Doosan Machine Tools on esitellyt SVM -mallisarjaansa uuden pystykaraisen koneistuskeskuksen, mikä on optimoitu erityisesti kevyeen koneistukseen ja mm. alumiinin käsittelyn tarpeisiin.
Uusi SVM 4100 on valmistajansa Doosanin mukaan suunniteltu lisäämään tuottavuutta teollisuuden kasvaviin kevyen koneistuksen tarpeisiin. Tämän kaltaisia koneita tarvitaan yhä enemmän esimerkiksi autoteollisuuden murroksen myötä lisääntyvässä alumiinien ja muiden kevyiden materiaalien käsittelyssä. Keskeisiä muutokseen vaikuttavia tekijöitä ovat mm. polttoainetehokkuuden parantaminen ja painovalun käytön lisääntyminen ajoneuvoteollisuuden muutoksessa.
Kookas työalue, nopeat liikkeet
Doosanin SVM 4100 -mallin etuja ovat valmistajan mukaan mm. kokoluokkaan nähden suhteellisen kookas työstöalue, suorakäyttökara vakiona, lämpösiirtymän korjaus vakiona sekä mm. erityispaketti koneen käyttöönottoa helpottamassa.
Uutuus on optimoitu kevyeen koneistukseen mm. minimoimalla sekä työstön aikaisia että työstön sivuaikoja karojen ja syöttöakseleiden nopeiden kiihdytys/hidastuksen ansiosta. Runkorakenteeltaan C-muotoiseksi suunnitellussa mallissa akseliliikkeet ovat 770 mm X-akselilla, 410 mm Y-akselilla ja 510 mm Z-akselilla. Akselien liikenopeus on max. 36 m/min, pöytä on kooltaan 920 x 410 mm:n ja se kantaa 600 kg:n painon.
Lattialla kompaktiin tilaan
SVM 4100:n karan maksiminopeus on 12 000 1/min, vääntömomentti 96 Nm ja teho 18,5 kW.
Koneen käyttömukavuus on valmistajan mukaan aiemmista malleista parantunut mm. työtilan oven rakennemuutosten myötä, se helpottaa sisäpuolen puhdistusta ja lastujen käsittelyä. Käyttömukavuutta lisää osaltaan se, että kone mahtuu pajan lattialla kompaktiin tilaan.
SVM 4100:n automaattinen työkalunvaihtaja on vakiona 30-paikkainen. Työkalun vaihtoaika on 1,2 sekuntia, mikä minimoi sivuaikoja ja lisää toiminnan tuottavuutta. Ohjelmoitava nestejäähdytyslaite on lisävaruste jäähdytysnesteen poistokulmien asettamiseen eri työkalupituuksien mukaan. Ergonominen käyttöpaneeli, 15 tuuman näyttö ja helppokäyttöpaketti tehostavat käyttöä edelleen. Doosanin työstökoneiden Suomen edustaja on Duroc.
Secon uuteen tuotetarjontaan kuuluvat Turbo 16 -nurkkajyrsimet ja Turbo 16 -siilijyrsimet. Yhdistämällä niiden käyttö voidaan Secon mukaan vähentää tarvittavien työkalujen määrää ja niihin liittyviä kustannuksia.
Molemmat tuotesarjat mahdollistavat suuret lastuvirrat terästä, ruostumatonta terästä, valurautaa, ei-rautametalleja, superseoksia ja titaania työstettäessä. Jyrsimien kääntöterissä käytettäviin skannattaviin Data Matrix -tunnisteisiin tallennetaan tuote- ja erätietoja, jotka voidaan lukea uudella Seco Assistant -sovelluksella. Secon mukaan Turbo 16 -nurkkajyrsimet on suunniteltu laadukkaan työnjäljen ja prosessivarmuuden periaattein. Myös vino sisäänsyöttö onnistuu vaivatta ja optimoitu kääntöterien teräsijojen geometria tehostaa jyrsintää ja takaa hyvän pinnanlaadun. Suuri kierukkakulma varmistaa, että lastu irtoaa työkappaleesta pehmeästi, mikä tekee lastunpoistosta tehokkaampaa. Pienemmät lastuamisvoimat vähentävät virrankulutusta, kääntöterän kulumista ja melutasoa.
Turbo 16 -siilijyrsimissä laaja kääntöterä- ja geometriavalikoima takaa suorituskykyisen lastuamisen ja pidentää työkalun kestoikää. Suuremmat lastut ja suurempi syöttö lyhentävät työstöaikaa ja nopeuttavat tuotantoa, huolella suunnitellut jäähdytyskanavat, urat ja rintakulma varmistavat, että työstö on sujuvaa ja lastunmuodostus optimaalista. Turbo 16 -siilijyrsimen kääntöteriä ei voi asentaa väärin käytettäessä suuria kääntöterien nurkkapyöristyksiä, nikkelipinnoitteen korvaaminen jyrsimissä PVD:llä parantaa ympäristöystävällisyyttä.
Index on laajentanut sorvaus/jyrsintäkeskusten valikoimaansa G320 -mallilla.Uutuusmalli 1400 mm:n sorvauspituudella täydentää saksalaisvalmistajan mallistoa keskikokoisten komponenttien sorvauksessa ja jyrsinnässä.
Kuten Index toteaa, vahvoin jyrsintäominaisuuksin varustetut sorvauskeskukset yleistyvät teollisuudessa.
Index lanseerasi tälle sektorille vuonna 2018 valmistajan uutta designia edustavan G420-sorvauskeskuksen, mikä on menestynyt markkinoilla hyvin. Seuraavana vuonna sarja laajeni suuremmalla ja tehokkaammalla Index- G520 -versiolla ja nyt tuoreimpana siirtona sarja on täydentynyt sen pienemmän pään mallilla Index G320.
Kuten kookkaammissakin malleissa, G320:n perusta on jäykkä, tärinää hyvin vaimentavaa mineraalivalua ja kone on varustettu kookkain lineaarijohtein X- ja Z-akseleilla. Näin koneen vakaus- ja vaimennusominaisuudet ovat hyvät, mikä puolestaan edistää koneen tuottavuutta ja korkeaa suorituskykyä, painottaa Index.
Laajasti poraus- ja jyrsintätoimintoja
Kuten G420- ja G520-malleissa, koneen ydin on sen pyörintäakselin yläpuolelle sijoitettu moottoroitu jyrsintäkara varustettuna hydrodynaamisesti asennetulla Y/B-akselilla, mikä mahdollistaa koneen käytössä laajan valikoiman poraus- ja jyrsintätoimintoja viisiakselinen koneistus mukaan lukien.
Koneeseen on kaksi karavaihtoehtoa, 16,6 kW/72 Nm/12 000 1/min (100 % DC) tai 16 kW/45 Nm/18 000 1/min (100 % DC)-versiot.
Työkalumakasiini on 115-paikkainen (HSK-T63 tai Capto C6), ja työkalurevolvereita on koneessa kaksi, ne on sijoitettu rakenteessa koneen alaosaan. Kummassakin revolverissa on kaksitoista asemaa ja jokainen niistä on varustettu myös pyörivillä työkaluilla. Revolverit liikkuvat paitsi X- ja Z-suunnassa, myös Y-suunnassa.
Uudessa Index G320-mallissa suurin sorvauspituus on 1 400 mm, max. istukan halkaisija on 315 mm. Kaksi identtistä työkaraa (pää- ja vastakara) ovat nestejäähdytettyjä, karaporaus on 102 mm ja pyörintänopeus 4000 1/min. Tehoa on 44 kW, vääntö 525 Nm.
Helposti automatisoitava
Koneen kookkaan työalueen sekä pää- ja vastakaran välisen pitkän etäisyyden myötä samanaikainen työstö on mahdollista moottoroidulla jyrsinkaralla ja pää- ja vastakaran alareunalla ilman törmäysvaaraa.
Revolverit pystyvät myös liikkumaan pää- ja vastakaran alle, minkä myötä vältytään törmäyksiltä.
Uuteen sorvausjyrsinkeskusmalliin on tarjolla useita automaatiovaihtoehtoja, mukaan lukien integroidun 2-akselinen työkappaleen käsittely-yksikkö ja/tai iXcenter-robottisolu. Index iXpanel -ohjausratkaisu on versio Siemens S 840D SL-alustasta. Indexin koneuutuus esiteltiin yleisölle viime syksyn EMO-tapahtumassa Milanossa. Index-Traub järjestää Open House -tapahtuman tehtaallaan Saksan Reichenbachissa huhtikuussa.
Evomax työstökonemyyntitiimi on saanut vahvistuksekseen myynti-insinööri Hannu Heikkisen. Heikkinen on aloittanut myyntipäällikön toimessaan 1.3.2022.
Hannu Heikkinen
Heikkisellä on kokemusta alalta jo 16 vuoden ajalta ja konepajojen ja teollisuuden toimijoiden arki ja haasteet ovat hänelle tuttuja. Heikkinen lähteekin innolla auttamaan asiakkaita ja etsimään heille sopivia koneita ja ratkaisuja.
”Evomax on melko nuori yritys, mutta silti kokenut tekijä alalla. Mukavaa päästä remmiin rakentamaan ja kasvattamaan yritystä. Tuotetarjoama on laadukas ja kehittyy nopeasti laajemmaksi”, Hannu Heikkinen sanoo.
”Olemme etsineet kokenutta työstökonemyyjää vahvistamaan Evomaxin kasvua. Iloksemme voimme julkaista, että Hannu tulee vahvistamaan tiimiämme. Hannulla on osaamista yleisten keskikokoisten CNC- koneiden myynnin lisäksi, myös pitkäsorvien sekä isojen koneiden myynnistä. Hannu on työurallaan toiminut myös Evomaxin uusimman edustuksen Star Micronicsin myyjänä, joten hän pääsee varmasti nopeasti vauhtiin asiakkaiden palvelemisessa”, kertoo Mauri Kautto, Evomaxin toimitusjohtaja.
Konekuriirin numero 3/2022 on ilmestynyt. Aina ajankohtainen metallin konemarkkinoiden ammattipaketti – Uusin teknologia ja alan tuoreimmat uutiset. Investointiartikkeleja tässä numerossa mm. Nurmeksesta, Sievistä, Helsingistä ja Marttilasta.
Lue Konekuriiri – Metallin kiinnostavimmat koneet, laitteet, tarvikkeet ja palvelut. Aina täyttä koneasiaa.
Kun Nurmeksen Työstö ja Tarvike Oy kaipasi kapasiteettia vaativaan isokokoisten työkappaleiden koneistukseen, huomio kiintyi saksalaisen Kepplerin koneistuskeskustarjontaan. Muutamien määrätietoisten operaatioiden jälkeen kuusiakselinen Keppler HDC 3000 saapui Nurmekseen projektitoimituksena alkuvuonna.
Nurmeksen Työstö ja Tarvike eli NTT on yli nelikymmenvuotiset perinteet omaava pohjoiskarjalainen metallinkäsittelijä. Yrityksen perustivat Vuokko ja Martti Kähkönen vuonna 1980 ja toimikenttä laajeni pian alun korjaus-, hitsaus- ja sorvaustöistä monipuoliseksi alan toimijaksi.
Toisessa sukupolvessa nyt toimivan perheyritys tekee niin hitsaukset, levytyöt, vaativat koneistukset kuin loppukäsittelytkin itse ja palvelee mm. useampiakin lähialueen kookkaita kansainvälisesti toimivia konepajayrityksiä.
”Kokonaisvaltaisuus on asiakkaillemme tärkeää. Toimitamme tuotteet käyttövalmiina ja kokoonpantuina tarkoituksiinsa”, kertoo toimitusjohtaja Mika Kähkönen, joka luotsaa yritystä veljensä Marko Kähkösen kanssa.
Kone Lisää NTT:n mahdollisuuksia vaativassa koneistuksessa. ”Mielenkiintoisia projekteja odotetaan. Kannattaa haastaa meidät töihin”, kertoo Mika Kähkönen.
Koneita ja laitteita monipuolisesti
NTT suunnittelee, räätälöi ja toteuttaa metallista alihankintatyyppisesti monenlaista.
Lisäksi oma ehdoton erikoisosaamisen sektori liittyy kiventyöstökoneiden ja laitteiden suunnitteluun ja valmistukseen. Yhteistyö Nunna-Uunin kanssa alkoi 1980-luvun puolivälissä ja
on jatkunut siitä lähtien.
Kivenkäsittelykoneita tehdään nykyisin myös laajemmillekin markkinoille. Yksi sovellus ja samalla oma tuote on kivinäytteiden tutkimuskäytössä tarpeellinen näytekairausten halkaisuun tarkoitettu sydänkairasaha NTT Coresaw, jonka markkinat ovat varsinkin Pohjois-Amerikassa.
”Tuote on johdannainen pitkästä kivenkäsittelyn koneiden valmistuksesta. Esittelimme koneen ensi kerran kymmenisen vuotta sitten alan suurimmilla messuilla Kanadassa Torontossa ja sen jälkeen koneita on toimitettu varsin säännöllisesti. Olemme edelleen mukana messuilla ja vuosittain valmistamme reilut kymmenisen konetta sekä asiaan liittyvää tekniikkaa ”, tuotesektorin asioista yrityksessä vastaava Marko Kähkönen kertoo.
Potentiaalia kookkaaseen vaativaan koneistukseen
NTT toimii nykyisin Nurmeksen Hyvärilän alueella noin 2500 neliömetrin tiloissa.
Kookkaampi tilalaajennus toteutettiin viimeksi kymmenisen vuotta sitten.
Kookasta teknologiaa projektina Nurmekseen. Keppler HCD 3000:n kuuden samanaikaisesti liikkuvan akselin myötä koneella voidaan koneistaa kappaleita viideltä sivulta samalla kiinnityksellä.
NTT työllistää nyt hieman toistakymmentä henkilöä ja omaan tekemiseen luotetaan vahvasti.
Konekanta on viime vuosikymmenenä toiminnan kasvaessa laajentunut ja käytössä on ajanmukaista teknologiaa mm. sorvaukseen, Okuman Multus- ja Hyundai-Wian L26000SY -monitoimisorvit.
Viimeksi mainittu on niistä uudempi, se hankittiin toimeensa parisen vuotta sitten.
Saksasta muutaman vuoden käytössä ollut ja tehtaalla sen jälkeen mm. ohjaukseltaan modernisoitu kookas kone, kuusiakselinen Keppler HDC 3000-koneistuskeskus.
Keppler on Suomessa harvinainen konemerkki, Karl Keppler Maschinenbau on perustettu Saksan Pfullingenissa vuonna 1965, ja siellä toimii edelleen yrityksen päätoimipaikka.
Nykyisin yritysnimi on Staedler Keppler Maschinenbau.
Yhtenä erikoisalueenaan NTT valmistaa kivenkäsittelykoneita pitkin perintein. Tutkimuskäyttöön suunniteltu ja toteutettu kivenkairauksien halkaisukone NTT Coresaw on patentoitu tuote mm. Pohjois-Amerikan markkinoille. Koneen vierellä Marko Kähkönen (oikealla) ja Mika Kähkönen.
Keskeisen HDC-koneistuskeskussarjansa Keppler esitteli vuonna 2007 ja sarjaan kuuluu malleja eri kokoluokkiin. HDC 3000:a valmistetaan pyörö- ja kiinteäpöytäisinä versioina, Nurmekseen hankittu HDC on kuusiakselinen kone 3000/1500/1400 mm:n X/Y/Z-akseliliikkein.
Pyöröpöydän halkaisija on 2300 mm ja kappaleen maksimi korkeus ja -pituus ovat 1400 mm ja 3700 mm. Pöydän kapasiteetti on 6000 kg.
Kuudella akselilla viideltä sivulta
Uusi Keppler on NTT:lle täsmähankinta tarpeeseen.
”Tarvitsimme tänne kookkaan ja suorituskykyisen moniakselisen koneistuskeskuksen, ja itse asiassa etsimme sopivaa jo parisen vuotta. Erään kerran sitten vain huomioni kiintyi verkossa tehtaan myynnissä olleeseen Keppler HDC 3000-malliin.”
NTT palvelee mm. kansainvälisesti toimivia konepajayrityksiä. Kuvissa esimerkkejä tuotannosta, esimerkiksi kuvien kookkaat jigit on toteutettu itse alusta toimitusvalmiiksi saakka.
”Ajattelin, että tuossahan se kone nyt sitten olisi”, Mika Kähkönen kertoo.
”Erityisesti koneessa kiinnosti sen akselikokoonpano ja erittäin suorituskykyinen kara. Koneen kuusi samanaikaisesti liikkuvaa akselia mahdollistavat koneistuksen viideltä sivulta samalla kiinnityksellä, ja se oli tämän koneen varsinainen pointti.”
Koneen hankinta toteutettiin Machineryn kautta.
”Otin yhteyttä Machineryyn, joka toimitti Hyundai-Wian koneen pari vuotta sitten. Kepplerin koneet eivät ole Machineryn paletissa, mutta Kari Pirttilä lupasi mielellään apua projektissa ja hän otti yhteyttä tehtaalle.”
Ensi alkuun NTT:n tarkoitus oli hankkia viisiakselinen kiinteäpöytäinen HDC 3000, mutta matkan varrella se vaihtui ja hankimme tämän niin ikään tehtaan modernisoiman kuusiakselisen pyöröpöydällä varustetun koneen, joka sopii mielestäni tarkoitukseen vielä paremmin. Saimme yhden akselin kaupan päälle. Vähintäänkin onnistunut projekti siis”, Kähkönen naurahtaa.
Käyttöönsä vasta-asennettu Heidenhain iTNC 530-ohjauksella varustettu kone aloittelee kohta toimintaansa NTT:llä ja odotukset ovat yrityksessä korkealla.
”Asiakkaamme ovat osoittaneet kovasti mielenkiintoa suorituskykyistä konetta ja sen mahdollisuuksia kohtaan. Kone lisää mahdollisuuksiamme kookkaassa koneistuksessa ja kuuden simultaanisen akselin myötä sillä voidaan valmistaa yhdellä kiinnityksellä esimerkiksi vaikkapa vaativia kolmilapaisia potkurimuotoja. Otamme mielellämme haasteita vastaan. Katsotaan, mitä kaikkea tällä koneella voidaan jatkossa toteuttaa”, sanoo Mika Kähkönen.
Okuma on esitellyt MA-H-sarjaansa uuden mallin MA-8000H kookkaiden työkappaleiden automatisoituun valmistukseen. Koneen tuotantokapasiteettia on lisätty aiemmasta ja tuottavuus on parantunut uusien automaatiomahdollisuuksien ansiosta. Lisäksi energiankulutusta voidaan automaattisesti ja kestävästi vähentää erikoisominaisuuksien kautta.
Uuden MA-8000H:n käsittelyn kokoluokkaa ja suoritusominaisuuksia on lisätty Okuman mukaan huomattavasti edelliseen vastaavaan kookkaaseen malliin verrattuna, näin kone pystyy käsittelemään suuria ja painavia työkappaleita entistä paremmin. Kone voi työskennellä 800 x 800 mm:n paletilla 1 400 x 1 200 x 1 350 mm:n akseliliikkein ja työkappaleen maksimipaino koneelle on 3 000 kg. Kestävät ja tehokkaat karat varmistavat osaltaan korkean koneen käytettävyyden.
Okuma MA-H-sarjan malli MA-8000H on uudistunut.
Tuottavaa keskeytymätöntä valmistusta
Okuman mukaan MA-8000H voidaan varustaa erilaisin pneumaattisin tai hydraulisin palettiratkaisuin, mikä mahdollistaa koneen monipuolisen miehittämättömän käytön. Näin voidaan toteuttaa sujuvasti esimerkiksi automaattiset lastaus- ja purkuprosessit koneistuksen aikana.
Koneen tehokas lastunpoisto tuo osaltaan koneelle kapasiteettia. Okuman oma ns. Sludgeless Tank -ratkaisu estää hyvin pienten lastujäämien kerääntymisen jäähdytysnestesäiliöön, ja vähentää isosti myös sen puhdistamiseen tarvittavaa vaivaa.
Koneessa on helppokäyttöinen Okuma OSP-P300MA ohjausjärjestelmä, mitä
voidaan täydentää asiakkaan pyynnöstä erilaisilla ohjaustekniikan sovelluksilla. Myös uuden koneistuskeskuksen asennusta ja ylläpitoa on nyt huomattavasti yksinkertaistettu käyttäjäystävällisen konesuunnittelun ansiosta.
MA-8000H on monipuoliset automaatiomahdollisuudet tarjoava ratkaisu kookkaiden työkappaleiden valmistukseen.
Suunniteltu energiaa säästäväksi
Yrityksille on yhä tärkeämpää vähentää merkittävästi hiilidioksidipäästöjään erityisesti puolijohteiden valmistuksessa, uusiutuvassa energiassa tai e-ajoneuvoja valmistettaessa. Okuma täyttää vaatimuksen uuden MA-8000H:n myötä erilaisten energiaa säästävien ominaisuuksien ansiosta: Okuman koneiden tapaan Thermo Friendly Concept konsepti mahdollistaa korkean mittavakauden ja tarkkuuden myös pitkäaikaisessa käytössä. Integroitu ECO Suite plus tarjoaa puolestaan innovatiivisen energiansäästöjärjestelmän, jonka avulla käyttäjä voi seurata ja säätää energiankulutusta ja CO2-päästöjä reaaliajassa. Kone vähentää automaattisesti virrankulutustaan tyhjäkäynnillä säilyttäen samalla vakaan tarkkuuden.
Okuma on japanilainen kokonaisvaltainen työstökonevalmistaja, minkä valmistusohjelmaan kuuluvat CNC-koneet, käytöt, karat sekä ohjaukset. Konevalmistaja Okuman edustaja Suomessa on MTC Flextek.
MA-8000H:n toimitukset alkavat Euroopassa heinäkuussa.
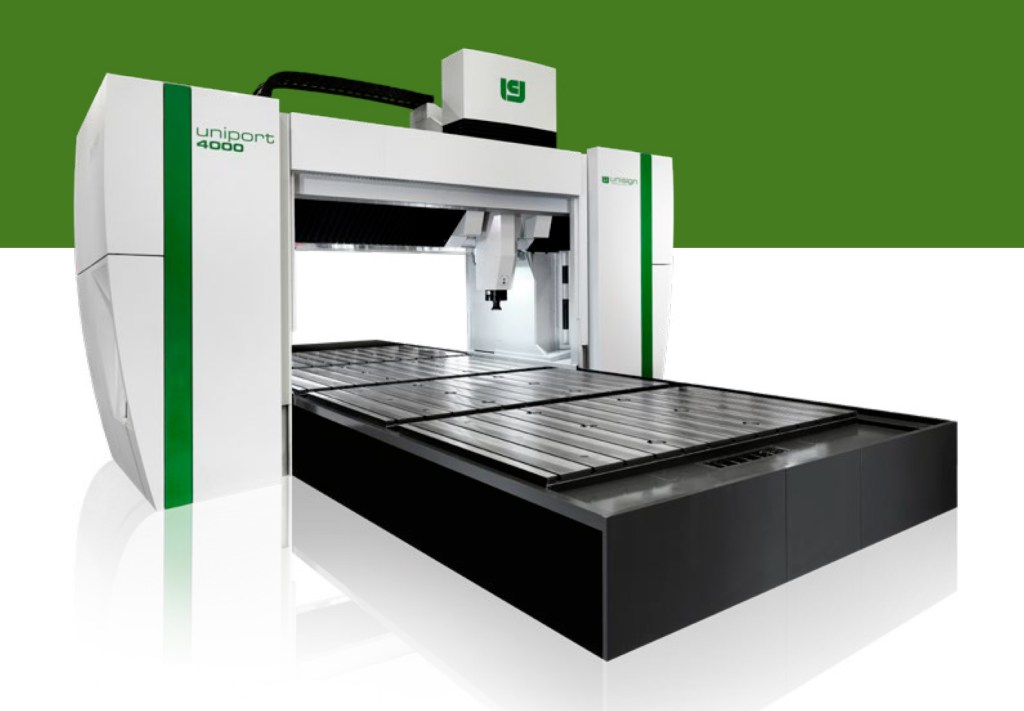
Hollantilainen CNC-työstökeskusten valmistaja Unisign on julkaissut uudistuneen version Uniport 4000-portaalikoneistuskeskuksestaan.
Uniport 4000 on valmistajan Uniport-sarjan pienin malli. Päivityksen myötä kone on uudistunut monessa kohdin.
Kulmapäävarustus optiona
Yksi keskeinen muutos aiempaan on, että kone voidaan nyt varustaa monelta suunnalta tapahtuvan koneistuksen mahdollistavalla kulmapäällä.
Optiona toimitettava oikeanpuoleinen kulmapää on ollut aiemmin saatavissa vain kookkaampiin Uniport 6000-, 7000- ja 8000-tyypin portaalikoneisiin, ja nyt myös 4000-kokoluokkaan.
Uudistunut Uniport 4000-koneistuskeskus kuuluu Unisignin ajankohtaiseen konemallistoon.
Kulmapäävarustuksen myötä koneen Z-liike on samalla aiempaa isompi, nyt aina 750 mm:iin saakka. Pystysuunnassa työalue on mahdollinen aina 1250 mm:iin saakka.
Pituusliikettä koneeseen on valittavissa tarpeen mukaan 4000:sta yli 24 000 mm:iin saakka, ristiliike Y on 1500-3500 mm.
Suorituskyky on kookkaaseen koneistukseen soveltuvaa, suoravetoisen, vesijäähdytteisen pääkaran teho on vakiona 36 kW / 12 000 rpm. Alumiinin tai muovin työstämiseen kone on lisävarusteena varustettavissa 58 kW / 16 000 rpm pääkaralla. Konealustan avoin muotoilu on suunniteltu varmistamaan sujuvan lastunpoiston.
Optiona toimitettavan kulmapään avulla koneella voidaan nyt tehdä myös vaakasuuntaisia koneistuksia.
Mahdollisuus heilurityöstöön
Uniport 4000:ssa työkalunvaihto on kokonaan automaattinen.
Koneessa on vakiona liikkuvassa portaalissa sijaitseva ketjutyyppinen työkaluvarasto ja lisätyökaluja varten voidaan asentaa toinen työkaluvarasto portaalisillan takapuolelle.
Yhteensä koneessa on varastokapasiteettia yli 100 työkalulle. Turvapaneelit suojaavat työaluetta lastuilta ja jäähdytysnesteeltä.
Uniport 4000:n työalue voidaan haluttaessa jakaa irrotettavan väliseinän avulla kahteen erilliseen osaan. Kun yhdellä alueella työstetään, asetustoimia voidaan tehdä toisella alueella.
Edelleen koneessa on mahdollisuus automaattiseen työkalun mittaukseen. Kone mittaa automaattisesti työkalun pituuden ja halkaisijan laserilla, mikä estää kalliita virheitä ohjelmoinnin ja koneistuksen aikana. Muita vaihtoehtoja ovat sisäinen jäähdytys ja mittausanturi.
Pääkäyttö koneessa on vesijäähdytteinen, mikä parantaa lämmönhallintaa ja vähentää melua ilmajäähdytteisiin koneisiin verrattuna.
Pääkaran teho koneessa on 36 kW / 12 000 1/min, lisävarusteena 58 kW / 16 000 1/min. Kamera ja screeni mahdollistavat visuaaliset näkymät työalueelta ohjaukselle.
Suoraan tehtaan lattialle
Alleen Uniport 4000 ei vaadi erityisperustaa ja se sijoitetaan suoraan tehtaan lattialle. Tämä tarkoittaa, että asennusaika on lyhyt ja kone voidaan tarvittaessa helposti siirtää.
Koneen mitat ovat pituussuunnassa X-akseli+4800 mm, leveys Y-akseli +3700 mm ja korkeus 3200 mm.
Unisign ilmoittaa toimittavansa uudistettua Uniport 4000-mallia kokonaiskonseptina, joka voidaan mukauttaa asiakkaan erityisvaatimuksien mukaisesti. Mukana tulevat tarvittaessa mm. kiinnitysadapterit (hydrauliset, tyhjiö- ja magneettiset), koneistuspäät, työkalut ja CNC-ohjelmat. Unisignin Suomen edustaja on Masentia.
DMG Mori on lanseerannut uutuuskeskuksen, mikä yhdistää 5-akselisen koneistuksen ja ainetta lisäävät toiminnot yhteen kokonaispakettiin.
Ainetta lisäävän valmistuksen eli AM:n käyttö teollisuudessa on kasvanut viime vuosina. Ainetta lisäävän valmistuksen avulla on mahdollista toteuttaa muotoja, joita on usein haastavaa tai mahdotonta valmistaa perinteisin menetelmin.
Uusien tuotteiden ohella tuotantomenetelmien monimuotoisuus ja prosessi-integraation mahdollisuudet kiinnostavat yhä useampia yrityksiä myös pinnoitukseen ja korjaustoimintoihin.
Pinnoituksiin ja korjauksiin
DMG Morin ohjelmassa AM-alueen sovellutukset ovat yksi osa, ja yritys valmistaa uutena siirtonaan nyt myös hybridikoneita, joissa AM-teknologian mahdollisuuksia yhdistetään perinteiseen koneistusteknologiaan.
Lasertec 3000 DED -hybrid on alueen uutuus, minkä myötä voidaan tehdä monipuoliset koneistukset ja pinnoitukset yhdellä koneella ja myös yhdellä kappaleenkiinnityksellä.
Kone on perustaltaan 5-akselinen koneistuskeskus kolmella lineaariakselilla (X,Y,Z), B-akselilla (sorvaus/jyrsintäkara) ja C-akselilla (pää-/vastakara). Erikoisuus on se, että koneen sorvaus-/jyrsintäkara voidaan varustaa käyttöön kiinnitettävällä, samanaikaiseen jauheensyöttöön ja lasersäteilytykseen soveltuvalla AM-päällä (Direct Energy Deposition, DED).
Laserteho AM-päässä on 3 kW. Jauhesyöttöön mahdollinen materiaalivalikoima on DMG Morin mukaan laaja, ja materiaaleja voidaan tulostusprosessin aikana myös vaihtaa. Eri metallijauheita voidaan sekoittaa ennen levittämistä, jolloin voidaan komposiittimateriaaleja ja toteuttaa erilaisia pinnoitus-, korjaus- ja pinnoitusprosesseja koneistuksen yhteydessä.
Lasertec 3000 DED -hybridikone tekee sorvauksen ja jyrsinnän sekä ainetta lisäävät toiminnot samassa yksikössä.
Turvallinen prosessi
Uutuusmallilla voidaan pinnoittaa työkappaleita 400 mm × 1 321 mm:n kokoluokkaan saakka ja käyttökohteet ovat moninaiset. Niihin kuuluvat mm. pitkien akselien ja hammaspyörien pinnoitukset ja erilaiset korjausratkaisut (kuten turbiinin siivet, työkalut, muotit) sekä kuluneiden osien sorvaus ja jyrsintä, pinnoitus ja viimeistely, joihin DED-teknologia hyvin soveltuu.
DMG Morin mukaan hybridikoneen DED-prosessi turvalliseksi ja luotettavuuteen on kiinnitetty erityistä huomiota. Erityinen AM Assistant -kokonaisuus valvoo pinnoitusta, varmistaa tasaisen laadun ja estää tuotantovirheitä kalibroimalla automaattisesti jauheen virtauksen ja tarkkailemalla suuttimen toimintaa.
Ulkoisesti kone on suunniteltu käsittelyluokkaansa nähden kompaktiksi. Leveyttä kokonaisuudella on 6876 mm mukaan lukien työkaluvarasto 38 työkalun varasto. Syvyyssuunnassa kone vaatii tilaa 4 510 mm.
Sandvik Coromant on julkaissut kaksi uutta erityisesti tarkkaan koneistukseen suunniteltua mikroporien tuoteperhettä. CoroDrill 462 ‑pora -XM-geometrialla ja CoroDrill 862 ‑pora -GM-on tarkoitettu pienten osien valmistukseen mm. lääketieteen alueella sekä, autoteollisuudessa, elektroniikassa ja ilmailualalla. Uudet porat on suunniteltu soveltumaan monille erilaisille työkappalemateriaaleille korkeaa tarkkuutta edellyttäviin käyttökohteissa.
Laitteet käyvät useilla eri teollisuudenaloilla yhä pienemmäksi. Tämä näkyy etenkin elektroniikan saralla, jossa modernit laitteet ovat entistä pienempiä ja sisältävät entistä enemmän ominaisuuksia. Lääketieteen alalla taas kirurgin tekemien leikkausten kokoa ja määrää vähentävien tekniikoiden suosio on kasvussa, mikä edellyttää entistä monimutkaisempia kirurgisia välineitä. Tekniikan käydessä yhä pienemmäksi ja kehittyneemmäksi valmistajat tarvitsevat työkaluja, joilla voidaan tuottaa pienempiä, monimutkaisempia osia.
Porausasiantuntijat nimittävät halkaisijaltaan alle kolmen millimetrin reikien poraamista mikroporaamiseksi. Tällaisia reikiä on paljon esimerkiksi elektroniikan alalla, jossa työkappaleet voivat olla vain muutaman millimetrin sadasosan paksuisia. Yleisempiin käyttökohteisiin kuuluvat kuitenkin ilmailuala, muotinvalmistus sekä lääketieteellisten laitteiden valmistus.
Mikroporaamisen haasteisiin
CoroDrill 462 ja 862 edustavat Sandvik Coromantin mikroporien uutta sukupolvea. Porat ovat saatavilla uusilla geometrioilla, jotka kasvattavat lastuamishalkaisijoiden ja -pituuksien valikoimaa. Porat tarjoavatkin aiempiin valikoimiin verrattuna entistä laajemman valikoiman tuotteita.
Porat on mukautettu erityisesti mikroporaamisen haasteiden ratkaisemiseen. Esimerkiksi syvien reikien mikroporauksessa on tärkeää käyttää laadukasta lastuamisnestettä, joka poistaa lastut tehokkaasti, aivan kuten myös makrotason käyttökohteissa.
Sekä CoroDrill 462- että 862-poralla voidaan helposti porata yhdeksän kertaa halkaisijan (xD) syvyisiä reikiä käytettäessä ulkopuolista lastuamisnestettä. Vähintään 1,00 mm:n poraushalkaisijoille ja enintään 16xD:n reikäsyvyyksille on saatavilla myös lastuamisnestekanavan sisältävä vaihtoehto. Lastuamisnesteen tehokas käyttö sekä auttaa työkaluja poraamaan syvempiä reikiä että pidentää työkalujen kestoikää ja vähentää lastutukosten riskiä.
CoroDrill 462 ‑poran avulla voidaan tehdä reikiä 3,00 millimetriin asti. Pora on ihanteellinen umpi- ja läpireikien poraamiseen sekä soveltuu useiden eri ISO-materiaalien (kuten ISO P, M, K, N, S, O ja H) poraamiseen. CoroDrill 462 tarjoaa valmistajille monipuolisen porausratkaisun 6xD:n poraussyvyydellä.
CoroDrill 862 soveltuu halkaisijaltaan 1,00–3,00 mm:n reikien valmistamiseen kaikissa materiaaleissa sisäpuolisen lastuamisnesteen kanssa käytettynä. Perinteisen poraamisen lisäksi CoroDrill 862 soveltuu moniin muihin poraustoimintoihin, kuten risteävien reikien tekemiseen, pinkkojen poraukseen sekä kuperien ja koverien pintojen poraamiseen.
Käyttövalmiita, tarvittaessa mukautettavia
CoroDrill 462 ja 862 ovat sellaisenaan käyttövalmiita täyskovametallisia työkaluja, mutta ne ovat tarvittaessa myös mukautettavissa. Sandvik Coromant tarjoaa osana valikoimaa mahdollisuuden määrittää työkaluja halkaisijoiden, käyttöpituuden, porrashalkaisijan pituuden ja varren halkaisijan perusteella valmistajille, jotka tarvitsevat mikroporauksessa räätälöityjä ratkaisuja.
Lisäksi asiakkaat voivat halutessaan ostaa CoroDrill 862 ‑poran teräsärmällä, jossa on monikiteisellä timanttisuoni (PCD).
PCD kestää kulumista jopa sata kertaa paremmin kuin täyskovametalli. Lisäksi PCD-työkalut ovat tarkempia ja voivat tuottaa tiukempia toleransseja kuin täyskovametalliset työkalut. PCD on siis erinomainen vaihtoehto asiakkaille, joiden tulee porata mikrokokoisia reikiä tunnetusti vaikeasti koneistettavissa materiaaleissa, kuten titaani, alumiini, lasi ja keramiikka. CoroDrill 462 ja 862 korvaavat Sandvik Coromantin aiemman R840-valikoiman ja viimeisimmän 862-mikroporavalikoiman.