Luonnikasta lokakuuta! Konekuriirin lokakuun numero 8/2022 on nyt luettavissa. Metallin kone- ja laitemarkkinoiden ajankohtaisimmat uutiset ja keskeiset tapahtumat – Teknologiaa, messuasiaa: AMB- ja Alihankinta-katsaukset, EuroBLECH-ennakoita. Kiintoisia investointijuttuja ja tietysti vaikka mitämuuta!
FB Ketjutekniikka Oy muokkaa tuotantoaan tehtaallaan Raumalla. Amada Ensis AJ-kuitulaser+ASF II EU-varasto siirtää ketjuissa tarvittavien sivulevyjen tuotannon nopeuden ja joustavuuden kertaheitolla nykypäivään.
FB Ketjutekniikan tuotteita ovat kuljetinketjut, joita valmistetaan ketjuilla tapahtuvaan materiaalinsiirtoon liittyen ja varustellaan eri teollisuuden aloille asiakkaille kustomoituina. Ketjujen käyttäjinä puu- ja paperiteollisuus on keskeistä asiakaskuntaa.
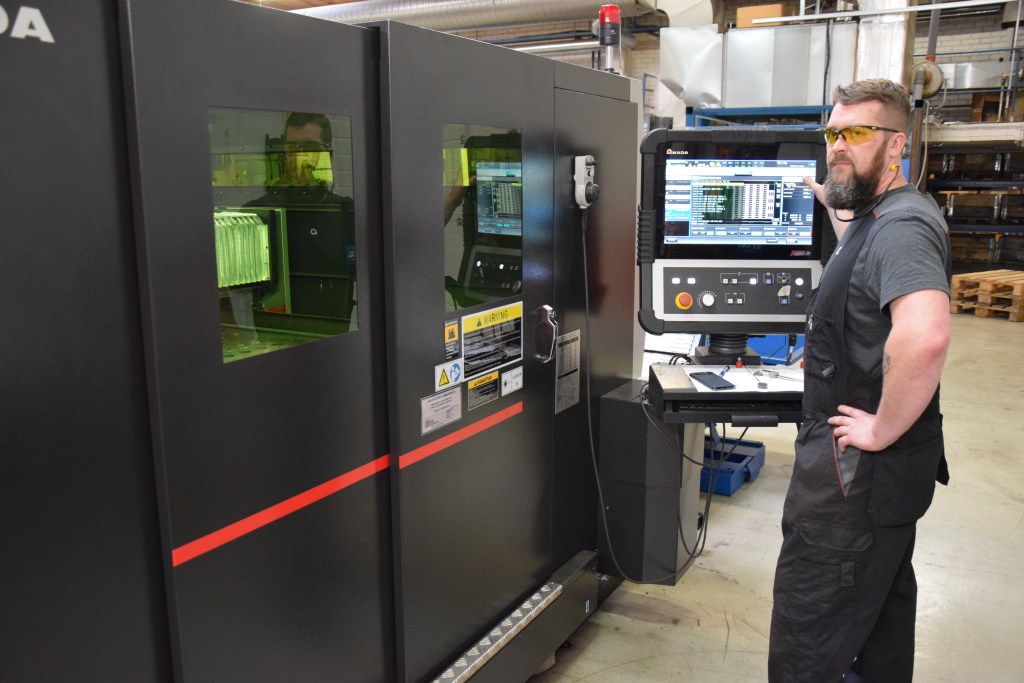
Tuottavuutta leikkaustöihin. Koneen vierellä Sami Stenfors ja Toni Heino.
Nyt noin 65 henkilöä Rauman Lapissa työllistävä FB Ketjutekniikka Oy, joka myös sivutoiminimellään FB Ketju tunnetaan, on osa FB Groupia, jonka omistaa Tukholman pörssissä noteerattu Addtech AB. Rauman Lapissa tuotannon juuret kulkeutuvat aina vuoteen 1945 ja Ammus Oy ja Lönnström Oy-nimisiin yhtiöihin, Addtech osti aikanaan Suomen Ketjutekniikaksi muuntuneen yrityksen vuosituhannen vaihteessa.
FB Group muodostuu kuudesta itsenäisestä sisaryrityksestä, jotka sijaitsevat eri puolilla Eurooppaa
Lapissa tehdyt kuljetinketjut suuntaavat vahvasti maailmalle, lähes 80 prosenttia tuotteista lähtee Suomen ulkopuolelle.
Kuljetinketjuja maailmalle, eri kokoisia ja näköisiä asiakkaalle räätälöitynä. Kuvan paketti on aloittamassa matkaansa asiakkaalle Indonesiaan.
Sivulevyt tarkkuustyönä
Ketjua lähtee Lapin tehtaalta asiakkaille vuosittain 250-300 kilometriä.
Materiaalien osalta käytössä ovat tarkoin valitut karkaistut teräkset, jotka voidaan myös kierrättää. Lastut ja hukkateräs kerätään talteen ja kierrätetään palauttamalla se uudelleen terästehtaan raaka-aineeksi.
”Yhteistyö asiakkaiden kanssa, tasokkaat materiaalit, kova osaaminen sekä asiallinen tuotantoteknologia hitsauksessa, koneistuksessa ja kokoonpanossakin mahdollistavat asialliset ja kestävät tuotteet”, kertoo tuotantopäällikkö Sami Stenfors.
Kun ketjujen valmistuksesta puhutaan, tarkkuus on kriittinen elementti. Toisaalta, kuten muuallakin, valmistuksen tulisi olla myös tehokasta.
Yksi viimeaikojen iso loikka FB Ketjutekniikan tuotannossa liittyi kuljetinketjuissa tarvittavien sivulevyjen valmistukseen ja niiden tuotannon olennaiseen tehostamiseen.
”Sivulevyt ovat ketjukomponenttien olennaiset osat ja ne on meillä perinteisesti tehty lattaraudasta lävistämällä, minkä etuna on tarkka ja suora lävistys tapin ja holkin rei’ille ja siten tiivis puristussovite tapille ja holkille sivulevyihin.
Toisaalta haasteensakin menetelmällä on ollut, erityisesti tuottavuuden näkökulmasta.
Amada Ensis AJ tehostaa tuotantoa FB Ketjutekniikalla Rauman Lapissa. Koneella leikkaa Toni Heino.
”Jokaiselle reiälle on lävistyksessä oltava oma työkalunsa. Jos reiän koko muuttuu vaikkapa vain kymmenosamillimetrin, pistin ja tyyny hiotaan sen mukaan. Sen myötä asetustenvaihto vie aikaa, tunninkin. Se on tuotannollisesti melkoinen hidaste vaihtelevassa ja asiakaskohtaisessa tuotannossa, millaista tekemisemme on”, Stenfors kertoo.
Tehokkuusloikka tuotantoon
Sivulevyjen tuotanto muuttui olennaisesti Lapin tehtaalla nyt hiljattain, kun yritys löysi ennakkomietteidensä vastaisesti yllättäen nykypäivän lasertekniikasta tähän päivään paremmin sopivan ja tehokkaan ratkaisun sivulevyjen tuotantoonsa.
Se siirsi niiden valmistuksen kertaheitolla nykypäivään.
Tuotantotilojen komistuksena ja yrityksen asiakkaiden silmänilona Lapin tiloissa toimii sivulevyjen tuotannossa nyt 6 kW:n leikkaustehoin 1,5x 3 metrin pöytäkoolla varustettu Amadan Ensis.
Kone on samalla yrityksen ensimmäinen laserleikkauskone.
”Sivulevyjen valmistukseen olemme miettineet lävistyksen sijaan leikkausmenetelmää jo pitempään, mutta tutkittujen vaihtoehtojen tarkkuus ei ole riittänyt. Tämä Amadan kone oli kuitenkin tässä mielessä yllätys. Se yllätti ensimmäisen kerran silloin, kun se meille esiteltiin. Kun sitten demoajoissa esittelyssä mainittuihin tarkkuuksiin myös päästiin, alkoi sivulevyjen tuotannon muutosprosessi edetä.”
Ketjujen sivulevyt ja korvakkeet syntyvät uudella koneella tarkasti ja nyt myös huomattavasti aiempaa nopeammin. Leikkaustehoa on 6 kW.
”Vanhaan menetelmään verraten tuotanto koneella on riittävän tarkkaa, mutta samaan aikaan paljon tehokkaampaa. Kun nesti on tehty, nykytekniikalla sen ja leikkausasetusten valinta käyvät parissa minuutissa. On siinä melkoinen ero aiempaan menetelmäämme, aikaa ei enää haaskaannu vaihtoihin ja tuottavuus kasvaa melkoisesti”, Stenfors sanoo.
Kokonaispaketti tuotantoon
Amadan Ensis AJ on vinohammaspyöräakseleilla ja valmistajan omalla kuitulaserresonaattorilla varustettu laserleikkauskone 3-, 6-, 9- ja nyt uutuutena myös 12 kW:n lasertehoin.
Koneen yhteyteen FB Ketjutekniikka hankki ASF II 3015 EU-korkeavaraston. Näin myös miehittämätön ajo onnistuu.
Koneen ominaisuuksiin kuuluu mm. juuri FB Ketjutekniikan arvostama tarkkuus, paikoitustarkkuudeksi toistossa valmistaja ilmoittaa ± 0,01mm.
Säteen tarkkuutta ja hallintaa lisää osaltaan koneen Auto Collimation Unit, työn nopeutta ja laatua Variable Beam Control. Lisäksi pakettiin kuuluu nippu muuta työn tehokkuutta, kunnossapidon helppoutta ja työn valvontaa lisäävää automaatiota. Konetta ohjataan AMNC 3i -ohjauksella.
Lapissa leikataan nyt hapella, mutta paineilma kiinnostaa jatkossa.
Koneen yhteyteen FB Ketjutekniikka hankki ASF II 3015 EU-korkeavaraston ja ylimääräisen purkupöydän. Niiden myötä käy jatkossa myös miehittämätön ajo.
”Kone on meillä ensimmäinen laser, mutta hieno asia oli, että aiemmin meillä lävistystöitä tehnyt kaveri eli Toni Heino Toni kiinnostui uudesta teknologiasta ja on ottanut asioita haltuun. Toki maahantuojan tuki on auttanut asiassa. Olemme päässeet tuotannossa nopeasti liikkeelle. Yhtä hyvää operaattoria laserille kaipaamme Tonin kaveriksi”, Sami Stenfors sanoo.
Kari Harju
FB Ketjutekniikka Oy
perustamisvuosi 1985
Kuljetusketjujen tuotanto, Lappi, Rauma
Osa FB Groupia ja omistajana ruotsalainen pörssiyhtiö Addtech AB
Henkilöstömäärä noin 65
Liikevaihto 12,3 miljoonaa euroa (2022/3)
Laserleikkauskone Amada Ensis AJ 6 kW:n leikkaustehoin+ASF II EU -tornivarasto+purkupöytä
Ohutlevykoneiden ja laitteiden messutapahtuma EuroBlech järjestetään Hannoverissa 25.-28. lokakuuta. Tapahtuman teemaonporttisi älykkäämpään tulevaisuuteen ja teema näkyy messuilla monin tavoin eri valmistajien osastoilla. Prima Power esittelee kookkaalla 1400 neliömetrin osastollaan uusimmat automatisoidut, integroidut ja digitalisoidut ratkaisunsa ohutlevytöihin.
Automaatio ja digitalisaatio ovat nousussa kaikilla toimialoilla ja kaiken kokoisissa yrityksissä.
Yhä useammat ohutlevyä työstävät yritykset omaksuvat uudet mahdollisuudet tuottavuuden lisäämiseksi, toimitusaikojen lyhentämiseksi, kappaleiden tarkkuuden ja laadun parantamiseksi, jätteen vähentämiseksi ja työntekijöiden ergonomian ja turvallisuuden parantamiseksi.
Automatisoidun ja älykkään tuotannon edut ovat avainasemassa valmistavan teollisuuden tärkeimpien haasteiden ratkaisemisessa, niihin liittyvät mm. pula ammattitaitoisesta työvoimasta, korkean laatuvaatimukset, materiaalikustannukset, tuotteiden toimitus, tehokkuus ja kestävyys. Prima Powerin mukaan on selvää, että ratkaisut on valittava kunkin yrityksen erityistarpeiden mukaan, ja niiden on oltava riittävän joustavia pysymään samassa vauhdissa liiketoiminnan kasvun ja jatkuvasti muuttuvien markkinoiden vaatimusten kanssa.
Prima Power tarjoaakin messuilla tarkasteluun laajan valikoiman modulaarisia ja joustavia teknologioita, automaatioita ja ohjelmistoja sekä syvälle juurtunutta kokemusta tarjoten oikean ratkaisun kaikkiin tuotanto- ja investointitarpeisiin.
Prima Power tuo Hannoveriin mm. pitkälle automatisoidun kompaktin ja joustavan uuden sukupolven PSBB-valmistusjärjestelmän, joka integroi lävistys-, leikkaus-, välivarastointi- ja taivutusprosessit yhdeksi kokonaisuudeksi. Esillä on myös sekä Laser Genius+ -koneen Combo Tower Laser –varastointijärjestelmällä ja PSR 2D -poiminta- ja pinontarobotilla varustettuna.
EuroBlechissä Prima Power esittelee myös moninaisia uusia ratkaisuja älykkääseen valmistukseen, mikä mahdollistaa tuotannon hallinnan joka tasolla, edistyneen valvonnan ja diagnostiikan ja tehostetun koneohjelmoinnin. Ohjelmistoratkaisujen lisäksi tuodaan yrityksen mukaan messuilla markkinoille uusia tuotteita, jotka parantavat ohjelmoinnin tehokkuutta ja käyttäjäystävällisyyttä, yksinkertaistettua konevalvontaa ja valmistuskustannusten hallintaa.
Viime vuosina mobiileja automaattitrukkeja hyödyntävien CNC-automaatioratkaisujen määrä on moninkertaistunut teollisuudessa ja kysyntä jatkaa kasvuaan.Näiden sovellutusten käyttöön älykäs ohjaus voi tuoda merkittävää lisäarvoa. Fastems tutkii ja kehittää parhaillaan voimakkaasti yhä tuottavimpia ja taloudellisimpia tapoja AGV- ja AMR-ratkaisujen käyttöön CNC-automaatiossa, kertoo ratkaisumyyntijohtaja Mika Laitinen.
Fastemsin AGV- (automated guided vehicle) tai AMR-ratkaisujen (autonomous mobile robot)käyttökohteet ovat erilaisia – automaattitrukkisovelluksia käytetään apuna materiaalin sisälogistiikassa, työkalujen toimittamiseen koneille ja koneistuspalettien siirtämiseen tuotantoprosessin vaiheiden välillä. Automaattitrukkiprojektien yhteinen tavoite on oikea-aikaiset, turvalliset ja taloudelliset siirrot.
”Nykyisin suurin osa asiakasteollisuuksistamme käyttää jollakin tavalla automaattitrukkeja tai mobiilirobotteja. Olipa kyseessä ilmailu-, puolustus-, koneenrakennus-, lääke- tai alihankintateollisuus, yhä useammissa tuotantotiloissa on käytössä vihivaunuja”, Mika Laitinen sanoo. ”Koneistusautomaatio yhdistettynä AGV- tai AMR-sovelluksiin minimoi tarpeen manuaalisille, raskaille ja aikaa vieville siirroille; vähentää välivarastojen tarvetta, nostaa automaatiotasoa sekä mahdollistaa ennakoitavan tuotantovirran ja valmistusprosessin toistettavuuden juuri samanlaisena.”
Useita T&K-projekteja parhaillaan käynnissä
Asiakastoimitusten ohella Fastems kehittää parhaillaan voimakkaasti vihivaunujen ylemmän tason ohjaukseen liittyviä ratkaisuja.
”Ohjauksemme Manufacturing Management Software (MMS) nostaa automaattitrukkien käytön uudelle tasolle valvomalla ja aikatauluttamalla tuotannon perustuen ERP-ohjelmistossa oleviin asiakastilauksiin ja saatavilla oleviin tuotantoresursseihin”, kertoo Laitinen.
Koneistusautomaatio yhdistettynä AGV- tai AMR-sovelluksiin helpottaa käytännön työtä, nostaa automaatiotasoa sekä mahdollistaa ennakoitavan tuotantovirran ja valmistusprosessin toistettavuuden juuri samanlaisena, kertoo Mika Laitinen Fastemsilta.
Käytännössä MMS ajoittaa tuotantotilaukset käytettävissä olevien tuotantoresurssien, kuten työstökoneiden, työkalujen ja raaka-aineiden mukaan ja lähettää tarvittavat siirtotehtävät vihivaunujärjestelmälle juuri oikeaan aikaan.
”MMS-ohjaus ennakoi resurssitarpeita tuotantotarpeiden mukaisesti ajastamalla tuotantoa seuraavat 96 tuntia etukäteen, joten voimme myös ennakoida ja optimoida tarvittavia siirtotehtäviä. Hyötyjä ovat vihivaunujärjestelmän tasaisempi kuormitus, pienemmät puskurivarastot prosessivaiheiden välillä sekä työntekijöiden mahdollisuus valmistella oikeat tuotantoresurssit oikea-aikaisesti odotusaikojen lyhentämiseksi. Ja kun odottamaton tapahtuu, kuten kiireellinen asiakastilaus tai kone- tai työkalurikko, MMS huomaa sen reaaliajassa ja ajastaa koko tuotantosuunnitelman uudelleen – sisältäen myös automaattitrukkien liikkeet. Niin, että tarvittavat resurssit ovat kuitenkin käytettävissä oikeissa paikoissa, jotta kiireellisimmät työt saadaan tehtyä ajoissa.
Fastemsilla on meneillään useita uusia T&K-projekteja, joiden tavoitteena on löytää, ymmärtää ja kehittää tuottavimpia ja taloudellisimpia tapoja AGV- ja AMR-käyttöön CNC-automaatiossa. ”Tutkimusalue koskee nykyisiä asiakassovelluksia, mutta suuntaa pidemmälle myös sovelluksiin, joissa hyödynnetään mobiileja käsivarsirobotteja. Fastemsilla on kymmenien vuosien kokemus ohjelmistorajapintojen tekemisestä MMS-ohjauksen ja eri järjestelmien välillä, joten voimme integroida minkä tahansa asiakkaan valitseman AGV-merkin”, Mika Laitinen kertoo.
Porvoossa toimiva sopimusvalmistaja PTH-Metalli saavuttaa tänä vuonna 70 vuoden iän. Vähän kuin juhlavuotensa kunniaksi perinteikäs yritys hankki hiljattain uutta iskuvoimaa koneistustoimintoihinsa. Simultaanisen 5-akselisen koneistuksen mahdollistava koneistuskeskus tuo uusia mahdollisuuksia yrityksen asiakaspalveluun.
PTH-Metalli jatkaa Porvoossa vahvassa vauhdissa. Mm. koneenrakentajia ja esimerkiksi kaivosalan toimijoita palveleva sopimusvalmistaja on viime vuosina muokannut toimintojaan eteenpäin mm. tuotantokalustoaan kehittämällä.
Kokonaisvaltaisuus on yrityksen toimintojen ytimessä, yritys satsaa koko osavalmistuksen ketjuun yhdestä paikasta ja saman katon alta.
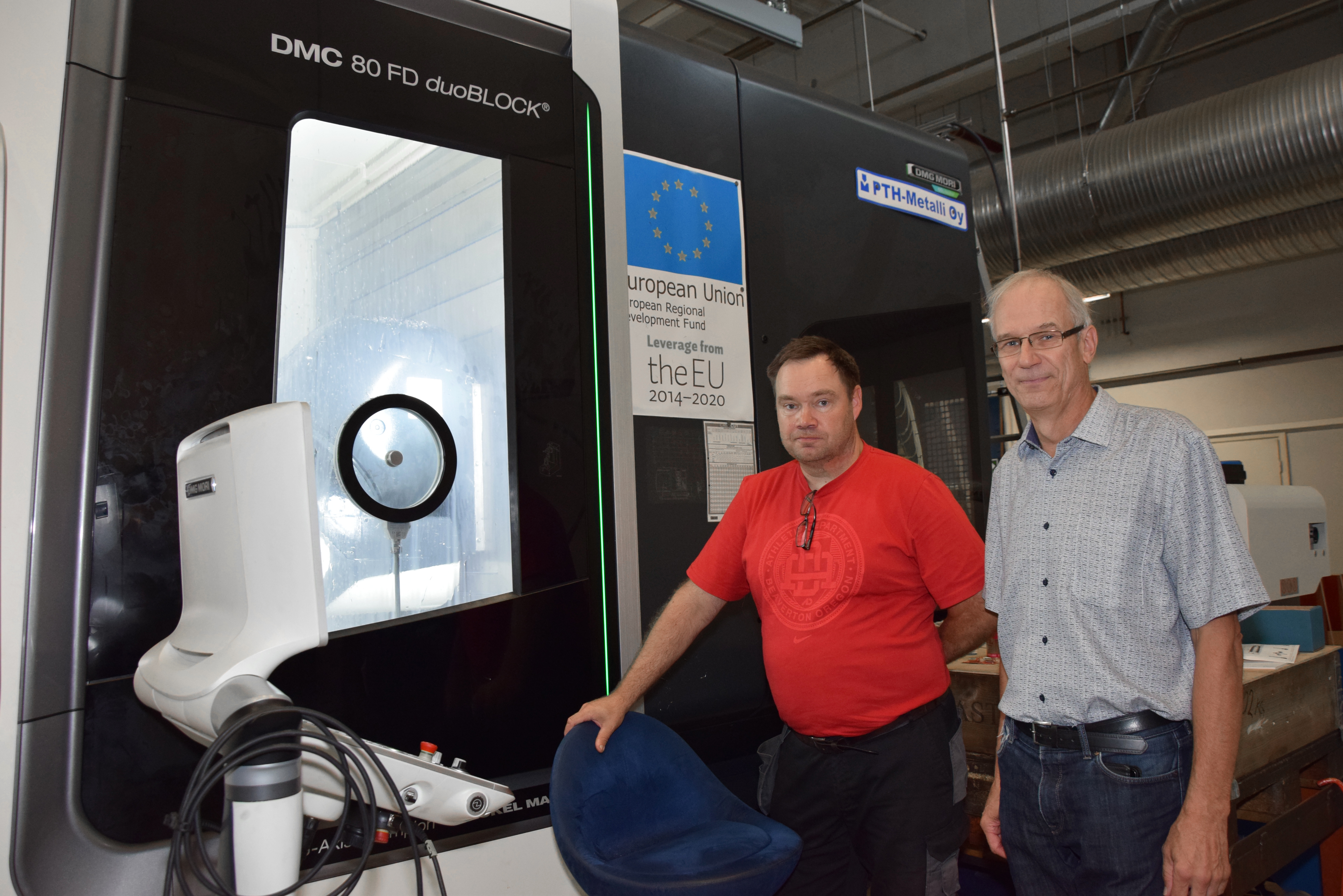
DMG Mori DMC 80 FD doBLOCK-koneistuskeskus palettijärjestelmällä tuo uusia mahdollisuuksia PTH-Metallin tuotantoon, toteavat Ari-Pekka Hänninen (kuvassa oikealla) ja tuotantopäällikkö Christian Westerlund.
”Tarjoamme komponentteja, osakokoonpanoja ja tuotteita loppuun saakka valmiiksi kokonaisuuksiksi saakka. Sen myötä olemme vuosien mittaan kehittäneet kone- ja laitekantaamme eri alueille esikäsittelystä tuotantoon ja viimeistelyyn saakka”, kertoo myyntijohtaja Ari-Pekka Hänninen.
Investointeja PTH on tehnyt viime aikoina mm. laser- ja plasmaleikkaukseen sekä robottihitsaukseen. Iso satsausalue on niin ikään ollut monisivuinen koneistus. Tehokkuus ja kilpailukyky ovat määräävät tekijöitä näiden asioiden taustalla.
”Uudistuminen, vahva ja monipuolinen pitkäaikainen asiakaskunta, osaaminen ja tehokas laitekanta ovat saatelleet varsin hyvin viime kriisienkin yli. Töitä talossa on hyvin”, sanoo Ari-Pekka Hänninen.
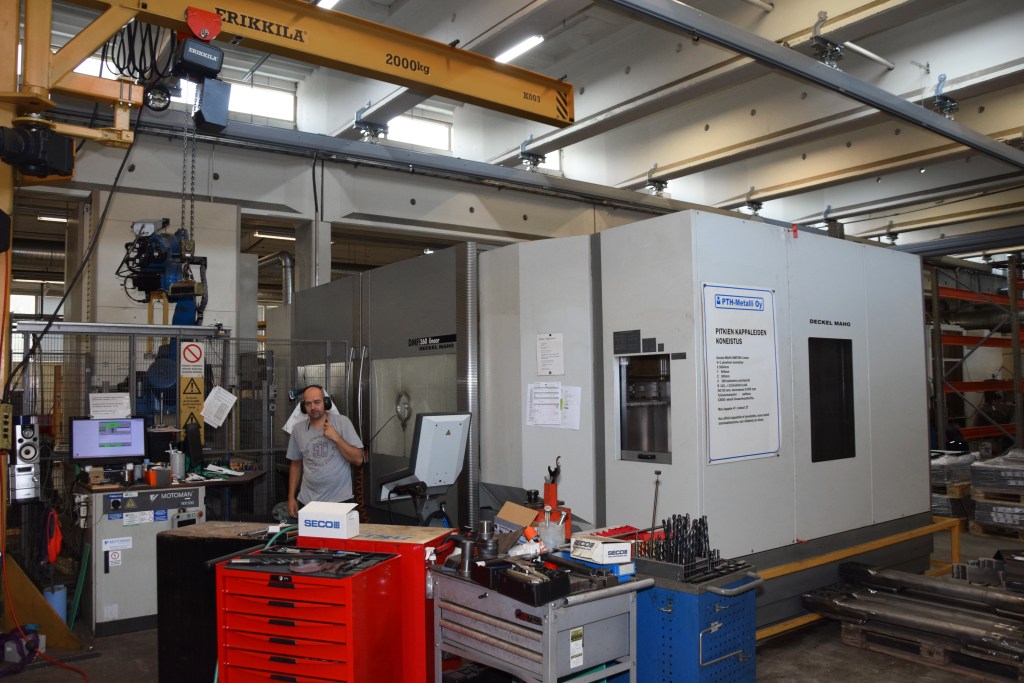
Viime vuosina PTH-Metalli on kehittänyt laitekantaansa ja menetelmiään aktiivisesti eri osastoillaan. Kuvassa koneistuksen aiempaa 5-akselista konekantaa, 4+1 -akselin DMF 360 linear pitkien kappaleiden käsittelyyn.
Porvoonjoen maisemista
PTH-Metalli on nykyaikainen yritys, mutta perinteitä sillä todellakin riittää, nyt jo 70 vuoden mitalta. Porvoon Tako- ja Hitsaus-nimisen yrityksen perusti Porvoonjoen varteen vuonna 1952 metallimies ja seppä ”Pappa” Anderson, ja 1960-luvulta lähtien myös hänen poikansa Veikko ja Varma olivat mukana mm. maataloustarvikkeita tuottaneen yrityksen toiminnoissa.
Melkoisessa kansallismaisemassa toimittiin, pajan originaali paikka oli Porvoon vanhan sillan pielessä ja tuomiokirkon välittömässä läheisyydessä paikalla, missä nykyisin sijaitsee monille muillekin kuin porvoolaisille tuttu turistibussien kääntöpaikka ja vanha tykki Vanhaan Porvooseen menijöitä tervehtämässä.
Pajasta konepajaksi yritys kehittyi vanhojen tilojen käytyä pieneksi, muutto Porvoon Tarmolan alueelle mahdollisti samalla satsaukset koneisiin. Mm. lämpövaraajia ja öljysäiliöitä tehtiin. Kun yritys kasvoi, muutettiin Mestarintielle, jolloin oman maalaamon myötä talossa valmistettiin myös mm. urheiluvälineitä.
Yrityksen toimintaa jatkoivat 1980-luvun alussa Aimo Korhonen ja Kalevi Laitinen, yritys muuttui osakeyhtiöksi ja samalla sen nimi nykyiseksi: PTH-Metalli Oy.
Tilat laajenivat ja yhteistyö mm. Tamrockin Tolkkisten tehtaan kanssa alkoi, ja vienti. Uusi halli valmistui Työpajantielle, konekanta täydentyi CNC-koneilla ja myös pulverimaalaamo saatiin käyttöön.
Vuodesta 2006 PTH-Metallin ovat omistaneet Henry ja Mikael Valtonen sekä Ari-Pekka Hänninen.
Hitsauksen FMS-linja Kuka-robotein on PTH:n muutaman vuoden takainen laitehankinta.
”Näimme tuolloin myyntiin eläköitymisen myötä tulleessa yrityksessä melkoisesti mahdollisuuksia. Heti alkuun tosin iski melkoinen kriisi tuon finanssikriisin myötä vuonna 2008, mutta kun siitä selvisimme, olemme saaneet mennä eteenpäin varsin mukavasti. Yhtään miinusmerkkistä tulosta tämä yritys ei ole tehnyt koskaan”, Hänninen sanoo.
Yksi osoitus nopeasta toipumisesta oli se, että yritys hankki uudet tilat ja muutti tuotannon kehittyessä uusiin kookkaisiin tiloihin kriisin jälkeen Veckjärventielle vuonna 2011, missä se toimii edelleenkin.
”Tilaa on käytössä yli 5500 neliömetriä ja toiminnot sopivat tänne yhä erittäin hyvin”, Hänninen sanoo.
DMG Mori DMC 80 FD duoBLOCK
Viime- ja tämän vuosikymmenen alun mittaan PTH-Metalli on kehittänyt laitekantaansa ja menetelmiään aktiivisesti eri osastoillaan.
Viimeisimpiä satsauksia ovat mm. tuore kookas plasmaleikkauskone sekä FMS-linja hitsaukseen. Myös koneistuksen konekanta on täydentynyt uusin CNC-konein, osastolla toimii useampia sorveja ja jyrsinkoneita, joista osa viisiakselisia.
Koneistuksen alueelle sijoittuu nyt myös yrityksen uusi satsaus, työalueeltaan noin metrin kokoluokkaan ja pöydältään 2000 kg:n kapasiteettiin sijoittuva DMG Mori DMC 80 FD duoBLOCK-koneistuskeskus, minkä toimintaa automatisoi 12-paletin palettijärjestelmä.
”Tämä on meillä ensimmäinen simultaaniseen 5-akselisen koneistuksen mahdollistava koneistuskeskus ja samalla suurin kertainvestointimme koskaan. Kone mahdollistaa monipuolisen käsittelyn yhdellä kiinnityksellä ja tuo merkittävästi uusia mahdollisuuksia, kilpailukykyä ja tehokkuutta tuotantoomme”, Hänninen sanoo.
Simultaaniseen 5-akselisen koneistuksen mahdollistava koneistuskeskus on PTH-Metallin suurin kertainvestointi. Koneen ohjauksella Christian Westerlund.
Kone saapui PTH-Metallin käyttöön alkukesästä ja täyteen tuotantoon se saadaan alkusyksyn mittaan. Koneen rahoituksen mahdollisti EU-rahoitus, minkä porvoolaisyritys sai poikkeuksellisesti.
”Tämä on meille uusi avaus ja työt koneelle ovat osin vielä hakusessa. Aika näyttää, mahdollisuuksiahan tässä on toki vaikka mihin”, Hänninen sanoo.
Uuden koneistuskapasiteetin ohella nyt noin 50 henkilön työpanoksella toimiva PTH-Metalli on viime aikoina palkannut myös uusia koneistajia. Ensimmäiset välitysorganisaation kautta Euroopan ulkopuolelta saapuneet koneistajat ovat hiljattain aloittaneet yrityksen palveluksessa. Loput paikat täytetään lähiaikoina, sanoo Ari-Pekka Hänninen.
Syyskauden avaus! Konekuriirin syyskuun numero 7/2022 on ilmestynyt. Syksyn ensimmäisessä numerossa metallin konemarkkinoiden ajankohtaisimmat, kiintoisimmat koneet ja laitteet sekä tuoreet uutiset. Uutta teknologiaa, ajankohtaisuutisia ja ennakkoasiaa tämän syksyn kiitettävän runsaista messutapahtumista. Investointiartikkeleja mm. Tampereelta, Forssasta, Porvoosta ja Oulusta.
Lue Konekuriiri – Metallin kiinnostavimmat koneet, laitteet, tarvikkeet ja palvelut. Aina täyttä koneasiaa!
Kompressorivalmistaja Gardner Denver Oy, joka kuuluu yhdysvaltalaiseen pörssilistattuun Ingersoll Rand konserniin, jatkaa tuotantonsa automatisointia Tampereen tehtaallaan. Tilaajan, koneen maahantuojan ja automaatiotoimittajan yhteistyönä toteuttama tuotantosolu mahdollistaa monipuolisen, miehittämättömän tuotannon yhdessä valmistusyksikössä.
Nopeutta, tuottavuutta, taloudellisuutta – tavoitteita, jotka ohjaavat tänä päivänä kone- ja laitekannan kehitystä teollisuudessa.
Ja hyvin usein ratkaisulla näiden tavoitteiden toteuttamiseksi on yhteinen nimittäjä, automaatio.
Gardner Denver Oy valmistaa Tampellan ja Tamrockin toimintoihin perinteensä pohjaten kompressoreja ja kompressorikomponentteja Tampereella.
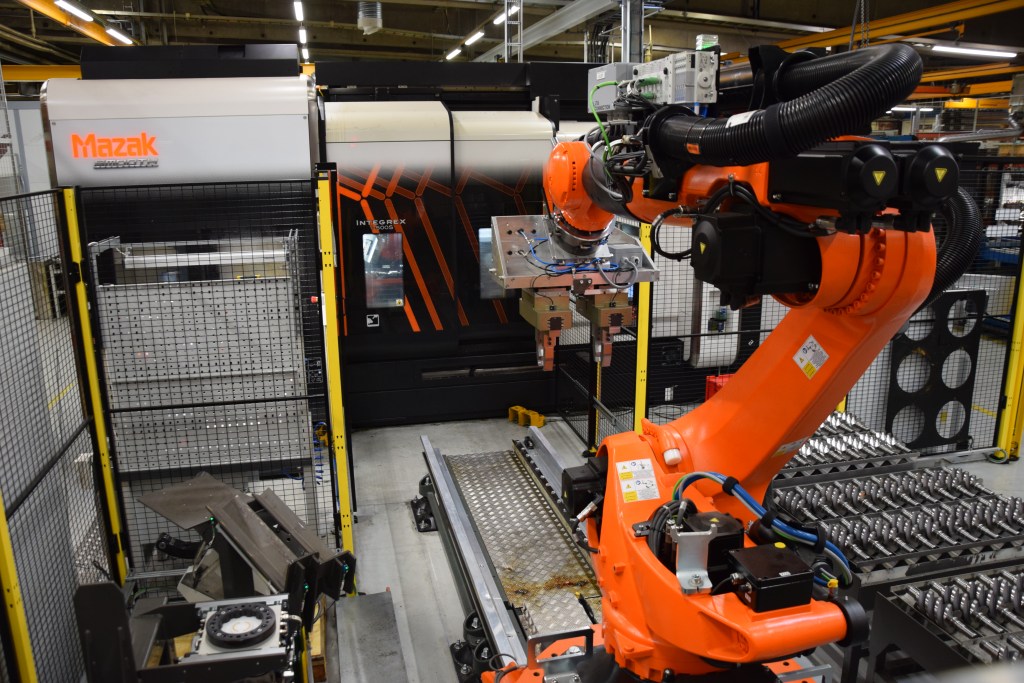
Uudessa automaatiosolussa toimivat Mazak Integrex i-500S -monitoimikone sekä Kuka-robottiautomaatioratkaisu. Solu mahdollistaa sekä istukkakappaleiden että akselityyppisten kappaleiden valmistuksen.
Tampereen Messukylän tehtaalla valmistetuista tuotteista yli 90 prosenttia menee vientiin.
Viime vuosina Tampereen toimintoja on muokannut tuotannon automaatioasteen nosto, ja kehitys jatkuu. Automaation sovellutukset tehtaalla ovat moninaiset, ja yksi tuore esimerkki on tehtaan investointiprojekti, jonka lopputuloksena tehtaalle asennettiin uusi monitoimikone ja sen automaatioratkaisun avulla saavutetaan merkittävä lisäys kapasiteettiin. Siten mahdollistuu myös aiempaa monipuolisempi valmistus yhdessä yksikössä.
Gardner Denverille toteutettu automaatioratkaisu mahdollistaa monipuolisen valmistuksen yhdessä yksikössä.
Sekä istukka- että akselikappaleille
Tampereen tehtaan painopiste on koneistuslähtöisyys.
”Toiminnoista lähes puolet on koneistukseen liittyviä toimintoja. Itse kompressoreja tehdään suhteellisen vähän, tuotanto painottuu komponentteihin, kompressiyksikön kokoonpanoon ja toimituksiin muihin konsernin valmistusyksiköihin ja asiakkaille”, kertoo tehdaspäällikkö Kai Piiroinen Gardner Denveriltä.
Kun tuotepaletti uudistuu, vaatii se osaltaan uudenlaisia ratkaisuja myös monitoimikoneilla tehtävään koneistukseen
”Tässä projektissa oli kyse meille uudenlaisesta tavasta toteuttaa asioita. Monitoimikoneilla olemme aiemmin koneistaneet vain akselityyppisiä kappaleita, laippa- ja kotelomaiset kappaleet on tehty vaakakaraisella koneella tai ostettu ulkoa. Kun valmistukseen tuli konsernin kautta uutta tuoteperhettä, yrityksessä haluttiin nyt yhdistää akselimaisten sekä laippamaisten kappaleiden koneistus tehtäväksi yhdessä yksikössä ja optimoida siten niiden tuotanto sekä koneistuksen että automaation osalta. Tätä kautta mahdollistuvat merkittävät kustannussäästöt aiempiin menetelmiin verraten”, kertoo Gardner Denverin tuotanto– ja kehityspäällikkö Jani Mannila.
Pääpaino projektissa liittyi kiinnitysmenetelmiin ja asetusaikojen pienentämiseen. Haettiin joustavaa, mutta samalla huipputarkkaa ratkaisua, mitä tuotteet toki vaativat. Itse tuotteet suunniteltiin alusta saakka niin, että automaatiovalmistus kokonaisuudessaan onnistuu.
”Se onkin tärkeä lähtökohta automatisoinnin onnistumiselle. Nykyisin edelleen liian usein automatisoidaan tuotteita, joiden valmistusta ei ole suunniteltu automaationa tehtäväksi. Se voi tuoda isoja haasteita toteutuksiin. Tässä hankkeessa lähdettiin oikeasta suunnasta liikkeelle”, sanoo projektissa automaatiota toteuttaneen JTA Connectionin myyntijohtaja Jarkko Lepistö.
Onnistunutta yhteistyötä. Vasemmalta Jani Mannila ja Tommi Nylund Gardner Denveriltä, Jarkko Lepistö JTA Connectionilta, Jani Pulkkinen Wihurilta sekä Kai Piiroinen Gardner Denveriltä.
Selkeä yhteistyöprojekti
Koneratkaisuksi kokonaisuuteen valikoitui analyysien jälkeen Mazakin Integrex i-500S.
”Koneen varustelussa hyödynnettiin modulaarisuutta, jolloin sekä vastakaraisen että kärkipylkkäkoneen parhaat ominaisuudet saatiin yhdistettyä. Näin varmistettiin akseli– ja laippamaisten kappaleiden tehokas valmistus yhdellä koneella, mikä tietenkin vaatii koneelta monipuolisuutta ja tehoa”, sanoo koneen toimittaneen Wihurin osastojohtaja Jani Pulkkinen.
”Iso työkalumakasiini tukee vaihtelevaa ja miehittämätöntä tuotantoa, tarkkuudet ovat tarpeeseen sopivat, samoin koneen kokoluokka. Gardner Denverillä on isompaa ja toisaalta pienempää konekantaa, niin tämä tuli sopivasti niiden väliin ja uuden tuoteperheen kappalekokoihin,” Pulkkinen jatkaa.
Robottityyppinen automatisointi toteutettiin alan asiantuntijan JTA Connectionin toimesta.
Yli 20 vuoden ajan toiminut JTA Connection on automaatiointegraattori, mikä on keskittynyt markkinoiden komponentteja hyödyntävään räätälöityyn automaatioon. Robottisolujen toteutus mm. metalliteollisuuteen ovat yksi keskeinen toimialue.
Solun käyttöliittymän parametrinen laatikkopohjainen ohjaus kyselee käyttäjältä tietoja Mazakin Mazatrol-ohjauksen tapaan
”Kokonaisuus toimi hyvin, kun Gardner Denverin puolelta tuotiin selkeästi solun toimintaa liittyviä tarpeita ja toiveita esille. Kappaleet ja kone olivat varsin loppusuoralla, kun oli automaatioratkaisujen kehittämisen vuoro. Kokonaisuus muuttui projektin edetessä, ensimmäinen versio oli varsin yksinkertainen ja perinteinen ratkaisu monitoimisorvin palveluun. Siitä lähdettiin eteenpäin kartoittamaan ergonomisuutta mm. työkalumakasiinille ja ohjauspaneelille pääsyn suhteen solun toiminnan aikana. Siitä mietittiin layoutia ja toteutusta eteenpäin”, kertoo Jarkko Lepistö
”Käytettävissä oleva tila oli yksi toteutusta alusta saakka ohjannut tekijä. Se mm. määritteli automaatioratkaisuksi teollisuusrobotin, joka liikkuu lineaariradalla. Tämä mahdollisti käytettävissä olevan tilan hyödyntämisen täysimääräisesti sekä mahdollistaa solun toimintojen laajentamisen tulevaisuudessa”, sanoo menetelmäteknikko Tommi Nylund.
”Matka, joka täsmentyi hankkeen kuluessa”
Eri tahojen yhteistyö monimuotoisessa projektissa onnistui osapuolten mukaan hyvin.
”Hanke oli matka, jossa aluksi ei tiedetty tarkkaan päätepistettä. Kokonaisuutta visioitiin eri konsepteilla ja hankkeen kuluessa täsmentyivät valmistettavat tuotteet sekä solun toimminnalliset vaatimukset. Lopuksi muokkautui automaatiototeutus.”
”Yritysten välinen kehitysyhteistyö ohjasi projektia. Wihuri ja Mazak auttoivat koneen valinnassa ja räätälöinnissä, JTA kehitti automaatiototeutusta ja suositteli kustannuksiltaan tehokkainta ja kokoluokkaan sopivinta robottivalintaa. Aluksi senkin osalta ajatuksemme olivat pitkälti erityyppisessä sovellutuksessa”, Piiroinen toteaa.
”Tällaisissa kuvioissa on tärkeää, että tilaaja osaa pyytää ominaisuuksia, jolloin kone- ja automaatiotoimittajan tulee löytää niihin sopivat ratkaisut. Tässä projektissa asiat toimivat”, kertoo Jani Mannila.
Monipuolinen kokonaisuus. Yksi kone- ja automaatioratkaisua määrittävä tekijä oli tila. Se määritti yhtenä tekijänä mm. robottiratkaisun.
”Olennaista on, että kokonaisuus lisää meidän tuotantomahdollisuuksiamme ja tarjoaa liikkumavaraa myös tulevaisuuteen. Solu sopii nykyiseen tuotantoomme, mutta on suunniteltu niin, että kokonaisuuteen voidaan lisätä apulaitteita ja esim. vaihtaa robotilla monitoimisorvin työkalumakasiiniin sopimattomia, ylisuuria työkaluja suoraan jyrsinkaralle, jos siihen tulee jatkossa tarvetta.”
Myös solun käyttöönotosta tilaajalla on vain hyvää sanottavaa.
”Koneen ohjaus on helppoa, ja solun käyttöliittymän parametrinen laatikkopohjainen ohjaus kyselee käyttäjältä tietoja Mazatrolin tapaan. Haltuunotto on ollut sujuvaa, asennuksen jälkeen tiettyjä ominaisuuksia on edelleen hienosäädetty”, sanoo käyttöönottoa ohjannut Tommi Nylund Gardner Denveriltä.
Ja uusia projekteja seuraa Tampereella. Ingersoll Rand panostaa Tampereen tehtaaseen ja luvassa on esimerkiksi uutta tuotantotilaa. Uusi parin vuoden sisällä toteutettava tehdashalli tuo yrityksen käyttöön jatkossa huomattavasti lisää tilaa. Nykyinen tehdas on kooltaan 10 000 neliötä, uudesta hallista tulee 5 000 neliön suuruinen.
Myös konekantaan panostetaan ja automaatioprojektit jatkuvat. Yksi keskeinen kotelomaisten runkokappaleiden koneistuksen _ automaatioprojekti on pian käynnistymässä Gardner Denverillä. Senkin automaation toteuttaa JTA Connection.
Myös työvoimaa yritys tarvitsee jatkossa enenevästi, tarve kasvanee uuden tehtaan myötä ainakin 30 hengellä. Tampereen henkilöstömäärä on nyt lähes 170 henkilöä.
Gardner Denver Oy: Kompressorien ja kompressorikomponenttien valmistaja, Tampere.
Osa teollisuuskonserni Ingersoll Randia vuodesta 2020.
Wihuri Oy Tekninen Kauppa: Automaatioprojektin konetoimittaja.
Monitoimikone Mazak Integrex i-500S.
JTA Connection Oy: Automaatiointegraattori, mm. robottisolut. Gardner Denverin robottiratkaisu Kuka.
Forssan LVI-Valmiste Oy jatkaa automaation lisäämistä tuotannossaan. Uusi Amadan EML-2515 AJ -yhdistelmäkone ASR-levynkäsittelyautomaatiolla lisää tuotannon joustavuutta ja vähentää läpivientiaikoja, mutta vie tilaa pajan lattialla suhteellisen vähän.
LVI-alan asennuksia ja ohutlevykomponenttien alihankintaa: Forssan LVI-Valmiste Oy aloitti LVI-asennustalona, mutta jo pitkään talo on tunnettu myös levykappaleiden valmistajana.
Monipuolinen, mutta samalla kooltaan kompakti Amadan EML 2515 AJ -yhdistelmäkone ASR 3015 PR -levynkäsittelyautomaatiolla asennettiin Forssan LVI-Valmisteen käyttöön toukokuussa.
Alihankintatyöt yrityksessä käynnistyivät aikanaan asiakkaiden toiveiden pohjalta, ja siitä on vuosien mittaan kehittynyt oiva tekijä tasoittamaan rakennusalan kausivaihteluita.
Levykomponenttien alihankinta on tänään isoin osa yrityksen toimintaa, kaksi kolmannesta.
Forssan LVI-Valmiste palvelee mm. rakennus- ja sähköteollisuutta mm. ilmanvaihdon ja sähkötekniikan alueella. Asiakkaiden kautta toimintakenttä on koko Skandinavian alue.
Visuaalista: toimintojen valvonta sujuu screeneiltä. Ohjauksella tuotantopäällikkö Mikko Syrjälä.
Tuotteet ovat muodoiltaan ja jalostuksen asteeltaan hyvin erilaisia, perusleikkeistä monipuolisiin kokonaisuuksiin”, sanoo toimitusjohtaja Mika Lehtonen.
Asiakkaitaan talo palvelee monimuotoisesti, valmistuksen lisäksi tarjolla ovat monet suunnittelun ja mallinnuksen toiminnot.
Kasvua automaatiolla
Forssan LVI-Valmiste toimii noin 45 henkilön työpanoksella ja tekee 7,1 miljoonan (2021) liikevaihtoa. Alihankintatuotanto toimii sujuvasti, laserilla sekä levytyökeskuksella leikataan, särmäyspuristimilla jalostetaan.
”Sarjat ovat tyypillisesti pieniä, ja niiden valmistuksessa lasertekniikka toimii tunnetusti hyvin.
Sen myötä pienet sarjakoot ja moninaiset, myös vaativat muodot saadaan toteutettua kustannustehokkaasti.”
Töitä on runsaasti, yritys on mitannut kasvua viime vuosina ja näkymätkin ovat eteenpäinkin hyvät, mutta henkilöstöä tasossa voisi olla jonkin verran enemmänkin. Monien muiden yritysten tavoin haasteita väen riittävyyden suhteen on.
Kone leikkaa paineilmalla. Paineilmakompressori on kätevän kokoinen.
”Henkilöstön riittävyys on selkeä kasvun este, pientä pulaa porukasta on koko ajan. Pitkän linjan ammattilasia poistuu työmarkkinoilta ja toisaalta uusia ammattilaisia valmistuu nykyisellään liian vähän kysyntään nähden ja se aiheuttaa niukkuutta henkilöstömarkkinoilla”, Lehtonen sanoo.
Mahdollisuuksia kasvuun tarjoaa kuitenkin mm. satsaaminen uuteen teknologiaan.
Valmistustekniikkaansa Forssan LVI-Valmiste onkin viime vuosina kehittänyt notkeasti eteenpäin tehokkuuden ja tuottavuuden näkökulmasta, parisen vuotta sitten yritys hankki särmäystöitään tehostamaan uuden sukupolven HG ATC-särmäyspuristinmallin, missä työkalunvaihto on kokonaan automatisoitu. Automatisoitu työkalunvaihto on tapa lisätä töiden sujuvuutta ja samalla helpottaa raskasta työkalunkäsittelyä.
Automaatiota yrityksen toiminnoissa lisää nyt jälleen uusi laajennus, sillä uusi yksikkö, laserleikkauksen ja lävistyksen yhdistävä Amada EML 2515 AJ -automaatiolaitteilla varustettuna on aloittanut keväällä toimintansa Forssassa.
Leikattuja kappaleita. Paineilmaleikkauksen etuja ovat on taloudellisuus ja tasokas leikkauslaatu.
Tehokas yhdistelmä, kompakti lattiatila
Yhdistelmäkoneessa on Amadan 3 kW AJ kuitulaserlähde ja lävistys toteutetaan servomoottoritekniikalla. Koneella päästään 6 mm:iin materiaalipaksuuksiin, ja koneessa on mukana vakiona mm. nelipaikkainen suuttimenvaihtoautomaatti ja Punching&Forming -muokkaus, mikä mahdollistaa alapuolelta suuntaavan korkeiden muotojen toteutuksen aina 22 mm korkeuteen saakka.
”Yhdistelmäkone mahdollistaa sujuvasti monet asiat yhdessä yksikössä, kuten laserleikattuihin kappaleihin kierteiden ja muotojen tekemisen. Se vähentää työvaiheita ja nopeuttaa tuotantoa olennaisesti”, Mika Lehtonen sanoo.
”Kuitulaser teknologiana säästää energiaa yllättävänkin paljon aiempaan menetelmäämme eli CO2-leikkaukseen verrattuna. Lisäksi koneen taloudellisuutta lisää se, että se leikkaa paineilmalla. Sen etuna on laadukas jälki, mutta vähäiset kulut. Typpisäiliötä meillä ei ole ollenkaan.”, Lehtonen sanoo.
Nykyajan tuotannoissa automatiikka on usein yhä keskeisemmässä osassa myös levyn- ja kappaleenkäsittelyn toimintojen osalta. Näin myös Forssan EML:n yhteydessä.
Yhdistelmäkone automaatiolla vähentää työvaiheita ja nopeuttaa tuotantoa olennaisesti, toimitusjohtaja Mika Lehtonen sanoo.
Kone on varustettu ASR 3015 PR-varastojärjestelmällä, mikä mahdollistaa koneella pitkät miehittämättömät ajot ja kapasiteetin pitkälle automaattisen tuotannon avulla. Järjestelmä on suunniteltu siten, että levyjen ja aihioiden lataus ja purku tapahtuvat tornista torniin eli järjestelmän takaosassa.
”Se säästää tilaa metrejä koneen etupuolelta, ja sitä arvostimme erityisesti. Koko oli yksi iso tekijä tämän järjestelmän valinnan osalta, toki muiden ominaisuksien lisäksi. Kompaktius mahdollisti sen, että kone saatiin ylipäänsä tänne tilaamme sopimaan”, sanoo Mika Lehtonen.
ASR-järjestelmä Forssassa on 6-paikkainen. ASR 3015 PR -järjestelmällä varustettu EML 2515 AJ toimitettiin Forssaan toukokuussa.
Mika Talvisilta (IWS) on nimitetty 8.8.2022 alkaen Retco Oy:n mig/mag-, tig- ja puikkohitsausvirtalähteitten tuotepäälliköksi.
Mika Talvisilta
Hänellä on kattava kokemus metalliteollisuudesta ja hitsausmyynnistä, muun muassa viimeiset 10+ vuotta eurooppalaisen hitsauskonevalmistajan myyntipäällikön tehtävissä.
AMB-messut järjestään Saksan Stuttgartissa 13.-17.9.2022. Okuman vaakakarainen MA-600HIII-koneistuskeskusmalli on mukana messuilla. Lisäksi LU3000EX-sorvi sekä tuoretta robotiikkaa on tarkastelussa.
MA-H-sarjan uusin jäsen on suunniteltu automatisoituun tuotantoon ja ominaisuuksia on aiempaan sukupolveen verraten niin käsittelynopeuksien, koneen suorituskyvyn ja tarkkuudenkin osalta. Koneessa on esimerkiksi kokonaan uusi kararatkaisu.
”Thermo-Friendly Concept”, Okuman oma lämpötilan kompensointijärjestelmä tukee tarkkuutta , omavalmisteiset karat varmistavat koneistusnopeudet ja koneen suorituskyvyn 45 kW tehoihin saakka. ECO Suite -energiansäästöjärjestelmä on suunniteltu vähentämään energiankulutusta ja ympäristövaikutuksia.
Mukana Stuttgartissa on myös neliakselinen LU3000EX-sorvimalli, vankkarakenteinen ja reilusti mitoitettujen tasojohteiden ja suurvääntökäyttöjen myötä Okuman mukaan sopiva muodoiltaan vaativille työkappaleille sekä myös vaikeasti työstettäville materiaaleille.
LB3000 EX II ARMROID:n myötä Okuma kertoo esittelevänsä messuvieraille suorituskykyisen yleissorvin integroidulla robottivarrella automatisoituna. LB EXII -sarjan CNC-sorvit edustavat Okuman malliston 2-akselisten sorvien lippulaivatuotteita.
Okuman ilmoituksen mukaan painopiste on ensisijaisesti innovatiivisissa automaation ja robotiikan ratkaisuissa, jotka tukevat nopeampaa, turvallisempaa ja kannattavampaa työtä. Myös palveluvalikoimaa esitellään.