Terve, mainiota helmikuuta! Pakkasten merkeissä mennään ja näihin talven selän aikoihin ilmestyy sopivasti jo vuoden toinen Konekuriiri, numero 2/2026 helmikuu. Tiivis paketti teknologia- ja yritysasiaa alkuvuoden tunnelmiin, investointiartikkeleita mm. Porista, Raisiosta ja Mustasaaresta. Täyttä koneasiaa vuonna 2026 – kannattaa lukea!
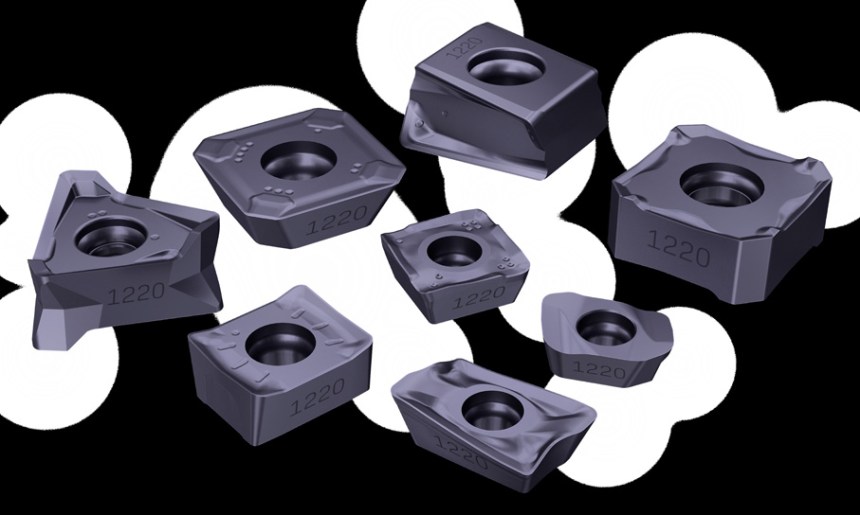
Sandvik Coromant on julkaissut neljä parannettua terägeometriaa, jotka ovat saatavilla sen CoroCut 2- katkaisu- ja uranjyrsintäratkaisulle. GC1220 on valmistajan uutta teknologiaa pallgrafiittivaluraudan jyrsintään.
Uusi terägeometriasisältää nikkelipohjaisille HRSA-materiaaleille tarkoitetun hiotun muotojyrsintägeometrian -RO ja kolme päivitettyä irtikatkaisugeometriaa -CF, -CS ja -CR. Niiden etuja ovat muun muassa tappien ja jäysteiden väheneminen sekä parempi särmälinjan laatu.
CoroCut 2 soveltuu moniin eri käyttökohteisiin ja on suunniteltu parantamaan tuottavuutta sekä vähentämään energiankulutusta ja materiaalihävikkiä. Uutuudet vahvistavat valikoimaa entisestään geometrioilla, jotka on räätälöity vaativien materiaalien muotojyrsintään ja irtikatkaisuun.
Uutuudet vahvistavat valikoimaa entisestään geometrioilla, jotka on räätälöity vaativien materiaalien muotojyrsintään ja irtikatkaisuun.
Neljä uutta terägeometriaa
Nikkelipohjaisten HRSA-materiaalien viimeistelyyn ihanteellisesti sopiva hiottu muotojyrsintägeometria -RO on nyt päivitetty CoroCut 2 ‑valikoimaan. Uudet laadut ja vakauttava kiskokiinnitys parantavat kulumiskestävyyttä ja mittatarkkuutta, mikä mahdollistaa tiukat toleranssit ja tasaisen pintalaadun. ”-RO-geometria on ollut pitkään CoroCut 1-2 ‑ratkaisun suosituin terä terävän särmän, tiukkojen toleranssien ja erinomaisen särmälinjan laadun ansiosta, mikä on ratkaisevan tärkeää vaativissa ilmailuteollisuuden komponenteissa”, sanoo Jenny Claus, joka on Sandvik Coromantin katkaisun ja uranjyrsinnän tuotepäällikkö.
Lisäksi saatavilla on kolme parannettua tai valikoimaan juuri lisättyä irtikatkaisugeometriaa:
Geometria -CF: Positiivinen, kevyesti lastuava geometria, joka on päivitetty CoroCut 2 ‑laaduilla ja patentoidulla Flashlight-teknologialla, mikä takaa pienet lastuamisvoimat ja erinomaisen särmälinjan laadun
Geometria -CS: Hiottu geometria, jonka etukulma ja terävä särmä minimoivat tapit ja jäysteet ja jossa on vakautta entisestään parantava kiskokiinnitys
Geometria -CR: Monipuolinen geometria uudella etukulmalla, joka vähentää tappeja ja jäysteitä monenlaisissa materiaaleissa – ihanteellinen, kun tarvitaan vahvaa särmää.
CoroCut 2 ‑valikoima sisältää työkaluja ja teriä irtikatkaisuun, ulko- ja sisäpuoliseen uranjyrsintään, aksiaalipistoon ja muotojyrsintään – rouhinnasta viimeistelyyn. Ne on suunniteltu käytettäväksi kaksisärmäisten terien kanssa kaikissa ISO-materiaaleissa ja -käyttökohteissa. Kyseessä on siis monipuolinen, vastuullinen ja kustannustehokas työkaluratkaisu nykypäivän tuotantoympäristöjen tarpeisiin.
Sandvik Coromantin uusiin julkaisuihin kuuluu myös uusi pallografiittivaluraudalle tarkoitettu kääntöteräinen jyrsintälaatu GC1220
Uusi jyrsintälaatu pallografiittivaluraudalle
Sandvik Coromantin uusiin julkaisuihin kuuluu myös uusi pallografiittivaluraudalle tarkoitettu kääntöteräinen jyrsintälaatu GC1220. Uutuus on suunniteltu varmistamaan suorituskykyä, luotettavuutta ja tehokkuutta uudella pinnoitusteknologia: mukana on monitasoinen PVD-nanopinnoite, joka on kehitetty Zertivo-pinnoitusprosessilla.
Valmistajan mukaan GC1220 on kehitetty vastaamaan suurimpiin valuraudan koneistushaasteisiin. Se on kestävä abrasiivista kulumista ja lämpöhalkeilua vastaan niin märissä kuin kuivissa olosuhteissa, mikä tekee koneistuksesta vakaata ja varmaa myös vaativimmissakin olosuhteissa.
PVD-tuotantoteknologia Zertivo vahvistaa GC1220:n ominaisuuksia, monitasoinen nanopinnoite, TiAlN:n ja TiSiN:n yhdistelmä, parantaa sekä särmälinjan lujuutta ja kulumiskestävyyttä, joiden välillä perinteisissä laaduissa yleensä tingitään.
”GC1220 soveltuu kaikkiin pallografiittivaluraudan jyrsintäkohteisiin kevyestä rouhinnasta viimeistelyyn sekä märissä että kuivissa olosuhteissa”, kertoo Sandvik Coromantin laatujen globaali tuotepäällikkö Wayne Mason.
Masonin mukaan uusi valuraudan jyrsintälaatu perustuu samaan innovaatioon kuin teräkselle tarkoitettu GC1230-jyrsintälaatumme. ”GC1220 lisää valuraudan koneistuksen suorituskykyä edistyksellisellä fysikaalisella kaasufaasi- eli PVD-pinnoitteella ja vankalla suorituskyvyllä vaativissa olosuhteissa ”, Mason jatkaa.
Kevyeen rouhintaan ja viimeistelyyn optimoitu GC1220 sopii monenlaisiin käyttökohteisiin yleisestä koneistuksesta haastavampiin tehtäviin, kuten neliökulmien jyrsintään, valukappaleiden muotojen hakkaavaan käsittelyyn, pintarakenteisiin ja monimutkaisten työkaluratojen käyttöön. Se sopii pallografiittivaluraudalle (K3), ja sitä voidaan käyttää myös tako- ja harmaavaluraudoille (K1/K2). Se toimii sekä märissä että kuivissa olosuhteissa ja soveltuu eri teollisuudenaloille ja eri komponenttimuodoille. http://www.sandvik.coromant.com
Outokummussa toimiva sopimus-, työkalu- ja koneistusalihankintavalmistaja Premetec Oy ja kajaanilainen hienomekaniikan valmistaja sekä järjestelmätoimittaja Koneistamo Alm Oy yhdistävät osaamisensa. Yrityskaupan tavoitteena on vahvistaa palvelukykyä, kasvattaa kapasiteettia ja varmistaa korkealaatuisten tuotteiden saatavuus myös tulevaisuudessa.
Yritysjärjestelyssä Premetec Oy on ostanut Koneistamo Alm Oy:n koko osakekannan. Järjestelyn myötä Koneistamo Alm liittyy osaksi Premetec-konsernia säilyttäen kuitenkin oman nimensä, Y-tunnuksensa ja toimintansa Kajaanissa.
”Tällä yritysjärjestelyllä vahvistamme palvelukykyämme asiakkaiden suuntaan ja kasvatamme kapasiteettia. Samalla saamme uutta erikoisosaamista tarkkojen sopimusvalmistusosien ja työkalujen valmistukseen. Järjestely turvaa korkealaatuisten tuotteiden saatavuuden myös tulevaisuudessa”, kertoo Koneistamo Alm Oy:n toimitusjohtaja Mika Alm.
”Yhdistymisen myötä pystymme toimittamaan asiakkaillemme entistä suurempia ja laajempia kokonaisuuksia. Saamme vahvistusta hitsausosaamiseen sekä erityismateriaalien, kuten titaanin, hitsaus- ja koneistusosaamiseen. Näin voimme vastata asiakkaidemme tarpeisiin entistä kokonaisvaltaisemmin”, sanoo Premetec Oy:n ja Premetec Production Oy:n toimitusjohtaja Paavo Linna.
Lisää yhteistä kapasiteettia
Mika Alm jatkaa Koneistamo Alm Oy:n toimitusjohtajana ja Premetec-konsernissa merkittävänä omistajana. Paavo Linna jatkaa Premetec-konsernin emoyhtiön Premetec Oy:n sekä Premetec Production Oy:n toimitusjohtajana.
Molempien yritysten henkilöstö jatkaa tehtävissään vanhoina työntekijöinä. Kaikki sopimukset ja velvoitteet asiakkaita, toimittajia ja yhteistyökumppaneita kohtaan säilyvät ennallaan, ja yritysten toiminta jatkuu keskeytyksettä.
Yritysjärjestely vahvistaa molempien toimijoiden kilpailukykyä ja tukee kasvua sekä kotimaassa että kansainvälisillä markkinoilla.
Premetec Productionille kauppa tuo lisää palvelutarjontaa erityisesti kokoonpano- ja hitsausliiketoimintojen kautta. Koneistamo Alm puolestaan saa käyttöönsä Premetecin erikoisosaamista muun muassa tarkkojen sopimusvalmistusosien, hienomekaniikan sekä työkalujen ja piensarjavalmistuksen alueilla. Yritysten konekannat täydentävät toisiaan ja lisäävät yhteistä kapasiteettia.
Konsernin yhteenlaskettu liikevaihto on arviolta noin 13,5 M€ vuonna 2025. CNC-ohjattujen työstökoneiden lukumäärä on yhteensä noin 50 kpl. Henkilöstön kokonaismäärä konsernissa on noin 80 henkilöä. Yritykset tarjoavat myös suunnittelu-, mittaus- ja menetelmäkehityspalveluita.
Alihankintaa ja sopimusvalmistusta
Premetec Production Oy on vakaasti kasvava ja täysin kotimainen teollisuuden alihankintaan ja sopimusvalmistukseen keskittynyt yritys. Premetec Production valmistaa prosessi- ja valmistavan teollisuuden tarpeisiin metalli- ja muoviosia, osakokonaisuuksia sekä massatuotannon työkaluja. Yritys tukee asiakkaitaan myös tuotteiden suunnittelussa ja valmistusmenetelmien kehittämisessä. Premetec-konserniin kuuluu emoyhtiö Premetec Oy sekä Premetec Production Oy.
Koneistamo Alm Oy on järjestelmätoimituksiin ja alihankintaan erikoistunut kotimainen perheyritys, joka palvelee asiakkaitaan joustavasti ja laadukkaasti yhden luukun periaatteella. Yhtiö valmistaa koneistettuja ja hitsattuja tuotteita, kokoonpanee valmiita kokonaisuuksia ja on mukana asiakkaidensa tuotekehityshankkeissa alusta loppuun tuoden niihin vahvan valmistusteknisen osaamisen.
Kuvateksti: Outokummussa toimiva Premetec Oy ja kajaanilainen Koneistamo Alm Oy yhdistävät osaamisensa. Kuvassa Mika Alm oikealla, vasemmalla Paavo Linna.
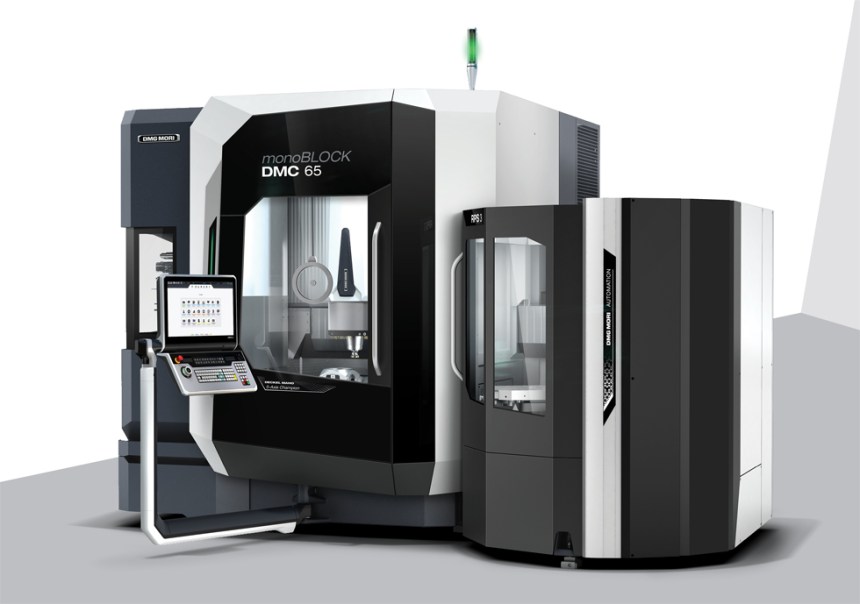
DMG Mori on esitellyt uudet päivitykset DMC 65 monoBLOCK- ja DMC 75 monoBLOCK -koneistuskeskusmalleistaan. Nämä kaksi 5-akselista keskusta valmistavat kappaleita kokoon ø 630 × 500 mm ja 600 kg:aan saakka ja pajan lattialla ne sopivat kompaktisti vain 8 m²:n lattiatilaan.
DMC monoBLOCK on DMG Morin markkinoilla suosittu sarja monipuoliseen tuotantoon, sarjan koneet soveltuvat mm. ilmailu ja avaruusteollisuuden, työkalu- ja muottiteollisuuden sekä erilaisten liikennevälineiden valmistajille.
Nyt sarja on edennyt toiseen sukupolveensa ja sen koneet integroivat useita prosesseja yhteen. DMC 65 monoBLOCK 2. sukupolvi yhdistää tarvittaessa kuusi teknologiaa samaan kokonaisuuteen: jyrsinnän, sorvauksen jopa 1 200 min⁻¹ nopeudella, hionnan, hammastuksen, prosessinaikaisen mittauksen sekä ultraäänityöstön.
Itsenäisenä tai automatisoituna. DMC 65/75 monoBLOCK-koneistuskeskusten 2. sukupolvi tarjoaa uudet vaihtoehdot joustavaan ja tehokkaaseen tuotantoon.
“Ready for Automation”
Samalla koneet vastaavat DMG Morin mukaan nykyaikaisen tuotannon haasteisiin toimimalla entistä tarkemmin, joustavammin ja taloudellisemmin.
Koneita voidaan käyttää sekä itsenäisinä yksikköinä että automaattisesti. Valmistajan “Ready for Automation” -periaatteen mukaisesti automaation integrointi käy notkeasti, työalueelle, työkalumakasiiniin ja asetuspisteeseen on esteetön pääsy koneen etupuolelta.
Käyttökohteesta ja sovelluksesta riippuen asiakkaat voivat valita automaatioratkaisun laajasta valikoimasta, koneeseen voidaan liittää esimerkiksi RPS 3 -pyörövarastojärjestelmä, PH Cell -paletinkäsittelyjärjestelmä, Robo2Go Milling -kappaleenkäsittelyjärjestelmä tai MATRIS WPH -yhdistetty kappale- ja paletinkäsittelyjärjestelmä.
Myös AMR-sarjan kuljettajattomat kuljetusjärjestelmät soveltuvat automaatioratkaisuihin.
Koneilla mahdollistuu monimutkaisten kappaleiden 5-akselinen samanaikaiskoneistus ø 630 × 500 mm kokoon ja 600 kg painoon saakka.
4 µm:n paikannustarkkuus
DMC 65/75 monoBLOCK 2. sukupolven koneet on suunniteltu tarkkaan ja luotettavaan valmistukseen. Sitä edistävät mm. kolmipistetuki, jäykkä rakenne ja 45 mm leveät rullajohteet kaikilla akseleilla, samoin suuret, halkaisijaltaan jopa 50 mm:n kuularuuvit.
Myös peruskoneen jäähdytysratkaisut, monianturinen kompensointi sekä lämpösymmetrinen karan jäähdytys on suunniteltu parantamaan tarkkuutta ja pinnanlaatua.
Kokonaisuutena saavutetaan 4 µm:n paikannustarkkuus, mikä tekee DMC 65/75 monoBLOCK 2. sukupolvesta valmistajan mukaan ihanteellisen valinnan myös vaativiin työstötehtäviin.
Jopa 240 työkalua
Karavalikoima on niin ikään laaja, mikä mahdollistaa DMC 65 monoBLOCK 2. sukupolven varustamisen sovelluskohtaisesti.
Valikoima kattaa karat 30 000 r/min kierrosnopeuksiin ja 200 Nm vääntömomentteihin saakka.
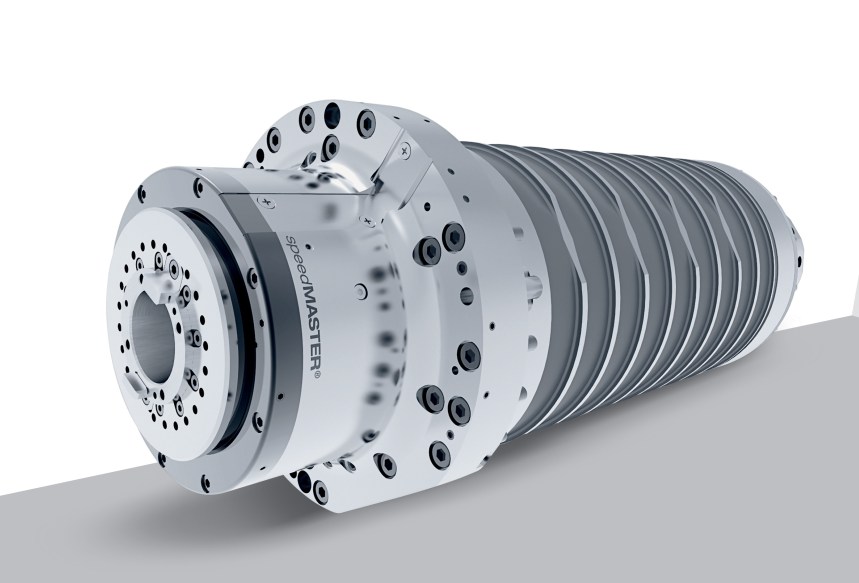
Koneeseen integroitu työkalumakasiinissa on jopa 240 työkalupaikkaa, mikä minimoi tehokkaasti ei-tuottavat ajat DMC 65/75 monoBLOCK 2. sukupolvessa myös suuren varianttimäärän yksittäiskappale- ja piensarjatuotannossa. Koneet toimitetaan esikonfiguroituna 20 000 r/min speedMASTER-karalla (35 kW, 130 Nm) ja tarjoaa huippuvarustelun kilpailukykyiseen hintaan. Pakettiin kuuluvat myös 60-paikkainen työkalumakasiini sekä Machine Protection Control (MPC) -teknologiasykli.
MASTER-karat, joiden kierrosnopeus on jopa 30 000 min⁻¹ tai vääntömomentti jopa 200 Nm, toimitetaan 36 kuukauden takuulla ilman käyttötuntirajoitusta.
Digitalisoitua tuotantoa
Nykypäivän teemojen mukaan ergonomia on keskeistä tietenkin myös ohjauspuolella.
Sovelluspohjainen CELOS X toimii joko Siemensin modernilla SINUMERIK ONE -ohjauksella tai HEIDENHAINin uusimmalla TNC 7 -ohjauksella. Sovelluspohjainen käyttöliittymä ja UMATI-standardi luovat osaltaan perustaa digitalisoidulle tuotannolle.
Ohjelmointia helpottaa osaltaan laaja valikoima teknologiakiertoja, GREENMODE tukee resurssitehokasta tuotantoa: energiatehokkaat komponentit ja älykäs koneen valvonta vähentävät energiankulutusta DMG Morin mukaan jopa yli 30 prosenttia. fi.dmgmori.com
Open House Pfronten 2026
DMG Mori järjestää perinteisen Open House Pfronten -kotimessutapahtuman tuttuun tapaan ammi-helmikuun vaihteessa.
Esillä on laajasti valmistusratkaisuja eri tuotantotarpeisiin. Uusia syväporauksen (gun drilling) ja 5-akselisen koneistuksen ratkaisuja esitellään, samoin prosessien yhdistämistä sorvauksen, jyrsinnän, hionnan, hammastuksen tai ultraääniteknologian avulla.
Lisäksi esillä on skaalautuvia automaatioratkaisuja ja mahdollisuus tutustua käytännönläheiseen tiedon ja osaamisen siirtoon uudessa koulutuskeskuksessa. Tapahtuman ajankohta on 26.1.-6.2.
Suomessa Lenox -sahanterät ovat tuore laajennus Maanterän valikoimaan. Teräpalveluun panostetaan vahvasti. Asiakkaalle terävalinnoilla on iso merkitys, muistuttaa Maanterän toimitusjohtaja Ilkka Eriksson.
Amerikkalaismerkki Lenox on vuodesta 1915 lähtien sahauksen parissa toiminut yritys ja nykyisin myös osa Stanley Black & Decker -konsernia. Lenox kuuluu maailmalla keskeisiin sahanterätoimittajiin, ja on perinteisesti ollut vahva tuotemerkki myös Euroopassa.
Lyhyen poissaolon jälkeen merkki on palannut jälleen myös Pohjoismaiden markkinoille, ja on mukana Maanterän ohjelmassa.
Samaan Indutrade-konserniin Maanterän kanssa kuuluva Edeko Tool Ab aloitti yhteistyön Lenoxin kanssa vuoden 2024 lopulla ja vastaa nyt Pohjoismaiden markkinoista.
”Yhdessä ruotsalaisen sisaryrityksensä kanssa pystymme varmistamaan toimitusvarmuuden ja mm. riittävän hitsauskapasiteetin myös Suomessa”, Ilkka Eriksson kertoo.
Paras terä leikkaa myös kustannuksia
Lenoxin valikoimakattaa tarpeet niin perussahaukseen kuin myös tuotteet edistyneempiin koneisiin ja haastavampiin materiaaleihin. Ohjelmaan kuuluu laaja valikoima niin bi-metalli- ja pinnoitettuja teriä kuin kovametalliteriäkin. Maanterä tarjoaa laajan valikoiman Lenox-tuotteita ja panostaa vahvasti asiakaspalveluun.
”Lenoxin tuotteille yhteisesti on keskeistä kehittynyt teknologia ja korkea laatutaso, mutta asiakkaan kannalta on ihan yhtä olennainen prosessi, minkä myötä kuhunkin tilanteeseen löydetään teknisesti juuri oikea tuote. Se on tärkeää, sillä oikeilla parametreillä ja terävalinnoilla voidaan vaikuttaa sahauskohtaiseen kustannukseen merkittävästi”.
Optimi terä ei vain katkaise metallia, vaan katkaisee myös kustannuksia, hukka-aikaa ja jätekuormaa, muistuttaa Eriksson.
”Valitsemalla materiaalille ja koneelle parhaiten sopiva terän voidaan pidentää työkalun käyttöikää, parantaa pinnanlaatua ja maksimoida tuottavuutta”, Ilkka Eriksson sanoo. http://www.maantera.fi
Uutta teknologiaa AhoSteelille Karkkilaan: tuore investointi YCMNXV1680B -koneistuskeskukseen lisää teräsrakennevalmistajan tuotantokapasiteettia ja vahvistaa toimitusvarmuutta jatkon kasvuun.
AhoSteel on Karkkilassa toimiva alihankintayritys ja sopimusvalmistaja. Tuotantoperinteitä talossa on yli neljältäkymmeneltä vuodelta, pitkän yrittäjän uran tehnyt Jari Aho perusti yrityksen pienestä alkaen vuonna 1984.
Viime vuodet yrityksen kasvu on ollut keskimäärin reipasta.
Yritys palvelee mm. maansiirto- ja kaivosteollisuudessa toimivia asiakkaitaan ja teki vuonna 2023 5,7 miljoonan euron liikevaihdon, töissä on 38 henkilöä.
Kone lisää kapasiteettia ja tuo toimitusvarmuutta jatkon kehitykseen, toteavat Jarmo Hakkarainen (vasemmalla) ja Jonne Hakojärvi.
”Vuosi 2024 oli vaikeampi, liikevaihtomme putosi teollisuuden yleiskehityksen myötä, mutta viime vuosi oli jälleen hyvinkin kiireinen. Loppua kohden myönteinen kehitys vahvistui”, kertoo toimitusjohtaja Jarmo Hakkarainen, joka on ollut yrityksen vetovastuussa nyt parin vuoden ajan. Jari Aho toimii edelleen yrityksen hallituksessa.
Täydellä paketilla
AhoSteel toimi pitkään Hitsaus- ja Rakennustyö Ahon nimellä. Kun toimitusjohtaja vaihtui 2023, yrityksessä alettiin valmistella brändimuutosta, jonka myötä myös nimi vaihtui nykymuotoon keväällä 2024.
”Nimi on asiakkaille helpompi ja kuvaa paremmin toimintoihimme”, tiivistää Hakkarainen.
Yrityksen perusta ja nykytekeminenkin on keskeisesti kuitenkin hitsauksen ja levypuolen toiminnoissa. Yritys tekee asiakkailleen teräsrakenteita, mm. maansiirto-, sora-, asfaltti-, romu- ja vaihtolavojen valmistus kuuluu ydintekemiseen, ja on rakentanut niiden valmistuksesta kokonaispaketin, jossa palvellaan asiakasta oman katon alta pitkälle alusta loppuun saakka.
Yritys tarjoaa projekteihin laserleikkauksen, särmäyksen, hitsauksen toimintojen lisäksi myös koneistuspalvelut, maalaukset ja kokoonpanot. Asiakkaan kannalta keskeisiä ovat myös yrityksen tarjoamat suunnittelupalvelut, niitä tukee myös 3D-mallinnus.
Kone mahdollistaa kookkaiden jyrsintäkappaleiden valmistuksen osana.
Kokonaisvaltaisuus on yrityksen kantava idea.
”Asiat sujuvat, eikä tuotteiden työvaiheisiin tarvitse etsiä palveluita monelta taholta. Samalla laaja oma tekeminen varmistaa, että asiakaspalvelumme on mahdollisimman notkeata, tehokasta ja nopeaa. Asiakkaan kannalta sujuva hallittu prosessi on aina keskeinen. Sen kehittämiseen panostamme erityisen vankasti vuonna 2026”, Hakkarainen sanoo.
Yksi keskeinen edellytys yrityksen toiminnoille olivat uusien toimitilojen rakennuttaminen muutama vuosi sitten.
Yrityksen alkupään tuotanto tapahtuu vuonna 2020 Karkkilan Metallimiehenkadulle valmistuneissa uusissa 3600 neliömetrin tiloissa, jotka tarjoavat hyviä mahdollisuuksia myös tulevaisuuden kehitykselle. Maalaamo toimii yrityksen aiemmissa tiloissa lähistöllä.
Uusi YCM NXV1680B
Kokonaispalvelun mahdollistamiseen yritys on panostanut vuosien myötä kone- ja laiteinvestoinnein.
Hitsausmahdollisuudet ovat monet mm. robotti- ja myös laserhitsauksessa ja laserleikkaukseen on käytössä ajanmukaista kuitulaserteknologiaa. Särmäyskalusto tukee levynkäsittelyn toimintoja.
Kokonaiskuvioon kuuluu, että yritys tekee itse tuotteisiinsa tarvittavat koneistukset. Tälle sektorille yritys on panostanut viime aikoina erityisesti.
”Koneistusten tarve palveluissamme on kasvanut ja vahvistamme koneistuksen alueen toimintojamme kapasiteettia lisäämällä”, sanoo tuotantopäällikkö Jonne Hakojärvi.
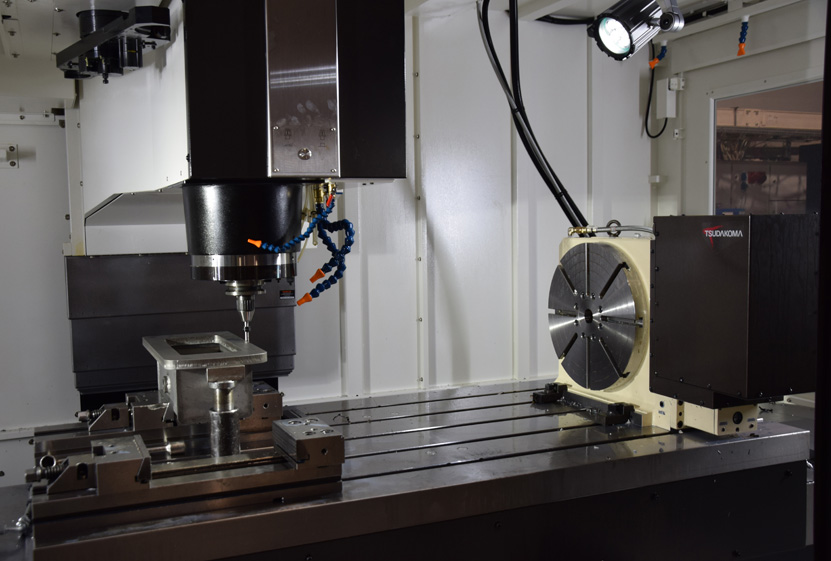
Panostuksen seurauksena AhoSteelin konekanta kasvoi aiemman kaluston oheen hiljattain 5-akselisella monitoimisorvilla. Samaa asiaa palvelee nyt myös tuorein hankinta, sillä loppusyksyllä yritys investoi jyrsintäpuolen operaatioihinsa uuden pystykaraisen YCM NXV1680B-koneistuskeskuksen myötä.
X/Y/Z- liikkeet ovat 1630/860/762 mm. Pöydän neljäs akseli lisää toiminnallisuutta.
YCM on Suomessa Vossi Groupin tuore edustus ja sen toimittama pystykarainen NXV1680B -koneistuskeskus vahvistaa AhoSteelin kapasiteettia myös kookkaampien ja vaativampien kappaleiden käsittelyssä.
X/Y/Z- liikkeet koneessa ovat 1630/860/762 mm, pöydän neljäs akseli lisää toiminnallisuutta koneistustöissä.
Yritys hankki koneen kentän kilpailutuksen jälkeen, iso ja rakenteeltaan tukeva kone vastasivat tarpeeseen ja yritys arvosti myös sitä, että koneessa on talon monien muiden koneiden tapaan Fanuc-ohjaus.
Lisäksi aivan keskeinen peruste valintaan oli koneen poikkeuksellisenkin nopea toimitusaika.
”Kun usein toimitusajat ovat näinä aikoina tunnetusti pitkiä, tämä kone saapui notkein liikkein YCM:n Euroopan varastolta. Saimme koneen käyttöön viime vuoden lopulla. Nyt kone onkin sitten jo täydessä ajossa”, sanoo Hakojärvi.
Tehdas keskitalven hämärässä. AhoSteelin alkupään tuotanto tapahtuu 3600 neliömetrin nykyaikaisissa tiloissa.
Myönteisiä näkymiä jatkoon
Uusi koneistuskeskus vahvistaa osaltaan jatkossa AhoSteelin koneistuskapasiteettia ja toimitusvarmuutta.
”Vahvistamme investoimalla samalla perustaa jatkon kasvulle. Kehityssuunnitelmia on viidelle vuodelle eteenpäin”, Hakkarainen sanoo.
”Nykyajassa on toki haasteensa, mutta maansiirto- ja kaivospuoli ovat vahvassa vauhdissa, datakeskuksia rakennetaan ja tieverkostoon satsataan, ja se tarjoaa kasvunäkymiä myös meidän toiminnoillemme. Mm. lavabisneksessä kysyntänäkymät ovat jatkossakin vahvat”, sanoo Hakkarainen.
Yksi vahvistus AhoSteelin jatkon toimintoihin on tuore yrityskauppa, jonka myötä yrityksen valikoimissa on nyt myös tuotteita maa- ja metsätaloustyökoneiden sektoreille.
”Samalla kehitämme ja modernisoimme omia toimintojamme, kuten digistrategiaa ja tiimityöskentelyä. Kestävä kehitys on yksi huomioitava teema ilman muuta myös, yksi iso investointi oli pari vuotta sitten toteutettu aurinkopaneelien asennus tehtaan katolle. Saamme sitä kautta nyt kolmanneksen sähköntarpeestamme”, sanoo Jarmo Hakkarainen.
Kari Harju
AhoSteel Oy
Alihankinta ja sopimusvalmistus
Perustettu 1984
Toimipaikka Karkkila
Uusi koneistuskeskus YCM NXV1680B
Ylin kuva: Uutta teknologiaa AhoSteelille Karkkilaan. YCM NXV1680B -koneistuskeskuksella koneistaa Liu Mingqian.
Vöyrissä toimiva metallin sopimusvalmistaja Scansolo Oy vahvistaa konekantaansa. Tuore investointi viisiakseliseen Mazak CV5-500 -koneistuskeskukseen on lisäys Scansolon kapasiteettiin ja uuden koneen myötä yritys pystyy valmistamaan tarkempia ja teknisesti haastavampia osia.
”Koneen viisi akselia mahdollistaa kappaleiden monipuolisen koneistamisen yhdellä kiinnityksellä. Manuaalisen käsittelyn tarve vähenee ja samalla varmistamme tasaista laatua”, kiteyttää toimitusjohtaja Markku Rinnasto.
Tuotannon tehostusta
Scansolo Oy on Vöyrissa Vaasan lähellä toimiva koneistuksen alihankintayritys ja sopimusvalmistaja. Yli kolmenkymmenen vuoden taival on takana, yritys aloitti vuonna 1992 Vähäkyrössä, josta toiminta siirtyi uuden vuosituhannen alussa Vöyriin.
Scansolo on tunnettu pitkältä ajalta varsinkin sorvattujen osien valmistajana.
Viisiakselinen koneistuskeskus Mazak CV5-500 on Scansolon tuore investointi. Koneistamassa Antti Rintala.
Pienistä ympyröistä aloittaneen ja vuosien mittaan laajentuneen yrityksen perustaja on Ari-Pekka Bergendahl. Nykyään perheyritys ja Vöyrin keskeinen teollinen toimija on Teija Bergendahlin omistuksessa. Markku Rinnasto aloitti tehtaanjohtajana 2013 ja toimitusjohtajana vuonna 2017, kun yrityksen perustaja ja silloinen toimitusjohtaja Ari-Pekka Bergendahl menehtyi.
Yritys tuottaa mm. laakerointiosia ja erilaisia laippoja teknologiateollisuuden isoille hankkijoille.
Tuotannon kalusto sorvauspuolella on kasvanut vuosien mittaan monipuoliseksi. Automaatioasteen nostaminen on yksi viime vuosien keskeinen ajuri.
”Olemme pyrkineet siihen, että tuotannossamme on vuosittain käynnissä vähintään kolme tuotannon tehostamisprojektia. Tuorein tämän suunnan projekti alkaa tämän vuoden alussa”, Rinnasto kertoo.
Yrityksen käytössä on useita automatisoituja sorvaussoluja. Näistä soluista osa on täsmätty kunkin tietyn asiakkaan kookkaiden sarjojen tuotantoon.
Viisiakselinen koneistus on Scansololla uusi asia, mutta alkuun on päästy jo hyvin, toteavat Markku Rinnasto (oikealla) ja Antti Rintala. Kone asennettiin loka-marraskuussa.
Uusia mahdollisuuksia
Sorvauksen oheen jyrsintäpuoli on yrityksen töissä kasvanut viime vuosina kasvanut. Sitä vauhditti myös taannoinen yrityskauppa, missä Scansolo osti alan töihin keskittyneen koneistus- ja suunnittelupalveluita tarjoavan Esko Group Oy:n maaliskuussa 2021.
Jyrsintätöihin yrityksen käytössä on useampia neliakselisia koneistuskeskuksia, ja hiljattain yritys tehosti töitään edelleen hankkimalla taloon ensimmäisen viisiakselisen koneistuskeskuksen.
”Teimme hankinnan tietyn asiakkaan ja tietyn tuotteen valmistukseen, tosin on tätä siirtoa tietenkin aiemminkin harkittu. Mazakin uutuusmalli CV5-500 oli esillä pari vuotta sitten Tampereen Konepaja -messuilla ja asiat lähtivät lopullisesti etenemään tuon messukäynnin yhteydessä. Valinta varmistui sitten kilpailutuksen jälkeen”, Markku Rinnasto kertoo.
Kone muokkaa kappaleet yhdellä kiinnityksellä pitkälti kerralla valmiiksi.
Scansololle investointi on askel uuteen, mikä vaatii toki osaamista ja perehtymistä. Henkilöstön koulutukset aloitettiin hyvissä ajoin ennen koneen asennusta.
”Ja hyvin on mennyt, alkuun pääsemisessä on eduksi ollut se, että koneistajiemme vastaanotto uutta teknologiaa kohtaan täällä on ollut todella myönteinen. Ensimmäiset kappaleet saimme ajettua loppusyksyllä”, Rinnasto kertoo.
Monipuoliseen tuotantoon
Uusi kone tarjoaa Scansololle Rinnaston mukaan runsaasti uusia mahdollisuuksia.
CV5-sarjan koneet on suunniteltu varustukseltaan ja ohjaukseltaan sujuvaksi siirtymäksi viisiakselisen koneistuksen maailmaan. Kaksiakselinen kehtopöytä mahdollistaa kappaleiden koneistamisen yhdellä kiinnityksellä pitkälti valmiiksi, ohjaus sarjan koneissa on Mazatrol SmoothAi -ohjaus.
Scansolon hankkimassa CV5-500-mallissa X/Y/Z-liikkeet ovat 730-/450-/470 mm, sarjaan kuuluu myös kookkaampi malli CV5-700.
Tuore investointi tehostaa Scansolon toimintoja asiakaspalvelussa niin tutuille kuin uusillekin asiakkaille.
”Kone on ratkaisu sekä yksittäis- että sarjatuotantoonkin moninaiselle kappalekirjolle. Samalla investointi jatkaa pitkän linjan kehittämistyötä tuotannossamme.”
Viisiakselinen keskus täydentää Scansolon jyrsintäkapasiteettia. Neliakselista konekantaa monipuolisen sopimusvalmistajan käytössä edustaa mm. kuvan Mazak VTC 820/20.
Scansolo työllistää 20 henkilöä, jatkossa toivottavasti muutaman ammattilaisen enemmän. Uuden koneistuskapasiteetin ohella lisähenkilöstölle olisi tarvetta.
”Helppoa uusien ammattilaisten löytäminen ei ole, mutta töitä asian eteen teemme kovasti. Mm. Vaasasta meillä käy runsaasti väkeä töissä”, Rinnasto sanoo.
Scansolo tekee rekryasioissa yhteistyötä mm. lähialueen oppilaitosten kanssa.
Kasvuyrityksen liikevaihto on noin neljä miljoonaa euroa (2024). Yrityksen tuore investointi viisiakseliseen koneistukseen on osa hanketta, johon yritys sai myös EU:n maaseuturahoitusta.
Terve ja kirpeätä tammikuuta! No niin, uutta konepajavuotta vauhdilla käyntiin, vuoden ensimmäinen Konekuriiri 1/2026 tammikuu on ilmestynyt. Mukana alkuvuoden ajankohtaiset teknologia- ja yritysuutiset ja investointiartikkeleita mm. Keminmaalta, Vöyrilta ja Karkkilasta. Kyllä, aina Täyttä Koneasiaa – kannattaa lukea!
DMG Mori on esitellyt täysin uudistetun version myydyimmästä yleissorvistaan, NLX 2500|1250:sta mallista. Tarjolla on nyt laajempi karavalikoima sekä lisää tehoa niin suurten nopeuksien työstöön kuin tarkkuustyöstöönkin.
NLX 2500|1250 2. sukupolvi mahdollistaa nyt 1 258 mm pitkien ja ø 366 mm halkaisijaisten kappaleiden työstön. Vasemman ja oikean puolen karat, pyörivillä työkaluilla varustettu revolveri, Y-akseli ±60 mm liikkeellä sekä kärkipylkkä tekevät koneesta valmistajan mukaan joustavan valmistusratkaisun monimutkaisten kappaleiden 6-sivuiseen työstöön.
Lisää karavaihtoehtoja
Koneessa sekä vasen että oikea turnMASTER-kara ovat kokeneet merkittävän suorituskykyparannuksen. Vasemmalle puolelle on saatavilla 10″ ja 12″ karat. 10″ kara saavuttaa 5 000 rpm, 843 Nm väännön ja 26 kW tehon. 12″ kara yltää 3 000 rpm, 1 273 Nm ja 36 kW.
Laajan kara- ja revolverivalikoiman myötä konetta voidaan käyttää joustavasti eri teollisuudenaloilla.
Oikealle puolelle on nyt saatavana kolme karaa: 6″, 8″ ja 10″. Pienin malli toimii 7 000 rpm kierrosluvulla ja tuottaa 95 Nm väännön. Uusi suurin kara saavuttaa 5 000 rpm ja 577 Nm väännön. MASTER-karat sekä kuula- että rullalaakerit on päivitetty, lisäksi tankoläpimitta on molemmilla puolilla nyt ø 105 mm, ja karojen pyörintätarkkuus on 0,5 µm.
NLX 2500|1250 2. sukupolvi on vakiona varustettu BMT60-revolverilla (turretMASTER), jossa on tila kahdelletoista pyörivälle työkalulle. Vaihtoehtoina ovat kymmenpaikkainen BMT60, kaksikymmentäpaikkainen BMT40 sekä VDI40-revolveri, jossa on kaksitoista asemaa. Pyörivät työkalat toimivat jopa 12 000 r/min nopeudella tai BMT60:n kymmenpaikkaisessa versiossa 100 Nm väännöllä.
Vakaa rakenne
Koneeseen on tehty DMG Morin mukaan myös useita tarkkuutta lisääviä parannuksia. Valurunkojen vakautta ja liikkuvien osien jäykkyyttä on kasvatettu, ja kuulamutteriruuvit on toteutettu kaksoistuennalla. Älykäs lämpötilanhallintajärjestelmä takaa pitkän aikavälin tarkkuuden myös automatisoidussa tuotannossa.
Lisäksi kaikilla akseleilla käytettävät suorat mitta-anturit tuovat paikoitustarkkuutta, jota Magnescale MAP -korjaus parantaa jopa viisinkertaiseksi. Siten NLX 2500|1250 2. sukupolvi soveltuu myös tarkkuuskoneistukseen. CELOS X -sovelluspohjainen valmistusalusta toimii MAPPS-ohjauksella Fanuc-ympäristössä tai Siemensin SINUMERIK ONE -ohjauksessa, vaativissa sovelluksissa omat teknologiasyklit kuten gearSKIVING yksinkertaistavat ohjelmointia.
Helposti automatisoitavissa
NLX 2500|1250 automatisointiin vaihtoehtoina ovat mm. tangonsyöttölaitteet ja robottiratkaisut, kuten Robo2Go, MATRIS light ja MATRIS-järjestelmä. Optimoitu lastunpoisto, kehittynyt jäähdytysneste- ja lastunhallinta (zero-sludgeCOOLANT) sekä itseään puhdistava lastunkuljetin varmistavat luotettavan ja autonomisen tuotannon. Sekä zero-sludgeCOOLANT että zeroFOG-sumunpoistojärjestelmä tukevat ympäristöystävällisempää valmistusta. Näiden ja muiden ratkaisujen – kuten 400 V käyttöjännitteen ansiosta GREENMODE vähentää energiankulutusta ja resurssien käyttöä. fi.dmgmori.com
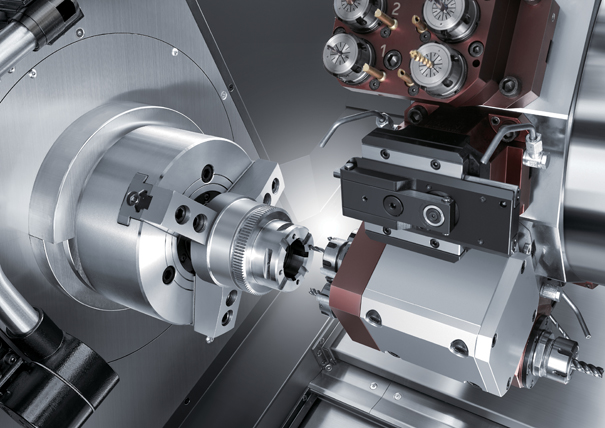
Japanilainen työstökonevalmistaja Yamazaki Mazak on tuonut markkinoille uudet kompaktit 2-revolveriset QRX-sorvauskeskukset. Nämä 9-akseliset koneet on suunnattu pienten halkaisijoiden tankotyöhön tai akselimaisille kappaleille massatuotantoon.
QRX-sorvit kykenevät moniin yhtäaikaisiin toimintoihin ja niiden päivitetty MAZATROL SmoothG -ohjausjärjestelmä mahdollistaa 2-kanavaisen työstön EIA/ISO-koodilla. Kaksi revolveria ja yhtäaikaiset toiminnot vähentävät kappaleaikoja merkittävästi.
Kaksi identtistä sorvauskaraa, revolveria ja Y-akselia. Ohjelmointi tapahtuu 2-kanavaisella MAZATROL SmoothG -ohjauksella.
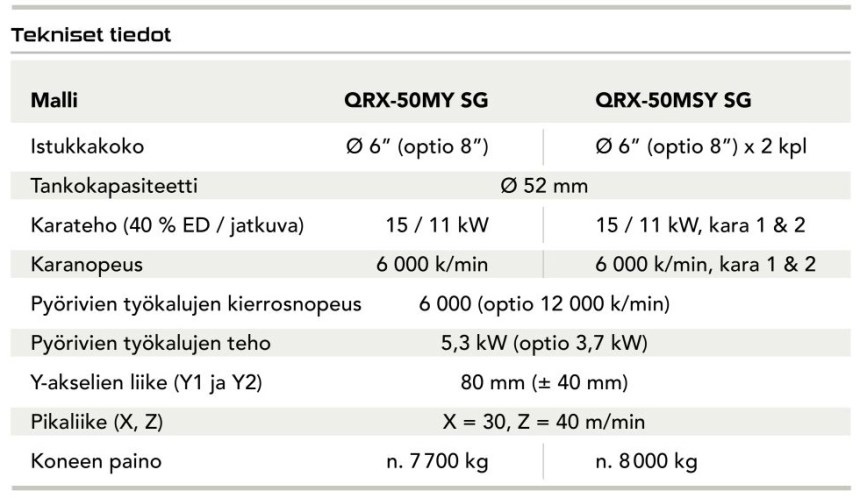
QRX-50MY SG ja QRX-50MSY SG
Ensimmäisinä uudesta mallisarjasta on lanseerattu mallit QRX-50MY SG (ohjelmoitava kärkipylkkä ja automaattinen tukilaakeri) ja QRX-50MSY SG (2 sorvauskaraa). Istukkakoot ovat 6” tai 8” tai niiden vaihtoehtoina holkki-istukat varsinkin tankotyössä.
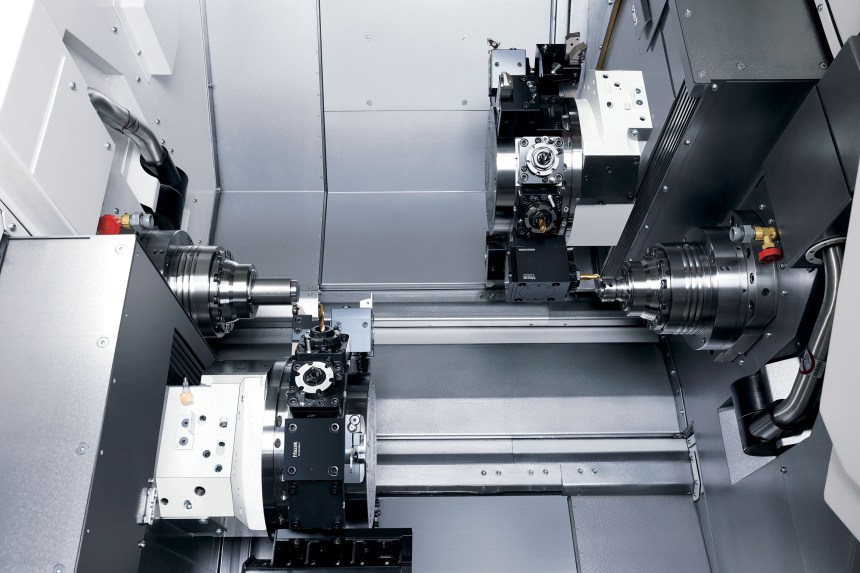
Tankokapasiteetti on molemmille malleille 52 mm ja hieman myöhemmin mallistoon on tulossa myös 65 millimetrin versio. MSY-mallissa kahden identtisen sorvauskaran (15 kW, 151 Nm, A2-6”) välinen etäisyys on 900 mm. Koneen paino on noin 8 000 kg, ja kaikilla lineaariakseleilla on tukevat ja nopeat (Z-akseli 40 m/min) lineaarirullajohteet.
Identtiset 12-paikkaiset ja 24-asemaiset työkalurevolverit on sijoitettu karalinjan ylä- ja alapuolelle. Molemmat revolverit voivat työstää kummankin sorvauskaran alueella ja näin niiden avulla voidaan tasapainottaa tahtiaikoja joustavasti karojen välillä työkappaleen mukaan.
Työkalunpidinjärjestelmä on universaali BMT45, jonka yhtenä etuna on pitimien käyttömahdollisuus molempien karojen suuntiin. Molemmissa revolvereissa on pyörivät työkalut (6 000 tai 12 000 k/min) ja Y-akselit (liike 80 mm). Pyörivien työkalujen teho on 5,3 tai 3,7 kW. Työkalujen mittaus ja rikkotarkastus hoituvat näppärästi vakiovarusteina olevilla kahdella automaattisella mittalaitteella.
Monipuolinen varustus asiakkaan tarpeen mukaan
QRX-sorvauskeskukset voidaan varustaa monipuolisesti tarpeen mukaan. Esimerkiksi tankotöitä varten on saatavissa hellävarainen pihti- tai kotelotyyppinen nopea kappaleenpoistaja, joka nostaa valmiin työkappaleen 2. karalta liukuhihnakuljettimelle ja tuo sen koneen oikealle puolelle. Kappale voidaan poistaa 1. karalta toisella kappaleenkerääjällä, joka soveltuu myös tangon jämäpalan poistoon automaattisesti liukuhihnalla.
Hihnan ulostulo on niin ikään koneen oikealla puolella. QRX-sorveissa on mahdollista poistaa kappaletta toiselta karalta samaan aikaan kun toisella karalla työstetään. Myös tangon syöttö 1. karalla on mahdollista samaan aikaan työstön kanssa 2. karalla. Yhtäaikaisten toimintojen ansiosta koneella voidaan nostaa tuottavuutta merkittävästi varsinkin suuremmilla valmistusmäärillä. Lastuamisnestejärjestelmiä on saatavilla useita vaihtoehtoja aina 2 x 70 bar revolverikohtaiseen järjestelmään saakka.
Tankotyöhön optimoidut toiminnot mahdollistavat esimerkiksi valmiin kappaleen poiston ja samanaikaisen työstön karoilla.
MAZATROL SmoothG 2-kanavaiseen ajoon
QRX-sorvauskeskuksissa on monista Mazak-sorveista tuttu ja käyttäjäystävällinen SmoothG-ohjaus. Se on tässä konetyypissä uutuutena päivitetty ja optimoitu 2-kanavatyöstöön EIA/ISO G-koodiohjelmointitavalla. Sen avulla nopea ja turvallinen työstö usealla terällä samanaikaisesti on mahdollista. Ohjaus voidaan varustaa myös Smooth Oscillation Cutting -optiolla, jonka avulla saadaan lastut katkeamaan paremmin esimerkiksi muovia tai muuta pitkälastuista materiaalia sorvattaessa.
MAZATROL SmoothG -ohjaus tarjoaa vakiona muun muassa seuraavat ominaisuudet: