Itävaltalainen EMCO valmistaa työstökoneita neljällä eri tehtaalla Euroopassa. Itävallan Halleinin tehtaan lisäksi sen kolme muuta tehdasta sijaitsevat Italiassa, joissa valmistetaan järeitä koneita vaativimpiin tarpeisiin. Tehtailla oli lokakuussa paljon koneita valmisteilla mm. Euroopan, USA:n sekä Kiinan markkinoille.
MMV-sarjan koneistuskeskuksissa on kiinteä pöytä sekä liikkuva pylväs Box-in-Box RAM-rakenteella, johon on myös saatavissa lämpökompensaatio. Konetta saa 5-, 4- tai 3-akselisina versioina sekä Siemens tai Heidenhain -ohjauksilla. Liikkeet aina X/Y/Z=6200/1000/980 mm asti. Karoja on tarjolla kolmea eri veriota: BT50/15 000 rpm/46 kW; HSK-A63 /18 000 rpm/46 kW rpm; HSK-A100/10 000 rpm/79 kW.
MEGAMILL portaalijyrsinkoneen 42,5 m X-akselin johde (X1/X2=36m). Muut liikkeet Y1/Y2=8m ja Z1/Z2=2,5 m. Koneessa mm. seuraavat jyrsinpäät: 2 kpl 38kW/2000Nm/3000 rpm/ISO50, haarukkatyyppinen jyrsinpää (vääntömoottorilla) 42/55 kW/24 000 rpm/HSK-A63.
UMILL1800 on portaalirunkoinen 5-akselikeskus X/Y/Z=1800/2150/1250 mm, jonka maksimikappale koko on ø2500×1800 mm. Koneen saa myös sorvaavalla pöydällä sekä monipuolisilla palettiautomaatioratkaisuilla. UMILL-sarjan koneet saa Siemens tai Heidenhain -ohjauksilla.
EMCO valmistaa jyrsinkarallisia HYPERTURN 100 PM (HSK-T63 tai Capto C6; 33,8 kW/12 000 rpm) ja 200 PM (80 kW; 6500/10000 rpm) -sarjan monitoimisorveja maks. ø 720×3300 mm ja ø1000×6200 mm sorvauskapasiteeteillä. ja HSK100 tai Capto C8 työkaluja saa makasiiniin aina 200 kpl asti. Koneisiin saatavissa identtiset pää- ja vastakaran Master-Slave-rakenteella, mikä mahdollistaa tarkan C-akselin paikoituksen. Koneissa on Siemens ONE -ohjaus.
Kuva ylhäällä: POWERMILL HPC3 portaalijyrsinkone X/Y/Z=12/4/2,5 m liikkeillä ja automaattijyrsinpäällä 38 kW/ 6000 rpm. Koneessa on myös mm. patentoidut esijännitettyjen lineaarijohteiden esijännitetyt kelkat, jotka parantavat laatua, tarkkuutta ja työkalujen kestoa. vossi.fi/emco-xxl
DMG Mori on esitellyt täysin uudistetun version myydyimmästä yleissorvistaan, NLX 2500|1250:sta mallista. Tarjolla on nyt laajempi karavalikoima sekä lisää tehoa niin suurten nopeuksien työstöön kuin tarkkuustyöstöönkin.
NLX 2500|1250 2. sukupolvi mahdollistaa nyt 1 258 mm pitkien ja ø 366 mm halkaisijaisten kappaleiden työstön. Vasemman ja oikean puolen karat, pyörivillä työkaluilla varustettu revolveri, Y-akseli ±60 mm liikkeellä sekä kärkipylkkä tekevät koneesta valmistajan mukaan joustavan valmistusratkaisun monimutkaisten kappaleiden 6-sivuiseen työstöön.
Lisää karavaihtoehtoja
Koneessa sekä vasen että oikea turnMASTER-kara ovat kokeneet merkittävän suorituskykyparannuksen. Vasemmalle puolelle on saatavilla 10″ ja 12″ karat. 10″ kara saavuttaa 5 000 rpm, 843 Nm väännön ja 26 kW tehon. 12″ kara yltää 3 000 rpm, 1 273 Nm ja 36 kW.
Laajan kara- ja revolverivalikoiman myötä konetta voidaan käyttää joustavasti eri teollisuudenaloilla.
Oikealle puolelle on nyt saatavana kolme karaa: 6″, 8″ ja 10″. Pienin malli toimii 7 000 rpm kierrosluvulla ja tuottaa 95 Nm väännön. Uusi suurin kara saavuttaa 5 000 rpm ja 577 Nm väännön. MASTER-karat sekä kuula- että rullalaakerit on päivitetty, lisäksi tankoläpimitta on molemmilla puolilla nyt ø 105 mm, ja karojen pyörintätarkkuus on 0,5 µm.
NLX 2500|1250 2. sukupolvi on vakiona varustettu BMT60-revolverilla (turretMASTER), jossa on tila kahdelletoista pyörivälle työkalulle. Vaihtoehtoina ovat kymmenpaikkainen BMT60, kaksikymmentäpaikkainen BMT40 sekä VDI40-revolveri, jossa on kaksitoista asemaa. Pyörivät työkalat toimivat jopa 12 000 r/min nopeudella tai BMT60:n kymmenpaikkaisessa versiossa 100 Nm väännöllä.
Vakaa rakenne
Koneeseen on tehty DMG Morin mukaan myös useita tarkkuutta lisääviä parannuksia. Valurunkojen vakautta ja liikkuvien osien jäykkyyttä on kasvatettu, ja kuulamutteriruuvit on toteutettu kaksoistuennalla. Älykäs lämpötilanhallintajärjestelmä takaa pitkän aikavälin tarkkuuden myös automatisoidussa tuotannossa.
Lisäksi kaikilla akseleilla käytettävät suorat mitta-anturit tuovat paikoitustarkkuutta, jota Magnescale MAP -korjaus parantaa jopa viisinkertaiseksi. Siten NLX 2500|1250 2. sukupolvi soveltuu myös tarkkuuskoneistukseen. CELOS X -sovelluspohjainen valmistusalusta toimii MAPPS-ohjauksella Fanuc-ympäristössä tai Siemensin SINUMERIK ONE -ohjauksessa, vaativissa sovelluksissa omat teknologiasyklit kuten gearSKIVING yksinkertaistavat ohjelmointia.
Helposti automatisoitavissa
NLX 2500|1250 automatisointiin vaihtoehtoina ovat mm. tangonsyöttölaitteet ja robottiratkaisut, kuten Robo2Go, MATRIS light ja MATRIS-järjestelmä. Optimoitu lastunpoisto, kehittynyt jäähdytysneste- ja lastunhallinta (zero-sludgeCOOLANT) sekä itseään puhdistava lastunkuljetin varmistavat luotettavan ja autonomisen tuotannon. Sekä zero-sludgeCOOLANT että zeroFOG-sumunpoistojärjestelmä tukevat ympäristöystävällisempää valmistusta. Näiden ja muiden ratkaisujen – kuten 400 V käyttöjännitteen ansiosta GREENMODE vähentää energiankulutusta ja resurssien käyttöä. fi.dmgmori.com
Alkuvuodesta 2025 MTC Flextek Oy Ab ja Nurminen Tools Oy ovat sopineet uudesta yhteistyöstä Fanuc Robodrill -myynnin osalta. Suomen Robodrill-myyntiä hoitaa jatkossa MTC Flextekin lisäksi myös Nurminen Tools.
Yhteistyön tavoitteena on kasvattaa Robodrill-myyntiä ja tarjota asiakkaille entistä kattavampia ratkaisuja. Yrisyetn mukaan yhteistyön ansiosta asiakkaille voidaan tarjota laajempia Fanuc Robodrill -pohjaisia kokonaisuuksia. Lisäksi Nurminen Tools Oy:n edustamat Lehman 5-axis -pöydät ja Lang-kiinnittimet tulevat osaksi MTC Flextekin Robodrill-tarjontaa, mikä mahdollistaa entistä monipuolisemmat ja joustavammat ratkaisut tuotantoon.
MTC Flextek vastaa jatkossakin Robodrill -koneiden asennuksista, koulutuksista ja huoltosopimuksista. Ammattitaitoinen huoltotiimimme suorittaa huollot valmistajan ohjeiden mukaisesti, käyttäen vain alkuperäisiä varaosia, jotta koneet toimivat turvallisesti ja luotettavasti.
”Yhteistyö avaa uusia mahdollisuuksia asiakkaillemme, sillä pystymme tarjoamaan entistä monipuolisempia ja räätälöityjä Robodrill-ratkaisuja. Yhdistämällä osaamisemme ja resurssimme voimme palvella asiakkaitamme tehokkaammin ja tukea heidän tuotantonsa kehitystä kokonaisvaltaisemmin”, toteaa MTC Flextekin toimitusjohtaja Tomi Tiitola.
”Yhteistyöllä pystymme yhdessä tarjoamaan asiakkaille vielä kattavammin palveluita, tuote sekä toimittaja vaihtoehtoja. Pystymme löytämään uusia innovaatioita asiakkaan toiminnan ja kilpailukyvyn kehittämiseen kiristyvässä kilpailussa tuotannon valmistuksessa”, kertoo Nurminen Toolsin toimitusjohtaja Sami Hellsten.
Yhteistyön myötä MTC Flextek sekä Nurminen Tools voivat palvella asiakkaita entistä kattavammin ja tarjota ratkaisuja, jotka tukevat heidän liiketoimintansa kasvua ja tehokkuutta. Molemmat osapuolet uskovat, että tämä kumppanuus vahvistaa Robodrill-tuotteiden asemaa markkinoilla ja luo uusia mahdollisuuksia asiakkaille eri teollisuudenaloilla.
”Toivotamme Nurminen Toolsin tervetulleeksi vahvaksi ja arvostetuksi Robodrill -jälleenmyyjäksi, joka yhdessä pitkäaikaisen ja menestyksekkään yhteistyökumppanimme MTC Flextekin kanssa tuottaa huippuosaamista ja innovaatioita suomalaiselle työstökoneteollisuudelle”, sanoo Bob Struijk, Fanuc Nordicin toimitusjohtaja.
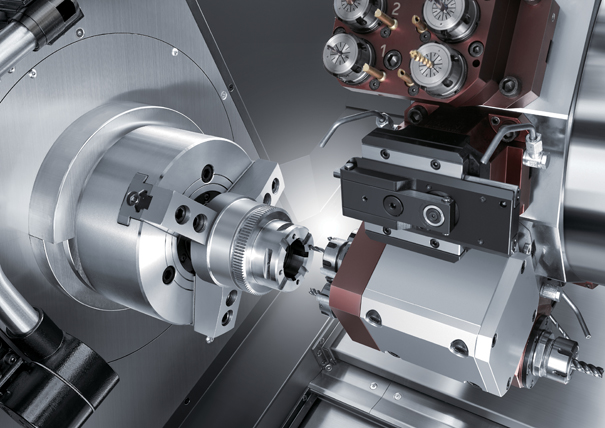
Japanilainen työstökonevalmistaja Yamazaki Mazak on tuonut markkinoille uudet kompaktit 2-revolveriset QRX-sorvauskeskukset. Nämä 9-akseliset koneet on suunnattu pienten halkaisijoiden tankotyöhön tai akselimaisille kappaleille massatuotantoon.
QRX-sorvit kykenevät moniin yhtäaikaisiin toimintoihin ja niiden päivitetty MAZATROL SmoothG -ohjausjärjestelmä mahdollistaa 2-kanavaisen työstön EIA/ISO-koodilla. Kaksi revolveria ja yhtäaikaiset toiminnot vähentävät kappaleaikoja merkittävästi.
Kaksi identtistä sorvauskaraa, revolveria ja Y-akselia. Ohjelmointi tapahtuu 2-kanavaisella MAZATROL SmoothG -ohjauksella.
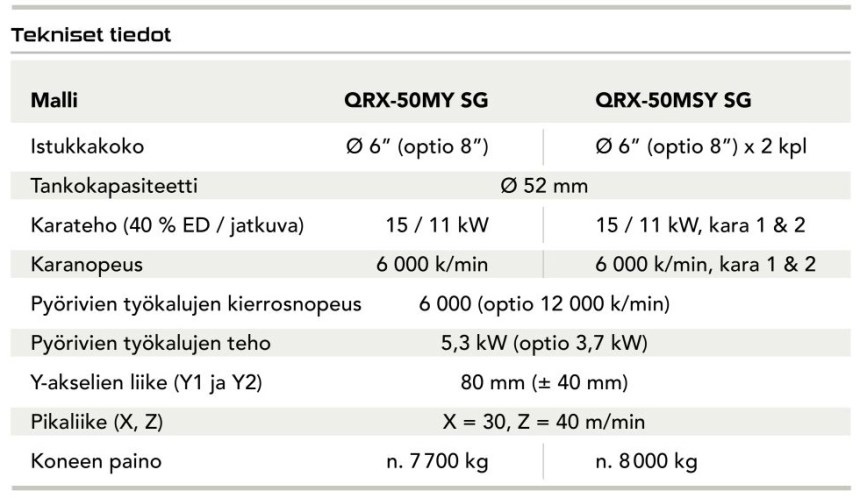
QRX-50MY SG ja QRX-50MSY SG
Ensimmäisinä uudesta mallisarjasta on lanseerattu mallit QRX-50MY SG (ohjelmoitava kärkipylkkä ja automaattinen tukilaakeri) ja QRX-50MSY SG (2 sorvauskaraa). Istukkakoot ovat 6” tai 8” tai niiden vaihtoehtoina holkki-istukat varsinkin tankotyössä.
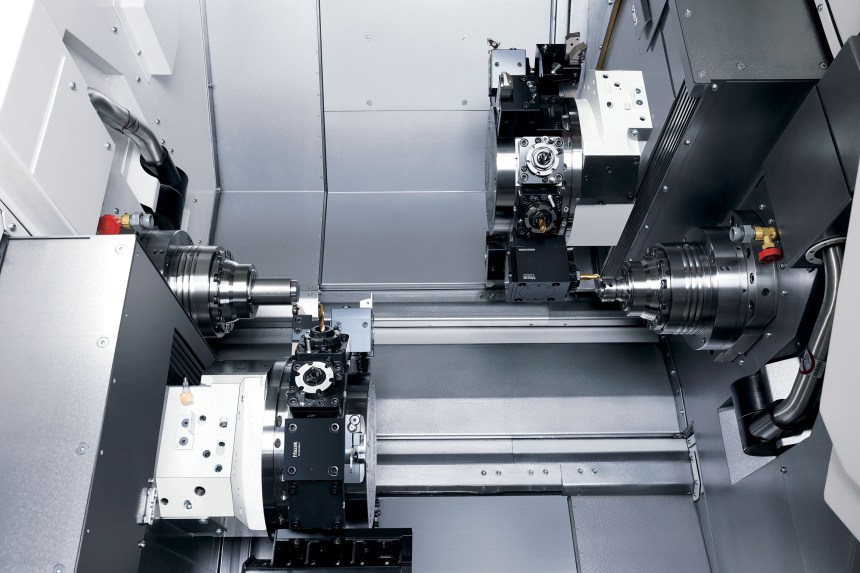
Tankokapasiteetti on molemmille malleille 52 mm ja hieman myöhemmin mallistoon on tulossa myös 65 millimetrin versio. MSY-mallissa kahden identtisen sorvauskaran (15 kW, 151 Nm, A2-6”) välinen etäisyys on 900 mm. Koneen paino on noin 8 000 kg, ja kaikilla lineaariakseleilla on tukevat ja nopeat (Z-akseli 40 m/min) lineaarirullajohteet.
Identtiset 12-paikkaiset ja 24-asemaiset työkalurevolverit on sijoitettu karalinjan ylä- ja alapuolelle. Molemmat revolverit voivat työstää kummankin sorvauskaran alueella ja näin niiden avulla voidaan tasapainottaa tahtiaikoja joustavasti karojen välillä työkappaleen mukaan.
Työkalunpidinjärjestelmä on universaali BMT45, jonka yhtenä etuna on pitimien käyttömahdollisuus molempien karojen suuntiin. Molemmissa revolvereissa on pyörivät työkalut (6 000 tai 12 000 k/min) ja Y-akselit (liike 80 mm). Pyörivien työkalujen teho on 5,3 tai 3,7 kW. Työkalujen mittaus ja rikkotarkastus hoituvat näppärästi vakiovarusteina olevilla kahdella automaattisella mittalaitteella.
Monipuolinen varustus asiakkaan tarpeen mukaan
QRX-sorvauskeskukset voidaan varustaa monipuolisesti tarpeen mukaan. Esimerkiksi tankotöitä varten on saatavissa hellävarainen pihti- tai kotelotyyppinen nopea kappaleenpoistaja, joka nostaa valmiin työkappaleen 2. karalta liukuhihnakuljettimelle ja tuo sen koneen oikealle puolelle. Kappale voidaan poistaa 1. karalta toisella kappaleenkerääjällä, joka soveltuu myös tangon jämäpalan poistoon automaattisesti liukuhihnalla.
Hihnan ulostulo on niin ikään koneen oikealla puolella. QRX-sorveissa on mahdollista poistaa kappaletta toiselta karalta samaan aikaan kun toisella karalla työstetään. Myös tangon syöttö 1. karalla on mahdollista samaan aikaan työstön kanssa 2. karalla. Yhtäaikaisten toimintojen ansiosta koneella voidaan nostaa tuottavuutta merkittävästi varsinkin suuremmilla valmistusmäärillä. Lastuamisnestejärjestelmiä on saatavilla useita vaihtoehtoja aina 2 x 70 bar revolverikohtaiseen järjestelmään saakka.
Tankotyöhön optimoidut toiminnot mahdollistavat esimerkiksi valmiin kappaleen poiston ja samanaikaisen työstön karoilla.
MAZATROL SmoothG 2-kanavaiseen ajoon
QRX-sorvauskeskuksissa on monista Mazak-sorveista tuttu ja käyttäjäystävällinen SmoothG-ohjaus. Se on tässä konetyypissä uutuutena päivitetty ja optimoitu 2-kanavatyöstöön EIA/ISO G-koodiohjelmointitavalla. Sen avulla nopea ja turvallinen työstö usealla terällä samanaikaisesti on mahdollista. Ohjaus voidaan varustaa myös Smooth Oscillation Cutting -optiolla, jonka avulla saadaan lastut katkeamaan paremmin esimerkiksi muovia tai muuta pitkälastuista materiaalia sorvattaessa.
MAZATROL SmoothG -ohjaus tarjoaa vakiona muun muassa seuraavat ominaisuudet:
Crontek Oy:n toimitusjohtajaksi on nimitetty DI Jukka Penttinen. Hän siirtyy Crontekille Konecranesilta, jossa hän on viimeksi toiminut Director, Agreement Sales EMEA Service -roolissa (EMEA-alueen huoltopalveluiden sopimusmyynnin johtajana). Toimitusjohtajan tehtävät Jukka Penttinen aloittaa 5.1.2026.
Jukka Penttinen
Jukka Penttisellä on yli 20 vuoden kokemus teknologiateollisuudesta. Hän on ollut Konecranesilla mukana rakentamassa työstökonehuollon palvelukonseptia alusta lähtien Suomessa ja viime vuosina keskittynyt räätälöityjen kunnossapito ratkaisujen sekä prediktiivisen kunnossapidon jalkauttamiseen useisiin Euroopan maihin.
”Tämän taustan ansiosta Jukalla on syvää asiakasymmärrystä ja laaja kontaktipinta suomalaisiin konepajoihin sekä vahvaa näyttöä palveluliiketoiminnan kehittämisestä. Hänen liiketoimintaosaamisensa ja ihmislähtöinen johtamistapansa tukevat erinomaisesti Crontekin strategiaa kasvattaa palveluliiketoimintaa ja siirtymistä teknisen kaupan toimijasta asiakkaan koko koneen elinkaaren kattavaksi kumppaniksi”, kertoo Crontekin hallituksen puheenjohtaja Jussi Masalin.
”Olen erittäin motivoitunut uudesta tehtävästäni Crontekillä. Yhtiöllä on erinomainen maine, vahva asiakaskunta ja merkittävä potentiaali sekä kone- että palveluliiketoiminnassa. On hienoa päästä jatkamaan Crontekin liiketoiminnan kehittämistä yhdessä osaavan tiimin kanssa. Tunnen suomalaisen konepajateollisuuden, ja uskon sen antavan hyvän pohjan tarttua uuteen tehtävääni nopeasti ja asiakaslähtöisesti”, sanoo Jukka Penttinen.
”Viime vuosien matalan investointitason jälkeen markkina on kääntymässä uuteen kasvuun, kun Euroopan turvallisuustilanne lisää pitkäkestoista tarvetta investoida metallintyöstökoneisiin. Olen innoissani mahdollisuudesta johtaa Crontekin seuraavaan kasvuvaiheeseen ja vahvistaa sen asemaa markkinoilla. Koneiden monimutkaistuessa varaosa- ja huoltopalveluiden merkitys kasvaa entisestään. Tavoitteena on rakentaa palveluliiketoiminnasta konemyynnin rinnalle vahva, korkean lisäarvon tukijalka.”
”Olemme erittäin iloisia saadessamme Jukan mukaan Crontekin johtoon. Hänen laaja kokemuksensa palveluliiketoiminnasta ja kykynsä yhdistää ihmiset yhteisen tavoitteen taakse antavat meille erinomaiset edellytykset vahvistaa kilpailukykyämme ja kasvattaa liiketoimintaamme kannattavasti. Luotan siihen, että Jukan johdolla Crontekissä etenemme hyvällä energialla kohti seuraavaa kasvuvaihetta ja rakennamme yhdessä entistä vahvempaa tulevaisuutta”, toteaa Jussi Masalin.
Niinhän se on, että konepajalle luotettava konetoimittaja on keskeinen kumppani. Konepaja Moisio & Muuronen Oy:lle se on Nucos, olipa kyse modernisoinneista tai konehankinnoista.
Konepaja Moisio & Muuronen on Ylöjärvellä toimiva konepaja. Yhteistyö Nucosin kanssa koneasioissa kulkee pitkää linjaa.
”Yhteistyö Nucos Oy:n kanssa alkoi jo vuonna 1995, jolloin tilasimme modernisoinnin Milwaukee-Matic HMC-1500-koneistuskeskuksellemme. Projektissa 1972-vuosimallin koneistuskeskus sai NUM-CNC-ohjausjärjestelmän. Kone on edelleen tuotantokäytössä”, kertoo toimitusjohtaja Kari Moisio.
Moisio & Muuroselle tehty modernisointi oli yksi Nucosin monista projekteista.
Yhteistyötä pitkällä linjalla. Kuvassa vasemmalla Santeri Moisio, keskellä Kari Moisio ja oikealla Oiva Viitanen.
”Olemme tehneet sen jälkeen viimeisen 30 vuoden aikana yli 100 työstö- ja erikoiskoneen modernisointia NUM- ja Fanuc CNC-ohjausjärjestelmiä käyttäen”, kertoo Oiva Viitanen Nucosilta.
”Olemme joskus laskeneet, että nykyrahassa tekemillämme modernisoinnilla kokonaissäästö asiakkaille on uusien koneiden hankintaan verraten ollut lähes 100 miljoona euroa. Vanhan jykevärunkoisen kookkaan koneen modernisointi on usein harkittava vaihtoehto ja asiakkaan kannalta todellakin isoista säästöistä puhutaan”, toteaa Viitanen.
Investointeja automaatioon
Klassikon modernisoinnin jälkeen Nucos on toimittanut vuonna 2016 sukupolvenvaihdoksen tehneelle Moisio & Muuroselle useita tuotantoa automatisoivia CNC-koneita.
”Automaatio mahdollistaa tuotannon tehostamisen. Vaativat työt onnistuvat yhdellä koneella”, kertoo Kari Moisio. Hankitut koneet ovat monitoimisorveja ja koneistuskeskuksia valmistavan Accuwayn mallistoa. Vuonna 2018 Moisio & Muurosella otettiin käyttöön taiwanilaisvalmistajan kaksikarainen sorvi portaalirobotilla ja siitä vuoden kuluttua yritys investoi sorviin kahdella karalla ja pyörivin työkaluin.
Nyt jo kolmas Accuway-sorvi, malliltaan UT-200 Fanuc-robotilla, on hankittu.
Uutta automaatiota. Kuvassa Nucos-akatemian junior CNC machine technician Tuomas Karisto testaa uuden tuotantosolun UT200-sorvin, Fanuc-robotin ja keskiöintikoneen toimivuutta. Nucos on mukana kevään Konepaja 2026 -tapahtumassa.
Soluun liittyy Nucosin modernisoima keskiöintikone, ensimmäinen vastaava modernisoitiin vuonna 2016. Miehittämätön solu on parhaillaan testiajossa Nucosin tiloissa, toimiva yksikkö siirretään tilaajalle, kun Moisio & Muurosen pian käynnistyvä, aiempien tilojen yhteyteen sijoittuva tilalaajennus on valmistunut.
Kari Moision ja Oiva Viitasen mukaan osaava kumppanuus on kultaa koneasioissa.
”Konepajayrittäjän tärkeä kumppani on konetoimittaja, jolta saa avun tarvittaessa nopeasti ja ammattitaitoisesti. Iso koko ei takaa laatua eikä myöskään nopeaa vasteaikaa”, sanoo Kari Moisio. ”Periaatteemme on, että koneita, mitkä modernisoimme ja myymme, osaamme myös itse täysin käyttää. Sen myötä tuki siis todellakin toimii”, sanoo Oiva Viitanen. http://www.nucos.fi
Framery on ottanut tuotannossaan merkittävän kehitysaskeleen kohti automaatiota investoimalla ensimmäiseen robottisoluun. Uuden tuoteperheen myötä syntynyt tarve tarkemmalle ja toistettavammalle työvaiheelle ratkaistiin MTC Flextekin toteuttamalla Fanuc-robottisolulla, joka on parantanut laatua, tehokkuutta ja työergonomiaa.
Framery on suomalainen yritys, joka on erikoistunut ääntä vaimentavien työtilaratkaisujen, kuten puhelinkoppien ja neuvottelutilojen, suunnitteluun ja valmistukseen. Yritys perustettiin vuonna 2010 Tampereella, missä myös sen tuotanto sijaitsee tänä päivänäkin. Tyylikäs muotoilu, akustiikkaosaaminen ja käyttäjäystävällisyys ovat Frameryn ratkaisuissa keskiössä, ja yritys on kasvanut nopeasti kansainväliseksi markkinajohtajaksi, jonka tuotteita käytetään yli 100 maassa.
Niittimuttereiden asennus Framery One Compact tuotteen runko-osiin toteutetaan jatkossa automaatioratkaisuna.
Tarve syntyi uuden tuoteperheen myötä
Kun Framery alkoi kehittää uutta tuoteperhettä, havaittiin, että tietyt vaiheet vaativat entistä tarkempaa ja toistettavampaa työtä. Tämä loi pohjan automaatiotarpeelle ja rohkaisi yritystä ottamaan askeleen kohti uutta teknologiaa.
“Tämä oli meille iso harppaus täysin uuteen teknologiaan ja valmistusmenetelmään. Aiemmin tuotteiden rakenne oli hyvin erilainen, mutta uuden tuoteperheen myötä ymmärsimme, että tarvitaan automaatiota ja uutta teknologiaa,” kertoo tuotantoinsinööri Mikko Luomi.
Ensimmäinen automatisoitava työvaihe löytyi niittimuttereiden asennuksesta Framery One Compact -runkoihin, joka oli aiemmin tehty käsin. Lähtötilanteessa projektille asetettiin selkeät tavoitteet: työn ergonomian ja laadun parantaminen sekä ratkaisun taloudellinen kannattavuus.
Yhteistyö ja ratkaisu
Ennen lopullista päätöstä Framery kartoitti useita vaihtoehtoja ja pohti, millainen automaatioratkaisu parhaiten tukisi heidän tuotantoaan. Päätöstä edelsi useiden referenssikohteiden vierailu sekä tutustuminen MTC Flextekin ratkaisuihin myös yrityksen tiloissa.
Tarjousvaiheessa ratkaisua kehitettiin yhdessä – suunnittelua ja ideointia tehtiin useassa vaiheessa, jotta ratkaisu saatiin sovitettua tuotantoon mahdollisimman hyvin. Alkuvaiheessa tarkasteltiin mahdollisuutta hyödyntää yhteiskäyttörobottia, mutta tarpeiden tarkentuessa ratkaisu kehittyi yhdessä MTC Flextekin asiantuntijoiden kanssa tuotantoon paremmin soveltuvaksi automaatioratkaisuksi.
Projektissa korostui asiakkaan oman tuotanto-osaamisen ja MTC Flextekin automaatio-osaamisen yhdistäminen. Ratkaisu kehitettiin aidosti yhteistyössä – asiakkaan toiveita kuunnellen ja konseptia niiden pohjalta muokaten. Lopputuloksena syntyi tuotantoon sopiva kokonaisuus, joka on toteutettu järkevästi ja tehokkaasti.
Projektin aikana osallistettiin sekä Frameryn työnjohto, että tuotannon henkilöstöä suunnitteluun ja kehitykseen. Näin varmistettiin, että ergonomia, käytettävyys ja työvaiheiden sujuvuus toteutuvat parhaalla mahdollisella tavalla.
Joustavuutta ja turvallisuutta: ratkaisun toisessa päässä robotti asentaa niittimuttereita takakarmeihin samalla kun toisesta päästä puretaan valmiit etukarmien profiilit.
“Yhteistyö sujui erittäin hyvin, meitä kuunneltiin aidosti, ja ratkaisu suunniteltiin yhdessä vaihe vaiheelta. Projektin aikana tehtiin paljon yksityiskohtaista suunnittelua ja hienosäätöä, ja vielä loppuvaiheessakin pystyttiin ketterästi tekemään tarvittavia päivityksiä, jotta ratkaisu toimisi entistä paremmin. Esimerkiksi robotin työkalun puhdistus lisättiin loppusuoralla osaksi kokonaisuutta, mikä paransi toimintavarmuutta ja laatua entisestään,” kertovat Mikko Luomi sekä tuotannon kehityspäällikkö Aapo Jaakkola.
Tekninen ratkaisu
Toteutettu automaatioratkaisu perustuu teollisuusrobottiin, joka hoitaa M8-kokoisten niittimuttereiden asennuksen Framery One Compact tuotteen runko-osiin. Robottisolu on suunniteltu tukemaan tuotannon joustavuutta ja turvallisuutta: sen rakenteen ansiosta toisessa päässä robotti asentaa niittimuttereita takakarmeihin samalla, kun toisesta päästä puretaan valmiit etukarmien profiilit.
Näin lastaus ja purku voidaan tehdä rinnakkain robotin työskentelyn aikana, mikä lisää tehokkuutta ja pitää työskentelyn turvallisena. Ratkaisun kapasiteettia on lisäksi optimoitu tarkasti – robottisolun jaksonaikaa on viilattu mahdollisimman nopeaksi ilman, että prosessin varmuudesta tai laadusta on tarvinnut tinkiä.
Tulokset ja vaikutukset
Projektin tulokset näkyivät tuotannossa varsin nopeasti. Robottisolu saavutti tavoitellun kapasiteetin odotettua nopeammin, ja sen myötä tuotannon tehokkuus ja tasaisuus ovat parantuneet. Ratkaisu on ollut käytössä vuoden ajan, ja kokemukset ovat olleet pääosin positiivisia: yksi työntekijä on vapautunut muihin tehtäviin, ja toistotyön väheneminen on tuonut vaihtelua työtehtäviin.
Yhteistyötä robotiikkasioissa: Kuvassa Frameryltä Aapo Jaakkola ja Mikko Luomi sekä MTC Flextekin projektipäällikkö Teemu Eerola.
Laatu on vakiintunut tasaisemmaksi, ja tuotantoprosessi toimii aiempaa varmemmin. Robottisolun käyttöönoton jälkeen tähän työvaiheeseen ei ole kohdistunut yhtään asiakasreklamaatiota. Työergonomia on myös parantunut, kun kuormittavia ja toistuvia työvaiheita on saatu automatisoitua.
Uuden teknologian käyttöönottoa tuki MTC Flextekin järjestämä robotiikkakoulutus, joka auttoi henkilöstöä omaksumaan uuden työvaiheen hallitusti. Kokonaisuutena investointi on vastannut odotuksia ja tuonut selkeitä parannuksia tuotannon laatuun, tehokkuuteen ja työergonomiaan.
Ensimmäinen automaatioprojekti on antanut Framerylle vahvan pohjan kehittää tuotantoaan edelleen ja arvioida automaation mahdollisuuksia myös tulevaisuudessa. Projekti on ollut merkittävä oppimiskokemus ja osoitus siitä, miten huolellisesti suunniteltu ja yhteistyössä toteutettu automaatiohanke voi tuoda hyötyjä tuotantoon, laatuun ja työntekijöiden arkeen.
“Robottisolu on tuonut meille kokonaan uuden menetelmän ja vaihtoehdon, jolla pystymme saavuttamaan taloudellisia, laadullisia ja ergonomisia hyötyjä,” summaavat Luomi ja Jaakkola. www.mtcflextek.fi
Mainiota joulukuuta! No niin, kymppi täynnä – Konekuriiri 10/2025 on ilmestynyt. Joulukuun numerossa ovat mukana vuodenvaihteen koneasiat, uutuudet, ajankohtaisuutiset ja investointiartikkelit. Helsingissä pidettiin marraskuun alussa Teknologia, sieltä kuvallisia terveisiä mukana tässä tämän vuoden viimeisessä numerossa. Kyllä, aina Täyttä Koneasiaa – kannattaa lukea!
NORTEC 2026 -messutapahtuma järjestetään 3.–5. helmikuuta 2026 Hamburg Messen messualueella Hampurissa. Kyseessä on samalla messujen 20-vuotisjuhlatapahtuma.
Ammattimessutapahtuma NORTEC on pohjoissaksalainen teollisuuden messutapahtuma.
Tapahtuma järjestetään joka toinen vuosi Hampurissa, sisältöä ovat työstökoneet, tuotantojärjestelmät, tarkkuustyökalut, mittaus- ja testaustekniikka, robotiikka, automaatio, ohjelmisto- ja IT-ratkaisut, osat, komponentit ja tarvikkeet, käyttö- ja kulutustarvikkeet, logistiikka, tuotantovälineet sekä palvelut.
Tapahtuman järjestävät yhdessä Messe Stuttgart ja Saksan työstökoneteollisuuden liitto (VDW).
Juhlavuoden tapahtumassa on uutuutena mukana mm. Solution Dock -erityisalue, minkä OpenDock-lavalla järjestetään kolmen messupäivän aikana keynote-esityksiä, paneelikeskusteluja ja projektiesittelyjä. Myös Industrialized Additive Manufacturing Hub Hamburg (IAMHH) e.V. osallistuu Solution Dockiin, tuoden mukanaan asiantuntemusta ja käytännön näkökulmia teolliseen 3D-tulostukseen. Solution Dockin lisäksi messuilla on start-up-alue, alueellisia hankkeita sekä tutkimuslaitoksia.
Makrumin tuotevalikoima on saanut uuden merkittävän vahvistuksen, kun kiinalainen konevalmistaja Neway CNC Equipment liittyi mukaan edustettuihin valmistajiin.
Neway CNC Equipment on yksi Aasian suurimmista työstökonevalmistajista, ja sen koneet tunnetaan erityisesti laajasta kokoluokasta, korkeasta laadusta ja kilpailukykyisestä hinnoittelusta.
Konetyyppejä on lukuisia, ja erilaisia malleja noin 200. Makrum toimii Newayn edustajana Suomessa.
Konetyyppejä on lukuisia, erilaisia malleja jopa 200. Portaalityöstökeskus PM-018L.
”Suomi on innovatiivinen ja teknologisesti edistynyt markkina. Yhteistyö Makrumin kanssa oli luonteva askel meille heidän vahvan maineensa ja paikallisymmärryksensä kanssa”, kertoo Newayn myyntipäällikkö Ted Qiu.
Raskaan koneistuksen erikoisosaaja
Newayn koneet valmistetaan alusta loppuun omissa tuotantolaitoksissa runkojen valusta karojen valmistukseen. Tämä mahdollistaa erinomaisen laadunhallinnan ja nopean reagoinnin. Ostokomponentit tulevat alan tunnetuilta toimittajilta. Koneet ovat saatavilla mm. Heidenhain-, Fanuc- ja Siemens-ohjauksilla, ja toimitusajat ovat poikkeuksellisen lyhyet.
”Newayn koneet täydentävät Makrumin valikoimaa, ja erityisesti raskaan koneistuksen osalta, jossa meillä on ollut selkeä tarve”, sanoo Makrumin myynti-insinööri Tuomo Iivonen.
Makrumin valikoimasta ovat aiemmin puuttuneet suuret karusellisorvit, mutta nyt tämä aukko on paikattu. Newayn koneet vastaavat erityisesti suurten kappaleiden koneistuksen tarpeisiin, joissa vaaditaan voimaa, tarkkuutta ja suurta työstöaluetta, olipa kyseessä aarporat, jyrsinkoneet tai monitoimikoneet.
Avarruskone HB-110S.
”Kustannustaso on kilpailukykyinen. Koneet tarjoavat jopa kymmenien prosenttien säästön investointikustannuksissa ilman kompromisseja laadussa”, Iivonen kertoo.
Valikoimaan kuuluvat mm. karusellisorvit halkaisijaltaan lähes 7 metriin, portaalityöstökeskukset 5-akselisella koneistuksella sekä vaakakaraiset aarporat suurille ja raskaasti lastuttaville kappaleille.
Valmistaja suurten koneiden takana
Shanghain pörssiin listattu Neway palvelee maailmanlaajuisesti ja on erityisen vahva energia-, kaivos-, laivanrakennus- ja ilmailuteollisuudessa. Vuonna 2007 perustettu yritys työllistää jo yli 1 700 henkilöä. Newayn liikevaihto vuonna 2024 oli noin 350 miljoonaa USD, ja kasvu on ollut viime vuosina vahvaa – keskimäärin 25 % vuodessa.
Newayn nykyaikaisten lämpötilavakioitujen komponenttivalmistus- ja kokoonpanotehtaiden pinta-ala on yli 200 000 neliömetriä. Vuodessa valmistuu yli 6 000 työstökonetta.
”Laatu, luotettavuus ja pitkäaikainen tuki ovat vahvuuksiamme, ja juuri niitä suomalaiset asiakkaat arvostavat”, Ted Qiu sanoo.
Pystysorvimalli VNL320DM.
Yhteistyö käynnistynyt vahvasti
Yhteistyö on lähtenyt liikkeelle aktiivisesti, tehtaan edustajat ovat vierailleet Suomessa useaan otteeseen. Samoin Makrumin tiimi on vieraillut ahkerasti Newaylla, viimeksi syyskuun alussa. Tiimi on vieraillut tehtaalla yksin ja asiakkaiden kanssa sekä erilaisissa tapahtumissa, kuten uuden tehtaan avajaisissa ja Open House -tapahtumassa, jossa oli mukana yli 400 vierasta eri puolilta maailmaa.
”Newayn palvelualttius ja reagointinopeus ovat olleet vaikuttavia. Heiltä saa vastauksen nopeasti, ja yhteistyö on ollut sujuvaa alusta asti”, Iivonen kertoo.
Sekä Makrum että Neway odottavat koneille vahvaa jalansijaa Suomen markkinoilla, erityisesti suurten koneiden segmentissä, jossa kysyntä on kasvussa.
”Tavoitteena on molemminpuolinen kasvu ja aseman vakiinnuttaminen luotettavana kumppanina suomalaiselle teollisuudelle. Keskitymme vahvojen asiakassuhteiden rakentamiseen, erinomaiseen palveluun ja konkreettisten hyötyjen osoittamiseen onnistuneiden projektien kautta”, Ted Qiu kiteyttää. Newayn tuotevalikoimasta lisää Makrumin nettisivuilla. http://www.makrum.fi