
Framery kehittää tuotantoaan automaatiolla – Tuloksena laadukkaampi ja ergonomisempi työvaihe

Framery on ottanut tuotannossaan merkittävän kehitysaskeleen kohti automaatiota investoimalla ensimmäiseen robottisoluun. Uuden tuoteperheen myötä syntynyt tarve tarkemmalle ja toistettavammalle työvaiheelle ratkaistiin MTC Flextekin toteuttamalla Fanuc-robottisolulla, joka on parantanut laatua, tehokkuutta ja työergonomiaa.
Framery on suomalainen yritys, joka on erikoistunut ääntä vaimentavien työtilaratkaisujen, kuten puhelinkoppien ja neuvottelutilojen, suunnitteluun ja valmistukseen. Yritys perustettiin vuonna 2010 Tampereella, missä myös sen tuotanto sijaitsee tänä päivänäkin. Tyylikäs muotoilu, akustiikkaosaaminen ja käyttäjäystävällisyys ovat Frameryn ratkaisuissa keskiössä, ja yritys on kasvanut nopeasti kansainväliseksi markkinajohtajaksi, jonka tuotteita käytetään yli 100 maassa.

Tarve syntyi uuden tuoteperheen myötä
Kun Framery alkoi kehittää uutta tuoteperhettä, havaittiin, että tietyt vaiheet vaativat entistä tarkempaa ja toistettavampaa työtä. Tämä loi pohjan automaatiotarpeelle ja rohkaisi yritystä ottamaan askeleen kohti uutta teknologiaa.
“Tämä oli meille iso harppaus täysin uuteen teknologiaan ja valmistusmenetelmään. Aiemmin tuotteiden rakenne oli hyvin erilainen, mutta uuden tuoteperheen myötä ymmärsimme, että tarvitaan automaatiota ja uutta teknologiaa,” kertoo tuotantoinsinööri Mikko Luomi.
Ensimmäinen automatisoitava työvaihe löytyi niittimuttereiden asennuksesta Framery One Compact -runkoihin, joka oli aiemmin tehty käsin. Lähtötilanteessa projektille asetettiin selkeät tavoitteet: työn ergonomian ja laadun parantaminen sekä ratkaisun taloudellinen kannattavuus.
Yhteistyö ja ratkaisu
Ennen lopullista päätöstä Framery kartoitti useita vaihtoehtoja ja pohti, millainen automaatioratkaisu parhaiten tukisi heidän tuotantoaan. Päätöstä edelsi useiden referenssikohteiden vierailu sekä tutustuminen MTC Flextekin ratkaisuihin myös yrityksen tiloissa.
Tarjousvaiheessa ratkaisua kehitettiin yhdessä – suunnittelua ja ideointia tehtiin useassa vaiheessa, jotta ratkaisu saatiin sovitettua tuotantoon mahdollisimman hyvin. Alkuvaiheessa tarkasteltiin mahdollisuutta hyödyntää yhteiskäyttörobottia, mutta tarpeiden tarkentuessa ratkaisu kehittyi yhdessä MTC Flextekin asiantuntijoiden kanssa tuotantoon paremmin soveltuvaksi automaatioratkaisuksi.
Projektissa korostui asiakkaan oman tuotanto-osaamisen ja MTC Flextekin automaatio-osaamisen yhdistäminen. Ratkaisu kehitettiin aidosti yhteistyössä – asiakkaan toiveita kuunnellen ja konseptia niiden pohjalta muokaten. Lopputuloksena syntyi tuotantoon sopiva kokonaisuus, joka on toteutettu järkevästi ja tehokkaasti.
Projektin aikana osallistettiin sekä Frameryn työnjohto, että tuotannon henkilöstöä suunnitteluun ja kehitykseen. Näin varmistettiin, että ergonomia, käytettävyys ja työvaiheiden sujuvuus toteutuvat parhaalla mahdollisella tavalla.

“Yhteistyö sujui erittäin hyvin, meitä kuunneltiin aidosti, ja ratkaisu suunniteltiin yhdessä vaihe vaiheelta. Projektin aikana tehtiin paljon yksityiskohtaista suunnittelua ja hienosäätöä, ja vielä loppuvaiheessakin pystyttiin ketterästi tekemään tarvittavia päivityksiä, jotta ratkaisu toimisi entistä paremmin. Esimerkiksi robotin työkalun puhdistus lisättiin loppusuoralla osaksi kokonaisuutta, mikä paransi toimintavarmuutta ja laatua entisestään,” kertovat Mikko Luomi sekä tuotannon kehityspäällikkö Aapo Jaakkola.
Tekninen ratkaisu
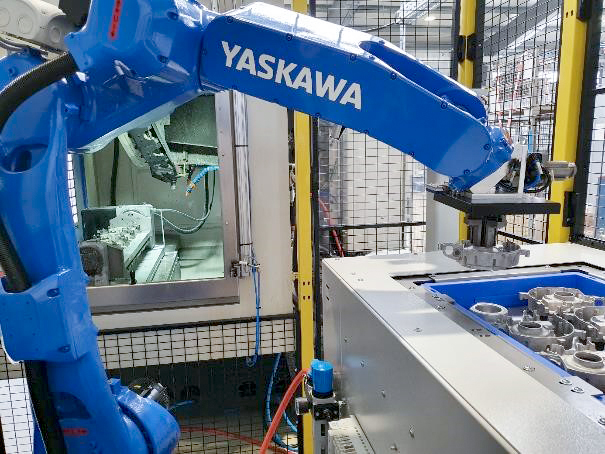
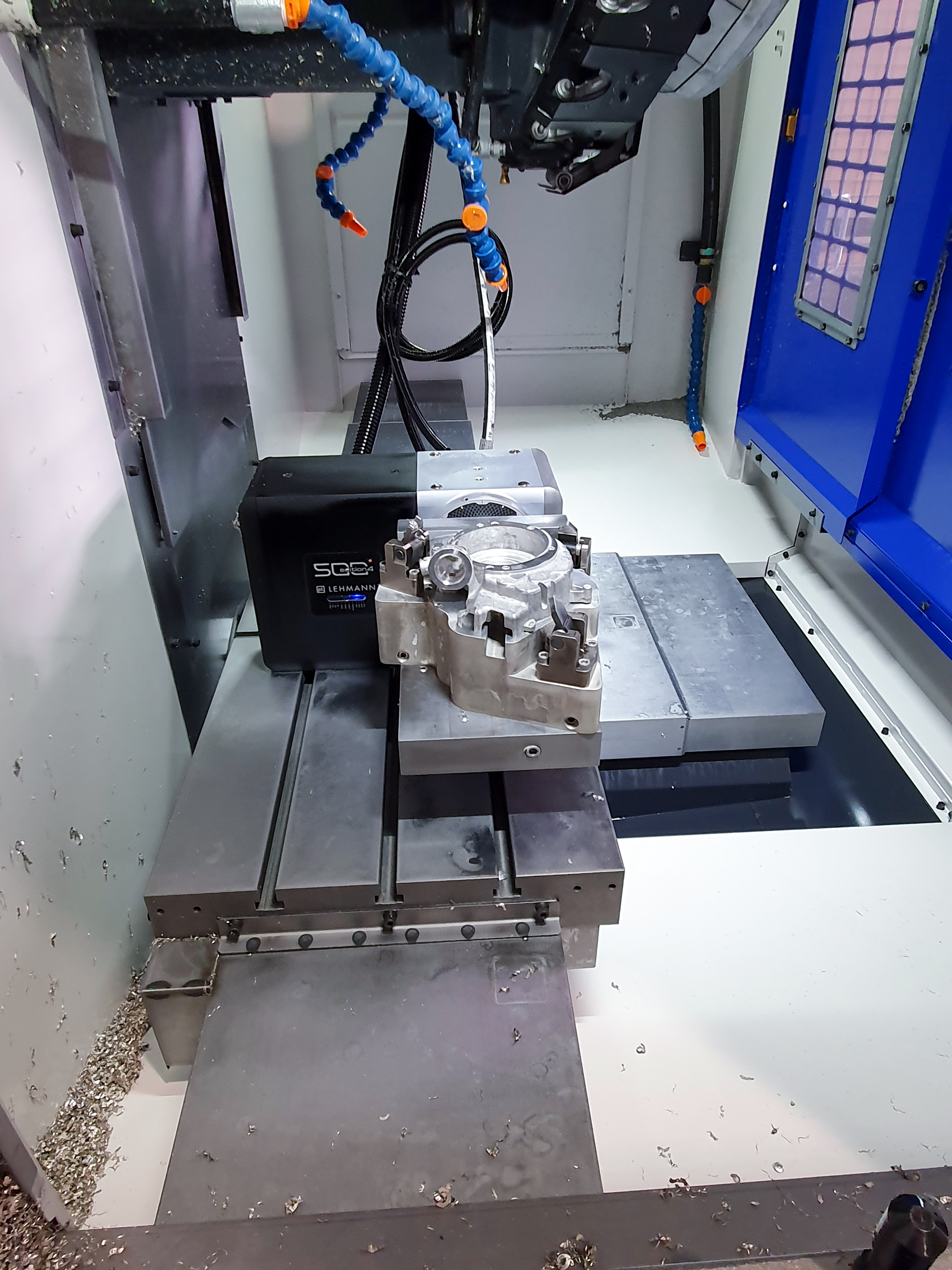
Toteutettu automaatioratkaisu perustuu teollisuusrobottiin, joka hoitaa M8-kokoisten niittimuttereiden asennuksen Framery One Compact tuotteen runko-osiin. Robottisolu on suunniteltu tukemaan tuotannon joustavuutta ja turvallisuutta: sen rakenteen ansiosta toisessa päässä robotti asentaa niittimuttereita takakarmeihin samalla, kun toisesta päästä puretaan valmiit etukarmien profiilit.
Näin lastaus ja purku voidaan tehdä rinnakkain robotin työskentelyn aikana, mikä lisää tehokkuutta ja pitää työskentelyn turvallisena. Ratkaisun kapasiteettia on lisäksi optimoitu tarkasti – robottisolun jaksonaikaa on viilattu mahdollisimman nopeaksi ilman, että prosessin varmuudesta tai laadusta on tarvinnut tinkiä.
Tulokset ja vaikutukset
Projektin tulokset näkyivät tuotannossa varsin nopeasti. Robottisolu saavutti tavoitellun kapasiteetin odotettua nopeammin, ja sen myötä tuotannon tehokkuus ja tasaisuus ovat parantuneet. Ratkaisu on ollut käytössä vuoden ajan, ja kokemukset ovat olleet pääosin positiivisia: yksi työntekijä on vapautunut muihin tehtäviin, ja toistotyön väheneminen on tuonut vaihtelua työtehtäviin.

Laatu on vakiintunut tasaisemmaksi, ja tuotantoprosessi toimii aiempaa varmemmin. Robottisolun käyttöönoton jälkeen tähän työvaiheeseen ei ole kohdistunut yhtään asiakasreklamaatiota. Työergonomia on myös parantunut, kun kuormittavia ja toistuvia työvaiheita on saatu automatisoitua.
Uuden teknologian käyttöönottoa tuki MTC Flextekin järjestämä robotiikkakoulutus, joka auttoi henkilöstöä omaksumaan uuden työvaiheen hallitusti. Kokonaisuutena investointi on vastannut odotuksia ja tuonut selkeitä parannuksia tuotannon laatuun, tehokkuuteen ja työergonomiaan.
Ensimmäinen automaatioprojekti on antanut Framerylle vahvan pohjan kehittää tuotantoaan edelleen ja arvioida automaation mahdollisuuksia myös tulevaisuudessa. Projekti on ollut merkittävä oppimiskokemus ja osoitus siitä, miten huolellisesti suunniteltu ja yhteistyössä toteutettu automaatiohanke voi tuoda hyötyjä tuotantoon, laatuun ja työntekijöiden arkeen.
“Robottisolu on tuonut meille kokonaan uuden menetelmän ja vaihtoehdon, jolla pystymme saavuttamaan taloudellisia, laadullisia ja ergonomisia hyötyjä,” summaavat Luomi ja Jaakkola. www.mtcflextek.fi

























{kind=link}