiallisia laitteistoja ja sujuvaa yhteistyötä laitetoimittajan kanssa. Purso-Toolsin pitkäaikainen kumppani mittalaite- ja palvelutoimittajana on Mitutoyo.
Suomen länsirannikolla Porissa toimiva Purso-Tools Oy tunnetaan maailmalla raskaiden nokka-akselien ja kiertokankien valmistajana. Yrityksen asiakaskuntaa ovat moottorivalmistajat ja moottorien käyttökohteet laivoissa ja voimalaitoksilla.
Purso-Tools on maailman suurin nokka-akselien valmistaja raskaalle teollisuudelle ja samalla omalla sektorillaan toimija, jonka kaltaisia varsinkaan Euroopassa ole monia.
Pitkän linjan yhteystyötä mittausasioissa. Oikealla Purso-Toolsin Mika Aerikkala, vasemmalla Mitutoyon Harri Salmi, taustalla Crysta Apex 163012.
”Nokka-akselit ja kiertokanget kuuluvat moottorin kriittisiin komponentteihin, ja perinteisesti moottorivalmistajat ovat halunneet tehdä ne itse. Nykyisin asiat ovat kuitenkin muuttuneet. Monen asian pitää kuitenkin olla kohdallaan ja valmistajien luottamus ansaittava, että tuotantoketjuihin on mahdollista päästä”, kertoo Purso-Toolsin tuotantopäällikkö Mika Aerikkala.
Valvottua laatua
Purso-Tools Oy on rakentanut asemaansa määrätietoisin askelin 1990-luvun puolivälistä. Yritys valmistaa tänä päivänä lähes kaikkien moottorivalmistajien nokka-akseleita. Tunnettuja asiakkaita ovat mm. Wärtsilä, MAN, Bergen Engines (Rolls Royce), Bosch ja Caterpillar.
Yrityksen valtteja menestymiseen globaalissa moottoritehtaiden oman valmistuksen kanssa globaalissa kilpailussa menestymiseen ovat vahva erikoisosaaminen, kustannustehokkuus ja kyky hallita isoja nimikekokonaisuuksia. Tinkimätön laadunhallinta on kilpailussa menestymisen aivan ehdoton edellytys.
”Laadunhallinnasta puhuttaessa olemme koko toimintamme kovassa ytimessä. Kiertokankien ja nokka-akselien tuotannossa puhutaan millimetrin tuhannesosien tarkkuuksista, eikä yhtään virheellistä kappaletta tietenkään voi asiakkaille lähettää”, sanoo Aerikkala.
Mittaustyö käynnissä Crysta Apex 122010:lla.
Purso-Toolsilla menetelmät laadunhallintaan ovat kehittyneet asiakkaiden vaatimusten kasvaessa kasvaneet ja tarkistukset lisääntyessä vuosi vuodelta. Laadunhallintaan panostaminen ja sen ylläpito on yrityksessä jatkuva prosessi. Purso-Toolsin laatua osittavat ISO 9001, ISO 14001 ja OHSAS 18001 -järjestelmät. Asiakashyväksyntä on olemassa lisäksi komponenttitoimituksiin ydinvoimaloihin.
Yhdeltä taholta
Laatu on välttämättömyys ja käytännössä sitä varmistaa ajanmukainen mittausteknologia. Purso-Toolsin pitkäaikainen kumppani mittauksen alueen teknologia- ja palvelutoimittajana on Mitutoyo. Yhteistyö alkoi jo viime vuosikymmenen alussa. Purso-Tools oli hankkimassa uutta mittakonetta ja löysi ratkaisun juuri tuolloin Suomen toimintoihin vahvasti panostaneen Mitutoyon valikoimasta.
”Purso-Tools oli samalla Suomen toimiston ensimmäisiä asiakkaita, ja hankinnan kokoluokka heti komea. Mitutoyo Crysta Apex 163012 oli pitkään suurin Suomeen toimittamamme koordinaattimittakone”, sanoo Mitutoyon maajohtaja Harri Salmi.
Hankinnan myötä alkoi kumppanuus, mikä on saanut monia muotoja.
”Aiemmin käytössämme oli useiden eri toimittajien teknologiaa, nyt olemme keskittyneet käytännössä tähän yhteen merkkiin, Mitutoyoon”, toteaa Mika Aerikkala.
Purso-Toolsin käytössä on kolme kookasta Mityutoyon koordinaattimittakonetta. Cryta Apex 163012:n lisäksi Crysta Apex 122010 sekä uusimpana Crysta Apex 574.
”Mittauspää- ja anturivaihtoehdot näihin koneisiin ovat samat, näin niitä voidaan käyttää kätevästi niissä kaikissa. Mitutoyon isot koneet on varustettu arvostamallamme kääntyvällä mittapääratkaisulla, millä saadaan dynaamisuutta ja nopeutta mittausprosessiin. Verrattuna suoriin kiinteisin mittapäihin koneiden suoritustasossa on niiden myötä todella iso ero. Tämä oli merkittävä tekijä mittauskonehankintojen takana”, kertoo Aerikkala.
Järkeenkäypää käytettävyyttä
Kolmen koordinaattimittakoneen ohella Purso-Toolsilla on käytössä runsaasti muuta Mitutoyon laitekantaa, kuten pinnankarheusmittareita ja käsimittalaitteita.
Vaativampia pinnankarheuden mittauksia, kuten aaltomaisuuden mittauksia suoritetaan mittahuoneessa ohjelmistotoimisella Mitutoyon Surftest SJ-500P:llä, Mittadatan hallinta, keräys, analysointi tapahtuu Mitutyon Measurlink-ohjelmistolla.
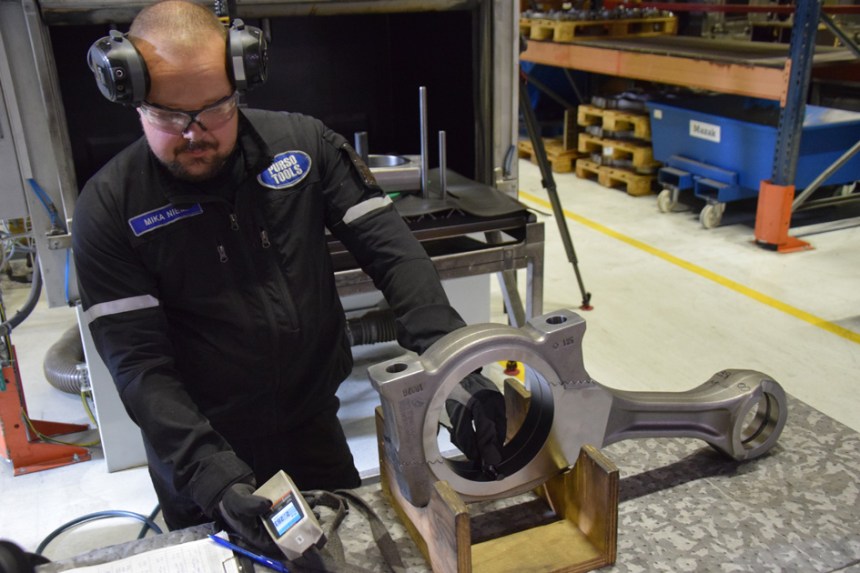
Mitutoyon käsimittalaitteita Purso-Toolsilla on laajasti käytössä. Mittaamassa Mika Niemi.
Mitutoyon koneissa ja laitteissa Purso-Tools arvostaa teknologian korkeatasoisuutta, isoissa koneissa keskeisiä tärkeitä ominaisuuksia ovat mm. dynaamisuus ja mittausnopeus. Sen lisäksi nykymaailmassa käytettävyys on keskeinen seikka. Usein juuri se on myös erottava tekijä eri valmistajien tuotteissa.
”Mitutoyon koneissa ja ohjelmissa miellyttää niiden järkeenkäypä käytettävyys. Se tekee koneiden ja ohjelmien jokapäiväisen käytön operaattorin kannalta miellyttäväksi”, Mika Aerikkala kertoo.
”Lisäksi ammattitaitoinen kokonaispalvelu on keskeinen asia. Eritoten nopea reagointi ja palvelunopeus ovat tärkeitä. Mitutoyon kanssa asiat ovat sujuneet hyvin, palvelu on ammattitaitoista ja luotettavaa, asiallista ja ystävällistä.”
”Koneiden ja laitteiden jatkuvasta tarkkuudesta huolehtivat laitetoimittajan kanssa tehdyt kalibrointisopimukset. Näin käytössämme ovat aina kalibroidut koneet”, Aerikkala sanoo.
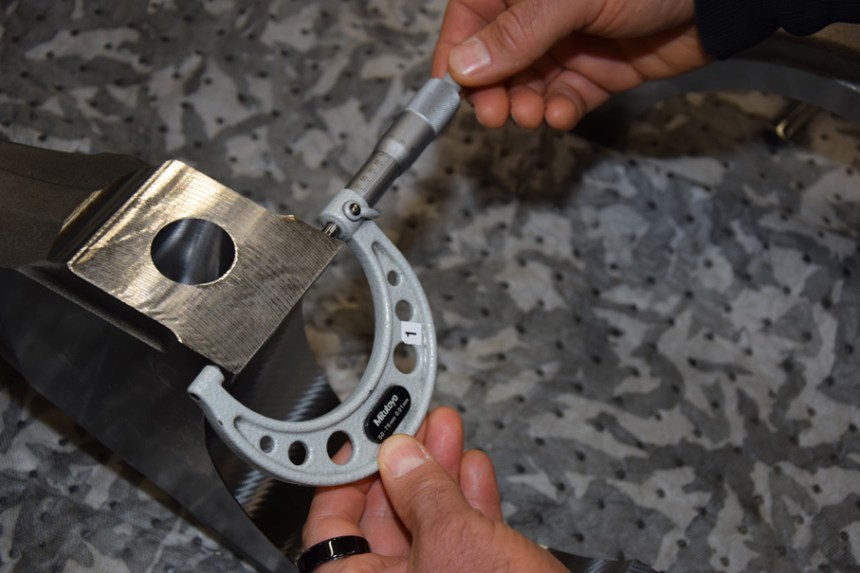
Laadunhallinta lukuisine mittauksineen on Purso-Toolsilla jatkuva prosessi. Kuvassa perinteistä mittausta kaarimikrometrillä.
Keskiössä asiakas
Näinä päivinä maailmalla kuohuu, mutta Purso-Tools elää vahvan kasvun aikaa. Laadukkaiden moottorikomponenttien kysyntä kasvaa maailmalla kovaa vauhtia. Sen myötä Purso-Toolsin vuosittainen liikevaihto on kasvanut parissa vuodessa noin 12,5 miljoonasta 15,5 miljoonaan. Vuodelle 2025 odotetaan jopa 19,5 miljoonan euron liikevaihtoa.
Yritys reagoi kysyntään laajentamalla toimintojaan, hankkimalla lisää uutta koneistusteknologiaa ja laajentamalla tilojaan yhden uuden tuotantohallin myötä. Myös uusille ammattilaisille on kysyntää. Nyt töissä on 65 henkilöä, käynnissä olevien rekryjen myötä lähestytään jatkossa sadan henkilön rajaa.
Purso-Toolsin mittausteknologioiden yhteistyökumppani Mitutoyo jatkaa myös kehityksen tiellä, jossa asiakas on aina toiminnan keskiössä.
”Asiakkaan palveleminen on meille aivan keskeinen asia, teemme joka päivä kaikkemme, että asiakas on tyytyväinen. Palvelemme korkealla insinööritaidolla ja näin asiakkaat saavat investoinneista täyden hyödyn”, kertoo Harri Salmi.
Viime vuodet Suomessa vahvasti kasvanut Mitutoyo siirsi hiljattain Tampereen lähellä Pirkkalassa sijaitsevan toimipisteensä avariin ja valoisiin vastavalmistuneisiin tiloihin. Uuden toimitilan koko melkein kaksinkertaistui ja Pirkkalan Linnakalliossa sijaitsevissa näyttelytiloissa on runsaasti erilaisia mittauskoneita ja -laitteita esillä. Tarjolla on myös palvelumittauksia ja mittaushuoneesta löytyy erittäin tarkka koordinaattimittauskone Strato-Apex 9106.
Samaan aikaan Purso-Toolsin ja Mitutyon yhteistyö jatkuu. Laadunhallinnan kanssa ollaan asioiden ytimessä, niin nyt kuin tulevaisuudessakin. www. purso-tools.fi http://www.mitutoyo.fi
Purso-Tools Oy: Moottorien komponenttivalmistaja. Nokka-akselit, kiertokanget, muut vaativat koneenosat. Toimipaikka Pori, osa Purso Groupia, liikevaihto: 15,5 miljoonaa euroa (2024)
Mitutoyo: Japanilainen teollisuuden mittalaitevalmistaja. Euroopan toimintojen katto-organisaatio: Mitutoyo Europe. Organisaatio Suomessa: Mitutoyo Scandinavia Ab Finnish Branch vuodesta 2011, toimipiste Pirkkalassa.
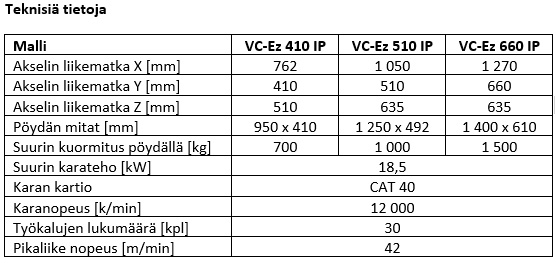
Yamazaki Mazak on tuonut markkinoille uuden pystykaraisten koneistuskeskusten sarjan, joka soveltuu hyvin asiakkaiden yksinkertaisimpiin tuotantotehtäviin ja työtilauksiin. Vaativiin koneistuksiin Mazak tarjoaa edelleen tuttuja VCE- ja VCN-mallistoja uusimman VC-Ez-malliston rinnalla.
Tehokas ja kompakti jyrsinkara läpikaran jäähdytyksellä nostaa koneen tuottavuutta.
Yksinkertaista tehokkuutta
Yamazaki Mazak on uutta VC-Ez-sarjaa suunnitellessa pyrkinyt mahdollisimman tehokkaaseen tuotantoon ja suureen tuotannon volyymiin. Näiden uusien mallien vakiovarustelu on poikkeuksellisen runsas ja lisävarustelista taas epätavallisen lyhyt. Tällä pyritään mahdollisimman vakioituun tuotantoon Yamazaki Mazakin tehtaalla. Tehokas tuotantotapa näkyykin positiivisesti koneen myyntihinnassa.
Koneita valmistetaan vain kolmea eri kokoluokkaa, mikä omalta osaltaan varmistaa riittävän suuret tuotantomäärät ja korkean laadun tuotannossa.
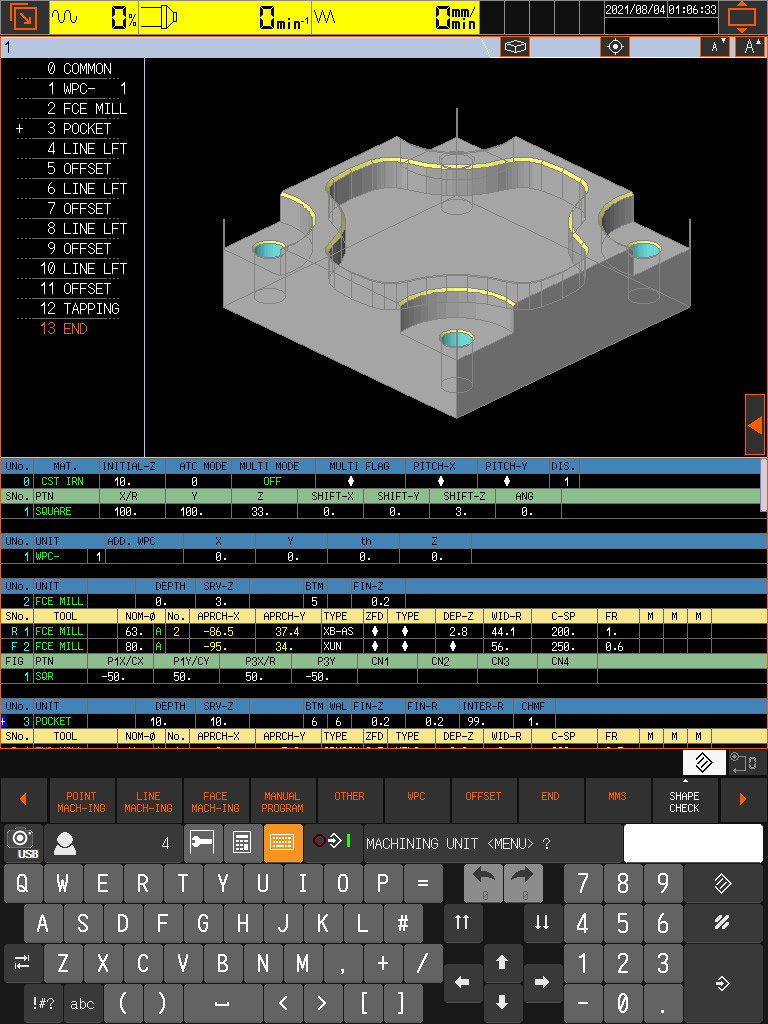
Ohjaus MAZATROL SmoothEz
MAZATROL SmoothEz on uusi kosketusnäyttöteknologiaan perustuva työstökoneiden CNC-ohjaus. Se on perusohjauksiin verrattuna nopeampi ja ergonomisesti parempi käyttää. SmoothEz-ohjauksessa ei ole ylimääräisiä laskentaominaisuuksia, joita esimerkiksi 5-akseliset koneet vaativat, mutta ohjelmointi ja työskentely on silti tehokasta huippulaadukkaalla graafisella liittymällä.
Suomenkielinen käyttöliittymä (kielivalikoimissa myös esim. ruotsi, venäjä ja englanti)
15″ tarkka värinäyttö (kosketusnäyttö, tilan käyttöä voi räätälöidä)
Vuorovaikutteinen Mazatrol-ohjelmointi
EIA/ISO-koodiohjelmointi (”G-koodi”)
Quick Mazatrol Operaattori näkee näytöllä samanaikaisesti 3D-piirustuksen, ohjelman ja prosessilistauksen ja nämä kaikki ovat reaaliaikaisesti linkitetty toisiinsa. Ohjelmointi on sekä nopeaa että virheetöntä.
USB-portti ja SD-korttipaikka
Mazatrol Smooth Ez -ohjelmointi sisältää helposti opittavia työkiertoja
Koneen vakiovarusteena on 30-paikkainen nopea (3,8 sekuntia lastusta lastuun) työkalumakasiini.
Kattava varustelu vakiona
Vakiovarusteiden monipuolisuus on VC-Ez-malleissa hyvä. Koneiden pakettihintaan sisältyy muun muassa nopea 30-paikkainen työkalumakasiini, 15 barin korkeapainejäähdytys työkalun läpi, ilmapuhallus työkappaleelle ja työkalun automaattinen pituusmittaus ja rikkotarkastus.
Lisävarusteina on saatavilla automaatiopaketti, joka sisältää automaattiovet, robottiliitännän ja valmiuden hydraulisille kiinnittimille. VC-Ez-malleihin pystytään liittämään myös Renishaw OMP60 -työkappaleen mittausanturi sekä tarvittaessa erittäin tarkka Kitagawa-pyöröpöytä (kokoluokat MR200, 250 ja 320).
MAZATROL SmoothEz on nykyaikainen kosketusnäytöllinen ohjaus, joka on käyttäjälle eritäin visuaalinen ja helppo käyttää.
Yamazaki Mazak panostaa ympäristön suojeluun ja energian säästämiseen kaikilla tuotantolaitoksillaan. Yritys pyrkii myös aina suunnittelemaan valmistamansa työstökoneet sellaisiksi, että ne kuluttavat mahdollisimman vähän energiaa tuotantokäytössä loppuasiakkaalla. www.machinetools.wihuri.fi
Automaatio on tänä päivänä usein keskeinen kilpailukykyisen tuotannon perusta. Miten modernia automaatiota voi ja kannattaa hyödyntää, siitä tarjosi esimerkkejä JTA Connection Oy Automation Forum -tapahtuma tammikuun lopulla. Samalla oli mahdollisuus tutustua yrityksen uusiin Tampereen tuotantotiloihin.
JTA Automationin tilaisuus pidettiin avarissa tiloissa, joihin yritys muutti viime vuonna. Runsas vierailijamäärä yllätti iloisesti, totesi toimitusjohtaja Jere Mattjus.
JTA Connection on tamperelainen automaatiotalo, joka toteuttaa automaatioratkaisuja teollisuuden eri sektoreille.
Vuonna 1998 perustettu JTA Connection aloitti asiakkaiden kone- ja laiteasennuksilla, mutta suuntasi sittemmin projektiliiketoimintaan, ja toteuttaa automaatioratkaisuja avaimet käteen periaatteella.
Asiakasräätälöinti ja monialainen toiminta ovat talon vahvuuksia, niiden myötä yritys suunnannut viime vuosina vahvasti myös vientimarkkinoille ja kasvanut voimakkaasti.
Liikevaihtoa JTA Connection Oy teki vuonna 2025 21 miljoonaa euroa ja teki edellisvuoteen verraten yli 30 prosentin kasvun. Yritys työllistää noin 110 henkilöä.
Vuorineuvos Lasse Aho kertoi Olvin kasvusta ja kehityksestä. Siihen myös automaatioratkaisuilla on ollut iso merkitys.
Käytännön demoja ja puheenvuoroja
JTA Connection muutti viime vuonna aiempaa kookkaampiin noin 2500 neliömetrin tiloihin ja järjesti nyt tammikuulla tiloissaan automaatiotapahtuman.
Samalla se oli uusien Tampereen Nekalan toimitilojen avajaistilaisuus.
Tammikuine Automation Forum-tapahtuma loi näkymiä yrityksen toimintaan ja mahdollisuuksiin. Käytännönläheisessä tapahtumassa kuultiin yhteistyökumppanien puheenvuoroja, nähtiin automaatiota livetoiminnassa ja monenlaista infoa oli tarjolla demopisteillä.
Tapahtuman avauksena mielenkiintoisen puheenvuoron esitti Olvin pitkäaikainen entinen toimitusjohtaja vuorineuvos Lasse Aho.
Lukas Wagner Behringer -Eiserleltä esiintyi Automation Forumissa.
Esitys keskittyi Olivin kehitykseen ja kasvuun sekä ajan vaatimiin muutoksiin tuotteissa ja tuotannossa. Niissä tuotannon automaatiolla on iso osuus.
”Säännölliset investoinnit ja automaatio ovat aivan olennainen tehokkaan nykytuotannon edellytys, totesi Aho. Räätälöityjen solujen, tuotantolinjojen ja niiden ohjelmistoratkaisujen toteutuksissa Olvi on tehnyt pitkään yhteistyötä JTA Connectionin kanssa.
Esitykset edustamistaan yrityksistä sekä asiakastoteutuksista JTA Connectionkin kanssa esimerkein pitivät tapahtumassa site manager Lukas Wagner sahavalmistaja Behringer-Eiserleltä ja myyntipäällikkö Tomi Koskinen DMG Mori Finlandilta.
Tomi Koskinen kertoi kuulijoille DMG Morista yrityksenä sekä yhteistyöstä JTA Connectionkin kanssa. Kokemusta toimivasta yhteistyötä automaatioasioissa on kertynyt yli kymmenen vuoden mitalta.
Tapahtuman antia oli myös livetoiminnassa nähty JTA:n Nexus-tuotannonohjausjärjestelmällä ohjattu sahauksen, koneistuksen demosolu mobiilirobotein, automaattivarastolla sekä AMR:llä. Lisäksi kappaleiden koneistuksen jälkeiseen pesuautomaation sovellutusta esiteltiin samassa [JM1] yhteydessä. Myös muita teemaan liittyviä kokonaisuuksia esiteltiin, ja robotiikan toimittajat esittäytyivät tapahtumass
Yli 230 osallistujaa paikalla
Päivän kokonaisuus tarjosi paitsi sujuvia näkymiä automaatiototeutuksiin, tietenkin lukuisia mahdollisuuksia tiedon- ja ajatustenvaihtoon ja sitä kautta uusiin ideoihin nykyautomaation toteutuksiin liittyen.
Esillä olleeseen tuotantokokonaisuuteen kuuluivat saha sekä koneistuskeskus kappaleenkäsittelyltään automatisoituna, automatisoitu teollisuuspesukone, varasto sekä AGV-vaunu. Kuvassa solun pyörösaha Behringer HCS-150E.Aqua Cleanin teollisuuspesukone nähtiin Forumissa esittelyssä cobot-automaatiolla.
Automaatio on mielenkiintoinen teema ja vaikka väkeä paikalle osattiin toki odottaakin, kiinnostuksen suuruus tapahtumaa kohtaan kuitenkin yllätti iloisesti, totesi toimitusjohtaja Jere Mattjus tilaisuudessa. Päivän tapahtumaan osallistui kaikkiaan 230 vierailijaa.