Kaksi neljännen sukupolven Y2-mallia Biglialta

Italialainen sorvauskeskusvalmistaja Biglia on esitellyt uusia malleja BMX-sarjaan. Neljännen sukupolven mallit BMX51 ja 70 nostavat suorituskyvyn, joustavuuden ja tarkkuuden uudelle tasolle. Uutuudet täydentävät sarjan kolme vuotta sitten esitellyn BMX45-mallin isoveljinä.
Biglia tunnettu tukevista, nopeista ja luotettavista sorvauskeskuksistaan, joita on myös Suomessa runsaasti käytössä. Quattro-sarjan B446/B465-mallit ovat vuosien ajan kuuluneet tarkkuuden ja tehokkuuden kärkeen CNC-sorvauksessa.
Biglia BMX51 ja BMX70 ovat uusimmat edustajat valmistajan monitoimisorvien sarjassa, jotka on suunniteltu erityisesti korkean tarkkuuden ja joustavuuden vaatimuksiin monimutkaisessa kappalevalmistuksessa. Uudet mallit tarjoavat valmistajan mukaan lukuisia teknologisia innovaatioita, jotka tuovat etuja erityisesti monivaiheisiin ja samanaikaisiin koneistusprosesseihin. Näiden mallien jokainen yksityiskohta on suunniteltu saavuttamaan maksimaalinen suorituskyky sekä tekniikan että kestävyyden suhteen, kun otetaan huomioon esimerkiksi koneen paino 11 000 kg, joka on 2 800 kg enemmän painoa kuin edeltävässä mallissa. Kahdella maksimi tankokoolla, 51 mm ja 70 mm, BMX sopii täydellisesti vaativimpien sorvaajien tarpeisiin.

Kaksirevolverinen, superimposition-toiminto
BMX51 ja BMX70 on varustettu vastakaralla, jossa on itsenäisesti CNC-ohjatut Z3- ja X3-akselit. Vastakaran uusi muotoilu, jossa se liikkuu alaspäin ja toimii nyt kuularuuvin avulla täysimittaisena CNC-akselina hydraulisen sijaan.
Vastakara voidaan laskea (115 mm), mikä mahdollistaa molempien tasopintojen työstämisen ilman revolverien törmäysvaaraa ja pitää koneen koon pienenä. Tämä ei ainoastaan paranna tarkkuutta, vaan mahdollistaa myös esimerkiksi epäkeskokomponenttien koneistuksen. Pääkara ja vastakara voivat toimia täysin erillään toisistaan, mikä eliminoi työalueiden väliset häiriöt ja optimoi koneistusajan.
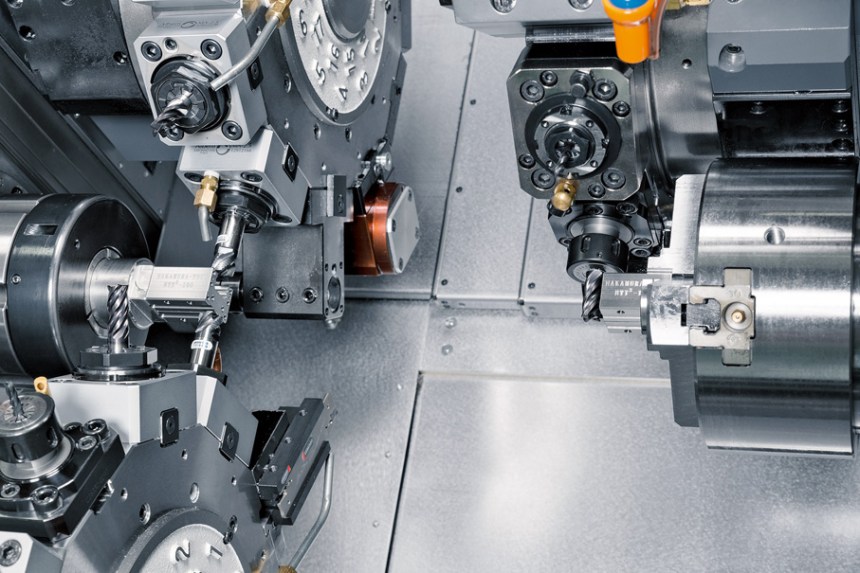
Superimposition-toiminto mahdollistaa kolmen työkalun samanaikaisen käytön: kaksi revolvereissa ja yksi vastakaralla, mikä kasvattaa tuottavuutta huomattavasti perinteisiin järjestelmiin verrattuna.
Suoravetokarat – vääntöä ja tarkkuutta
BMX-sarjan pää- ja vastakarat ovat nestejäähdytyksellä varustettuja synkronisia suoravetokaroja, jotka tarjoavat huippuluokan väännön, kierrosnopeuden ja tehon suhteen esimerkkinä pääkaran tehon kasvu 30/40Kw:iin ja vastakaran 17/25Kw:iin. Ne on varustettu korkealaatuisilla laakereilla – sekä kuula- että lieriörullalaakereilla – jotka takaavat maksimaalisen jäykkyyden ja tärinänvaimennuksen. Tämä rakenne mahdollistaa suuren aineenpoiston jo alhaisilla kierroksilla ilman kompromisseja pinnanlaadussa tai mittatarkkuudessa: erinomainen pyöreys ja viimeistely, myös vaikeissa materiaaleissa. Tämä ei ainoastaan takaa suorempaa voimansiirtoa ja parempaa dynamiikkaa, vaan myös vähentää huoltotarvetta ja parantaa vääntömomentin siirtoa.

Integroiduilla moottoreilla varustetut revolverit
Toinen merkittävä edistysaskel on työkalupaikkojen lisäys ja nyt molemmissa revolvereissa on 15 moottoroitua työkalupaikkaa ja niihin mahtuu yhteensä jopa 60 työkalua.
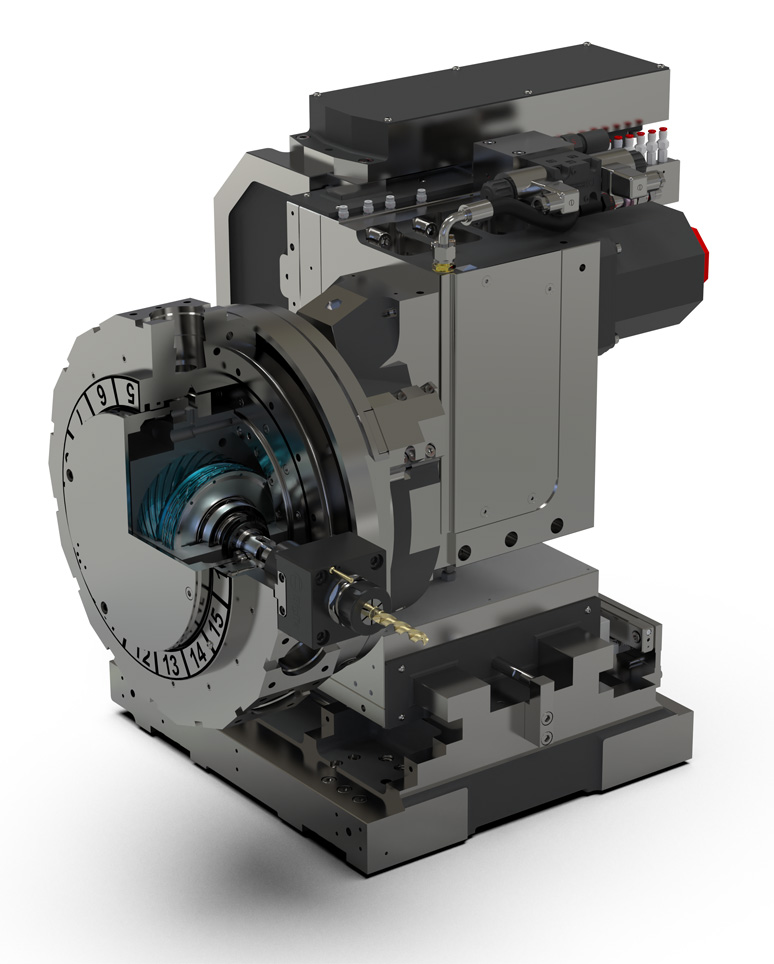
Yksi BMX-sarjan keskeisistä teknisistä innovaatioista on integroidulla moottorilla varustettu työkalurevolveri, jossa voimansiirto tapahtuu suoraan ilman mekaanisia välityksiä (esimerkiksi ketjuja). Moottori on suoraan akseloitu työkalunpitimeen, mikä tuo seuraavat hyödyt:
- Merkittävästi vähentyneet tärinät
- Täysi tehonsiirto ilman häviöitä tai mekaanisia välyksiä
- Vähemmän lämmön muodostumista
- Hiljainen ja stabiili toiminta myös raskaissa koneistuksissa
Nämä mahdollistavat erityisesti vaativien muotojen, kuten vinojen tasojen ja epäkeskisten geometrioiden tarkasti hallitun koneistuksen. Kaikki työkaluasemat ovat voimakkaita ja ne hyötyvät uudesta suorakäytöstä, mikä toimii 6 000 rpm:llä ja lisävarusteena jopa 10 000 rpm:llä – 35 Nm vääntömomentilla.
Runko ja rakenne – vakautta ja pitkäikäisyyttä
Biglian koneet perustuvat erittäin jäykkään, valurautarakenteiseen runkoon, jonka suunnittelussa on optimoitu sekä dynaaminen että terminen vakaus. Tämän ansiosta koneet säilyttävät tarkkuutensa myös pitkillä tuotantosykleillä ja suurilla kuormilla. Uusi BMX-mallin runko on suunniteltu 45°:n kallistukseen verrattuna edellisen sarjan 30°:een.
Innovatiivinen muotoilu, 45 mm leveät lineaarijohteet ja niiden noin 15 senttimetrin lisäys tarjoavat lujuutta ja rasituksenkestävyyttä vähentäen merkittävästi tärinää. Vankka valurakenne ja prismaattiset johteet X- ja Y-akseleilla varmistavat paremmat vaimennusominaisuudet, paremman vakauden ja jäykkyyden, vähemmän tärinää ja siten pidemmän työkalun käyttöiän.
Myös tehokkaaseen istukkatyöhön
Uusi BMX51/70 on suunniteltu tarjoamaan äärimmäinen suorituskyky, jossa yhdistyvät voima, ominaisuudet ja monipuolisuus. Mahdollisuuden asentaa 250 mm:n itsekeskittyvä istukka pääkaraan ja hallita jopa 270 mm:n sorvaushalkaisijaa, sorvi varmistaa korkean suorituskyvyn myös suurikokoisissa kappaleissa. Vastakaraan voidaan asentaa 210 mm:n itsekeskittyvä istukka, mikä laajentaa entisestään työstömahdollisuuksia uudelleentyöstöviimeistelytilassa, samalla taatulla tarkkuudella ja vakaudella koko tuotantosyklin ajan. Sorvaus, jyrsintä, poraus ja kierteitys hoidetaan tehokkaasti ja joustavasti moottoroitujen revolvereiden, CNC-ohjattujen akselien ja tehokkaiden karojen ansiosta. Ihanteellinen suurten ja monimutkaisten kappaleiden valmistukseen, kone takaa vakauden, tehon ja moitteettoman viimeistelyn myös vaikeissa materiaaleissa.
Älykäs ohjaus ja automaatio
Uudet BMX-mallit on saatavilla Fanuc 31i_B PLUS iHMI CNC-ohjauksella. Niissä on vakiona automaattinen kappalepoimuri ja -hihna. Kappalepoimuri on CNC-ohjelmoitava ja mahdollistaa jopa 300 mm pitkien osien purkamisen suoraan kuljetinhihnalle, automaattisesti ja samanaikaisesti. Lisäksi tarjolla on tankomakasiinit ja mahdolliset robotti-integraatiot sekä laadunvalvontajärjestelmät. vossi.fi/biglia