LVD on esitellyt D-Cell-taivutussolun, uuden pakettiratkaisun robottitaivutukseen. Järjestelmään kuuluvat 50 tonnin hydraulinen särmäyspuristin, Kuka-teollisuusrobotti ja LVD:n ohjelmointiohjelmisto.
D-Cell on suunniteltu helppoon taivutusautomaatioon.
LVD:n mukaan se tarjoaa mahdollisuuden osien tuotantoon vahvalla suorituskyvyllä ja pienin kustannuksin.
D-Cellin ydin on PPED-särmäyspuristin, yksinkertaisen ja kustannustehokkaan rakenteen ansiosta käytännöllinen ja helppokäyttöinen erilaisiin taivutustöihin.
Jäykkä rakenne, hitsattu yksiosainen runko ja servo-ohjattu hydraulijärjestelmä mahdollistavat valmistajan mukaan tasaisen taivutustuloksen. Kone tuottaa 50 tonnia puristusvoimaa, työpituus on 2000 mm, mukana on neliakselinen takavaste. Kone käsittelee kokoluokkia alkaen 35 x 100 mm – 400 x 600 mm, kappalepaino koneelle on enintään 4 kg.
Automaattinen ohjelmointi
D-Cellissa on sama automaattinen ohjelmointiohjelmisto kuin LVD:n Dyna-Cell- ja Ulti-Form robottitaivutusjärjestelmissä.
Cadman-ohjelmistolla taivutus- ja robottiohjelma voidaan luoda automaattisesti 10 minuutissa, asetuksiin ja ensimmäisen osan tuotantoon menee 10 minuuttia.
Koska erillistä robottiopetusta ei tarvita, D-Cell ohjelmointi sujuu käyttäjän kokemustasosta riippumatta.
Käyttöliittymä eli ohjain on sama sekä särmäyspuristimelle että robotille.
LVD:n suunnittelema yleistarttuja käsittelee erikokoisia kappaleita ja liikkuu helposti työkaluasemien välillä. Universaali sovellus säästää investointikuluja räätälöityihin tarttujiin, lyhentää vaihtoaikaa ja pitää tuotannon jatkuvana.
Kompaktissa koossa
Kooltaan kompakti D-Cell-taivutussolu sopii lattialla 5000 mm x 5200 mm tilaan.
Solussa on neljä kaltevassa tasossa olevaa syöttölavaa eri osaformaatteja varten, keskipiste ja poistolavat tai -laatikot, joten pitkätkin tuotantojaksot ovat mahdollisia.
LVD:n tuotteita ovat laserleikkausjärjestelmät, lävistyspuristimet, särmäyspuristimet, giljotiinileikkurit ja automaatiojärjestelmät sekä ohjelmat. Suomessa edustaja on Prodmac.
Valmet Automotive on ottanut käyttöön Uudenkaupungin autotehtaan yhteyteen rakennetun innovaatiokeskuksen. Yhtiö kehittää ja pilotoi teknologiaratkaisuihin keskittyvässä innovaatiokeskuksessa tulevaisuuden ratkaisuja autotehtaan toimintaan. Keskus on myös tärkeä osa autotehtaan Intelligent Manufacturing -ohjelmaa.
Intelligent Manufacturing -ohjelman avulla Valmet Automotive vastaa autoteollisuuden muutoksiin, jotka monimutkaistavat alan toimintaympäristöä ja vaikeuttavat ennakoitavuutta. Valmet Automotive etsii ratkaisuja, joilla tuotantoprosesseista saadaan aiempaa joustavampia ja tehokkaampia, ja joilla varmistetaan tuotantokapasiteetin optimaalinen käyttö tulevaisuudessa.
Innovaatiokeskuksella on ohjelman toteutuksessa tärkeä rooli, sillä keskuksessa Valmet Automotive kehittää ja testaa ratkaisuja, jotka lisäävät yhtiön kykyä useiden tuotteiden yhtäaikaiseen valmistukseen, erilaisten prosessien hyödyntämiseen, tuottavuuden parantamiseen sekä tarpeiltaan erilaisten asiakkaiden palvelemiseen.
Käyttöönottovaiheessa innovaatiokeskuksessa pilotoidaan muun muassa joustavaa hitsaussolua ilman perinteisiä jigejä, sekä korihitsaamon asiantuntijoiden koulutukseen hankittua virtuaalista hitsausjärjestelmää. Sisälogistiikan tarpeisiin tutkitaan sensoreiden avulla liikkuvia automaattisia AGV-kuljettimia.
Keskuksessa tutkitaan myös oman 5G-verkon tarjoamia mahdollisuuksia nopeaan tiedonsiirtoon ja toimintojen ohjaamiseen. Lisäksi kehitetään ratkaisuja, joilla kerättyä tietoa voidaan louhia eri tarkoituksiin. Ratkaisuja haetaan myös kestävään kehitykseen esimerkiksi valaisinratkaisulla, joka antaa valoa vain alueille, joissa on henkilöitä.
Käynnistimme autotehtaan Intelligent Manufacturing -ohjelman jo pari vuotta sitten, ja uudella innovaatiokeskuksellamme on ohjelman toteutuksessa keskeinen rooli. Teemme täällä asioita, jotka tähtäävät autojen valmistamiseen Uudessakaupungissa pitkälle tulevaisuuteen, kertoo Valmet Automotiven valmistustoiminnan johtaja Pasi Rannus.
Autojen sopimusvalmistajana Valmet Automotivella tarvitsee kyvykkyyttä tuotannon joustavuuteen, nopeuteen ja määriin liittyviin asiakastarpeisiin. Perinteisten jäykkien, valmistusmalliin sidottujen tuotantolinjojen sijaan joustavien tuotantosolujen verkosto mahdollistaa pitkälle automatisoidun tehtaan, joka sopeutuu tuotannon tarpeisiin.
Tehokasta toukokuuta! Metallin konemarkkinoiden ajankohtaislehden Konekuriirin toukokuun numero 5/2023 on ilmestynyt. Tiivis paketti Täyttä koneasiaa, uutta teknologiaa ja mielenkiintoisia investointiuutisia mm. Oulusta, Nivalasta ja Merikarvialta, terveisiä Ohutlevypäiviltä ja 30-vuotiskotinäyttelystä Salosta. Ja paljon muuta.
Oulussa toimiva Meka Pro jatkaa investointejaan tuotantonsa kehittämiseen. Yksi tuoreimmista investointisatsauksista on uusi Pivatic-tuotantolinja, mikä mahdollistaa tuotannon kelamateriaalin lävistyksestä taivutukseen, robotisoituun särmäykseen ja edelleen valmiiksi tuotteiksi saakka.
Meka Pro Oy on tunnettu ja arvostettu korkealaatuisia johtotiejärjestelmiä valmistava ja markkinoiva oululainen perheyritys. Meka-tuotteet ovat tunnettuja myös eri puolille maailmaa toimitetuista, vaativista teollisuusprojektien kaapelihyllyjärjestelmistä. Meka Pron pääkonttori, tuotekehitys ja tuotantolaitokset sijaitsevat Oulussa, kotimaan myyntikonttorit ovat Vantaalla ja Salossa. Kaapelitiejärjestelmien toimittajana Meka Pro on johtava yritys Pohjoismaissa. Meka Pro Oy kuuluu Propria konserniin.
Propria konsernin toinen tytäryhtiö Unipro Oy valmistaa laadukkaita Unipro–kosketinkiskojärjestelmiä. Unipro-tuotteita viedään yli 40 maahan maailmassa.
Linjalla valmistetaan ns. kaapelikouruja eli levyhyllyjä, niiden kulmakappaleita ja kiinnitysosia.
Konsernilla tulee 70 vuotta yrityshistoriaa täyteen tänä vuonna. Yritys on perustettu vuonna 1953.
Seitsemän tuoteperhettä
Kaapelitiejärjestelmien valmistaja Meka Pron tuoteportfolioon kuuluu seitsemän tuoteperhettä ja yli 4000 tuotetta. Tuotevalikoimaan kuuluvat tikashyllyt, levyhyllyt, lankahyllyt, valaisinkiskot ja johtokanavat, pistorasiapylväät sekä unipro-kosketinkiskojärjestelmät.
Tuoteperheiden suunnittelussa Meka-Pro painottaa laatua, kestävyyttä, asennettavuutta ja pitkää elinkaarta.
”Tuotekehityksen tavoitteena on käyttäjäkokemuksien parantaminen ja innovatiivisten ratkaisujen tuottaminen. Tuotekehitys työskentelee tiiviissä yhteistyössä tuotannon ja asiakaspalvelun kanssa”, kertoo konsernin toimitusjohtaja Pontus Paturi.
Nykyaikainen ja automatisoitu tuotantoprosessi, kestävät teknologiset ratkaisut ja tuotannonohjaus takaavat lopputuotteiden korkean laadun ja luotettavat toimitukset. Viimeistelty varastonhallinta ja logistiikka takaavat erinomaisen toimitusvarmuuden.
Vahva investoija
Konsernin liikevaihto oli viime tilikaudella noin 49 miljoonaa euroa, siitä Meka Pron osuus oli Pontus Paturin mukaan noin 44 miljoonaa euroa. Konserni työllistää noin 130 henkilöä. Meka Pron osuus on noin 110. Konserni on investoinut vahvasti uusiin tiloihin ja tuotantoon.
”Viime vuosina olemme toteuttaneet historiamme suurimmat investoinnit.”, Paturi sanoo.
Meka Pron uusi tuotantolinja on kookas kokonaisuus.
Unipron osalta rakennettiin Hämeenlinnaan muuton yhteydessä uusi tehdas, ja samana aikaan Meka Pron tiloja on kehitetty Oulussa laajennuksin.
Yksi viimeisistä tilasatsauksista Ouluun on ulkoisesti näyttävä pressuhalli mm. valmiin tavaran lastaukseen.
Samaan aikaan teknologia on kehittynyt vahvasti. Tuotantolaitteisiin on tehty hankintoja esimerkiksi levytyyppisen materiaalin käsittelyautomaatioon.
Uusi hankinta Meka Pron tuotannossa on myös uusi Pivatic-automaatiolinja, tekniseltä nimeltään PivaSystem PCC80TTi + FLW300-e + Robottisärmäys.
Tällä uudella tuotantolinjalla valmistetaan ns. kaapelikouruja eli levyhyllyjä sekä niiden kulmakappaleita ja kiinnitysosia. Tuotanto koostuu mittavan volyymin tuotteista sekä pienemmän volyymin tuotteista.
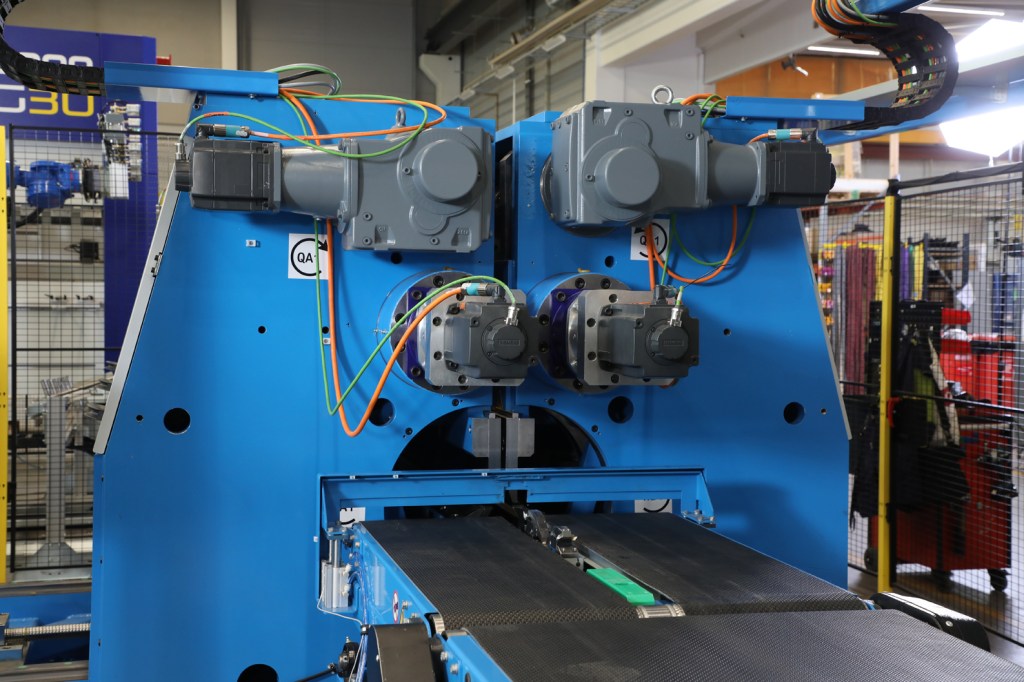
Linjalla toimiva pitkien sivujen FLW-e taivutusautomaatti on samalla yksi Pivaticin ensimmäisistä sähköisistä siipitaivuttimista. Se kykenee 3000 mm tuotepituuteen ja 1.5 mm materiaalipaksuuteen asti, minipohja taivutukselle 100 mm.
Pitkien sivujen FLW-e taivutusautomaatti kykenee 3000 mm tuotepituuteen ja 1.5 mm materiaalipaksuuteen asti, minipohja taivutukselle 100 mm.
Tuotantolinjan ominaisuudet
Prosessi käynnistyy kelanpurkulaitteistossa, joka voi purkaa ja syöttää lävistykseen kylmävalssattua tai ruostumatonta terästä. Kaksi kelavaunua mahdollistaa automaattisen kelavaihdon vain muutaman minuutin tuotantokatkoksella.
Ennen materiaalin lävistystä tuotteisiin merkataan Pivaticin yhteistyökumppani Cajo Technologiesin kuitulaserilla mm. tuotteen nimi, pituus, ja eränumero. Lävistys tehdään joustavalla Thick Turret-työkaluja hyödyntävällä lävistysasemalla, missä erinomaisen sykliajan takaa symmetristen reikien tuplaiskutekniikka.
Staattisten työkalujen lisäksi lävistysasemassa on käytössä vapaasti haluttuun kulmaan säädettäviä eli indeksoitavia työkaluja. Tuote katkaistaan kelalta hydraulisella leikkurilla.
Lävistettyjen aihioiden taivutus tehdään tuotetyypistä riippuen vain Pivatic FLW-e pitkän sivun taivuttimella tai FLW:n ja robotisoidun särmäyksen yhdistelmänä. Profiilituotteissa 100 mm minimipohja vaati erityislaatuista suunnittelutyötä Pivaticilta, varsinkin kun ylöspäin taivutuksen kanttikorkeusvaatimus oli 110 mm asti.
FLW-e taivuttimen jälkeen tuotteiden taivutukset CoastOnen särmäyspuristimella ja/tai panostus lavoille tai pakkaussoluun suoritti Yaskawan robotti. Valmiit profiilituotteet käärittiin siis automaattisesti valmiiksi toimituskiteiksi suojakelmutuskoneella, ja kulmakappaleet ja vastaavat pinottiin lavoille.
Linjan komponentit. Tuotanto linjalla koostuu mittavan volyymin tuotteista sekä pienemmän volyymin tuotteista.
Standardoitua tuotantoa
Propria-konserni ja sen yritykset Unipro sekä Meka Pro jatkavat toimintojensa ja tuotannon kehitystyötä kasvun suunnassa.
Toiminta on sertifioitu ISO 9001 -laatustandardin ja ISO 14001 -ympäristöjärjestelmän mukaisesti. ISO 45001 -sertifikaatti edistää yrityksen työterveys- ja työturvallisuusmenetelmiä. Pakkausmateriaalit ovat kierrätettäviä ja niiden hyötykäytöstä huolehditaan Suomen Pakkauskierrätys RINKI Oy:n kanssa solmitulla sopimuksella.
Vierailu Meka Prolla oli yksi Oulussa huhtikuulla järjestettyjen Ohutlevypäivien vierailukohteista.
Inission Lohja jatkaa investointejaan tuotannon kehitykseen. Uusi lävistyksen ja kulmaleikkauksen SG-yhdistelmäkone varastoautomaatioon yhdistettynä korvaa aiempaa teknologiaa, tuo uutta tehokkuutta tuotantoon ja mahdollistaa myös kokonaisuuden laajentamisen tarvittaessa jatkossa joko combilaserteknologialla tai taivutusautomaatilla.
Inission Lohja on elektroniikan sopimusvalmistaja ja mekaniikkayritys, jonka alan ihmiset saattavat muistaa myös nimillä Hyrles. Vuodesta 2020 tuotanto Lohjalla on ollut osa ruotsalaista Inission-konsernia. Inission on yksi Pohjoismaiden keskeisistä elektronisten ja mekaanisten laitteiden toimittajista.
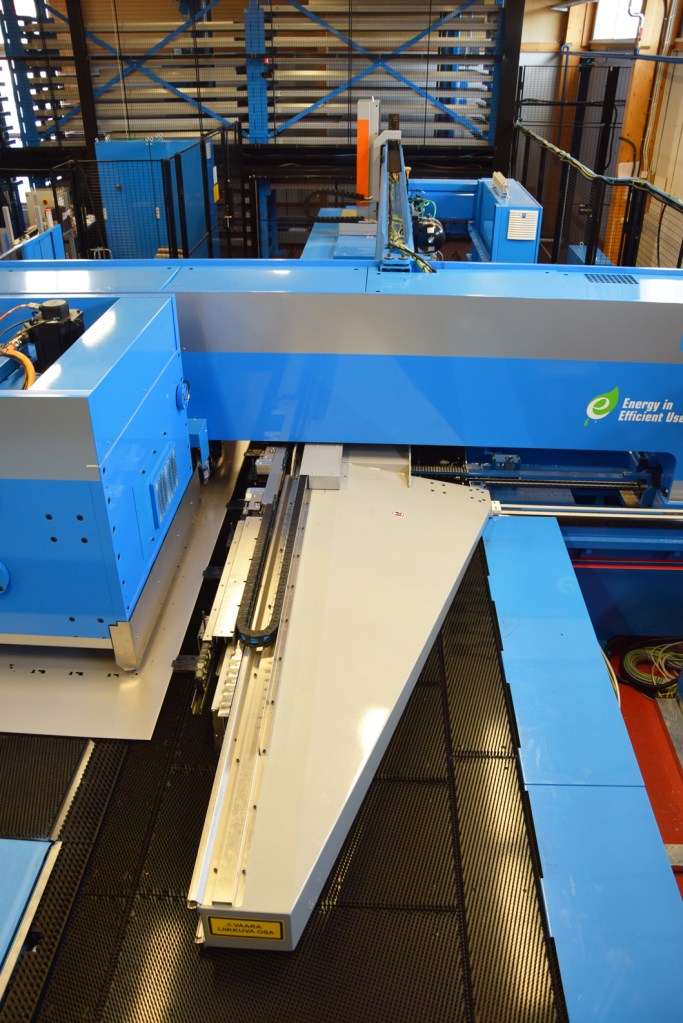
Shear Genius EVO:on kuuluvat sähköservotoiminen levytyökeskus, integroitu kulmaleikkuri ja lastauslaite
Inission Lohjan toiminnan ydintä ovat elektroniikan ja ohutlevymekaniikan palvelut suunnittelusta jälkimarkkinointiin ja se palvelee niin osana konsernin toimintoja kuin suoraan muuta teollisuuden asiakaskuntaa juuri mm. elektroniikkateollisuuden alueella.
”Toiminnot Suomessa ovat lähteneet hyvin liikkeelle. Asiakaskunta on laajentunut ja olemme kirjanneet kasvua, ja saman suuntaiselta näyttää jatkokin. Samaan aikaan kehitämme tuotantoamme edelleen voimakkaasti, siitä ovat osoituksena tuoreet investoinnit”, kertoo Inission Lohjan toimitusjohtaja Pekka Väyrynen.
Inission Lohjan teollisuuselektroniikkaan erikoistunut tytäryhtiö MLB Electronics tarjoaa kattavasti mahdollisuuksia ja palveluita elektroniikan osalta, ja loppukesästä tavoitteena onkin MLB:n siirtäminen Inission Lohjan tiloihin, jolloin palveluihin tulee vielä lisää ”potkua” jatkaa Väyrynen.
Investointeja eteenpäin
Inission Lohja muokkaa ohutlevyä toiminnoissaan usein eri tavoin. Talon käytössä on ohutlevyteknologiaa lävistykseen, leikkaukseen, manuaali- ja robotisoituun taivutukseen ja hitsaukseenkin. Pulverimaalaus kuuluu myös talon palveluihin.
Tuotannossa asiakasräätälöinti on keskeistä, kappale- ja muotokirjo on suurta ja sarjakoot vaihtelevat. Näin tuotannon tehokkuus ja joustavuus korostuvat.
Teräksissä materiaalivahvuudet ovat 1-3 mm, ruostumattomissa 2 mm, ja alumiineissa 5 mm saakka.
Omistusvaihdoksen myötä Lohjalla on ollut parin vuoden ajan käynnissä investointiohjelma, mikä kehittää tehtaan toimintoja useilla eri alueilla.
Parina viime vuonna tehtaalla on investoitu mm. särmäyksen toimintojen tehostamiseen.
Tuotantoa uudella linjalla. Ohjauksella Kimmo Karjalainen.
Äskettäin Lohjalla toteutettiin investointi ohutlevyn leikkaukseen ja lävistykseen liittyviin toimintoihin. Sen myötä uusi lävistys-/kulmaleikkauslinja korvaa talon aiempaa lävistyksen ja kulmaleikkauksen teknologiaa, mahdollistaa aiempaa suuremmat volyymit ja kasvattaa tuotannon tehokkuutta kokonaisuuteen liitetyn varastoautomaation myötä.
Uuden yksikön ydin on Prima Powerin toimittama Shear Genius EVO, mihin kuuluvat lävistysyksikkö, integroitu kulmaleikkuri ja automaattinen lastauslaite.
Tuotantoa tukee 40-hyllyinen Night Train-varastoautomaatio, minkä avulla materiaali – ja tietojärjestelmät voidaan automatisoida yhdeksi prosessiksi.
”Tuotannossamme korostuu suorasivuisia leikkauksia vaativien kappaleiden kuten verhoilupeltien tuotanto mm. elektroniikan alueen valmistajille, niitä tehdään eri kokoisina sarjoina moniin kokoluokkiin. Katsoimme, että tämän kaltaiseen tuotantoon kulmaleikkausteknologia on meille tehokkain tuotantotapa. Kun mukana on lisäksi varastoautomaatio, saamme tuottavuuden suhteen tehoja irti aiempaan verraten”, kertoo tuotantopäällikkö Vesa Leppänen.
Uusi lävistys/kulmaleikkauslinja Inission Lohjalla on tilaan soviteltu kokonaisuus.
Aikaa ja energiaa säästäen
Inissionin SG EVO on Prima Powerin kulmaleikkuriteknologian uusimman sukupolven täyssähköservokone. Sähköservoteknologian etuja ovat mm. leikkausnopeus ja alhainen energiankulutus.
”Ne seikat korostuivat ratkaisussa meidänkin kohdallamme, läheltä tapahtuvaan huoltoon ja tekniseen tukeen liittyvien seikkojen ohella. Olemme laskeneet, että uuden teknologian myötä tuotannossa säästyy isosti aikaa aiempiin lävistyksen ja leikkauksen ratkaisuihimme verraten. Energiankulutus on myös iso asia, se putoaa neljäsosaan aiempaan teknologiaan verraten. Euromääräisesti kokonaisenergiankulutus levytyöhallimme osalta on mahdollista parhaassa tapauksessa jopa puolittaa aiemmasta.”
Leppäsen mukaan SG:n käsittelyteknologia ja fiksu nestaus säästävät myös materiaalia, ja etu on myös iso työkalukapasiteetti. Kun käytössä on useita Multitool-asemia, myös työkalunvaihtoja on vähän.
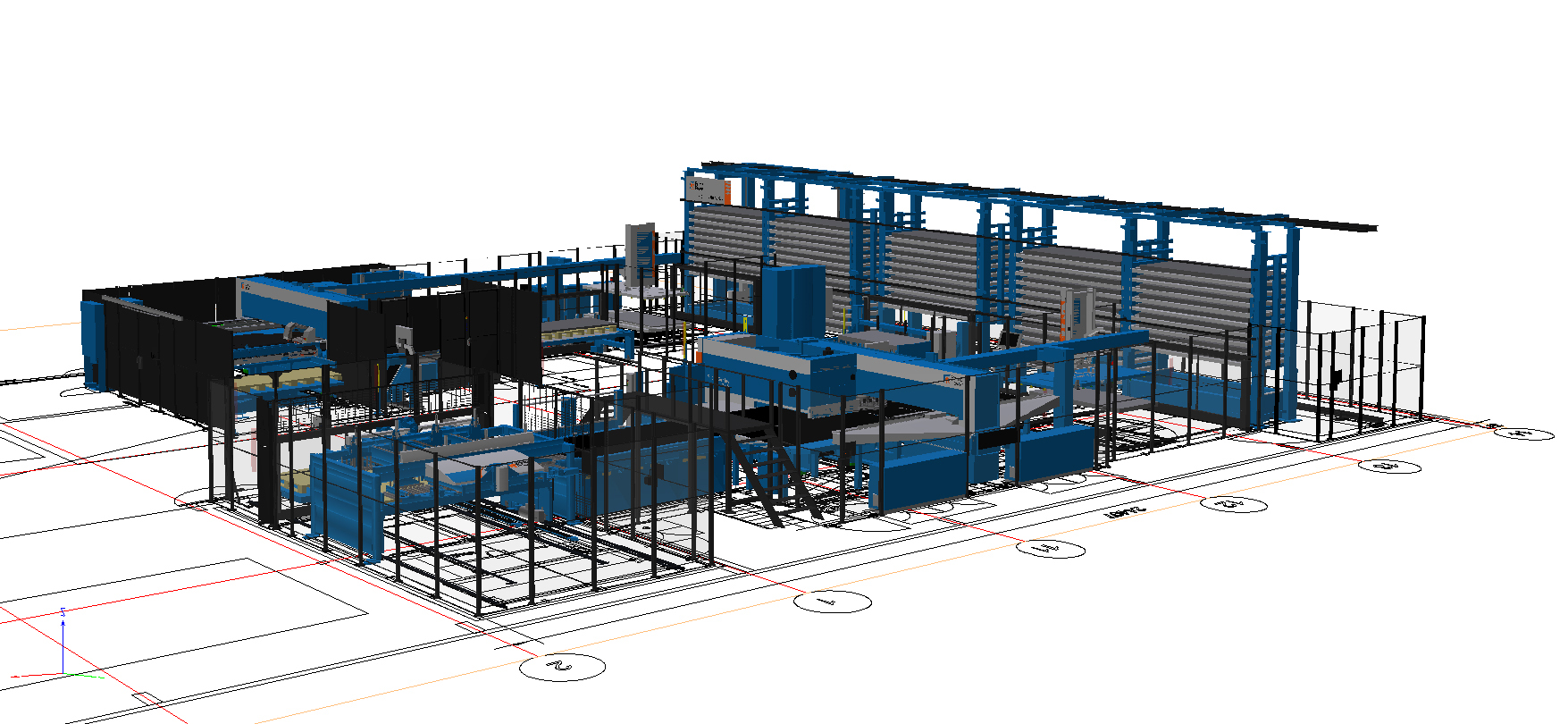
3D-malli laajennusmahdollisuuksista. Laserteknologia tai taivutusautomaatti ovat jatkossa pohdinnassa.
Lohjalla tilankäytön kannalta kompaktiksi soviteltu kokonaisuus mahdollistaa 24/7-tyyppisen tuotannon, kapasiteetin kasvun ja myös uusien töiden siirtämisen alihankkijoilta oman katon alle sekä mielekkyyden myös työntekijöiden kannalta.
”Kun motivaatio kasvaa, se on merkittävä seikka viihtyvyyden ja työn tuottavuuden kannalta”, Vesa Leppänen tiivistää.
Laajennettavissa jatkossa
Uuden yksikön tuotanto oli hyvässä vauhdissa maaliskuussa. Nyt asennettu kokonaisuus täydentynee lähivuosina toiminnoiltaan edelleen.
Uuden robottisoidun särmäyssolun ohjelmointia viimeisteltiin Inissionilla maaliskuulla. Oikealla Vesa Leppänen, vasemmalla Ilkka Hunnakko Prima Powerilta.
”Juuri tämä kokonaisuus valittiin myös sen takia, että jatkossa sitä voidaan sujuvasti edelleen laajentaa. Pohdimme asiakastarpeen ja kysynnän kehityksen mukaan lähinnä kahta vaihtoehtoa, mitkä ovat joko combiteknologia tai taivutusautomaatti. Laserleikkauksen etuja ovat mm. joustavuus ja monimuotoisuus, taivutusautomaatti mahdollistaa paneelityyppisten sekä laatikkomaisten rakenteiden valmistuksen. Ratkaisut näistä asioista tehdään lähivuosina”, kertoo myyntipäällikkö Niko Ahonen.
Parhaillaan Inission Lohjan tiloissa myös särmäysteknologia on astumassa jälleen askeleen eteenpäin. Uuden robotisoidun särmäyssolun ohjelmointia viimeisteltiin Inissionilla maaliskuulla. Kokonaisuuteen kuuluvat kolmimetrinen Prima Powerin ep-1030 -särmäyspuristin sekä Yaskawa-robotti.
Inission Lohja ja MLB Electronics
Elektroniikan, mekaniikan ja sähkömekaniikan sopimusvalmistaja
Prima Power järjesti vuoden ensimmäisen Teknologiapäivät-tapahtuman Seinäjoella helmikuussa. Tälle kerralla painopisteessä olivat kelalinjat ja kelaratkaisujen integrointi linjatyyppiseen automaatiovalmistukseen. Teknologiakeskuksessa esiteltiin automaattisia valmistusjärjestelmiä.
Tuttu juttu on, että arkkien ohella ohutlevytuotanto voi tapahtua keloilta, ja kelamateriaalit soveltuvat hyvin myös automatisoituun linjatyyppiseen valmistukseen.
Teknologiapäivät Prima Powerilla: keloilta tapahtuvan valmistuksen piirteitä ja mahdollisuuksia esittelivät Lauri Nevala Prima Powerilta ja Mikko Lilja Vaskilta.
Tällä kertaa kelalinjat olivat Prima Powerin tapahtuman teema.
”Usein keloilta tapahtuva valmistus on mielletty soveltuvaksi suurille sarjoille, mutta nykyisin erilaiset yksilölliset ratkaisut ja materiaalien hintakehitys tekevät sen kiintoisaksi vaihtoehdoksi myös muun tyyppiseen tuotantoon. Markkinoilla kiinnostus näitä ratkaisuja kohtaan on vahvassa kasvussa”, toteaa myyntijohtaja Aki Ojanen Prima Powerilta.
Tuotantoa keloilta
Kelamateriaaleilta tapahtuvan valmistuksen edut liittyvät todellakin esimerkiksi materiaalien hankintahintoihin. Kelamateriaalit ovat arkkimuotoisia materiaaleja edullisempia, ja lisäksi lisäetuna ovat vaikkapa materiaalien käsittelyyn liittyvät seikat.
Vaskin tiloissa tutustuttiin Multicoil-tyyppiseen kelaratkaisuun toiminnassa.
”Arkkien pakkaamiseen käytettyjä puupaletteja ei tässä tuotantomuodossa jää nurkkiin kuleksimaan eikä levyrankojen käsittelystä tarvitse huolehtia käsittelyn jälkeen, sillä kelamateriaalien käyttöaste on usein arkkimateriaaleja korkeampi. Etu voi olla sekin, että levyjen siirtelyyn liittyvä trukkiliikenne vähenee työpaikalla”, tiivisti järjestelmätuotteista vastaava tuotepäällikkö Lauri Nevala teemaa yleisölle.
Tuotannossa kelalinja leikkaa ohutlevyn aina oikeaan mittaansa, käyttönopeus kasvaa ja nestauksessa käytetään aina sopivinta levyn pituutta.
”Nykypäivän ratkaisut mahdollistavat keloilta tapahtuvan tuotannon tehokkaan integroinnin niin yksittäisiin tuotantokoneisiin kuin laajoihin automaatiojärjestelmiinkin. Näin ne voivat toimia vaihtoehtona arkkituotannolle myös joustavassa linjatyppisessä tuotannossa materiaalista pitkälle valmiiksi tuotteeksi saakka”, totesi Nevala.
Kuulijoita aamupäivässä. Vieraita oli Suomen lisäksi kymmenestä eri maasta.
Multicoil esittelyssä
Prima Power on toimittanut syöttö-, siirto-, oikaisu- ja katkaisulaitteet sisältäviä kelalinjoja asiakkailleen jo vuosia, ja nyt yhteistyö asiassa on tiivistymässä edelleen pitkäaikaisen yhteistyökumppanin eli sveitsiläisen, nykyisin suomalaisen Vaskin omistaman HWJ kanssa.
Teknologiapäivien ohjelmaan kuului vierailu Prima Powerille linjoja valmistavan Vaskin tiloihin, missä tutustuttavana oli yksi Multicoil-kelalinja, joka soveltuu erityyppisten koneyksiköiden yhteyteen usein vaihtelevassa tuotannossa ja lisäksi myös automatisoituun linjatyyppiseen tuotantoon.
”Asiakaskohtaisesti sovellettuihin Multicoil-ratkaisuihin voidaan sijoittaa keloja eri leveyksin ja materiaalivahvuuksin. Siten ne mahdollistavat myös nopeat materiaalienvaihdot ja tarkkojen levykokojen käytön yksilöllisessä valmistuksessa”, Nevala kertoi.
Kelaratkaisujen liittäminen Tulus-ohjelmiston avulla automaattisiin tuotantojärjestelmiin on saumaton toimenpide. Toiminnot kelamateriaaleilta voidaan liittää paitsi uusiin, myös jo olemassa olevien tuotantokoneiden ja järjestelmien yhteyteen, totesi Nevala.
Prima Powerin teknologiakeskuksessa oli esillä demotoiminnassa Prima Powerin ratkaisuja.
Demoja teknologiakeskuksessa
Prima Powerin teknologiakeskuksessa oli esillä demotoiminnassa Prima Powerin ratkaisuja.
Laser Genius+ -2D-laserkone toimi yhdistettynä Combo Tower Laser -automaattivarastoon ja PSR 2D -poiminta- ja pinontarobottiin.
Kaikilla teknologiakeskuksen koneilla ja järjestelmillä ajettiin demoajoja. Nähtävillä olivat automaattinen PSBB-valmistusjärjestelmä, missä mukana olivat lävistystä ja leikkausta yhdistävä Shear Genius Evo -kone sekä sähköservokäyttöinen EBe Express Bender -taivutuskone automaatiolaittein. Night Train Genius, automaattinen varastojärjestelmä, toimi liitettynä PSBB-linjaan ja Combi Genius -soluun. Laser Genius+ -2D-laserkone toimi yhdistettynä Combo Tower Laser -automaattivarastoon ja PSR 2D -poiminta- ja pinontarobottiin. Lävistämisen ja laserleikkauksen Combi Genius -yhdistelmäkone oli puolestaan yhdistetty LSR-lastaus- ja pinontarobottiin, sekä servosähkökäyttöinen eP Genius -särmäyspuristin työkaluvarastolla.
Tarjolla oli myös näkymiä tuotantoon tehdaskierrosten yhteydessä. Seinäjoen tehtaalla valmistetaan Prima Powerin lävistävät ja lävistystä ja leikkuuta yhdistävät koneet sekä automaalaitteita ja varastoratkaisuja.
Prima Powerin helmikuun Teknologiapäivät järjestettiin kaksipäiväisenä tapahtumana, ensimmäinen päivä oli varattu kansainvälisille, lähinnä eurooppalaisille asiakkaille, toinen päivä kotimaan asiakkaille. Teknologiapäivillä vieraili noin sata vierasta ympäri Eurooppaa. Vieraita oli Suomen lisäksi kymmenestä eri maasta, mm. Belgiasta, Hollannista, Italiasta, Tanskasta, Latviasta ja Slovakiasta.
Keskipakovalu Oy jatkaa investointejaan tuotannon automaatioon. Uusi, yrityksen käytössä nyt toinen robotisoitu Biglia-sorvaussolu lisää edelleen koneistuksen kapasiteettia. Tuotantoaan juuri aloitteleva uusi solu sijoittuu pronssin valajana ja koneistajana tunnetun yrityksen liukulaakerituotantoon.
Uusi robotisoitu sorvaussolu on yrityksen toinen. Toinen, niin ikään Biglia-sorvaussolu on ollut yrityksellä toiminnassa vuodesta 2017.
”Tuolloin lähdimme robotisaatioon mukaan ja solu on toiminut tehtävässään hyvin. Kun kysynnän kasvun myötä koneistuskapasiteetin lisäämiselle oli jälleen ehdotonta tarvetta, ja automaation kautta kapasiteettia nykyisin on tehokkainta hakea, investoimme toiseen soluun. Uusi sorvauskeskus saapui vuodenvaiheessa, solun robotisointi on parhaillaan viimeistelyssä”, kertoo toimitusjohtaja Marko Haapala.
Keskipakovalun ohjelmassa ovat pronssivalut sekä valmiit koneistetut lopputuotteet.
Pronssivaluja ja -koneistuksia
Keskipakovalu on tamperelainen toimija, joka tunnetaan jo vuosien takaa varsinkin pronssin valajana. Yritys aloitti vuonna 1956 nimensä mukaisesti lähinnä keskipakovalujen ja myös liukuvalujen tekijänä, nykypalettiin kuuluvat valamistekniikat hyvin laajalla kirjolla.
Laitteita on vuosien aikana uudistettu useaan otteeseen, valumenetelmät ovat kehittyneet ja pronssin valamisen tavat muuttuneet.
Pronssin valamisen lisäksi Keskipakovalun ohjelmassa on pitkään ollut pronssin jatkokäsittely tuotteiksi koneistamalla.
”Koneistusten rooli on nykytoiminnassamme keskeinen. Koneistuksen tarpeisiin Tampereen Hankkion tontillemme valmistui kymmenisen vuotta sitten uusi koneistushalli, missä teemme nyt kaikki koneistuspuolen asiat. Valut tehdään omassa rakennuksessaan samalla tontilla. Kasvun myötä lisätilojen rakentaminen jatkossa on mahdollista, tilaa tontilla yhä on”, kertoo Marko Haapala, tuore toimitusjohtaja. Yrityskaupan myötä hän on toiminut yrityksen johdossa ja yhtenä omistajista viime vuoden alusta.
Vahvan kasvun vuosia
Keskipakovalun toiminnan ytimessä ovat liukulaakerointiin liittyvät tarpeet ja tuotteet.
Niiden lisäksi yritys palvelee monissa muissa pronssiosiin liittyvissä tarpeissa.
”Siinä auttaa nykyaikainen tuotantoteknologia ja työntekijöidemme ammattitaito. Henkilökunnan ammattitaidosta ja hyvinvoinnista huolehtiminen on tärkeä asia ja siihen myös panostamme koko ajan”, sanoo Haapala.
Biglia B750SM -sorvauskeskus robotilla on tamperelaisen Keskipakovalu Oy:n uusi koneistusinvestointi.
Ympäristön arvostus on niin ikään noussut yhä tärkeämpään rooliin ja se näkyy niin palveluissamme kuin koko tuotantoympäristöstä huolehtimisessa.
”Otamme mm. vastaan vanhoja, tunnistettavia pronssiosia, koska hyödynnämme käytettyjä laatumateriaaleja tuotannossamme.”
Keskipakovalu toimittaa tuotteitaan mm. meri- ja offshoreteollisuuteen ja energiasektorille. Liikevaihto ollut viiden miljoonan euron tasolla, viime vuonna noustiin 7,5 miljoonaan euroon. Vientiin liikevaihdosta menee 40 prosenttia.
”Viime vuosi oli yksi yrityksen historian parhaista. Alan töitä on palannut maailmalta Suomeen ja olemme saaneet uusia asiakkaita, ja yksi seikka on yhteiskunnan sähköistyminen, pronssikomponenttien kysyntä on kasvanut vahvasti. Tilauskirjamme ovat olleet viimeiset pari-kolme vuotta täynnä”, sanoo Haapala. Yritys työllistää nyt 35 henkilöä.
Keskipakovalulla kone sijoittuu keskeiseen kokoluokiltaan 30-350 mm:n tuotteiden valmistukseen.
Liukulaakereita 24/7-pohjalta
Keskipakovalun aiemmassa ja hyvin työllistetyssä sorvaussolussa toimivat Biglia B658Y-sorvauskeskus, Fanucin robotti, ja lisäksi soluun kuuluu 3D-mittalaite.
Viime vuosina talossa on investoinnein kehitetty mm. sahausta ja mittaustoimintoja, ja lisäksi vuonna 2020 investoitiin 4-akseliseen koneistuskeskukseen.
Vuonna 2021 syntyi investointipäätös uudesta Biglia B750SM -sorvauskeskuksesta varustettuna Ø 100 mm tankokapasiteetilla olevalla TOP Automaziononin X-Files -tankoautomaatilla.
Robotisointi viimeistelyssä. Pian päästään toden teolla tuotantoon, sanoo Marko Haapala.
Vossi Groupin toimittama sorvauskeskuksen varustukseen kuuluvat pää- ja vastakara, pyörivät työkalut ja C-akseli molemmilla karoilla.
Koneistusoperaatiot mahdollistuvat yhdellä kiinnityksellä sorvausten, jyrsinnän, porausten ja kierteitysten alueelle. Keskipakovalulla kone sijoittuu keskeiseen kokoluokiltaan 30-350 mm:n tuotteiden valmistukseen.
Robotti solussa on Fanucin 6-akselinen, toimintasäteeltään yli kolmeen metriin ulottuva ja nostokapasiteetiltaan 125 kg:n robotti. Solussa toimii aiemman sorvaussolun tapaan myös 3D-mittauskone.
”Tehtaan ja konemaahantuojan tuki ja eri tahojen yhteistyö meidän koordinoimanamme on toiminut asiallisesti. Robotisoinnista projektissa vastaa JTA Connection.”, sanoo Haapala.
Biglialla on vuoden alkukuukausina tehty jo koesarjoja niin vanhoille kuin uusillekin asiakkaille.
”Robotin ja tankoautomaatin myötä aloitamme pian automatisoidun tuotannon. Liukulaakereita syntyy jatkossa 24/7-tyyppisesti”, Haapala kertoo.
Kuopiossa toimiva rakennuspeltituotealan yritys Pettersteel Oy on kehittänyt palveluaan ja tuotantomahdollisuuksiaan viime vuosina riuskoin ottein. Tuotantoteknologian osalta keskeinen nopean ja joustavan tuotannon mahdollistaja on kela- tai arkkimateriaalia käyttävä lävistys- ja kulmaleikkausjärjestelmä, mikä mahdollistaa pitkälle automatisoidun linjatyyppisen lista- ja kasettituotannon 3D-piirroksista lopputuotteiksi saakka.
Pettersteel on vuonna 2008 Petteri Heimosen perustama rakennuspeltituotealan yritys.
Toimintapa on kokonaisvaltainen, yrityksen rakennuspellityspalvelu kattaa toteutukset suunnittelusta valmistamiseen ja kuljetuksista asennuksiin saakka.
Toimintojaan yritys kehittänyt ajan mahdollisuuksia hyödyntäen. Mm. liiketoiminta Kuopiossa on digitalisoitu monella tavoin, talossa on käytössä mm. erittäin asiakasystävälliseksi sovellettu tilaus- ja tuotannonohjausjärjestelmä.
”Sanomme asiakkaillemme, että olemme vieneet rakennuspellitysalan digiaikaan. Ideana on tehostaa aidosti asiakkaittemme työtä”, kiteyttää Pettersteelin tuotantopäällikkö Heikki Hintikka.
Automaatiota linjalta
Tehokas palvelu edellyttää tuotantojärjestelmiltä paljon.
Koneita nykytiloissaan vuodesta 2013 toiminut yritys on optimoinut useaan otteeseen. Se on merkinnyt ennen kaikkea lisääntyvää tuotantoautomaatiota.
Yksi iso loikka tehtiin vuoden 2018 lopulla, kun Pettersteel hankki listojen tuotantonsa tarpeisiin ensimmäisen lävistys- ja kulmaleikkauskeskuksen. Käytettynä suomalaisasiakkaalta hankittu, aikaisemmin tehdaskunnostettu Salvagninin S4N löytyi Suomen ja Viron edustajan Fredkon suosituksesta.
Koneen etuja olivat mm. työkaluasemat omilla aktivaattoreilla ilman lävistystyökalujen vaihtoaikaa ja kulmaleikkuuterien aktivointi erikseen sekä materiaalin automaattipanostus ja niputus. Fredkon asiakaspalvelu vastasi koneen purusta ja uudelleenasennuksesta väliaikaistiloihin Kuopiossa, käyttöönotto ja koulutus tehtiin yhteistyössä Salvagnini Skandinavian kanssa.
Uusi vaihe tuotannon kehittämisessä edelleen automatisoinnin suuntaan tapahtui pari vuotta sitten, kun nopeasti kasvanut yritys satsasi isosti tuotantotiloihinsa. Tilat kaksinkertaistuivat ja samalla aukesi uusia mahdollisuuksia investointeihin myös tuotantokoneiden osalta.
Ohutlevytuotteiden tuotantojärjestelmä. Kuvassa lähinnä linjan alkupäässä oleva JK-Koneen toimittama kelamateriaalien arkituslinja.
Salvagninin lävistys/kulmaleikkuujärjestelmä oli todettu talossa tehokkaaksi ratkaisuksi, ja teknologiaa lähdettiin tutkimaan joko sen kehittämisen tai kokonaan uuden teknologian pohjalta.
”Kyseeseen tuli joko käytetyn modernisointi automatisoinnin osalta tai investointi kokonaan uuteen S4Xe lävistys- ja kulmaleikkauskeskukseen. Fredko teki yhdessä Salvagninin kanssa ominaisuusvertailuja käytetyn ja uuden teknologian välillä. Uuden teknologian puolesta puhuivat esimerkiksi korkean tarkkuuden ja läpimenonopeuden mahdollistava paikoitus- ja syöttöpihtirakenne, kokonaan uusi koneen HMi -käyttöliittymä ja StreamPunch ohjelmointiohjelmisto. Servo-ohjattu voimantuotto laski puolestaan energiankulutusta yli 50 prosenttia sekä äänitasoja lähes kolmanneksen”, sanoo Fredkon toimitusjohtaja Pasi Pitkänen.
”Erityisen merkittävä tekijä oli myös niputuslaitteisto, millä voitiin poimia max. 4000 mm pitkät leikatut listat suoraan jatkoprosessointivaunuihin tilausohjautuvasti. Lisäksi syöttöpuolelle haluttiin integroida vielä suomalaisvalmistajan JK-Koneen paikalle toimittama arkituslinja suoraan kelamateriaalista, mikä täydensi järjestelmän”, Pitkänen sanoo.
Jatkokehitysmahdollisuus taivutukseen
Kun asioita puntaroitiin, valinnaksi tuli uuden S4Xe lävistys- ja kulmaleikkauskoneen investointipäätös vuoden 2021 alkupuolella. Tehdas otti vaihdossa käytetyn koneen, uusi asennettiin myöhemmin samana vuonna ja tuotannossa S4Xe on ollut reilun vuoden.
”Investoinnin tuloksena käytössämme on tehokas kulmaleikkaus- ja lävistysjärjestelmä, mikä mahdollistaa automatisoidun tuotannon 3D-piirroksista aina lopputuotteiksi saakka. Kyvykkyytemme tarjota pidemmälle jalostettuja peltituotteita on noussut ja viimeisen vuoden olemme panostaneet vahvasti niin datan optimaaliseen siirtoon kuin tuotekehitykseenkin esimerkiksi uusien kasettityyppisten tuotteiden osalta”, kertoo Hintikka.
Pidemmälle jalostetut peltilistat, julkisivukasetit, julkisivulamellit, rei’itetyt profiilit ja thermo- ja tuulettuvat rangat mahdollistavat suurempien pellityskokonaisuuksien tarjoamisen Pettersteelin asiakkaille.
Linjan osalta mielenkiintoinen jatkokehitys on nyt mahdollinen.
”Mahdollisena jatkokehityksenä S4Xe lävistys- ja kulmaleikkauskeskukseen voidaan yhdistää Salvagninin P4Lean taivutusautomaatti, jonka DPM- sekä Taivuta ja leikkaa- ominaisuuksilla (Cut Option) saataisiin suurin osa listoista myös taivutettua kerta-ajolla mittatarkasti patentoidun MAC 3.0 (Material Adaptive Correction) ansiosta.”
Taivutusautomaatti mahdollistaisi myös koteloratkaisujen valmistamisen.
”Toimisto- ohjelmoinnin StreamBend- ohjelmilla voidaan tehdä suoraan 3D- malleista valmiit taivutusohjelmat, joten digitaalisen Teollisuus 4.0 vaatimuksetkin täyttyvät”, kertoo Pasi Pitkänen Fredkolta.
Linjainvestoinnin, tehokkaiden järjestelmien ja myös osaavan organisaatiohallinnan kautta noin kuutisenkymmentä ohutlevyalan ammattilaista työllistävä Pettersteel jatkaa kasvusuunnassa.
Vuoden 2021 vuoden liikevaihto oli 7,3 miljoonaa euroa, viimevuosi 9,7 miljoonaa. Kuluvalla kaudella tavoitellaan kymmenen miljoonan euron rajan rikkomista.
Projekteja Pettersteel tekee koko maan alueella, lisäksi on vientiä Ruotsiin ja Norjaan. Vienti on vielä pieni osa liikevaihdosta, mutta markkina potentiaalinen.
Tuttu juttu on, että robottihitsaus lisää tuottavuutta hitsaustöissä. Urjalan Kone ja Asennus Oy hankki hiljattain hitsausrobotin oman tuotteensa, alumiinisen huoltoluukun hitsausta tehostamaan. Kyseessä on samalla ensimmäinen hitsauksen tarpeisiin kehitetyn Panasonic Super Active TAWERS -robottihitsausjärjestelmän asennus Suomessa.
Markus Vähä-Nikkilä perusti yrityksen vuonna 2007 alkuaan asennustöihin, yrityksen toimikenttään ovat pitkään kuuluneet erilaisten automatisaatioprojektien toteutukset.
Automaatiota Urjalan Kone ja Asennukselle. Hitsauksen tarpeisiin kehitetyssä Panasonicin järjestelmässä robottikäsivarsi ja hitsausvirtalähde ovat integroitu samaan kokonaisuuteen.
Myöhemmin yrityksen toimintaan ovat tulleet mukaan erilaiset metallityöt. Yritys palvelee tuotteineen varsinkin betonialan yrityksiä.
Yksi niistä on Urjalan Kone ja asennuksen kanssa samalla tontilla toimiva Vähä-Nikkilän perheen omistama pitkän linjan betonituotealan yritys Urjalan Sementtivalimo Oy.
” Urjalan Kone ja asennus valmistaa mm. erilaisia betonivalumuotteja sekä betonituotekoneita niin omalle kuin muillekin alan yrityksille. Lisäksi toteutamme monenlaisia teräsrakenteita asiakkaiden tilausten ja tarpeiden perusteella. Monesti asiakas lähestyy meitä jonkin tuotantonsa ongelman kanssa, joka vaatii kehittämistä, ja tähän sitten lähdemme etsimään yhdessä ratkaisua ”, Vähä-Nikkilä kertoo.
Kevyt ja kätevä
Niin betonialan yrityksiin kuin muillekin teollisuuden aloille suuntautuvan toimintaan liittyy yrityksen tuote, alumiininen huoltoluukku, joita yritys on toimittanut asiakkailleen runsaan viiden vuoden ajan.
”Kevyitä huoltoluukkuja ei oikein ollut markkinoilla saatavilla, betonisia luukkuja kyllä oli, mutta ne olivat varsin raskaita ja siten myös hankalia käytössä. Asiakkaiden kyselyistä ja vinkeistä lähdin tuotetta kehittämään. Materiaaliksi valikoitui kevyt alumiini ja mukaan kehitimme ominaisuuksia, joita asiakkaat näissä tuotteissa arvostavat. Luukkuja on helppo avata ja sulkea, niihin saa tarvittaessa tuuletusputken ja ne saa myös sujuvasti lukkoon”, kertoo Vähä-Nikkilä.
Nyt varastotuotteena kahtena kokona valmistettava huoltoluukku muodostuu hitsatusta kehikosta, saranoin avautuvasta kannesta ja lisäksi kokonaisuuteen kuuluu tuuletusputki ja sen hattu.
Luukut on näihin päiviin saakka valmistettu käsin hitsaamalla. Koska luukkujen kysyntä on viime vuosina kasvanut, yritys lähti miettimään niiden tekotapaa uusiksi tehokkuuden kannalta. Ratkaisuksi muodostui robottihitsaus, kun työvoiman saatavuuteen liittyvät seikatkin puolsivat asiaa.
Varastotuotteena kahtena kokona valmistettava huoltoluukku muodostuu hitsatusta kehikosta, saranoin avautuvasta kannesta ja lisäksi kokonaisuuteen kuuluu tuuletusputki ja sen hattu.
”Alumiinihitsaus on vaativa ala ja ammattitaitoisten hitsaajien löytäminen ei todellakaan ole helppoa. Hitsauksen automatisointi on tapa ratkoa myös tätä ongelmaa”, sanoo Vähä-Nikkilä.
Saumatonta yhteistyötä
Robottihitsausratkaisuksi valikoitui Panasonic Super Active TAWERS, hitsauksen tarpeisiin kehitetty robottijärjestelmä.
”Teimme kyselyjä asiasta, mutta asiassa oli haasteensa, koska tuotteen valmistamisen robotisoinnissa ovat omat huomioitavat seikkansa, laadun varmistamiseen liittyi paljon mietittävää ja menetelmä vaihtui TIG:stä MIG:iin. Retco Oy otti asian omakseen, teimme testit ja vakuutuimme asiasta.”
Uusi järjestelemä asennettiin käyttöön alkuvuodesta. Robottikäsivarsi, integroitu hitsausvirtalähde, ohjain ja langansyöttölaite sijoittuvat Urjalassa omaan suojatilaan. Hitsauspisteitä on kolme, jigit ja rungot Urjalassa tehtiin itse ja ne ovat paikoillaan kahdessa pisteessä. Kehät valmistellaan yhdessä pisteessä, toisessa ne liitetään yhteen.
”Nyt jo käytön alkuvaiheessa olemme vakuuttuneet siitä, että valintamme oli oikea. Robotin ja hitsausvirtalähteen saumattoman ohjauksen sekä automatiikan myötä käytön aloitus on sujunut notkeasti.”
”Hitsausparametrit ohjelmoidaan suoraan robotille. Mm. hitsausvirtaa voidaan säätää myös hitsausprosessien aikana. Koska kyseessä on nimenomaan hitsauksen tarpeisiin suunniteltu järjestelmä ja integroitu kokonaisuus, robotin ja hitsauskoneen yhteistyö on saumatonta. Sen myötä mm. hitsausarvot ja robotin liikkeet pystytään oikeasti muokkaamaan harmonisiksi eli sellaisiksi kuin haastava tuote vaatii”, kertoo Ville Setälä Retco Oy:tlä.
Kasvavia markkinoita
Retco Oy:lla Panasonicin hitsausrobotit on uusi edustus. Urjalan toimitus on ensimmäinen ja toinen, niin ikään vaativaan alumiinin hitsaukseen sijoittuva järjestelmä on tulossa pian Porin suunnalle.
Tuotanto Urjalassa on parhaillaan käynnistymässä.
Järjestelmä hankittiin oman tuotteen, alumiinisten huoltoluukkujen tuotantoa tehostamaan. Järjestelmää käyttää kuvassa Markus Vähä-Nikkilä.
”Paljon on tullut uutta asiaa ja parametrejä olemme joutuneet hakemaan, koska alumiini ei materiaalina ole helpommasta päästä ja osat ovat pieniä. Lämmöntuonnin kanssa on oltava tarkkana. Tekemällä kuitenkin oppii ja asiat etenevät. Pari kaveria valimon puolelta on nyt tarkoitus opettaa kokonaisuuden käyttöön, kunhan itse tutustun asiaan nyt ensin”, Vähä-Nikkilä sanoo.
Tuotannon tehostuessa robottihitsauksen myötä on myös markkinoiden kasvattaminen vakaasti suunnitelmissa.
”Kun saamme järjestelmän viimeisteltyä ja tuotannon todella käyntiin, satsaamme myös markkinointiin. Robottihitsaus poistaa luukkujen tuotannossa selkeän pullonkaulan, ja mahdollistaa tuotannon lisäämisen. Kysyntää luukuilla kyllä on ja tietenkin asemalla pystytään tekemään monenlaista. Tarkoituksemme onkin löytää sille jatkossa muitakin tuotteita tehtäväksi”, kertoo Markus Vähä-Nikkilä.
Urjalan Kone ja Asennus Oy
Alumiiniluukut, betonivalumuotit, betonituotekoneet, automaatioasennukset Perustettu 2007
Salolainen Jame-Shaft Oy näki potentiaalia ja ottaa nyt jalansijaa Ruotsin markkinoilla, joissa lämpökäsitellyille kulutuskestäville osille on paljon kysyntää. Uusi investointi induktiokarkaisulaitteeseen ja automaatioon mahdollistaa aiempaa tasalaatuisemmat tuotteet.
Kokonaisvaltaista koneistusta ja lämpökäsittelyä
Jame-Shaft Oy on kasvava salolainen sopimusvalmistaja, joka on erikoistunut kapealle markkinasektorille: Yritys valmistaa lämpökäsiteltyjä osia koneenrakennusteollisuudelle, jossa tuotteilta edellytetään kulutuksen kestävyyttä haastavissa olosuhteissa. Yrityksen kantavana strategiana ja toiminnan ohjenuorana on ollut tarjota asiakkaille valmistusta kokonaisvaltaisella periaatteella: saman katon alla tehdään lämpökäsiteltyjä tuotteita alusta loppuun koneistuksesta lämpökäsittelyyn ja viimeistelyyn. Jame-Shaftilla tehtyyn viimeistelyyn kuuluu tuotteen vaatimusten mukaan joko pyörö- tai centerlesshionta tai kovasorvaus.
Varsinaisen tuotteen valmistuksen lisäksi Jame-Shaft tarjoaa erikoisosaamistaan ja kokemustaan lämpökäsittelymenetelmistä.
”Lämpökäsittely on täysvaltainen prosessi. Valmistamme tuotteita, joissa oikealla lämpökäsittelyllä saavutetaan halutut ominaisuudet. Luonnollisesti asiakas lopulta määrittää minkä lämpökäsittelyn he tuotteelleen tarvitsevat, mutta me autamme materiaalin ja tarkoituksenmukaisen lämpökäsittelyn valintaan liittyvissä asioissa. Jame-Shaftilla voidaan tuotteille tehdä joko mustanitrausta, hiiletys- tai induktiokarkaisua. Asiakkaan kannalta on tärkeää saada tuote, jossa on haluttujen ominaisuuksien saamiseksi oikea materiaalin ja lämpökäsittelyn yhdistelmä. Silloin se on myös kustannustehokas”, havainnollistaa yrityksen toimitusjohtaja Mika Tuunainen Jame-Shaftin palvelua.
Induktiokarkaistuja tuotteita Ruotsin markkinoille
Jame-Shaftin liiketoiminnasta viennin osuus on lähes puolet. Vienti suuntautuu Ruotsiin, Norjaan, Baltian maihin sekä Pohjois-Saksaan.
”Näimme, että Ruotsin markkina on sellainen, että siellä on paljon induktiokarkaistavia tuotteita, joita asiakkaat käyttävät. Meillä ei ollut mahdollisuutta tarjota tuotteita Ruotsin markkinoille, koska heidän vaatimuksensa poikkeavat yleisestä käytännöstä Suomessa. Näimme kuitenkin potentiaalia Ruotsin markkinassa ja lähdimme kartoittamaan induktiokarkaisulaitetta, joka palvelisi tätä markkinaa”, kertoo Tuunainen induktiokarkaisulaitteen investoinnin taustoista.
Induktiokarkaisussa kappale kuumennetaan sähkövirran avulla paikallisesti synnytettävällä erittäin voimakkaalla magneettikentällä. Tämän jälkeen kappale jäähdytetään välittömästi nesteellä, jolloin kappaleen pinta karkenee. Tätä tekee Jame-Shaftin lattialla komeileva uusi espanjalainen GH Inductionin induktiokarkaisulaite automaatioineen, jolla induktiokarkaistaan akselimaisia, pyörähdyssymmetrisiä tuotteita.
”Lämpökäsittelyala on Euroopassa tiivistä ja toimijoiden määrä on melko pieni. Yksillä lämpökäsittelyalan messuilla näkee nopeasti tarjonnan. Meillä oli tarve hankkia sekä lisää kapasiteettia induktiokarkaisuun että hallita karkaisun syvyyttä entistäkin tarkemmin. Olin keskustellut induktiokarkaisulaitteen hankinnasta parin toimijan kanssa, mutta sitten entuudestaan tuttu mies Mauri Kautto, Evomaxin toimitusjohtaja kertoi espanjalaisesta GH Inductionista, jota Evomax edustaa Suomessa. Lopulta kokonaisuus ratkaisi, koska Evomax pystyi tarjoamaan myös automaation induktiokoneen yhteyteen”, kuvailee Tuunainen.
Jame-Shaft investoi induktiokarkaisuun ja automaatioon. Kuvassa Jame-Shaftin toimitusjohtaja Mika Tuunainen (vas.) ja tuotantopäällikkö Veli-Pekka Saario.
GH Inductionin avulla tasalaatuiset ja kestävä tuotteet
GH Induction -induktiokarkaisulaite on ollut nyt toiminnassa useamman kuukauden ja toiminut hyvin. Kuten aiemmin jo todettiin, on Ruotsin markkinoiden tarve hieman erilainen. Uudella modernimmalla tekniikalla varustetulla induktiokarkaisulaitteella on mahdollista saavuttaa esimerkiksi riittävän matala induktiokarkaisusyvyys.
”Nyt on mahdollisuus myydä sellaista, jota ei ole ennen pystytty myymään. Tämä vaatimus on erityisesti Ruotsin markkinoilla. Muutenkin puhutaan kulutuskestävyydestä ja tulevaisuuden trendi on enemmän kestävien tuotteiden suuntaan. Laitekoot ja voimat kasvavat: halutaan suurempia ja tehokkaampia laitteita. Tällöin useassa kohteessa komponenttien tulee olla lämpökäsiteltyjä. Asiakkaat myyvät laitteita, jotka ovat jatkuvassa käytössä vaikkapa kaivos- ja metsäkoneteollisuudessa, joissa koneet toimivat isoja tuntimääriä”, kertoo Tuunainen.
Automaatio toiminnan peruskivenä
Silmäys Jame-Shaftin tehtaaseen paljastaa korkean automaatioasteen. Hallissa häärii yli 20 robottia, jotka nopeuttavat työtä ja muuttavat vahvasti työnkuvaa.
”Aina kun investoimme esimerkiksi työstökoneeseen, kysymme itseltämme, että miksi siinä ei olisi automaatiota. Se mahdollistaa miehittämättömän tuotannon ja sillä luodaan työpaikalle myös viihtyvyyttä. Työntekijöiden toimenkuva muuttuu automaation myötä aiemmasta fyysisesti kuormittavasta työstä enemmänkin prosessinhoitajaksi. Edellisen finanssikriisin aikaan vuonna 2008 päätimme tuotantopäällikön kanssa, että kysymme toisiltamme ja kyseenalaistamme vahvasti, jos me jonkun laitteen hankimme ilman automaatiota. Aina oli ollut selityksiä, että on pienet sarjakoot, mutta sitten pitää miettiä, että miten pieniä sarjakokoja tehdään automaation avulla”, pohtii Tuunainen.
Jame-Shaft halusi myös uuden induktiokarkaisukoneen robottisolun kera: solulle tuodaan eurolavalle asetettuja induktiokarkaistavia tuotteita, robotti ottaa tuotteen lavalta, käy karkaisemassa ja palauttaa takaisin. Tässä työvaiheessa ihminen ei fyysisesti koske tuotteisiin. Ennen induktiokarkaisuvaihetta tuote on sahattu ja sorvattu talon sisällä robottisolussa. Karkaisun jälkeen tuotteet toimitetaan vielä hiomakoneelle. Tuote on koko prosessin ajan samalla lavalla. Induktiokarkaisukoneella voidaan ajaa myös miehittämätöntä tuotantoa. Pyrkimys on, että iltaan ja yötä kohden sarjakoot kasvavat. Kun henkilöstöä paikalla, sarjat ovat pienempiä.
”Vanhempi induktiokarkaisukone oli manuaalinen, mutta siirsimme rohkeasti sitä käyttäneet henkilöt, joilla ei ollut automaatiosta aiempaa kokemusta, hoitamaan uutta automatisoitua induktiokarkaisulaitetta. Tällä tavoin kouluttamalla saimme pari kaveria lisää, jotka osaavat olla automaation kanssa tekemisissä”, kuvailee Tuunainen.