Kivi CNC-Machinery jatkaa kasvussa – Omistusjärjestelyjä ja lisävahvistusta konekantaan

Äänekosken Suolahdessa toimiva Kivi CNC-Machinery Oy vahvistaa vauhtiaan. Yrityksen nimi vaihtui hiljattain ja myös omistusjärjestelyjä tehtiin. Lisäksi taloon hankittiin yksi uusi CNC-sorvi, talossa toimii nyt kuusi Nakamura-Tomea.
Kivi CNC-Machinery on teollisuuden alihankintayritys, mikä palvelee laajaa asiakuntaa. Ehdottomastasi suurin asiakas on Agco-konserni. Yritys tekee osia Valtran traktoreihin pitkin perintein.
”Yhteistyö lähti liikkeelle pari vuosikymmentä sitten aivan klassisesti puhelinsoitosta. Alkuun lähdettiin tietenkin pienestä, josta yhteistyö on sitten jatkunut ja vuosi vuodelta laajentunut. Se on vahva perusta toiminnoillemme, mutta samaan aikaan olemme toki pyrkineet laajentamaan asiakaskuntaamme, myös muille teollisuuden aloille. Teemme töitä myös sen eteen joka päivä”, toimitusjohtaja Juha Saastamoinen kertoo.

Tuoreita tuulia
Sarjatöihin erikoistunut, pituudeltaan pääasiassa alle 260 mm:n ja tangonhalkaisijaltaan enimmillään 65 mm:n pyörähdyskappaleita tekevä Kivi CNC-Machinery on tunnettu aiemmin nimellä Sorvaamo Kivi.
”Isäni perusti yrityksen vuonna 1980 ja aiempi nimi on sieltä lähtöisin. Kun toimintamme on vähitellen kasvanut ja laajentunut, halusimme viedä muutoksen nimeen saakka ja olemme nyt siis Kivi CNC-Machinery. Mielestämme se sopii kuvaamaan toimintojamme hieman aiempaa paremmin ja taipuu samalla notkeasti myös kansainväliseen toimintaympäristöön”, kertoo hallituksen puheenjohtaja Tommi Kivi.
Omana prosessinaan toteutettiin hiljattain myös omistuspohjan laajennus. Yrityksen omistavat ja sen toiminnoista vastaavat muutosten jälkeen Tommi Kivi ja uusina osakkaina Juha Saastamoinen, tuotantopäällikkö Ari Kautto sekä Chanudom Phutsom.
”Muutos tuo lisää hartioita yrityksen pyörittämiseen ja jakaa myös vastuuta. Samalla edelleen yrityksen osaomistajana ollut isäni pääsee kokonaisuudessaan eläkepäivien viettoon. Nämä järjestelyt sopivat kaikille osapuolille, toki hallinnollisia töitä nämä omistussiirrot ovat teettäneet kovasti ja teettävät yhä, varsinkin Juhalle. Tosin nyt alkaa jo helpottamaan”, Tommi Kivi sanoo.

Yksi Nakamura-Tome lisää
Kivi CNC-Machinery toimii kalustolla, missä keskeinen konemerkki on Nakamura-Tome. Japanilaisvalmistajan sorvauskeskuksia talossa toimii lukumääräisesti useita.
”Kun Insinööritoimisto Ismo Lindberg aloitti konemerkin edustuksen Suomessa tuossa kymmenisen vuotta sitten, taisimme olla ensimmäinen taho, joka hankki heiltä ko. valmistajan koneen. Suorituskykyinen teknologia kiinnosti alusta lähtien ja toki huoltopuolen toiminta. Lindberg toimii tuossa lähellä, joten se puoli on kunnossa”, Tommi Kivi sanoo.
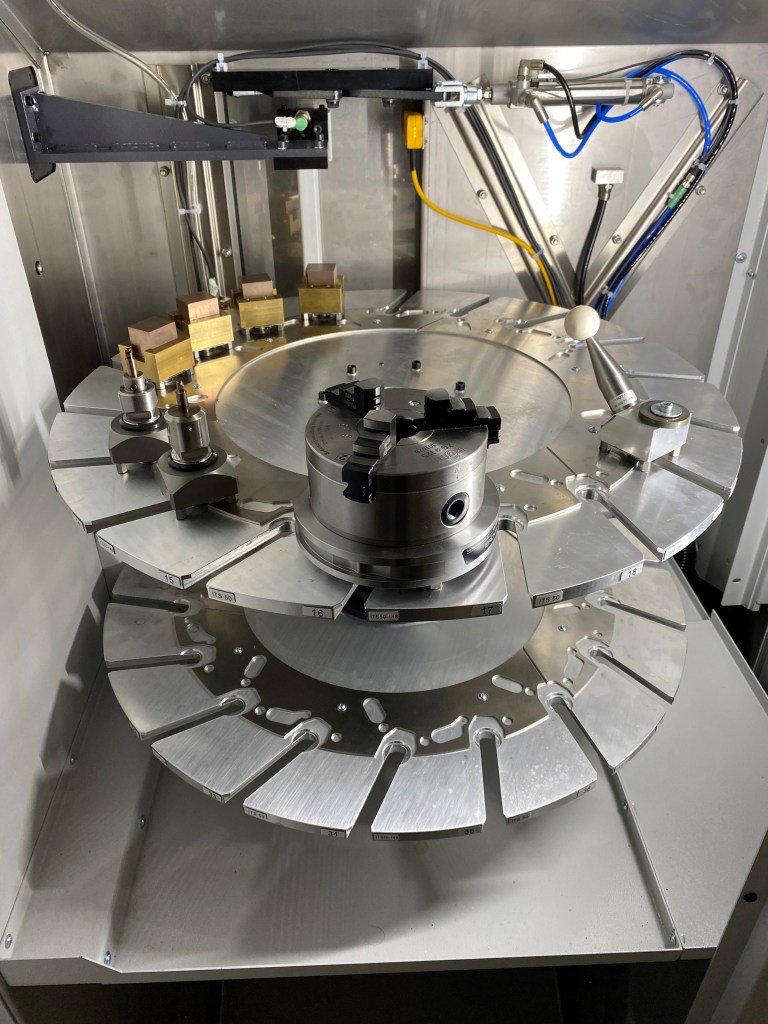
Kiven Nakamura-Tome -kanta täydentyi äskettäin jälleen yhdellä valmistajan koneella, kun taloon hankittiin kolmas WY-150-sorvauskeskus.
Hankinnan myötä Kivellä on käytössään nyt kuusi Nakamura-Tome-sorvauskeskusta.
Nakamura-Tome WY-150 on vaativan koneistuksen sorvauskeskus varustettuna kahdella revolverilla Y-akselein, pyörivillä työkaluilla ja Top Automazionin tangonsyöttölaitteella.
”Kone korvaa aiempaa kalustoamme ja lisää jälleen kapasiteettiamme. Kiirettä tuotannossa on viime aikoina riittänyt. Kehitys on jatkunut maailman melskeistä huolimatta suotuisana, ja jatkossakin tähtäämme maltilliseen kasvuun. Samalla pyrimme pitämään kuitenkin kokonaisuuden hallittavissa mitoissa. Niissä tunnelmissa olemme toimintaa kehittäneet tähänkin saakka ja linja pitää”, Juha Saastamoinen kertoo.

Kehitys jatkuu
Kivi CNC-Machinery työllistää nyt yksitoista henkilöä, ja on kehittänyt tuoreiden sorviostosten lisäksi myös toimintojaan teknologiapuolella muutenkin. Talossa toimii mm. uusi tuotannonohjausjärjestelmä.
”Teknologiaa kehitämme ehdottomasti jatkossakin. Koneita uusitaan ja konekantaa laajennetaan tarpeiden myötä, vahvasti asiakaslähtöisesti”, Juha Saastamoinen sanoo.
Kivi CNC-Machinery Oy
Metallin alihankinta, koneistus ja hionta
Liikevaihto 1,9 miljoonaa euroa (Sorvaamo kivi 2021) 2022 2,23 MEur (vahvistamaton)
Henkilöstö: 11
Toimipaikka: Suolahti, Äänekoski
Kari Harju